Изобретение относится к оборудованию для обработки мелкокусковых материалов давлением, в том числе имеющих анизотропную структуру, в число которых входят кварцитопесчанник, базальтовые отходы, сланец, шлаковые отходы и другие, и может быть использовано в различных отраслях промышленности строительных материалов: цементной, керамической, стекольной, лакокрасочной и других на стадии предварительного измельчения материалов.
Известны пресс-валковые измельчители, в которых материал измельчается между двумя вращающимися навстречу друг другу валками, причем для увеличения степени измельчения материалов и однородности измельчаемого продукта используются различные технологические приемы: предварительное уплотнение измельчаемого материала, различные конфигурации рабочей поверхности валков для увеличения коэффициента трения материала с валками, равномерное распределение материала по ширине валков, увеличение объемно-сдвигового деформирования за счет изменения геометрического профиля валков (конические валки) и др.
Тем не менее, применение существующих измельчителей не полностью реализует условия для рационального разрушения материала, особенно для обеспечения микродефектной структуры, необходимой при последующем сверхтонком помоле.
Наиболее близким решением по технической сущности и достигаемому эффекту является пресс-валковый агрегат с устройством для дезогломерации материала, содержащий эксцентрично установленные под загрузочным бункером цилиндрические валки и смонтированное под ними вибрирующее дезагломирационное устройство, включающее шарнирно закрепленную в нижнем пространстве между валками конструкцию, выполненную в виде острого выступа (RU 2340398, 2007).
К недостаткам данного устройства относятся:
- наличие цилиндрических эксцентрично установленных валков не позволяет интенсивно во всех плоскостях создать объемно-сдвиговое деформирование, поскольку воздействие на материал валками осуществляется в двух плоскостях (вертикальной и горизонтальной);
- отсутствуют дополнительные воздействия вибраторами, создаваемые в зоне максимального давления, позволяющие повысить степень измельчения материала;
- конструкция рольгангов не позволяет предотвратить поломку при попадании не дробимого куска больше, чем зазор между рольгангами и валком;
- конструкция вибраторов не позволяет предотвратить его поломку при попадании не дробимого куска материала между валками.
Изобретение направлено на обеспечение равномерного истечения из бункера загружаемого материала и также его равномерного распределения по ширине конических валков, повышение степени измельчения материалов, в том числе и с анизотропной структурой, и эффективности дезагломерации спрессованной после ее измельчения шихты и классификации материалов.
Это достигается тем, что в пресс-валковом агрегате, содержащем конические валки, над которыми расположен загрузочный бункер с закрепленными в нем над каждым валком подвижными щеками, агрегат содержит также дезагломерационное устройство, включающее шарнирно закрепленную в нижнем пространстве между валками конструкцию, выполненную в виде острого выступа, направленного вершиной вверх, с криволинейными боковыми поверхностями, огибающими конические валки и с отходящими от его нижних концов рольгангами, состоящими из двух ветвей, составленных из цилиндрических роликов, при этом рольганги и выступ соединены между собой и закреплены в агрегате с помощью шарнира согласно предлагаемому решению, бункер содержит внутренние подвижные стенки, выполненные с возможностью изменения их длины, а также два расположенных над валками с зазором по отношению к ним и кинематически связанных между собой подпружиненных конических ролика, огибающих профиль валков, причем подвижные щеки и внутренние стенки бункера соединены верхними концами и закреплены шарнирно в верхней части бункера таким образом, что щеки расположены снаружи по отношению к внутренним стенкам бункера, нижние концы которых подвижно закреплены на осях подпружиненных роликов, при этом подвижные щеки, внутренние стенки бункера и подпружиненные ролики образуют треугольный контур; рабочие поверхности конических валков выполнены из подвижно закрепленных сегментов, имеющих развитую наружную поверхность, обеспечивающую максимальную степень захвата и равномерное распределение материала от центра к периферии валков, а зазор между подпружиненными роликами и сегментами наружной поверхности валков составляет на менее  , где β - угол захвата валков, Rcp - средний текущий радиус валков, a - зазор между валками. В зоне максимальных давлений конических валков установлены вибраторы с направленными колебаниями, которые соприкасаются непосредственно с подвижными сегментами и посредством виброгасящих элементов - с бандажами валков и тем самым создают дополнительное воздействие на измельчаемый материал, многие гранулы которого находятся в предельно напряженном состоянии, и небольшого дополнительного вибровоздействия достаточно, чтобы разрушить его. Ролики рольганговых ветвей закреплены с возможностью изменения зазора между ними, а сами рольганги огибают конические валки до бункера, образуя канал с поверхностью валков, сужающийся по ходу движения материала, при этом рольганги имеют шарнирное крепление противоположными концами с жестким профилем, имеющим вид дуги, огибающей профиль валков, а обращенное к валкам дезагломерационное устройство содержит криволинейные части выступа, имеющие развитую поверхность.
