Настоящее изобретение относится к пригодной для переработки полиэтиленовой пленке с первым ламинированным слоем из по меньшей мере 60 об.%, предпочтительно 80 об.% полиэтилена высокой плотности (HDPE), и вторым ламинированным слоем из полипропилена, который присоединен к полиэтиленовой пленке первого ламинированного слоя способом соэкструзии, причем толщина полиэтиленовой пленки составляет менее 40 мкм. Кроме того, изобретение относится к пригодному к переработке упаковочному многослойному материалу с такой полиэтиленовой пленкой, которая присоединена к герметизирующему слою.
В промышленности упаковочных материалов используют упаковочные пленки или упаковочные многослойные материалы, которые должны проявлять различные свойства в зависимости от варианта применения. Такие упаковочные пленки или упаковочные многослойные материалы обычно представляют собой многослойные полимерные пленки, которые получают способом экструзии, способом соэкструзии (в обоих случаях формированием как литой пленки, так и раздувной пленки), или способом ламинирования (соединением индивидуальных слоев посредством ламинирующего адгезива, а также экструзионным ламинированием), а также их комбинациями.
Из соображений пригодности для переработки и повторного использования предприняты также попытки получить чистые упаковочные пленки или упаковочные многослойные материалы на основе пластика одного сорта, например, упаковочные многослойные материалы, выполненные только из полиэтилена или смеси пластиков на основе полиэтилена, с пластиками, которые совместимы в плане пригодности к переработке в приемлемо малых количествах.
Упаковочный многослойный материал обычно имеет также герметизирующий слой, чтобы сформировать упаковку, например, пакет, из упаковочного многослойного материала путем термосваривания. Герметизирующий слой обычно выполнен из полиолефина, как правило, полипропилена (PP) или полиэтилена (PE) с различными плотностями, такими как линейный полиэтилен низкой плотности (LLDPE), полиэтилен низкой плотности (LDPE), полиэтилен средней плотности (MDPE) или полиэтилен высокой плотности (HDPE), и также в форме их смесей, тогда как, конечно, в качестве герметизирующего слоя применимы также различные материалы. Для целей герметизации, например, для целей получения упаковки, такой как пакет, сложенный упаковочный многослойный материал зажимают между двумя сваривающими зажимами с регулируемой температурой. Упаковочный многослойный материал также зажимают между сваривающими зажимами с регулируемой температурой, когда контейнеры закупоривают посредством закрывающих крышек. Тогда герметизирующая среда расплавляется, в результате чего после охлаждения образуется связь между соседними герметизирующими слоями. Разумеется, при выполнении этого желательно сокращать время закупоривания, насколько возможно, так как этим можно повышать производительность на упаковочной машине. Например, это может быть достигнуто более высокими температурами сваривания, так как тепло быстрее пропускатся снаружи внутрь зоны сваривания. Однако максимально возможная температура сваривания, конечно, зависит в особенности от материала самого наружного слоя упаковочного многослойного материала, обращенного к сваривающим зажимам, в частности, от температуры плавления этого материала. Например, HDPE имеет температуру плавления около 130°С. Допуская минимальную необходимую температуру сваривания 80°С (скорее значительно выше этой), понятно, что диапазон сваривания (температурный диапазон, в котором должно быть выполнено сваривание) является узким. Это делает обработку более трудной, с одной стороны, и также сокращает достижимые продолжительности сваривания, с другой стороны.
Это можно было бы преодолеть применением материалов, имеющих более высокую теплостойкость, например, сложных полиэфиров (таких как полиэтилентерефталат (PET)), в самом наружном слое. Однако этому препятствует то обстоятельство, что упаковочный многослойный материал, выполненный из PE-материалов со слоем PET, не может быть пригодным к переработке. Смешение полипропилена (PP) с HDPE в качестве наружного слоя или тонкого наружного PP-слоя повышало бы теплостойкость, как упомянуто, например, в патентном документе WO 2016/156293 A1, который также описывает, что вредное влияние на пригодность к переработке не проявляется, когда в пленке используют не более 20 об.% PP. Смесь HDPE с циклоолефиновым сополимером (COC) также повышала бы теплостойкость, и была бы все еще приемлемой с позиции пригодности к переработке, если добавляют небольшое количество COC. Однако COC-материалы являются дорогостоящими, что делает их скорее не представляющими интерес для применения в упаковочных многослойных материалах, для которых важную роль играют стоимости.
Из патентного документа EP 2 409 836 B1 известно применение полипропиленового блок-сополимера, имеющего высокую температуру плавления, свыше 160°C, в наружном слое полипропиленового упаковочного многослойного материала для предотвращения прилипания к сваривающим зажимам. В патентном документе EP 2 409 836 B1 полипропилен используют в качестве материала для упаковочного многослойного материала, поскольку образованную из него упаковку, например, пакет, нужно стерилизовать при 121°C, что исключает полиэтилен как материал для подвергаемого стерилизации упаковочного многослойного материал вследствие его низкой температуры плавления.
