Изобретение относится к изложнице многократного пользования для литья отливок из расплава металла, в частности расплава легких металлов, и применяемому в такой изложнице многократного пользования вкладышу изложницы. Изложницы многократного пользования такого рода, которые на языке специалистов называются также "кокилями", применяются, например, в литейном производстве, чтобы отливать головки цилиндров из алюминиевого сплава для двигателей внутреннего сгорания. Вкладыши изложниц при этом образуют в головках цилиндров камеры сгорания. С этой целью на их верхней стороне, принадлежащей формовочной полости, окруженной корпусом кокиля, образованы элементы формы, которые формируют находящиеся в соответствии элементы формы в подлежащей отливке литой детали.
Изложницы многократного пользования обычно выполнены из нескольких частей и включают соответственно, по меньшей мере, один корпус кокиля, который ограничивает, по меньшей мере, частично, формовочную полость для подлежащей изготовлению отливки. При этом корпус кокиля, как правило, изготавливается из высокожаропрочной инструментальной стали, которая, несмотря на имеющие место в литейном производстве высокие механические и тепловые нагрузки, обеспечивает достаточно длительный срок службы корпуса кокиля.
В связи с высокими требованиями качества, которые предъявляются к точности размеров формы литейных изделий, изготовление изложниц многократного пользования, рассматриваемого рода, связано с затратами и является дорогим. Отсюда стремление использовать изложницы многократного пользования по возможности дольше или применять их для возможно большего количества деталей. Это, в особенности, относится к изложницам многократного пользования, которые применяются для серийного производства головок цилиндров, так как изготовление таких кокилей из-за сложности формирования таких головок цилиндров особенно трудоемко и требует высоких затрат.
Чтобы иметь возможность варьирования определенных элементов формы подлежащих изготовлению отливок простым способом, без необходимости прибегать при этом к изготовлению соответственно новых сложных кокилей, изложницы многократного пользования обычно оснащены вкладышами для изложниц, которые устанавливаются во внутренней полости, окруженной изложницей многократного пользования, и которые образуют в соответственно подлежащих отливке деталях соответственно желаемые элементы формы, например выемки или выпуклости.
Типичным примером применения подобного рода вкладышей является однажды уже упоминавшееся крупносерийное изготовление головок цилиндров для двигателей внутреннего сгорания. Выход мощности определяется условиями сгорания, которые решающим образом влияют на расход топлива двигателя внутреннего сгорания через форму отформованной в головке цилиндра камеры сгорания, в которую подается соответствующее топливо через, по меньшей мере, один впускной клапан и имеется, по меньшей мере, один выпускной клапан, с помощью которого отводятся отработавшие газы.
Чтобы у определенного типа головки цилиндра иметь возможность простым способом изменить форму камеры сгорания, в изложнице многократного применения, предусмотренной для отливки этой головки цилиндра, обычно применяются вкладыши для изложницы, чья предназначенная для формовочной полости, окруженной кокилем, поверхность определяет форму выемки камеры сгорания, подлежащие созданию соответственно в головке цилиндра. Вкладыши для изложницы этого рода на языке специалистов называются также "вкладышами для камеры сгорания". Для этой цели они находятся в гнездах, отформованных в стенках корпуса кокиля, ограничивающих формовочную полость.
В ходе процесса литья в связи с контактом изложницы с соответственно залитым металлическим расплавом происходит сильный нагрев соответствующего корпуса кокиля и находящихся в нем вкладышей изложницы. В результате этого нагрева происходит расширение корпуса кокиля и вкладышей изложницы. Величина этого расширения, во-первых, зависит от наступающего в корпусе кокиля и вкладыше изложницы повышения температуры и с другой стороны от поведения при расширении материала, использованного для их изготовления. Как правило, происходит различное по величине расширение кокиля и вкладыша изложницы, так как массы вкладышей и корпуса кокиля отличаются друг от друга, так что вкладыш изложницы, имеющий существенно меньшую массу, нагревается значительно быстрее, чем окружающий его корпус кокиля, в результате чего вкладыш быстрее и сильнее расширяется, чем окружающий его корпус кокиля. Этот феномен проявляется не только тогда, когда корпус кокиля и вкладыш изложницы состоят из различных материалов, а в связи с небольшими объемами даже тогда, когда они изготовлены из одного и того же материала.
