Фиг.1
Изобретение относится к неразрушающему контролю и может быть использовано для контроля качества сварных соединений. Известен вихретоковый способ контроля, заключающийся в том, что с помощью вихретокового преобразователя (ВТП) в зоне контроля возбуждают вихревые токи постоянной частоты, измеряют выходной сигнал ВТП, пропорциональный интегральному значению удельной электрической проводимости зоны контроля, по которому судят о качестве зоны контроля.
Известно устройство контроля сварных соединений, выбранное за прототип устройства, реализующее способ и содержащее последовательно соединенные генератор гармонического напряжения высокой частоты, ВТП и канал измерения амплитуды 2.
Недостатками известного способа и устройства его осуществления является низкая информативность о качественных и дефектных сварных соединениях. Это обусловлено тем, что разным по качеству сварным соединениям может соответствовать одно и то же интегральное значение удельной электрической проводимости зоны сварки.
Известен вихретоковый способ контро-. ля, выбранный за прототип способа, заключающийся в том, что с помощью ВТП в зоне контроля возбуждают вихревые токи, изменяют их частоту, измеряют выходные сигналы ВТП при ряде-фиксированных частот, определяют разность измеренных сигналов на смежных частотах и используют полученные значения при определении качества контролируемого участка 1.
Известно устройство контроля сварных соединений, реализующее способ и содержащее последовательно соединенные генератор гармонического напряжения качающейся частоты, ВТП, канал измерения амплитуды, линию задержки и сумматор, подключенный своими входами к выходам канала измерения амплитуды и линии задержки.
Недостатком известного способа и устройства его осуществления является низкая информативность о качественных и дефектных сварных соединениях. Это обусловлено тем, что разным по качеству сварным соединениям может соответствовать одно и то же значение разности сигналов на смежных частотах.
Цель изобретения - повышение информативности при контроле качества сварных соединений.
Поставленная цель достигается благодаря тому, что согласно вихретоковому способу контроля, заключающемуся в том, что с помощью вихретокового преобразователя в зоне контроля возбуждают вихревые токи, изменяют их частоту.измеряют выходные сйгналы вихретокового преобразователя при ряде фиксированных частот, определяют разность измеренных сигналов на смежных частотах и используют полученные значения при определении качества контролируемого участка, ряд фиксированных частот выбирают по закону следования чисел 1,2 , З2,...-, дополнительно определяют интегральное минимальное значения удельной электрической проводимости о по среднему
и минимальному значениям измеренных сигналов и в совокупности с послойными значениями о|, полученными по разности сигналов на смежных частотах, судят о качестве контролируемого объекта.
Устройство для вихретокового-контроля сварных соединений, содержащее последовательно соединенные генератор напряжения качающейся частоты, выхретоковый преобразователь, канал измерения амплитуды, линию задержки и сумматор, подключенный своими входами к выходам канала измерения амплитуды и линии задержки, снабжено электронным ключом, подключенным своим входом к каналу измерения
амплитуды, частотомером, подключенным входом к выходу генератора качающейся частоты, а выходом к управляемому входу электронного ключа, блоками пороговых элементом и блоком логических элементов
И, подключенных входами к выходам сумматора и электронного ключа через соответствующие блоки пороговых элементов, а генератор качающейся частоты выполнен программно-управляемым.