Упаковочные пленки или упаковочные многослойные материалы при изготовлении обычно подвергают обработке в нескольких технологических стадиях, например, таких, как стадии соединения различных слоев, пропечатывания, нанесения покрытия, и т.д., которые также могут проводиться при более высоких температурах. При изготовлении упаковочную пленку или упаковочные многослойные материалы пропускают через весь производственный процесс, который также включает повторяющиеся перенаправления через направляющие валики, повторяющиеся намотки на рулоны, повторяющиеся изменения температуры, и т.д. При выполнении этого упаковочную пленку или упаковочные многослойные материалы также подвергают воздействию различных продольных деформаций, которые также иногда могут быть нежелательными. Например, погрешность приводки может быть увеличена при печати в процессе многоцветной печати вследствие нежелательного продольного растяжения, которое может ухудшать качество напечатанного изображения. Тем самым является желательным модуль упругости (Е-модуль), и связанная с ним высокая жесткость полотна, упаковочной пленки или упаковочного многослойного материала, который является высоким, насколько это возможно, предпочтительно по направлению обработки, поскольку такие удлинения могут быть затем сокращены. Высокого Е-модуля (высокой жесткости полотна) до сих пор достигали посредством специальных материалов в упаковочной пленке или упаковочном многослойном материале, и/или посредством дополнительных стадий изготовления, например, таких как растяжение.
Для достижения достаточной жесткости полотна PE-пленки при 70°С, патентный документ WO 2016/156293 A1 предлагает размещение центрального слоя из LLDPE или mLLDPE (металлоценового LLDPE) между двумя наружными слоями из HDPE и растяжением PE-пленки по меньшей мере по одному направлению. Растяжение достаточно повышает жесткость, и одновременно снижает значение мутности, что приравнивается к улучшению прозрачности. Однако, конечно, для растяжения требуется дополнительная технологическая стадия, которая повышает стоимость изготовления.
Цель настоящего изобретения состоит в создании пригодного к переработке упаковочного многослойного РЕ-материала, который может быть получен простым путем, и который имеет улучшенный Е-модуль и улучшенную жесткость полотна.
Эта цель достигнута тем, что полипропилен второго ламинированного слоя представляет собой гетерофазный полипропиленовый блок-сополимер с содержанием полиэтилена 5-30 вес.%, и имеет температуру плавления выше 155°С, предпочтительно выше 160°С, тогда как толщина второго ламинированного слоя составляет менее 5 мкм. Неожиданно было обнаружено, что такой тонкий слой гетерофазного полипропиленового блок-сополимера на наружной поверхности полиэтиленовой пленки или упаковочного многослойного материала не только может значительно повышать теплостойкость при сваривании, как ожидалось, но также возрастают Е-модуль и жесткость полотна полиэтиленовой пленки. Тем самым требуется только применение полиэтиленовой пленки с содержанием HDPE по меньшей мере 60 об.%, тогда как полиэтиленовая пленка не должна быть ни подвергнутой растяжению, ни имеющей определенную слоистую структуру. Благодаря своей малой толщине слой полипропиленового блок-сополимера также не ухудшает пригодность к переработке полиэтиленовой пленки или упаковочного многослойного материала. Это обусловливается тем, что, с одной стороны, он имеет относительно высокое содержание полиэтилена, и, с другой стороны, тем, что, как определено собственными исследованиями, он является достаточно тонким для полиэтиленового материала, чтобы быть детектированным датчиками, например, датчиками NIR (ближней инфракрасной области), в установке для переработки. Благодаря высокой теплостойкости наружного полипропиленового слоя может быть значительно повышена температура сваривания, несмотря на малую толщину, что сокращает продолжительности сваривания и делает процесс сваривания более гибким, поскольку диапазон температур сваривания тем самым значительно расширяется. Процесс сваривания тем самым может быть сделан более быстрым, надежным и более гибким, без прилипания наружного полипропиленового слоя к сваривающим зажимам или образования нежелательных визуальных отметин на упаковочном многослойном материале.
Однако неожиданный эффект наружного полипропиленового слоя, состоящего из гетерофазного полипропиленового блок-сополимера, очевиден из того факта, что, несмотря на очень малую толщину полипропиленового слоя, менее 5 мкм, модуль упругости и жесткость полотна полиэтиленовой пленки, состоящей главным образом из HDPE, и, соответственно, упаковочного многослойного материала, повышаются для целей дополнительной обработки, без необходимости в растяжении полиэтиленовой пленки. Гетерофазный полипропиленовый блок-сополимер и HDPE имеют примерно одинаковый модуль упругости, согласно справочным проспектам для типов используемых полимеров. Поэтому подобный модуль упругости можно ожидать, если эти два материала объединены. Однако было неожиданно выяснено, что при одновременной соэкструзии обоих материалов, предпочтительно способом экструзионного раздувного формования пленки, модуль упругости полиэтиленовой пленки, соэкструдированной с полипропиленовым блок-сополимером, оказывается явно более высоким, чем можно было бы ожидать на основе модуля упругости исходных материалов.
Также имеются типы полипропиленовых блок-сополимеров, которые имеют достаточно низкое значение мутности, в частности, ниже 20, предпочтительно ниже 10, так что получается полиэтиленовая пленка, имеющая достаточно низкое значение мутности. Это является особенным достоинством для пригодности к печати на обратной стороне, поскольку полиэтиленовая пленка является достаточно прозрачной для визуального восприятия напечатанного изображения на просвет.
Теплостойкость может быть дополнительно повышена, и дополнительно снижено значение мутности материала, добавлением зародышеобразователя к полипропиленовому блок-сополимеру второго ламинированного слоя и/или первого ламинированного слоя.