Различное поведение при расширении вкладышей изложницы и корпуса кокиля ведет к неточностям размеров, которые особенно тяжело поддаются регулированию, например, тогда, когда требуется отливка, по возможности близкая к конечным размерам.
Особенно критичным является это требование при крупном серийном изготовлении головок цилиндров, при котором производители двигателей должны обеспечивать максимальное отклонение от заданного размера в пределах +/- 0.15 мм.
Чтобы в этих условиях обеспечить надежное соблюдение соответственно требуемой точности размеров, требуются затратные мероприятия по установке вкладышей изложницы и по возможности равномерное распределение температуры в корпусе кокиля. Так при известных применяющихся для отливки головок цилиндров изложниц многократного пользования положение вкладышей в корпусах кокилей должно, как правило, эмпирически определяться с помощью большого числа опытов, чтобы с помощью соответствующего определения параметров вкладыша изложницы таким образом компенсировать тепловое расширение, возникающее в ходе соответствующего литейного процесса, чтобы получить достаточно точные результаты литья. Если соответствующий выбор параметров в рамках имеющегося в распоряжении конструктивного пространства или в отношении функции и устойчивости соответствующего вкладыша изложницы невозможен, то для уменьшения теплового расширения может потребоваться охлаждение вкладышей изложницы.
Так как, несмотря на все затраты, произведенные по определению оптимальной формы вкладыша изложницы, часто при литейном производстве при применении обычных кокилей часто имеют место недопустимые отклонения размеров, необходимо, например, при литейном крупносерийном изготовлении головок цилиндров проводить обычно проверку соответственно готовых головок на соблюдение требуемой глубины отливаемых камер сгорания.
Из DE 19838561 А1 известна попытка повысить срок службы кокилей, в которых получаются отливки из расплава магния, не входящего в группу железа, за счет того, что корпус кокилей и установленные в них вкладыши изложниц изготовлены из тугоплавких материалов тяжелых металлов, как молибден или вольфрам. Преимущество применения таких материалов для изготовления изложниц при этом видится в том, что они меньше подвергаются воздействию расплавов легких металлов, чем традиционные стали, и подвержены соответственно меньшей коррозии.
Независимо от этого преимущества выбора материала, предложенного в DE 19838561 А1, однако остается проблема, что изготовленные из тугоплавких тяжелых металлов корпус кокиля и установленные в нем вкладыши в связи с их соответственно различными объемами и их различными по величине поверхностями, вступающими в контакт с расплавом, при нагревании расширяются в значительной степени по-разному. Таким образом, отклонения размеров, вызванные различным тепловым расширением, на практике становятся ощутимыми, если согласно DE 19838561 А1 применяются материалы из тяжелых металлов, которые обладают особенно низкими коэффициентами теплового расширения.
Исходя из приведенного выше уровня техники, задача изобретения состоит в создании простыми средствами вкладыша изложницы, а также изложницы многократного пользования, которые позволяют благоприятное в плане стоимости изготовление отливок с более высокими, по сравнению с уровнем техники, результатами производства.
Согласно изобретению эта задача в отношении изложницы многократного пользования для получения отливок из металлического расплава, в частности расплава легких металлов, решается благодаря тому, что такая изложница имеет корпус кокиля, который, по меньшей мере, частично окружает формовочную полость, воспроизводящую подлежащую литью отливку, и в чьей ограничивающей формовочную полость стенке сформовано гнездо, которое имеет уступ, переходящий в формовочную полость, с находящимся в гнезде вкладышем, который имеет верхнюю сторону, предназначенную для формовочной полости, окруженной соответствующей изложницей, основную часть, находящуюся при холодной литейной форме с зазором в гнезде, и опорный выступ, который простирается на небольшую часть высоты основной части вкладыша изложницы, и с геометрическим замыканием находится в уступе гнезда, причем общая высота опорного выступа и основной части на заниженный размер, который, по меньшей мере, равен размеру высоты, на который основная часть расширяется в направлении высоты при литье вследствие своего нагрева, наступающего при контакте с расплавом металла, меньше чем глубина гнезда, так что при холодной изложнице многократного пользования между дном гнезда и предназначенной ему стороной вкладыша изложницы имеется расстояние.