, где β - угол захвата валков, Rcp - средний текущий радиус валков, a - зазор между валками. В зоне максимальных давлений конических валков установлены вибраторы с направленными колебаниями, которые соприкасаются непосредственно с подвижными сегментами и посредством виброгасящих элементов - с бандажами валков и тем самым создают дополнительное воздействие на измельчаемый материал, многие гранулы которого находятся в предельно напряженном состоянии, и небольшого дополнительного вибровоздействия достаточно, чтобы разрушить его. Ролики рольганговых ветвей закреплены с возможностью изменения зазора между ними, а сами рольганги огибают конические валки до бункера, образуя канал с поверхностью валков, сужающийся по ходу движения материала, при этом рольганги имеют шарнирное крепление противоположными концами с жестким профилем, имеющим вид дуги, огибающей профиль валков, а обращенное к валкам дезагломерационное устройство содержит криволинейные части выступа, имеющие развитую поверхность.
Подпружиненные ролики могут быть смещены в сторону межвалкового пространства относительно поверхности вертикальных осей валков, а вибраторы могут быть расположены по линиям, проходящим через центр вращения валков, причем угол расположения линии относительно горизонтали составляет Y=3-5° выше центральной оси валков, что соответствует зоне максимальных давлений в валках ПВИ.
Зазор между валками и рольгангами может составлять величину, не превышающую величины сжатия пружинных элементов рольгангов, которые обеспечивают их отвод от валков.
Величина зазора между роликами рольгангов может составлять δp=(0,02-0,05)dp, где dp - диаметр роликов рольганга.
Ветви рольгангов соединены между собой с помощью специального устройства, описывающего профиль валков, неподвижные оси которых жестко соединены с телом этого устройства с помощью разъемного соединения, например резьбового. Также данное устройство соединено с одним из подпружиненных жестких профилей, имеющий вид дуги, огибающей поверхность валков с помощью разъемного соединения, например палец-шплинт, болт-гайка, которое позволяет осуществить отвод рольгангов от валков.
Разработанное техническое решение имеет следующие конструктивно технологические преимущества:
обеспечивается:
- равномерное истечение загружаемой шихты из бункера за счет-периодических колебаний его щек;
- равномерная подача уплотненного слоя постоянной толщины в межвалковое пространство и направленное движение, в том числе и лещадных зерен анизотропного материала, за счет использования подпружиненных роликов;
- повышение эффективности процесса измельчения материалов за счет направленного раздавливающе-сдвигового воздействия развитой поверхности подвижных сегментов и конического профиля валков;
- повышение эффективности процесса измельчения материала за счет установленных в зоне максимального давления валков, вибраторов направленных действий, что позволяет более эффективно воздействовать на материал и разрушить его, так создаются дополнительные воздействия на измельчаемый материал, многие гранулы которого находятся в предельно напряженном состоянии, и небольшого дополнительного вибровоздействия достаточно, чтобы разрушить его;
- возможность отвода ветвей рольгангов с помощью пружинных элементов от валков позволяет исключить их поломку при попадании недробимого куска материала;
- наличие конических валков позволяет интенсивно во всех плоскостях создать объемно-сдвиговое деформирование материала;
- возможность регулировать усилия прижатия штока вибраторов к подвижным сегментам конических валков и обеспечить его отвод при попадании недробимого куска, тем самым исключить его поломку;
- повышение тонкости помола измельчаемого материала путем его возврата на доизмельчение за счет использования сужающегося канала между рабочей поверхностью валка и рольгангом, обеспечивающего более надежную доставку дезагломерируемого материала на повторное измельчение.