Далее настоящее изобретение разъясняется со ссылкой на фиг.1-5, которые показывают схематические и неограничивающие варианты осуществления изобретения следующим образом:
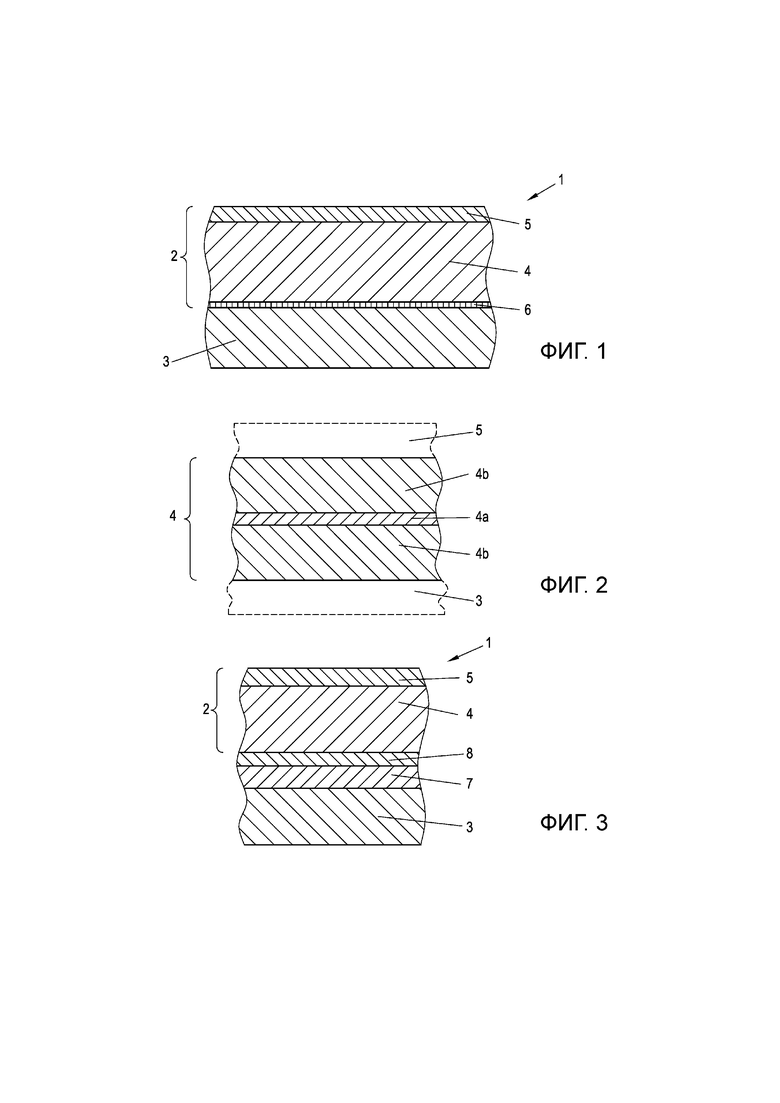
Фиг.1 - предпочтительный вариант исполнения упаковочного многослойного материала согласно этому изобретению с полиэтиленовой пленкой согласно этому изобретению,
Фиг.2 - многослойную полиэтиленовую пленку согласно этому изобретению,
Фиг.3 - вариант осуществления упаковочного многослойного материала с барьерным слоем,
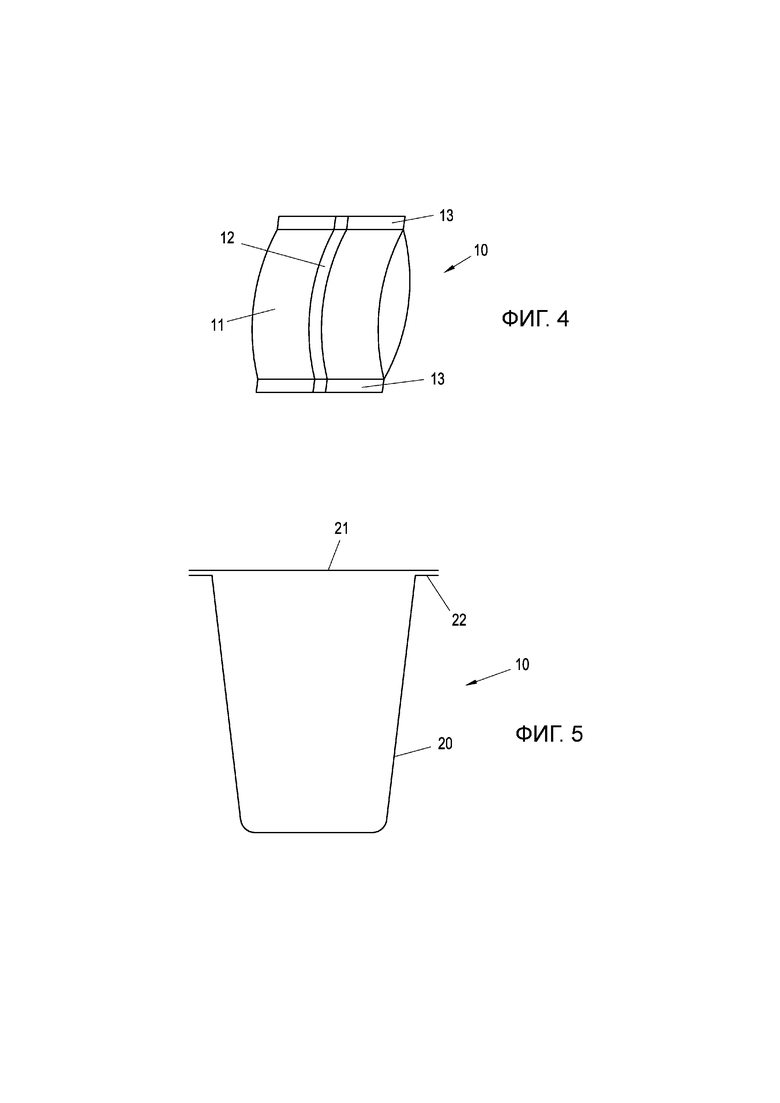
Фиг.4 - пакет, выполненный свариванием упаковочного многослойного материала согласно этому изобретению, и
Фиг.5 - закупоривание контейнера свариванием герметизирующей крышки, сформированной из упаковочного многослойного материала согласно этому изобретению.