Соответственно этому вкладыш изложницы, в частности, вкладыш для камеры сгорания, с помощью которого решается приведенная выше задача, для изложницы многократного пользования при производстве отливок из расплава металла, в частности расплава легких металлов, имеет основную часть и верхнюю сторону, которая при установленном в изложнице многократного пользования вкладыше для изложницы соответствует формовочной полости, воспроизводящей подлежащую изготовлению отливку, ограниченной изложницей, согласно изобретению имеет выступающий относительно основной части опорный выступ, высота которого меньше высоты вкладыша.
В основе изобретения лежит идея таким образом закрепить вкладыш для изложницы с помощью соответствующего конструктивного исполнения в изложнице многократного пользования, что при его нагревании происходит только минимальное изменение положения верхней стороны вкладыша изложницы, предназначенной для формовочной полости изложницы многократного пользования. С этой целью согласно изобретению вкладыш изложницы имеет опорный выступ, и в предназначенном для него гнезде образован соответственно сформированный уступ, в котором при полностью собранной изложнице находится опорный выступ. Одновременно размеры основной части вкладыша для изложницы выбраны такими, что он в холодной изложнице располагается с зазором в предназначенном для него гнезде. Между дном гнезда и соответствующей нижней стороной вкладыша изложницы, таким образом, образовано пространство, высоты которого достаточно, чтобы воспринимать длину, на которую изменится высота основной части вкладыша изложницы при его нагревании, возникающем при контакте. В результате расширения, происходящего при нагревании, вкладыш изложницы в дальнейшем лишь незначительно выжимается в формовочную полость, окруженную изложницей, в то время как преобладающая часть расширения воспринимается с помощью имеющегося под основной частью пространства. Таким образом, возникающее при литейном производстве расширение кокиля и вкладыша изложницы так могут быть подогнаны друг к другу, что несмотря на то обстоятельство, что у вкладыша изложницы существенно меньший отток тепла и вследствие этого он имеет более высокую температуру и поэтому сильнее расширяется, чем корпус кокиля, в который заключена соответствующая отливка, расширения кокиля и вкладыша, фактически наступающие в направлении высоты в основном равны или, по меньшей мере, в общем, близки друг другу, что они отклоняются друг от друга только внутри узко замеренного диапазона. Одновременно основная часть без проблем может иметь настолько большой объем, что элементы формы, образованные на вкладыше изложницы, защищены от слишком высокого нагрева и исключается появление чрезмерных тепловых напряжений в зоне поверхности изложницы.
Таким образом, благодаря изобретению можно изготавливать отливки, в которых с помощью вкладышей для изложниц при литейной производстве должны быть сформированы выемки с более высокой точностью. Особенно высокая точность отображения при этом достигается в случае, когда опорный выступ вкладыша изложницы начинается от поверхности, соответствующей формовочной полости изложницы. Следовательно, простым способом может осуществляться примыкание заподлицо поверхности вкладыша изложницы к поверхности корпуса кокиля, которая окружает гнездо, соответственно предназначенное вкладышу для изложницы.
Особо благоприятным оказывается повышение точности изготовления, достигаемое благодаря предложенному в соответствии с изобретением способу, при изготовлении головок цилиндров для двигателей внутреннего сгорания, которые с помощью выполненных в соответствии с изобретением кокилей могут быть изготовлены особенно эффективно в плане стоимости. При увеличении точности размеров применяющегося в качестве вкладыша для камеры сгорания вкладыша для изложницы при нагревании повышается также точность размеров камеры сгорания, воспроизведенной в готовой головке цилиндров с помощью данного вкладыша. Следовательно, могут более точно соблюдаться параметры по компрессии топлива и сгорания отработавших газов, которые требуются в работе двигателей внутреннего сгорания.