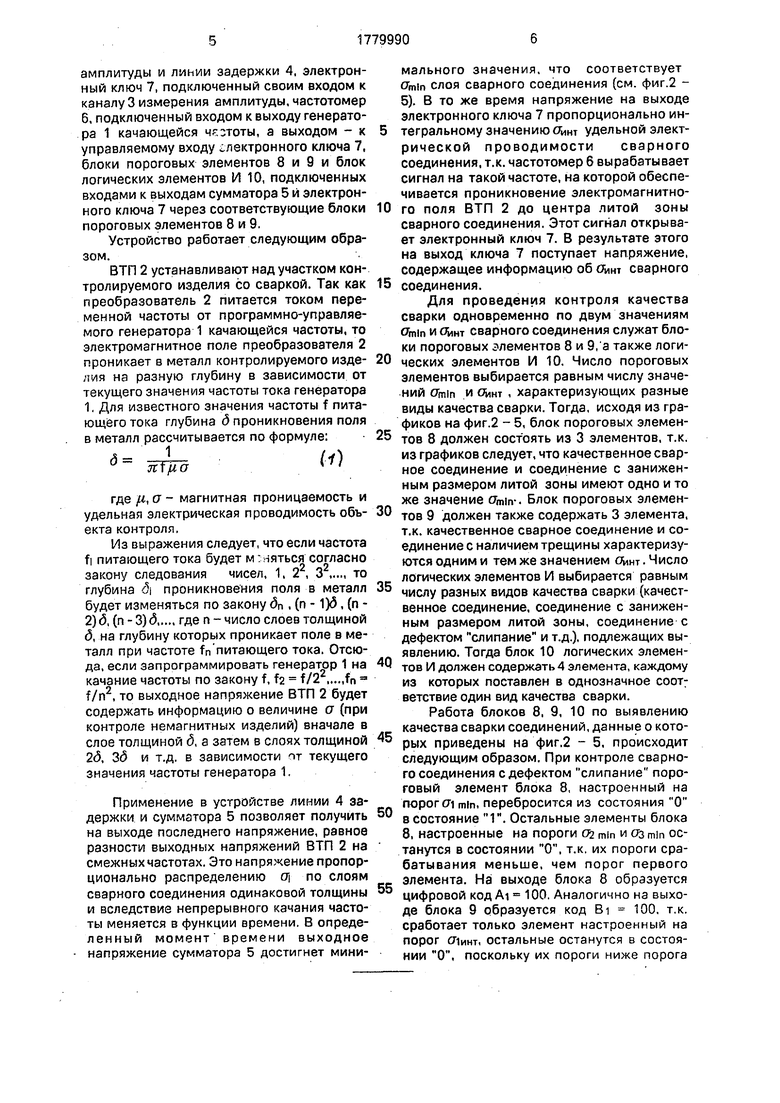
На фиг.1 приведена блок-схема вихретокового устройства контроля сварных соединений; на фиг.2 - 5 - зависимости послойного изменения удельной электрической проводимости а по глубине б сварного
соединения для нормального (качественного) сварного соединения - фиг.2; для соединения с заниженным размером литой зоны (частичный непровар) - фиг.З; для соединения с дефектом типа нарушение сплошности литой зоны (трещина) - фиг.4; для соединения с дефектом типа слипание (полный непровар) - фиг.5.
Устройство для вихретокового контроля сварных соединений содержит последовательно соединенные программно-управляемый генератор 1 качающейся частоты, ВТП 2, канал 3 измерения амплитуды, линию задержки 4 и сумматор 5, подключенный своими входами к выходам канала 3 измерения
амплитуды и линии задержки 4, электронный ключ 7, подключенный своим входом к каналу 3 измерения амплитуды, частотомер 6, подключенный входом к выходу генератора 1 качающейся чггготы, а выходом - к управляемому входу лектронного ключа 7, блоки пороговых элементов 8 и 9 и блок логических элементов И 10, подключенных входами к выходам сумматора 5 и электронного ключа 7 через соответствующие блоки пороговых элементов 8 и 9.
Устройство работает следующим образом.
ВТП 2 устанавливают над участком контролируемого изделия со сваркой. Так как преобразователь 2 питается током переменной частоты от программно-управляемого генератора 1 качающейся частоты, то электромагнитное поле преобразователя 2 проникает в металл контролируемого изде- лия на разную глубину в зависимости от текущего значения частоты тока генератора 1. Для известного значения частоты f питающего тока глубина д проникновения поля в металл рассчитывается по формуле:
1 лгТ/гсг
5
()
где //, а - магнитная проницаемость и удельная электрическая проводимость объ- екта контроля.