Настоящее изобретение далее описывается более подробно, тогда как в последующем описании упоминаются некоторые характеристики полимерной пленки, которые измерены и/или определены следующим образом. Это основывается на методах измерения, определенных в общеизвестных стандартах ASTM (Американского Общества испытаний материалов).
Модуль Юнга, или Е-модуль:
Эту характеристику измеряют согласно стандарту ASTM D882, с указанным в этом стандарте 2%-ным секущим модулем, используемым здесь как Е-модуль (в МПа). Для этого измерения Е-модуля использовали образец полотна пленки длиной 100 мм и шириной 25 мм, и Е-модуль измеряли при скорости тестирования 10 мм/мин. Величины Е-модуля соэкструдированной полимерной пленки обычно являются различными в продольном и в поперечном направлениях.
Прозрачность (мутность):
Значение мутности представляет собой меру прозрачности прозрачных образцов. Чем выше значение мутности, тем более непрозрачным (менее прозрачным) является полимерная пленка. Метод измерения значения мутности описан в стандарте ASTM D1003.
Жесткость полотна:
Жесткость полотна (в Н/мм) понимают как произведение Е-модуля, определенного выше, на толщину измеренного полотна пленки.
Фиг. 1 показывает упаковочный многослойный материал 1 согласно изобретению с полиэтиленовой пленкой 2 согласно изобретению и присоединенным герметизирующим слоем 3, образованным из свариваемого полиэтилена. Например, герметизирующий слой 3 может быть наслоен на полиэтиленовую пленку 2 экструзией или с использованием адгезива. В случае ламинирования экструзией между полиэтиленовой пленкой 2 и термосвариваемым слоем 3 может быть предусмотрено подходящее связующее средство. В случае ламинирования с использованием адгезива используют подходящий ламинирующий адгезив.
Полиэтиленовая пленка 2 согласно настоящему изобретению состоит из первого ламинированного слоя 4 и присоединенного второго ламинированного слоя 5. Первый ламинированный слой 4 состоит главным образом из полиэтилена (РЕ) и материалов, которые совместимы в плане пригодности к переработке. Согласно изобретению, первый ламинированный слой 4 имеет содержание полиэтилена (РЕ) высокой плотности (HDPE) по меньшей мере 60 об.% (объемных процентов), предпочтительно по меньшей мере 80 об.%. Содержание РЕ в первом ламинированном слое 4 может достигать 100 об.%, но ввиду присутствия обычных добавок в упаковочных многослойных материалах 1 (таких как улучшающие скольжение добавки, антиблокирующие добавки, красители, наполнители, зародышеобразователи, и т.д.), 100%-ное содержание РЕ обычно никогда не достигается. Остальное количество (кроме возможных добавок) составляет совместимый полиолефиновый материал, который не оказывает вредного влияния на пригодность к переработке упаковочного многослойного материала 1.
Совместимые полиолефиновые материалы в принципе представляют собой любые сорта полиэтилена, в частности, обычно LDPE, LLDPE, mLLDPE, MDPE, а также этиленовые сополимеры, например, такие как этилен-винилацетатный сополимер (EVA), этиловый сложный эфир метакриловой кислоты (EMA), сополимер этилена и акриловой кислоты (EAA) или сополимер этилена и бутилакрилата (EBA). Также возможно применение полипропилена (PP) или циклоолефинового сополимера (COC) в количестве не более 20 об.% в качестве совместимого полиолефинового материала. В случае PP, для достижения по меньшей мере ограниченной пригодности к переработке предпочтительно применяют полипропиленовый статистический сополимер с этиленом в качестве сомономера (обычно от 5 до 15%), полипропиленовый гомополимер, который является достаточно совместимым с материалами на основе линейного PE, такими как mLLDPE, LLDPE или HDPE.
В первом ламинированном слое 4 может быть использован определенный сорт РЕ, но также может быть применена смесь различных сортов PE или различные сорта PE в форме сополимеров. Первый ламинированный слой 4 может быть многослойным (экструдированым или соэкструдированным), из одинаковых или различных РЕ-материалов, или с совместимыми с ним полиолефиновыми материалами, в различных слоях. Толщина первого ламинированного слоя 4 предпочтительно составляет от 5 до 35 мкм.