Другим преимущественным вариантом применения изобретения является изготовление стержневых вкладышей, являющих стержневыми знаками впускных каналов в кокилях для головок цилиндров дизельных двигателей. Благодаря достигаемой в соответствии с изобретением точности воспроизведения этих элементов формы колебания в отношении позиций каналов в головке цилиндров могут быть уменьшены до минимума.
Положение верхней стороны вкладыша для изложницы, имеющей значение для образования отливки при предложенном согласно изобретению исполнении, зависит только еще от того, как сильно опорный выступ изменяется в направлении высоты вкладыша изложницы, так как только опорный выступ в направлении высоты опирается непосредственно на корпус кокиля изложницы. Чем меньше высота опорного выступа, тем меньше изменение длины верхней стороны вкладыша для изложницы, наступающее при нагревании вкладыша. В зоне основной части, напротив, в наличии имеется достаточно материала, чтобы с одной стороны образовать элементы формы, необходимые для формирования отливки, и с другой стороны иметь возможность благодаря достаточному объему материала целенаправленно отводить тепло от отливки.
Поэтому преимущественное исполнение изобретения предусматривает, что высота опорного выступа составляет самое большее 30% высоты основной части вкладыша для изложницы. При этом целесообразно располагать базовую плоскость при установке, т.е. плоскость, в которой опорный выступ опирается на корпус кокиля, по возможности ближе к свободной, непосредственно соответствующей формовочной полости изложницы верхней поверхности корпуса кокиля. Соответственно этому предпочтительно, если высота опорного выступа составляет самое большее 15% или даже самое большее 10% высоты основной части вкладыша изложницы. Такое ограничение высоты опорного выступа на практике без проблем может быть обеспечено с помощью того, что вкладыш для изложницы и опорный выступ представляют только вкладыш изложницы, не принимая участия непосредственно в воспроизведении элементов формы подлежащей изготовлению отливке.
Точность позиционирования вкладыша изложницы в направлении ширины, т.е. поперек к ее высоте, может быть обеспечена с помощью того, что опорный выступ вкладыша изложницы располагается без зазора в предназначенном для него уступе гнезда изложницы многократного пользования. При этом пригонка опорного выступа к гнезду рассчитывается таким образом, что с одной стороны вкладыш для изложницы даже в холодном состоянии надежно удерживается в гнезде, и с другой стороны, однако, без проблем может быть извлечен из него.
Особенно надежное опирание вкладыша для изложницы может быть достигнуто благодаря тому, что опорный выступ окружает основную часть.
На основании минимизации влияния теплового расширения вкладыша для изложницы на точность размеров подлежащей изготовлению отливки, достигнутой с помощью изобретения, изобретение в принципе позволяет выбирать материал, применяющийся для вкладыша изложницы независимо от его поведения при расширении в результате нагревания только по его пригодности воспроизводить форму соответственно желаемых элементов на отливке. Практические испытания показали, что благоприятно скажется, в частности, в отношении оптимизации структуры отливки в области элемента формы, образованного с помощью вкладыша изложницы на отливке, если вкладыш изготовлен из материала, тепловой коэффициент расширения которого больше, чем коэффициент теплового расширения материала корпуса кокиля.
Особо предпочтительным в этой связи оказалось, если коэффициент теплового расширения вкладыша изложницы составляет от 17,0·10-6 м/(м·К) до 18,5·10-6 м/(м·К), в частности от 17,5·10-6 м/(м·К) до 18,0·10-6 м/(м·К). В этом плане для изготовления вкладышей особо подходящими являются материалы, основой которых являются сплавы Cu, Ni или Be, причем особо предпочтительно, если вкладыш изложницы состоит соответственно от 90 до 98% из Cu, Ni или Be соответственно из сплавов, основу которых составляют эти элементы.