Из выражения следует, что если частота fi питающего тока будет м яться согласно закону следования чисел, 1, 22, З2,..., то глубина Д проникновения поля в металл будет изменяться по закону 5П , (п -1)5, (п - 2) б, (п - 3) (3,..., где п - число слоев толщиной 3, на глубину которых проникает поле в металл при частоте fn питающего тока. Отсюда, если запрограммировать генератор 1 на качание частоты по закону f, f2 f/22,...,fn f/n2, то выходное напряжение ВТП 2 будет содержать информацию о величине о (при контроле немагнитных изделий) вначале в слое толщиной 5, а затем в слоях толщиной 2(3, 3d и т.д. в зависимости от текущего значения частоты генератора 1,
Применение в устройстве линии 4 задержки и сумматора 5 позволяет получить на выходе последнего напряжение, равное разности выходных напряжений ВТП 2 на смежных частотах. Это напряжение пропорционально распределению а по слоям сварного соединения одинаковой толщины и вследствие непрерывного качания частоты меняется в функции времени. В опреде- ленный момент времени выходное напряжение сумматора 5 достигнет минимального значения, что соответствует Oinin слоя сварного соединения (см. фиг.2 - 5). В то же время напряжение на выходе электронного ключа 7 пропорционально интегральному значению удельной электрической проводимости сварного соединения, т.к. частотомер 6 вырабатывает сигнал на такой частоте, на которой обеспечивается проникновение электромагнитного поля ВТП 2 до центра литой зоны сварного соединения. Этот сигнал открывает электронный ключ 7. В результате этого на выход ключа 7 поступает напряжение, содержащее информацию об Оинт сварного соединения.
Для проведения контроля качества сварки одновременно по двум значениям Omin и OiiHi сварного соединения служат блоки пороговых элементов 8 и 9, а также логических элементов И 10. Число пороговых элементов выбирается равным числу значений Oinin и Ойнт , характеризующих разные виды качества сварки. Тогда, исходя из графиков на фиг.2 - 5, блок пороговых элементов 8 должен состоять из 3 элементов, т.к. из графиков следует, что качественное сварное соединение и соединение с заниженным размером литой зоны имеют одно и то же значение Блок пороговых элементов 9 должен также содержать 3 элемента, т.к. качественное сварное соединение и соединение с наличием трещины характеризуются одним и тем же значением Оинт. Число логических элементов И выбирается равным числу разных видов качества сварки (качественное соединение, соединение с заниженным размером литой зоны, соединение с дефектом слипание и т.д.), подлежащих выявлению. Тогда блок 10 логических элементов И должен содержать 4 элемента, каждому из которых поставлен в однозначное соответствие один вид качества сварки.
Работа блоков 8, 9, 10 по выявлению качества сварки соединений, данные о которых приведены на фиг.2 - 5, происходит следующим образом. При контроле сварного соединения с дефектом слипание пороговый элемент блока 8, настроенный на порог(7i min, перебросится из состояния О в состояние 1й. Остальные элементы блока 8, настроенные на пороги аг min и 03 min останутся в состоянии О, т.к. их пороги срабатывания меньше, чем порог первого элемента. На выходе блока 8 образуется цифровой код AI 100. Аналогично на выходе блока 9 образуется код Вт 100. т.к. сработает только элемент настроенный на порог 71инт, остальные останутся в состоянии О, поскольку их пороги ниже порога
первого элемента. В блоке 10 из состояния
О в состояние 1 переключится элемент
, закон функционирования которого ззется выражением FI Ai 81 100100.
рабатывание этого элемента свидетельст,/.эт о наличии в контролируемом сварном
(;оздинении дефекта типа слипание.
При контроле качественного сварного
иеединения на выходе блока 8 образуется
:-од А. 110, т.к. сработают элементы, на. роенные на пороги at min и Oi min. посколь; порог Oimin выше порога o&min. На
иходе блока 9 образуется код В2 111, т.к.
сработают элементы, настроенные на пороги
.02иит, 03 инт, ПОСКОЛЬКУ ПОРОГИ
О) инт и оз инт выше порога инт. В блоке 10 сработает элемент И, функционирующий согласно выражению: F2 A2 л В2 110111.