Например, первый ламинированный слой 4 может быть получен с центральным PE-слоем 4а и двумя смежными наружными HDPE-слоями 4b, как показано в Фиг. 2. Наружный слой 4b предпочтительно представляет собой HDPE-слой с низким содержанием mLLDPE или LLDPE (например, от 5 до 10 об.%), или HDPE-слой с дополнительными слоями из mLLDPE или LLDPE. В такой симметричной конфигурации первого ламинированного слоя 4 два наружных слоя 4b первого ламинированного слоя 4 могут быть сделаны более толстыми, чем центральный PE-слой 4a, например, в форме структуры x/1/x с x>1, в частности, x=1,5, 2, 3 или 4.
Под HDPE подразумевают PE с плотностью между 0,94-0,97 г/см3. Другими возможными сортами PE являются, например, линейный полиэтилен, имеющий низкую плотность (LLDPE) (с плотностью 0,87-0,94 г/см3, полиэтилен, имеющий низкую плотность (LDPE) (с плотностью 0,915-0,935 г/см3), или металлоценовый линейный полиэтилен низкой плотности (mLLDPE).
Добавки вносят в малых количествах (не более 5 об.%), и поэтому они не оказывают вредного влияния на пригодность к переработке упаковочного многослойного материала 1.
Второй ламинированный слой 5 представляет собой гетерофазный полипропиленовый блок-сополимер с содержанием полиэтилена 5-30 вес.% (весовых процентов). Как общеизвестно, PP-блок-сополимеры получают многостадийным способом полимеризации, где сополимер с низким содержанием α-олефинов, в этом случае PE, вводят в реакцию полимеризации с PP-гомополимером в дополнительной реакционной стадии. Толщина второго ламинированного слоя 5 составляет менее 5 мкм. Используемый полипропиленовый блок-сополимер предпочтительно имеет значение мутности менее 20, предпочтительно менее 10, и должен иметь температуру плавления выше 155°С, предпочтительно выше 160°С. Такие гетерофазные полипропиленовые блок-сополимеры с этими характеристиками имеются в продаже на рынке в качестве исходных материалов, например, для экструзионного процесса.
Во втором ламинированном слое 5 также могут присутствовать добавки (такие как улучшающие скольжение добавки, антиблокирующие добавки, красители, наполнители, зародышеобразователи, и т.д.).
Особенным преимуществом полиэтиленовой пленки 2 согласно этому изобретению является содержание зародышеобразователей, посредством которых стимулируется процесс отверждения во втором ламинированном слое 5 и/или в первом ламинированном слое 4, чтобы улучшать определенные свойства пластика, например, прозрачность (мутность) или теплостойкость. Теплостойкость по существу означает температуру, при которой полимерная пленка начинает плавиться. Посредством надлежащих зародышеобразователей теплостойкость первого ламинированного слоя 4 и/или второго ламинированного слоя 5, сформированного из полипропиленового блок-сополимера, может быть повышена на 5-10°С, и значение мутности может быть снижено на несколько пунктов. Типичные зародышеобразователи имеются в продаже на рынке и, например, представляют собой производные талька, производные сорбита, соли карбоновых кислот, например, такие как соль циклогексан(ди)карбоновой кислоты, или алифатические С8-20-карбоксилаты. Зародышеобразователи добавляют в количествах от 0,01 до 1 вес.%.
Полиэтиленовую пленку 2 с присоединенными к ней первым ламинированным слоем 4 и вторым ламинированным слоем 5 получают способом соэкструзии, например, способом экструзионного раздувного формования пленки, или способом экструзии плоской пленки.
После соэкструзии полиэтиленовая пленка 2 может быть пропечатана на одной из двух наружных поверхностей, то есть, на наружной поверхности первого ламинированного слоя 4 или на наружной поверхности второго ламинированного слоя 5. Низкое значение мутности полиэтиленовой пленки 2 является благоприятным, если печать наносят на сторону первого ламинированного слоя 4, противоположную относительно второго ламинированного слоя 5 (так называемое печатание на обороте). Печатание может быть выполнено традиционным способом печати, например, глубокой печати, высокой печати или офсетной печати.
Неожиданно было найдено, что посредством второго ламинированного слоя 5 из полипропиленового блок-сополимера в качестве наружного слоя полиэтиленовой пленки 2 можно повысить не только теплостойкость, но также жесткость полотна, так что облегчается последующая обработка полиэтиленовой пленки 2, в частности, пропечатывание. Тем самым также может быть достигнута меньшая погрешность приводки (смещение напечатанного изображения при последовательных нанесениях краски), сравнительно с менее жесткими материалами. Чем выше жесткость полотна, в частности, в продольном (машинном) направлении полиэтиленовой пленки 2 как направлении обработки, тем меньше удлиняется полиэтиленовая пленка 2, когда производят печать на печатной машине, поэтому повышается точность приводки. Это обосновано следующим примерным вариантом исполнения.
Пленку из чистого HDPE с толщиной 23 мкм получили в качестве полиэтиленовой пленки РЕ1. В качестве HDPE использовали ELITETM 5960G производства фирмы The Dow Chemical Company, и измерили Е-модуль при комнатной температуре (23°С) в машинном направлении MD (обычно по направлению экструзии) и в поперечном направлении TD поперек машинного направления. Кроме того, получили полиэтиленовую пленку PE2 согласно этому изобретению с первым ламинированным слоем 4 из HDPE с толщиной 20 мкм (опять из ELITETM 5960G), и со вторым ламинированным слоем 5 с толщиной 3 мкм из гетерофазного полипропиленового блок-сополимера, и опять измерили Е-модуль при комнатной температуре (23°С) в машинном направлении MD и в поперечном направлении TD. Полипропиленовый блок-сополимер, который использовали, представлял собой Moplen EP310J HP от изготовителя LyondellBasell, со значением мутности 6 и температурой плавления 166°С. Толщина полиэтиленовой пленки PE2 опять составляла 23 мкм. Результаты перечислены в Таблице 1.