Высокий коэффициент расширения вкладыша для изложницы оказывается весьма благоприятным при литье отливок из расплавов легких металлов. В этом случае с помощью применения хорошо проводящих тепло вкладышей для изложницы в области элементов формы, подлежащих воспроизведению с помощью вкладыша для изложницы, целенаправленно создается особо быстрое охлаждение и благодаря этому повсеместная особо тонкая структура, которая благоприятно сказывается на механических свойствах. Особо предпочтительно эта возможность целенаправленного влияния на структуру имеет значение при отливке головок цилиндра, при которой с помощью изобретения простым способом в зоне камер сгорания может создаваться тонкая структура, благоприятно влияющая на способность выдерживать длительные нагрузки.
Дальнейшая минимизация отклонений формы, получающихся вследствие нагревания при литье, к тому же может достигаться благодаря тому, что вкладыши для камер сгорания и/или кокили охлаждаются известным способом, в частности, водой.
Противодействовать деформациям вкладыша для изложницы вследствие напряжений, возникающих при его нагреве, и создать ограничение расширению вкладыша в направлении высоты можно также за счет того, что заниженный размер поперечного сечения основной части в отношении к поперечному сечению гнезда, по меньшей мере, равен расширению, которое наступает вследствие нагрева вкладыша для изложницы при контакте с металлическим расплавом в направлении ширины основной части.
В качестве материала корпуса кокиля, в частности, может использоваться сталь, как это с успехом для этой цели уже применяется в уровне техники. Предпочтительно согласно изобретению материал для кокилей выбирается таким образом, что он имеет коэффициент теплового расширения между 11·10-6 м/(м·К) и 12·10-6 м/(м·К). В качестве материала для корпуса кокиля соответственно этому может найти применение, в частности, инструментальная сталь, которая отличается высокой твердостью и вязкостью.
Ниже изобретение более подробно поясняется с помощью чертежей, где представлен пример осуществления и схематически показаны:
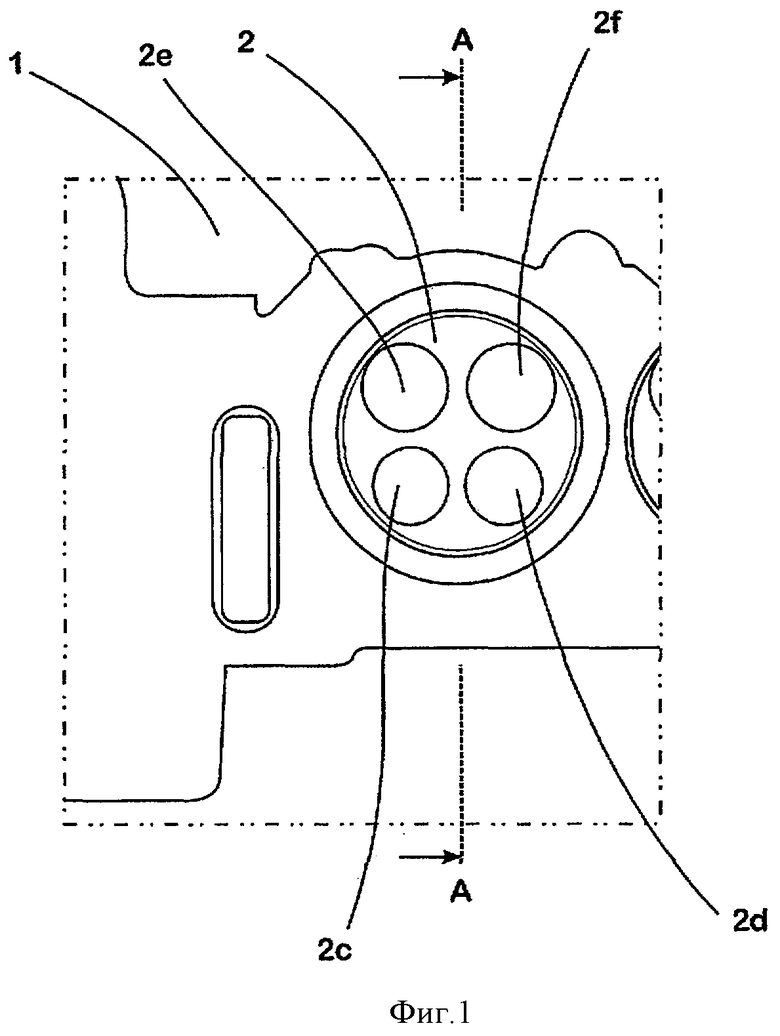
фиг.1 - вид сверху фрагмента корпуса кокиля изложницы многократного пользования для литья головки цилиндра, выполненного в виде подовой плиты;
фиг.2 - разрез корпуса кокиля по линии А-А на фиг.1.