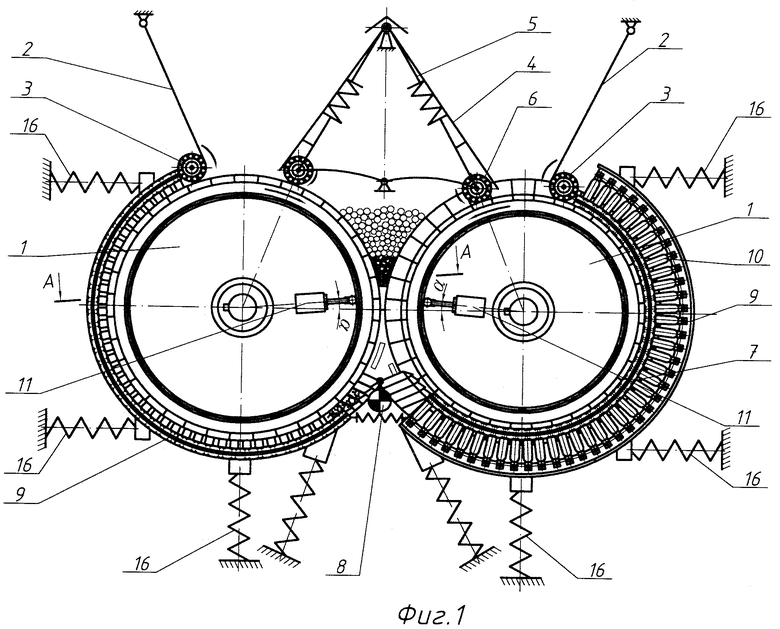
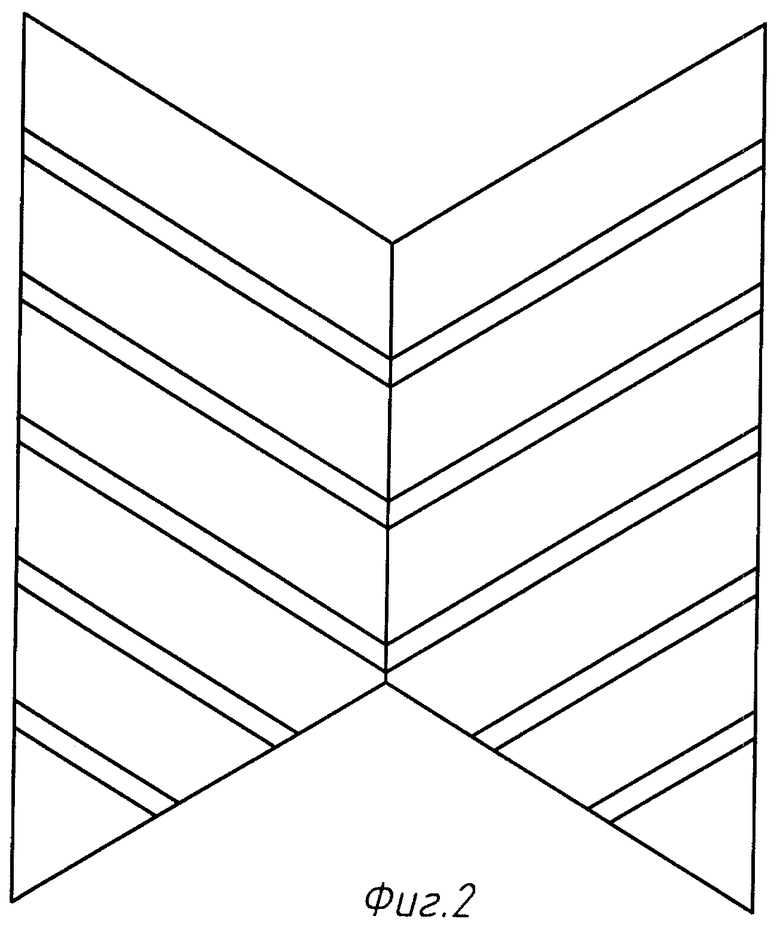
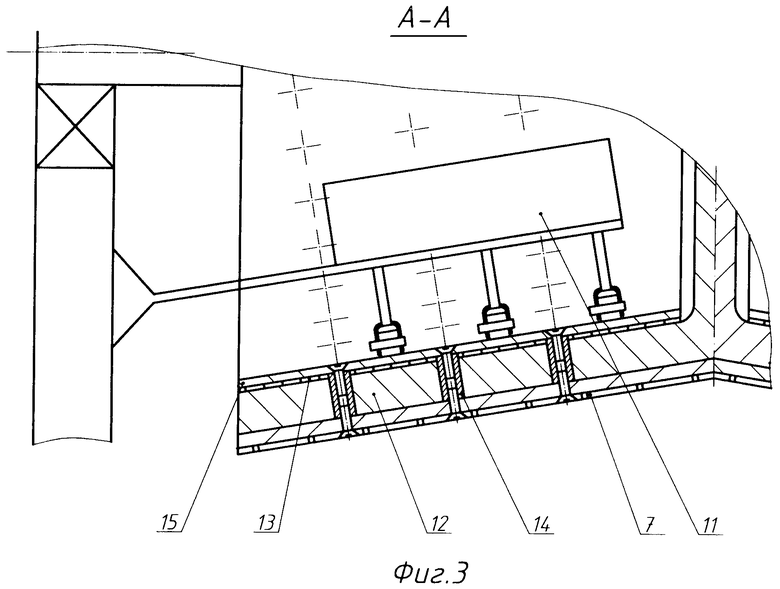
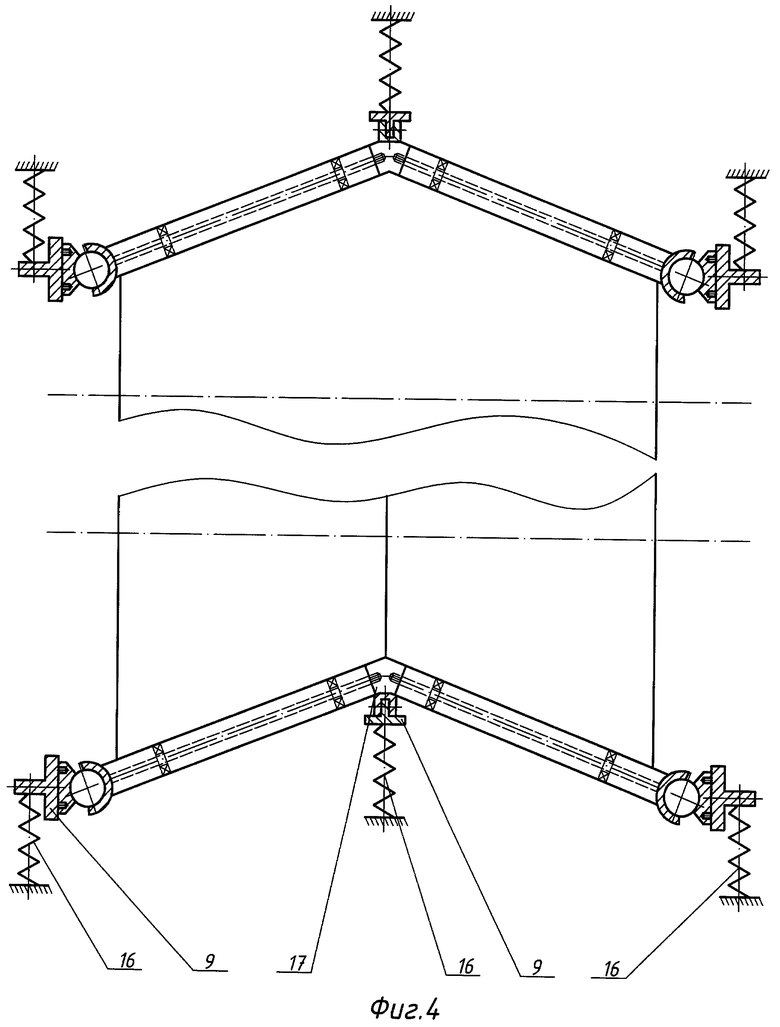
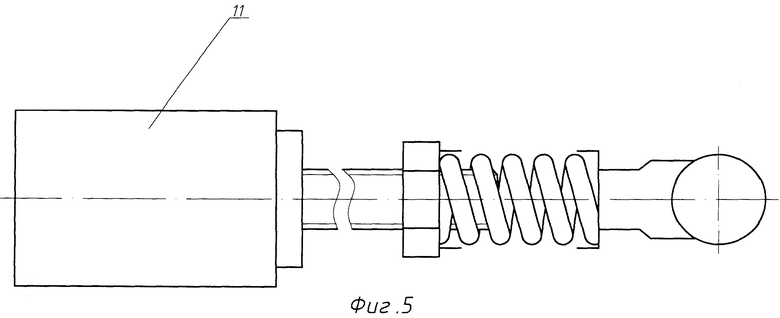
На фиг.1 представлена схема пресс-валкового агрегата для измельчения мелкокусковых материалов, в том числе и анизотропных; на фиг.2 - рабочая развитая поверхность подвижных сегментов валков в виде елочнообразных выступов. На фиг.3 - разрез по A-A; на фиг.4 представлена схема крепления рольгангов к коническим валкам; на фиг 5 показан вибратор с подпружиненным штоком.