Таблица 1
После того, как полиэтиленовые пленки PE1, PE2 были получены соэкструзией, например, способом экструзионного раздувного формования пленки, всегда были слегка различными значения Е-модуля в машинном направлении MD (продольном направлении пленки) и в поперечном направлении (TD) поперек машинного направления, в результате процесса раздува и раздувного соотношения. Е-модуль в машинном направлении является более важным, поскольку оно представляет собой направление, в котором обычно обрабатывают пленку, например, направление, в котором пленка проходила бы через печатную машину. Полиэтиленовые пленки PE1, PE2 не были подвергнуты растяжению.
Очевидно, что такой тонкий слой гетерофазного PP-блок-сополимера на наружной стороне полиэтиленовой пленки 2, как и ожидалось, может значительно повышать не только теплостойкость упаковочного многослойного материала для целей сваривания (до значений более 155°С), но также Е-модуль и жесткость полотна полиэтиленовой пленки PE2, по сравнению с жесткостью полотна полиэтиленовой пленки PE1. Значение мутности полиэтиленовой пленки PE2 может быть улучшено также сравнительно с полиэтиленовой пленкой PE1 выбором PP-блок-сополимера с низким значением мутности.
Этот результат является неожиданным в том плане, что Е-модуль HDPE и PP-блок-сополимера как исходных материалов для соэкструзии является приблизительно одинаковым согласно справочным проспектам. Тем самым также было бы ожидаемым, что Е-модуль соэкструдированной полиэтиленовой пленки 2 был бы таким же, как у пленки из чистого HDPE. Однако Е-модуль (и, соответственно, жесткость полотна) соэкструдированной полиэтиленовой пленки 2 в сравнительном примере является более высоким примерно на 20%, чем у пленки из чистого HDPE, что не ожидалось.
Без поиска научных доказательств представляется, что этот эффект обусловлен тем фактом, что в случае частично кристаллических термопластичных материалов, таких как PE или PP, степень кристаллизации и жесткость падают тем больше, чем быстрее охлаждают материал. Наружный слой экструдированной пленки, например, соэкструдированной пленки, полученной способом экструзионного раздувного формования пленки или способом экструзии плоской пленки, охлаждается после экструзии быстрее, чем сердцевина, так что жесткость наружного слоя снижается в большей степени, чем у сердцевины. Но в целом полипропилен имеет меньшую степень кристаллизации, чем HDPE. Тем самым эффект снижения жесткости, обусловленный охлаждением соэкструдированной полиэтиленовой пленки, в целом оказывается меньшим в гетерофазном полипропиленовом блок-сополимере наружного слоя, чем в сердцевине из HDPE полиэтиленовой пленки. В совокупности это приводит к неожиданному повышению Е-модуля соэкструдированной полиэтиленовой пленки 2 сравнительно с Е-модулем материалов индивидуальных слоев, в частности, по сравнению с пленкой из чистого HDPE. Вследствие более высокого Е-модуля жесткость полотна также является большей, по сравнению с пленкой из чистого HDPE. Этот неожиданный эффект проявляется, несмотря на очень малую толщину второго ламинированного слоя 5 из PP-блок-сополимера.
Для получения упаковочного многослойного материала 1 согласно этому изобретению, полиэтиленовую пленку 2 присоединяют, например, ламинированием или экструзией к герметизирующему слою 3 первым ламинированным слоем 4. Полиэтиленовая пленка 2 может быть пропечатана, как описано, но не обязательно должна быть пропечатана. Если проводят печатание, слой 6 печати может быть размещен между полиэтиленовой пленкой 2 и герметизирующим слоем 3 (печать на обороте), как показано в Фиг.1. Благодаря благоприятно низкому значению мутности полиэтиленовая пленка 2 является достаточно прозрачной, чтобы напечатанное изображение на слое 6 печати было достаточно видимым снаружи.
Герметизирующий слой 3, как третий ламинированный слой упаковочного многослойного материала, главным образом состоит из герметизирующего PE-материала, с содержанием PE во всем количестве полимера герметизирующего слоя 3 с собственным количеством по меньшей мере 80 об.%, не считая любые добавленные минеральные или прочие наполнители или добавки. В этом контексте слово «герметизирующий» подразумевает, что герметизирующий слой в значительной степени расплавляется при температуре ниже (по меньшей мере на 40°С, предпочтительно на 50°С, в особенности предпочтительно на 60°С) температуры плавления второго ламинированного слоя 5, сформированного из полипропиленового блок-сополимера. Могут быть применениы различные сорта PE, например, LDPE, LLDPE, MDPE, HDPE, сами по себе, или также как смеси, или в форме сополимеров, или также в виде многочисленных слоев (экструдированных или ламинированных). Толщина герметизирующего слоя 3, конечно, зависит от варианта применения упаковочного многослойного материала 1, и обычно составляет от 20 до 100 мкм. Для целей желательной пригодности к переработке упаковочного многослойного материала 1, остальное количество герметизирующего слоя 3 будет состоять из совместимого полиолефинового материала, как описано выше, наряду с по меньшей мере 80 об.% PE-материалов (кроме небольших количеств возможных добавок). Герметизирующий слой 3 может быть многослойным, например, экструдированным, соэкструдированным или ламинированным.