Корпус 1 кокиля служит в качестве подовой плиты подробно не изображенного, выполненного в виде изложницы многократного пользования кокиля, который окружает формовочную полость Н, воспроизводящую соответствующую отливку. Корпус 1 кокиля, как и другой не показанный здесь корпус кокиля, изготовлен из жаропрочной инструментальной стали, которой в немецком перечне сталь-железо присвоено название материал №1.2343 и который содержит (в % по весу) 0,36-0,42% С, 0,90-1,20% Si, 0,30-0,50% Mn, ≤0,03% Р,≤0,03% S, 4,80-5,50% Cr, 1,10-1,40% Мо, 0,25-0,50% V и в качестве остального железо и неизбежные примеси. Эта инструментальная сталь обладает тепловым коэффициентом расширения, который в среднем составляет 11,5·10-6 м/(м·К).
В кокилях, составленных из подовых плит корпуса 1 кокиля вместе с другими, здесь не изображенными деталями корпуса кокиля, образующими боковые стенки и крышку, отливаются головки цилиндров для двигателей внутреннего сгорания. В головках цилиндров при этом формируется число камер сгорания с седлами клапанов для соответственно двух впускных и двух выпускных клапанов, соответствующее числу цилиндров соответствующего двигателя внутреннего сгорания. С этой целью в корпусе 1 кокиля установлено число вкладышей 2 для изложницы соответственно в гнездах 3, соответствующее числу цилиндров соответствующего двигателя внутреннего сгорания.
Каждый выполненный цельным вкладыш 2 изложницы имеет цилиндрическую основную часть 2а, которая на своей соответствующей формовочной полости Н стороне несет в своем кольцевом участке периметра плоскую и в центральном участке выпуклую в направлении формовочной полости Н поверхность 2b, из которой выступают элементы 2с, 2d, 2е, 2f формы, воспроизводящие седла впускных и выпускных клапанов. От плоскостного участка периметра поверхности 2b на основной части 2а отформован выступающий в радиальном направлении по отношению к поверхности периметра 2g основной части 2а опорный выступ 2h, который окружает основную часть 2а и чья соответствующая формовочная полость Н поверхность 2i плавно примыкает к плоскостному участку периметра поверхности 2b основной части 2а. Высота hs опорного выступа 2h составляет около 22% высоты hg основной части 2а. В донной поверхности 2j основной части 2а вкладыша 2 для изложницы, лежащей против поверхности 2b, сформированы глухие резьбовые отверстия 2k, в которые могут быть установлены здесь не показанные невыпадающие винты для крепления вкладыша 2 в литейной форме в гнезде 3.
Гнездо 3 в форме горшка отформовано в корпусе 1 кокиля и имеет в зоне своего соответствующего формовочной полости Н отверстия проходящий в виде кольца, переходящий в формовочную полость Н уступ 3а. Диаметр do отверстия, ограниченного поверхностью внутреннего периметра уступа 3а, соответствует заниженному размеру внешнего диаметра опорного выступа 2h, так что опорный выступ 2h при холодном кокиле удерживается в уступе 3а благодаря легкой посадке. Одновременно глубина уступа 3а соответствует высоте hs опорного выступа 2h, так что при холодном кокиле верхняя поверхность 2i опорного выступа 2h расположена заподлицо с поверхностью 1а корпуса 1 кокиля, ограничивающей гнездо 3.