Пресс-валковый агрегат установлен на раме и содержит конические валки 1. Над валками 1 расположен загрузочный бункер 2, соприкасающийся стенками с наружной поверхностью валков, например, при помощи конических валиков 3, закрепленных шарнирно, например, на осях, закрепленных на стенках бункера. Внутри бункера 2 расположены две подвижные щеки 4, две внутренние подвижные стенки 5, а также два кинематически связанных между собой подпружиненных ролика 6, образующие замкнутый треугольный контур. Указанные элементы расположены по одному над каждым валком. Подвижные стенки 5 выполнены с возможностью изменения их длины, например телескопическими. Подвижные щеки 4 и внутренние стенки 5 соединены верхними концами и закреплены шарнирно, например, на оси, расположенной в подшипниковой опоре, закрепленной на стенке бункера, при этом подвижные внутренние стенки 5 расположены внутри подвижных щек 4, а нижние концы внутренних стенок 5 шарнирно закреплены на осях подпружиненных роликов 6. Подвижные щеки опираются нижними концами на внутренние стенки 5, например, при помощи выступающих опор. Подпружиненные ролики 6 расположены над каждым валком с зазором, составляющим не менее  где β - угол захвата валков, Rcp - средний текущий радиус валков, а - зазор между валками. Зазор необходим для того, чтобы осуществлять подачу материала в требуемом количестве. Если зазор будет меньше указанной величины, то поступление материала в межвалковое пространство будет недостаточным, чем требуется по условиям захвата его валками, что отрицательно скажется на производительности и качестве выходящего продукта. Подпружиненные ролики связаны между собой кинематически, это может быть выполнено, например, в виде шарнира, закрепленного в стенке бункера, с распорными элементами, например тягами, на которых закреплены подпружиненные ролики 6. Пружины, расположенные внутри подвижной стенки 5, предназначены для того, чтобы создавать с определенным усилием давление подпружиненных роликов на захватываемый материал, а в момент попадания недробимого, например металлического, предмета, приподняться за счет изменения длины внутренней стенки 5 и за счет своего шарнирного закрепления и без поломки пропустить материал. Подпружиненные ролики 6 могут быть смещены относительно вертикальных осей валков в сторону межвалкового пространства. Подвижные щеки 4, внутренние стенки 5 и подпружиненные ролики 6 образуют между собой замкнутый треугольный контур, боковыми гранями которого являются подвижные щеки 4 и внутренние стенки 5, а основанием - подпружиненные ролики 6, соединенные тягами и шарниром. Рабочие поверхности конических валков выполнены из подвижно закрепленных сегментов 7, установленных в бандажах 12 валков 1 при помощи штоков 14 (фиг.3). Такое крепление может быть выполнено, например, в случае, когда подвижные сегменты 7 и внутренняя обечайка 15 соединены между собой при помощи болтового соединения и штока 14, подвижно установленного в бандаже 12. При этом длина штока больше толщины бандажа на величину хода подвижного сегмента, определяемую величиной сжатия расположенной между бандажом и обечайкой виброгасящей прокладки 13, которая уменьшает силы вибрации, передаваемые через бандаж на подшипниковые опоры валков.
где β - угол захвата валков, Rcp - средний текущий радиус валков, а - зазор между валками. Зазор необходим для того, чтобы осуществлять подачу материала в требуемом количестве. Если зазор будет меньше указанной величины, то поступление материала в межвалковое пространство будет недостаточным, чем требуется по условиям захвата его валками, что отрицательно скажется на производительности и качестве выходящего продукта. Подпружиненные ролики связаны между собой кинематически, это может быть выполнено, например, в виде шарнира, закрепленного в стенке бункера, с распорными элементами, например тягами, на которых закреплены подпружиненные ролики 6. Пружины, расположенные внутри подвижной стенки 5, предназначены для того, чтобы создавать с определенным усилием давление подпружиненных роликов на захватываемый материал, а в момент попадания недробимого, например металлического, предмета, приподняться за счет изменения длины внутренней стенки 5 и за счет своего шарнирного закрепления и без поломки пропустить материал. Подпружиненные ролики 6 могут быть смещены относительно вертикальных осей валков в сторону межвалкового пространства. Подвижные щеки 4, внутренние стенки 5 и подпружиненные ролики 6 образуют между собой замкнутый треугольный контур, боковыми гранями которого являются подвижные щеки 4 и внутренние стенки 5, а основанием - подпружиненные ролики 6, соединенные тягами и шарниром. Рабочие поверхности конических валков выполнены из подвижно закрепленных сегментов 7, установленных в бандажах 12 валков 1 при помощи штоков 14 (фиг.3). Такое крепление может быть выполнено, например, в случае, когда подвижные сегменты 7 и внутренняя обечайка 15 соединены между собой при помощи болтового соединения и штока 14, подвижно установленного в бандаже 12. При этом длина штока больше толщины бандажа на величину хода подвижного сегмента, определяемую величиной сжатия расположенной между бандажом и обечайкой виброгасящей прокладки 13, которая уменьшает силы вибрации, передаваемые через бандаж на подшипниковые опоры валков.