Посредством применения главным образом PE и материалов, которые совместимы с ним, в полиэтиленовой пленке 2 и в упаковочном многослойном материале 1 может быть получен особенно пригодный к переработке материал, который может быть простым и экономичным путем механически переработан с использованием обычных способов.
Теплостойкость также может быть значительно повышена посредством наружного слоя упаковочного многослойного материала 1, образованного из полипропиленового блок-сополимера, в результате чего может быть значительно повышена температура сваривающих зажимов, когда сваривают упаковочный многослойный материал 1. Эксперименты показали, что благодаря более высокой теплостойкости температура сваривающих зажимов может быть повышена до величины от 150°С до 160°С, в зависимости от природы полипропилена в блок-сополимере, без прилипания второго ламинированного слоя 5, действующего как наружный слой упаковочного многослойного материала 1, к сваривающим зажимам или образования нежелательных отметок на упаковочном многослойном материале 1.
Упаковочный многослойный материал 1 и/или полиэтиленовая пленка 2 также могут содержать дополнительные ламинированные слои, если они не ухудшают пригодность к переработке. Например, между вторым ламинированным слоем 5 и первым ламинированным слоем 4 полиэтиленовой пленки 2 может быть размещен соединительный слой, чтобы повысить адгезию, в частности, для надежного предотвращения нежелательного расслоения полиэтиленовой пленки 2, также в упаковочном многослойном материале 1. Такой соединительный слой может дополнительно увеличивать ударную вязкость полиэтиленовой пленки 2 и упаковочного многослойного материала 1. Подходящие соединительные слои предпочтительно состоят из полимеров с повышенной полярностью, например, на основе полимеров, которые совместимы с полиэтиленом в отношении их свойств пригодности к переработке, например, таких как полиолефины (подобно PE или PP), модифицированные ангидридом малеиновой кислоты, сополимеры этилена и винилацетата (EVA), сополимеры этилена и акриловой кислоты (EAA), сополимеры этилена и бутилакрилата (EBA), или подобные полиолефиновые сополимеры. Толщина такого соединительного слоя обычно составляет от 1 до 5 мкм.
Также может быть предусмотрен барьерный слой 7 между герметизирующим слоем 3 и полиэтиленовой пленкой 2 в упаковочном многослойном материале 1, как показано в Фиг. 3. Барьерный слой 7 предпочтительно состоит из барьерного полимера, то есть, полимера с достаточными барьерными характеристиками, в частности, против кислорода, водорода и/или запахов. Барьерный полимер предпочтительно представляет собой полиамид (PA) или сополимер этилена и винилового спирта (EVOH). В качестве барьерного полимера предпочтителен EVOH. Когда используют барьерный слой 7, важно, чтобы барьерный слой 7 составлял не более 5 об.% упаковочного многослойного материала 1, чтобы содержание барьерного полимера в упаковочном многослойном материале 1 не становилось слишком высоким, что ухудшало бы пригодность к переработке.
Кроме того, возможна металлизация барьерного слоя 7 на стороне, обращенной к герметизирующему слою 3 (предпочтительно алюминием), чтобы усилить барьерное действие, и/или покрыть его (например, алюминием или оксидом кремния), чтобы усилить барьерное действие и/или адгезию.
Для целей повышения адгезии подходящий соединительный слой 8, например, как описанный выше, может дополнительно присутствовать между барьерным слоем 7 и первым ламинированным слоем 4 (также, если пропечатанным) полиэтиленовой пленки 2 (как в Фиг.3), и/или между барьерным слоем 7 и герметизирующим слоем 3. Барьерный слой 7, например, может быть ламинирован на герметизирующий слой 3, и затем присоединен к полиэтиленовой пленке 2.
Например, полиэтиленовая пленка 2 может быть присоединена к герметизирующему слою 3 (также барьерным слом 7) ламинированием, экструзионным ламинированием или экструзионным нанесением покрытия посредством подходящего ламинирующего агента. При выполнении ламинирования герметизирующий слой 3 присоединяют к полиэтиленовой пленке 2 с помощью подходящего ламинирующего адгезива, например, на основе полиуретановых адгезивов или полиолефиновых сополимеров, в случае экструзионного ламинирования. Толщина ламинирующего адгезива предпочтительно составляет от 2 до 5 г/м2, когда используют обычные адгезивы на основе полиуретана, или от 5 до 20 г/м2 в случае экструзионного ламинирования. В случае экструзионного нанесения покрытия герметизирующий слой 3 экструдируют непосредственно на полиэтиленовую пленку 2.
Если барьерный слой 7 присутствует в герметизирующем слое 3, то для герметизирующего слоя 3 благоприятным является нанесение в виде покрытия на полиэтиленовую пленку 2 как можно быстрее после ее формирования, чтобы тем самым сократить поглощение воды барьерным слоем 7.