Снаружи уступа 3а внутренний диаметр di остального участка гнезда 3 на завышенный размер ds больше, чем наружный диаметр dg основной части 2а вкладыша 2 для изложницы, так что основная часть 2а при холодном кокиле в направлении периметра находится в гнезде 3 с зазором.
Точно так же глубина гнезда 3 на завышенный размер tg больше, чем высота hg основной части 2а, так что также между донной поверхностью 2j и дном 3b гнезда при холодном кокиле образовано свободное воздушное пространство 3с.
Вкладыши 2 для изложницы, установленные в кокилях, состоят, по меньшей мере, на 95% по весу из Cu. Наряду с обусловленными изготовлением неизбежными примесями материал, содержащий Cu, известным образом, имеет другие составляющие, которые придаются ему для улучшения определенных свойств. Вкладыши 2 для изложниц, изготовленные из имеющего подобного рода состав материала, содержащего Cu, имеют в среднем коэффициент теплового расширения от 18·10-6 м/(м·К).
В соответствии с этим вкладыши 2 для камер сгорания расширяются при нагреве в длину и ширину существенно больше, чем корпус 1 кокиля, изготовленного из стали 1.2343. Причем, однако, составляющая расширения вкладыша 2 для изложницы, наступающего при нагреве по высоте вкладыша в направлении формовочной полости Н, которая оказывает действие на положение поверхности 2b, снабженной элементами формы 2c-2f, невелика, так как изменение длины поверхности 2b происходит только пропорционально высоте hs опорного выступа 2h. Существенная часть расширения в направлении высоты вкладыша 2 изложницы воспринимается воздушным пространством 3b, образованным в гнезде 3 под основной частью 2а. Соответствующим образом расширение основной части 2а в радиальном направлении по ширине воспринимается имеющимся в холодном кокиле зазором между стенкой по внутреннему периметру гнезда 3 и наружной поверхностью по периметру 2g основной части 2а. Таким образом, обеспечивается отсутствие препятствий для расширения основной части 2а в гнезде 3.
При этом высота hs может быть с учетом поведения при расширении корпуса 1 кокиля и вкладыша 2 изложницы рассчитана таким образом, что даже при расширении, вызванном контактом с залитым в формовочную полость Н расплавом легкого металла, поверхность 2b с элементами формы 2c-2f вкладыша 2 изложницы расположена на том же расстоянии от поверхности 1а корпуса кокиля 1, так что гарантируется точное получение слепка камеры сгорания и седла клапана в подлежащей изготовлению головке цилиндра.
Перечень позиций
1 Корпус кокиля
2 Вкладыш для изложницы
2а Основная часть вкладыша 2 для изложницы
2b Поверхность вкладыша для изложницы, предназначенная для формовочной полости Н
2c-2f Элементы формы, воспроизводящие седла впускных и выпускных клапанов
2g Поверхность по периметру основной части 2а
2h Опорный выступ
2i Поверхность опорного выступа, предназначенная для формовочной полости Н