Сегменты 7 и конические валки 1 имеют развитую наружную поверхность, обеспечивающую максимальную степень захвата и равномерное распределение материала от центра валка к его периферии. Развитая поверхность может быть выполнена в виде елочнообразных выступов, направленных в сторону движения материала (фиг.2). Зазор между валками 1 и подпружиненными роликами 6 должен быть не менее  где β - угол захвата валков, Rcp - средний текущий радиус валков, а - зазор между валками. Уменьшение зазора между валками и подпружиненными роликами меньше
где β - угол захвата валков, Rcp - средний текущий радиус валков, а - зазор между валками. Уменьшение зазора между валками и подпружиненными роликами меньше  приводит к недостатку материала в зоне захвата его валками, равной
приводит к недостатку материала в зоне захвата его валками, равной  что ухудшает такие показатели работы агрегата, как производительность и степень измельчения материала.
что ухудшает такие показатели работы агрегата, как производительность и степень измельчения материала.
Агрегат содержит дезагломерационное вибрационное устройство, которое включает конструкцию, выполненную в виде острого выступа 8, направленного вершиной вверх с развитыми криволинейными боковыми поверхностями, с зазором огибающими валки. Развитая поверхность может быть выполнена в виде храповидных выступов. Это позволяет более качественно осуществлять дезагломерацию спрессованного материала и за счет выступов продвигать неразрушенный материал к нижеописанным рольганговым ветвям. Острый выступ расположен в нижнем пространстве между валками. От нижних концов выступа 8 отходят рольганги, состоящие из двух ветвей 9, огибающие валки вплоть до валиков 3 бункера, образуя канал с поверхностью валков, сужающийся по ходу движения материала. Рольганги свободными концами шарнирно, например, с помощью шаровых опор закреплены на металлическом профиле 9, имеющем форму дуги, огибающей валки по краям, а другими концами соединены с помощью специального устройства 17 между собой с применением разъемного соединения, например резьбового, закрепленного на жестком профиле, имеющем вид виде дуги и огибающем поверхность валков по центру. Металлические профили 9 соединены шарнирно с одним из концов пружинных элементов 16, второй конец которых также соединен шарнирно с рамой пресс-валкового агрегата, что позволяет обеспечить отвод ветвей рольгангов от валков при попадании недробимого куска, тем самым исключить их поломку. Соединение рольгангов между собой происходит с помощью устройства 17 путем разборного соединения, к примеру резьбового, где неподвижные оси рольгангов вворачиваются в тело этого устройства, а вращение поверхности рольгангов происходит за счет расположенных под ней и жестко закрепленных на валу, например, с помощью натяга проскальзывающих элементов, например подшипников качения. Рольганги составлены из цилиндрических роликов 10, закрепленных с возможностью изменения зазора между ними. Это может быть выполнено, например, путем установки с возможностью перемещения осей роликов в пазах направляющих пластин рольгангов. Величина зазора между роликами рольгангов определяется выходным размером материала. Боковые поверхности острого выступа дезагломерирующего устройства расположены с перекрытием части ближнего к ним ролика рольганговых ветвей, что исключает просыпание недезагломерированного материала между ними. Нижние части рольгангов закреплены шарнирно, например, на осях, закрепленных на свободных концах криволинейных боковых поверхностей острого выступа. Последний с помощью пружинных опор и шарнирно, например на оси, установленной в подшипниковых опорах, закреплен на раме агрегата.
Агрегат также содержит вибраторы 11 с направленными колебаниями (Доценко А.И. Строительные машины и основы автоматизации. - Учебное пособие. М.: Высшая школа, 1995.-67 с.), жестко закрепленные на раме агрегата с помощью разъемного соединения, например болтового, и установленные во внутренней полости валков. Вибраторы соприкасаются с внутренней обечайкой 15, соединенной с подвижными сегментами 7 при помощи штока 14 и посредством виброгасящих элементов 13, выполненных в виде прокладок, - с бандажами 12 конических валков. Вибраторы 11 могут быть расположены по линиям, проходящим через центр вращения валков, причем угол расположении линии относительно горизонтали может составлять Y=3-5° выше центральной оси валков, что соответствует зоне максимального давления в конических валках ПВА. Выбор угла их установки обусловлен тем, что при Y<3° будет не достаточное усилие, создаваемое вибратором для нарушения микроструктуры материала, находящегося в предельно напряженном состоянии, а при установке вибраторов под углом Y>5° также не создается необходимого эффекта, так как будет происходить выбивание материала из зоны максимального давления. Шток вибратора выполнен подпружиненным с возможностью изменения усилий сжатия путем его регулировки, что также позволяет избежать его поломки при попадании недробимого куска.