Полиэтиленовую пленку 2 предпочтительно получают способом экструзионного раздувного формования пленки, поскольку это приводит к меньшему количеству обрезаемых в отходы кромок при последующей обработке. Также возможно применение при раздувном формовании пленки более вязких HDPE-материалов с MFI (показателем текучести расплава) менее 3. Такие HDPE-материалы имеют более высокую молекулярную массу и лучшие механические свойства, которые являются благоприятными для использования полиэтиленовой пленки 2, например, в упаковочном многослойном материале 1.
Упаковочный многослойный материал 1 согласно этому изобретению обычно применяют для изготовления упаковки 10, например, для пищевых продуктов. Для выполнения этого упаковочный многослойный материал 1 может быть разрезан и сформован в упаковку 10, например, складыванием и свариванием, как показано в Фиг.4 на примере пакета 11 с продольным сварным швом 12 и двумя поперечными сварными швами 13. Однако упаковочный многослойный материал 1 также может быть обработан непосредственно в известных машинах для непрерывного упаковывания, например, так называемых формовочно-фасовочных машинах или машинах для обработки рукавной пленки. Для выполнения герметизации зону закупоривания сложенного упаковочного многослойного материала 1, как это является общеизвестным, зажимают совместно между двумя сваривающими зажимами, поддерживаемыми при регулируемой температуре. При выполнении этого второй ламинированный слой 5 упаковочного многослойного материала 1, имеющий высокую теплостойкость, обращен к сваривающим зажимам. Также возможно применение упаковочного многослойного материала 1 для присоединения вырубленных закрывающих крышек 21 для целей закупоривания контейнеров 20 как формы упаковки, как показано в Фиг.5. Во всех примерах герметизирующий слой 3 упаковочного многослойного материала 1 сваривают, либо посредством его собственного свариваемого слоя (например, в случае сложенной упаковки, такой пакеты, мешочки, сумочки), или еще одного герметизирующего слоя (например, на сваримаемой кромке 22 контейнера 20). Герметизирующий слой 3 обращен к упаковываемому продукту в готовой упаковке 10, со вторым ламинированным слоем 5 снаружи.
Изобретение относится к области упаковочных полимерных материалов и касается пригодной к переработке соэкструдированной PE-упаковочной пленке с первым ламинированным слоем из по меньшей мере 60 об.% HDPE и вторым ламинированным слоем гетерофазного полипропиленового блок-сополимера с содержанием полиэтилена 5-30 вес.% и температурой плавления выше 155°С, предпочтительно выше 160°С, причем толщина второго ламинированного слоя составляет менее 5 мкм. Изобретение обеспечивает создание пригодного к переработке упаковочного многослойного РЕ-материала, который может быть получен простым путем и который имеет улучшенный Е-модуль и улучшенную жесткость полотна. 2 н. и 5 з.п. ф-лы, 5 ил., 1 табл.
1. Пригодная к переработке полиэтиленовая пленка с первым ламинированным слоем (4) из по меньшей мере 60 об.%, предпочтительно 80 об.% HDPE, и вторым ламинированным слоем (5), выполненным из полипропилена, который присоединен к первому ламинированному слою (4) соэкструзией с образованием полиэтиленовой пленки (2), с толщиной полиэтиленовой пленки (2) менее 40 мкм, отличающаяся тем, что полипропилен второго ламинированного слоя (5) представляет собой гетерофазный полипропиленовый блок-сополимер с содержанием полиэтилена 5-30 вес.% и имеет температуру плавления выше 155°С, предпочтительно выше 160°С, тогда как толщина второго ламинированного слоя (5) составляет менее 5 мкм.
2. Пригодная к переработке полиэтиленовая пленка по п.1, отличающаяся тем, что полипропиленовый блок-сополимер имеет значение мутности менее 20, предпочтительно менее 10.
3. Пригодная к переработке полиэтиленовая пленка по п.1 или 2, отличающаяся тем, что полиэтиленовая пленка (2) является пропечатанной на наружной стороне полиэтиленовой пленки (2), предпочтительно на наружной стороне, обращенной в противоположную от второго ламинированного слоя (5) сторону.
4. Пригодная к переработке полиэтиленовая пленка по одному из пп.1-3, отличающаяся тем, что первый ламинированный слой (4) и/или второй ламинированный слой (5) содержит от 0,1 до 1 вес.% зародышеобразователя.
5. Пригодный к переработке упаковочный многослойный материал с пригодной к переработке полиэтиленовой пленкой (2) по одному из пп.1-4, причем полиэтиленовая пленка (2) присоединена к герметизирующему слою (3), сформированному из свариваемого полиэтилена, на стороне первого ламинированного слоя (4).
6. Пригодный к переработке упаковочный многослойный материал по п.5, отличающийся тем, что между полиэтиленовой пленкой (2) и герметизирующим слоем (3) размещен барьерный слой (7).
7. Пригодный к переработке упаковочный многослойный материал по п.6, отличающийся тем, что барьерный слой (7) состоит из полиамида или сополимера этилена и винилового спирта.
| US 6413333 B1, 02.07.2002 | |||
| US 5885721 A, 23.03.1999 | |||
| СПОСОБ ФОРМИРОВАНИЯ СЛУЧАЙНЫХ ДВОИЧНЫХ ЧИСЕЛ | 2009 |
|
RU2409836C2 |
| US 5223346 A, 29.06.1993 | |||
| RU 2017133664 A, 04.04.2019. | |||