При контроле сварного соединения с заниженным размером литой зоны на выходе блока 8 образуется код Аз - А2, т.к. это соединение имеет равное с качественным соединением значение . На выходе блока 9 образуется код Вз 101. Тогда Рз Аз Вз 110101. Отсюда видно, что Рз отличается от Рг, следовательно, несмотря на то, что качественное сварное соединение и со- единечме с заниженным размером литой зоны характеризуется одним и тем же значением Oi min, возможно распознавание вида качества сварки. Аналогично для соединений качественных и с наличием трр-чч ы. характеризующихся одним и тем же значением 02 инт. возможно распознава- И Г ида качества сварки одновременно по зяачечиям Omin и Оинт сварногосоеди-iC.lMfl.
Таким образом, повышается информа- ншность контроля, что позволяет ИСКЛЮЧУ), ь пропуск брака при контроле сварных соединений.
Формула изобретения 1. Вихретоковый способ контроля, заключающийся в том, что с помощью вихретокового преобразователя в зоне контроля возбуждают вихревые токи, изменяют их частоту, измеряют выходные сигналы вихрето- кового преобразователя при ряде
фиксированных частот, определяют разность измеренных сигналов на смежных частотах и используют полученные значения при определении качества контролируемого участка, отличающийся тем, что, с
целью повышения информативности при
контроле качества сварных соединений за
счет послойного измерения распределения
удельной электрической проводимости а,
ряд фиксированных частот выбирают по закону следования чисел 1n, 22,32,..., дополнительно определяют интегральное и минимальное значения удельное электрической проводимости стпо среднему и минимальному значениям измеренных сигналов
и в совокупности с послойными значениями О, полученными по разности сигналов на смежных частотах, судят о качестве контролируемого объекта.
2. Устройство для вихретокового контроля сварных соединений, содержащее последовательно соединенные генератор напряжения качающейся частоты, вихрето- ковый преобразователь, канал измерения амплитуды, линию задержки и сумматор,
подключенный своими входами к выходам канала измерения амплитуды и линии задержки, отличающееся тем, что, оно снабжено электронным ключом, подключенным своим входом к каналу измерения
амплитуды, частотомером, подключенным входом к выходу генератора качающейся частоты, а выходом - к управляемому входу электронного ключа, блоками пороговых элементов и блоком логических элементов
И, подключенных входами к выходам сумматора и электронного ключа через соответствующие блоки пороговых элементов, а генератор качающейся частоты выполнен программно управляемым.
WA
&
tmiff.

Изобрзтение относится к неразрушающему контролю и может быть использовано для дефектоскопии сварных соединений. Цель - повышение информативности при контроле качества сварных соединений за счет послойного измерения распределения удельной электрической проводимости о путем выбора закона изменения частот и дополнительного измерения электрошумов сигналов. Ряд фиксированных частот выбирают по закону следования чисел 12, 22, З2... и задают с помощью программно-управляемого генератора 1 качающейся частоты. Измеряют с помощью канала 3 измерения амплитуды выходные сигналы вихретоково- го преобразователя 2. За счет применения линии 4 задержки и сумматора 5 получают разность напряжений на смежных частотах. Дополнительно фиксируют минимальное напряжение сумматора 5, пропорциональное Omin, и напряжение на выходе электронного ключа 7, пропорциональное среднему значению в контролируемом объеме. По совокупности полученных значений сигналов судят о качестве сварного соединения. 2 с.п. ф-лы, 5 ил.
(Риг. Z
°2Mffr
Фм.4
Фиг.З
4
ч/тп
7wm
фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ неразрушающего контроля качества точечных электросварных соединений немагнитных металлов | 1974 |
|
SU735987A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фастрицкий B.C., Рыбалкин Е.П | |||
| и Фишкин П.Ш | |||
| Прибор для контроля качест- та точечной сварки алюминиевых сплавов | |||
| Методы и приборы автоматического контроля | |||
| Рига: РПИ, 1975, вып.13, с.18 - 24, / | |||