Пресс-валковый агрегат для измельчения материалов, в том числе имеющих анизотропную структуру, работает следующим образом. Материал, например кварцитопесчаник, базальтовые отходы, сланцы, шлаковые отходы и другие, подается в загрузочный бункер 2, движется по подвижным щекам 4 к валкам, где захватывается поверхностью конических валков и роликами 6, описывающими профиль конических валков. Щеки не позволяют материалу попасть сразу в межвалковое пространство и направляют материал в зону между коническими валками и роликами 6. Захватываемый материал уплотняется, равномерно распределяется по ширине конических валков за счет воздействия подпружиненных конических роликов, конических валков и развитой поверхности сегментов 7 и направляется в межвалковое пространство, продвигаясь в сужающийся зазор между коническими валками. Здесь наиболее эффективно реализуется раздавливающе-сдвиговое деформирование материала. Для обеспечения такого воздействия на измельчаемый материал в каждый период времени необходимо постоянное поддержание заданного коэффициента фракции  где V1, V2 - соответственно окружные скорости левого V1 и правого V2 валков, м/с; R1, R2 - соответственно мгновенные радиусы конических валков (максимальный и минимальный радиусы левого и правого валков в заданный период времени), n1 и n2 - число оборотов валков.
где V1, V2 - соответственно окружные скорости левого V1 и правого V2 валков, м/с; R1, R2 - соответственно мгновенные радиусы конических валков (максимальный и минимальный радиусы левого и правого валков в заданный период времени), n1 и n2 - число оборотов валков.
При равенстве частот вращения валков 
Наличие конических валков и елочнообразных выступов, направленных в сторону движения валков, позволяет осуществлять перемещения слоев материала относительно друг друга от центра к краям конических валков как в момент захвата, так и на протяжении деформации и измельчения. Это способствует не только более равномерному распределению шихты по ширине конических валков, но и повышению степени ее измельчения, так как наличие конических валков позволяет интенсивно во всех плоскостях создать объемно-сдвиговое деформирование материала. Измельченный материал выходит из межвалкового пространства в виде спрессованных пластин, которые равномерно распределяются на левую и правую ветви рольгангов, с помощью острого выступа 8, проходя через который материал дезагломерируется. Просыпавшийся материал направляется в выгрузочный бункер (не показан). Пластины спрессованного материала, которые не разрушились под воздействием различных криволинейных боковых поверхностей острого выступа и подвижных сегментов 7, захватываются елочнообразными сегментами 7 конических валков 1 и описывающими их профиль роликами 10 и за счет различных диаметров и скоростей конических валков 1, описывающих их профиль роликов 10 доразрушается и просыпается между последними также в выгрузочный бункер. Недоразрушенный материал захватывается поверхностью сегментов 7 и продолжает движение между сегментами 7 и роликами 10 рольгангов до конических валиков 3.
Наличие сужающегося канала способствует более надежному удержанию материала при транспортировании его к коническим валикам 3. Здесь материал захватывается поверхностями сегментов 7 и валиками 3 и направляется в бункер для повторного измельчения. Обеспечение повторного силового воздействия на недоразрушенный материал, имеющий в большинстве своем микродефектную структуру, позволяет воздействовать на него с меньшими усилиями и получить более тонкий продукт, так как зазор между роликами рольгангов не пропускает в разгрузочный бункер более крупный продукт и возвращает его на повторное измельчение.
Таким образом, предлагаемая конструкция пресс-валкового агрегата обеспечивает равномерное истечение измельчаемого материала, в том числе имеющего анизотропную структуру из бункера; равномерное распределение шихты по ширине конических валков, а следовательно, стабильные значения силовых нагрузок; эффективное раздавливающе-сдвиговое деформирование материалов, в том числе имеющих анизотропную структуру, производимое во всех плоскостях при помощи конических валков: более эффективное разрушение материала, находящегося в зоне максимальных давлений, с дефектной микроструктурой при помощи вибраторов, что в конкретном итоге создает более благоприятные условия измельчения материалов, в том числе имеющих анизотропную структуру, повышает тонкость помола измельчаемого продукта и снижает общие энергозатраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ | 2007 |
|
RU2340398C1 |
| ВАЛКОВЫЙ ИЗМЕЛЬЧИТЕЛЬ С УСТРОЙСТВОМ ДЛЯ ДЕЗАГЛОМЕРАЦИИ МАТЕРИАЛА | 2003 |
|
RU2250135C1 |
| ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ С УСТРОЙСТВОМ ДЛЯ ПОДАЧИ АНИЗОТРОПНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2420355C1 |
| ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ | 2013 |
|
RU2522799C1 |
| СПОСОБ ФОРМОВАНИЯ ТЕХНОГЕННЫХ МАТЕРИАЛОВ И ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2473421C1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| РОТОРНО-ЦЕНТРОБЕЖНЫЙ АГРЕГАТ КОМБИНИРОВАННОГО ДЕЙСТВИЯ ДЛЯ ПЕРЕРАБОТКИ ОРГАНИЧЕСКИХ И МИНЕРАЛЬНЫХ МАТЕРИАЛОВ | 2019 |
|
RU2724667C1 |
| ПРЕСС-ВАЛКОВЫЙ ИЗМЕЛЬЧИТЕЛЬ ДЛЯ ПОЛУЧЕНИЯ КУБОВИДНОГО МАТЕРИАЛА | 2013 |
|
RU2530508C1 |
| ГОРИЗОНТАЛЬНАЯ ВАЛКОВАЯ МЕЛЬНИЦА | 2012 |
|
RU2497594C1 |
| ПРЕСС-ВАЛКОВЫЙ ИЗМЕЛЬЧИТЕЛЬ | 1996 |
|
RU2116129C1 |
Изобретение относится к оборудованию для обработки мелкокусковых материалов давлением. Агрегат содержит конические валки с огибающими их поверхности рольгангами, над которыми расположен загрузочный бункер с закрепленными в нем над каждым коническим валком подвижными щеками и внутренние подвижные стенки, выполненные с возможностью изменения их длины. Агрегат содержит также два расположенных над коническими валками с зазором по отношению к ним и кинематически связанных между собой два подпружиненных конических ролика. Подвижные щеки и внутренние стенки бункера соединены верхними концами и закреплены шарнирно в верхней части бункера таким образом, что щеки расположены снаружи по отношению к внутренним стенкам бункера, нижние концы которых подвижно закреплены на осях подпружиненных конических роликов. Подвижные щеки внутренней стенки бункера и подпружиненные конические ролики образуют треугольный контур. Рабочие поверхности конических валков выполнены из подвижно закрепленных сегментов, имеющих развитую наружную поверхность, обеспечивающих максимальную степень захвата и равномерное распределение материала от центра к периферии конических валков. В полости конических валков жестко закреплены вибраторы с направленными колебаниями, которые соприкасаются непосредственно с подвижными сегментами посредством виброгасящих элементов - с бандажами конических валков. Вибраторы установлены под углом 3-5° выше горизонтальной оси конических валков. Обеспечивается повышение эффективности процесса измельчения материалов. 3 з.п. ф-лы, 5 ил.
1. Пресс-валковый агрегат, содержащий конические валки с огибающими их поверхности рольгангами, над которыми расположен загрузочный бункер с закрепленными в нем над каждым коническим валком подвижными щеками и внутренние подвижные стенки, выполненные с возможностью изменения их длины, а также два расположенных над коническими валками с зазором по отношению к ним и кинематически связанных между собой два подпружиненных конических ролика, причем подвижные щеки и внутренние стенки бункера соединены верхними концами и закреплены шарнирно в верхней части бункера таким образом, что щеки расположены снаружи по отношению к внутренним стенкам бункера, нижние концы которых подвижно закреплены на осях подпружиненных конических роликов, при этом подвижные щеки внутренней стенки бункера и подпружиненные конические ролики образуют треугольный контур, рабочие поверхности конических валков выполнены из подвижно закрепленных сегментов, имеющих развитую наружную поверхность, обеспечивающих максимальную степень захвата и равномерное распределение материала от центра к периферии конических валков, а также жестко закрепленные в полости конических валков вибраторы с направленными колебаниями, которые соприкасаются непосредственно с подвижными сегментами посредством виброгасящих элементов - с бандажами конических валков, отличающийся тем, что вибраторы установлены под углом 3-5° выше горизонтальной оси конических валков.
2. Пресс-валковый агрегат по п.1, отличающийся тем, что рольганги установлены с возможностью отходить на определенное расстояние от валков, которые имеют конический профиль, а профиль валиков - поверхность валков.
3. Пресс-валковый агрегат по п.1, отличающийся тем, что рольганги состоят из двух ветвей, описывающих форму валков и закрепленных между собой через специальное устройство с помощью разъемного соединения, а также шарнирно и подпружинено закреплены на раме.
4. Пресс-валковый агрегат по п.1, отличающийся тем, что шток вибратора выполнен подпружиненным с возможностью изменения усилий сжатия путем его регулировки, что также позволяет избежать его поломки при попадании недробимого куска.
| ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ | 2007 |
|
RU2340398C1 |
| ВАЛКОВЫЙ ИЗМЕЛЬЧИТЕЛЬ С УСТРОЙСТВОМ ДЛЯ ДЕЗАГЛОМЕРАЦИИ МАТЕРИАЛА | 2003 |
|
RU2250135C1 |
| Валковая дробилка | 1989 |
|
SU1701366A1 |
| DE 19728267 A1, 07.01.1999 | |||
| US 4131238 A, 26.12.1978. | |||