2j Поверхность дна основной части 2а
2k Глухие резьбовые отверстия
3 Гнездо
3а Уступ гнезда 3
3с Воздушное пространство
dg Наружный диаметр основной части 2а
di Внутренний диаметр гнезда 3 снаружи уступа 3а
do Диаметр отверстия, ограниченного поверхностью внутреннего периметра уступа 3а
ds Завышенный размер
Н Формовочная полость
hs Высота опорного вкладыша 2h
hg Высота основной части 2а
tg Завышенный размер глубины гнезда 3 по отношению к высоте hg основной части 2а
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВКИ ЛИТОЙ ДЕТАЛИ И ПРИМЕНЕНИЕ ТАКОЙ ЛИТЕЙНОЙ ФОРМЫ | 2007 |
|
RU2432223C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОКИЛЕЙ ИЛИ ИЗЛОЖНИЦ | 1988 |
|
RU2083322C1 |
| КОКИЛЬ С ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА | 1991 |
|
RU2009008C1 |
| КОКИЛЬ | 2015 |
|
RU2620231C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ изготовления утеплительной вставки | 2020 |
|
RU2754730C1 |
| Кокиль | 1980 |
|
SU935209A1 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| КОКИЛЬ | 1989 |
|
RU2007262C1 |
| Способ изготовления облицованных кокилей и устройство для его осуществления | 1977 |
|
SU753530A1 |
Изобретение относится к литейному производству. Кокиль содержит корпус (1) с формовочной полостью и гнездом (3), выполненным в стенке корпуса, в котором размещен вкладыш (2). Вкладыш имеет основную часть (2а), расположенную в гнезде с зазором, и опорный выступ (2h). Высота (hg) основной части (2а) меньше, чем глубина гнезда (3), на размер (tg). Размер (tg) равен размеру, на который основная часть (2а) расширяется при литье вследствие нагрева при контакте с расплавом. Обеспечивается высокая точность изготовления отливок, за счет устранения напряжений в зоне поверхности кокиля и вкладыша. 13 з.п. ф-лы, 2 ил.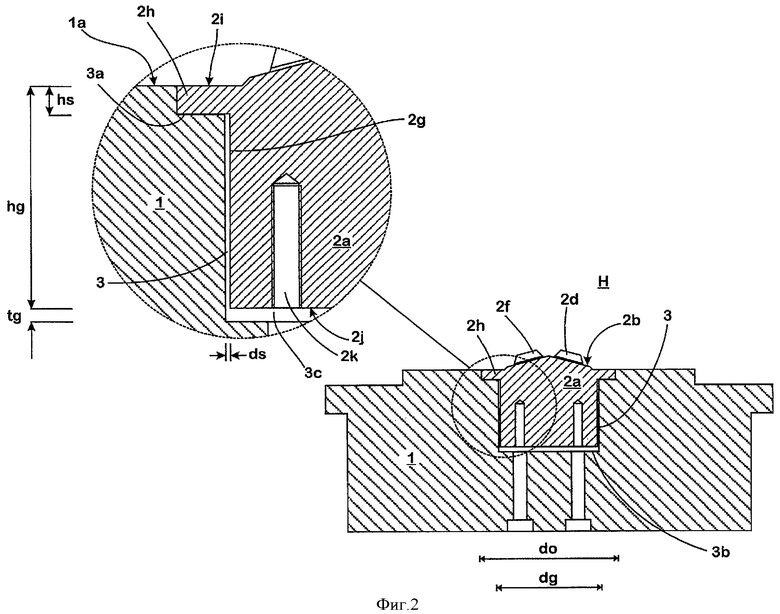
1. Кокиль для литья отливок, в частности головок цилиндров ДВС, из расплава металла, в частности, расплава легких металлов, содержащий по меньшей мере один корпус (1) кокиля, который, по меньшей мере, частично окружает формовочную полость (Н), воспроизводящую отливку, и в стенке корпуса (1) кокиля, ограничивающей формовочную полость (Н), сформировано гнездо (3), имеющее уступ (3а), переходящий в формовочную полость (Н), и находящийся в гнезде (3) вкладыш (2) кокиля с верхней стороной (2b), соответствующей формовочной полости (Н), которая имеет основную часть (2а), находящуюся при холодном кокиле с зазором в гнезде (3) и опорный выступ (2h), простирающийся на небольшую часть (hs) высоты (hg) основной части (2а) вкладыша (2) для кокиля и находящийся с геометрическим замыканием, в уступе (3а) гнезда (3), причем высота (hg) основной части (2а) на размер (tg), который, по меньшей мере, равен размеру, на который основная часть (2а) расширяется в направлении высоты при литье вследствие своего нагрева, наступающего при контакте с расплавом металла, меньше чем глубина гнезда (3), так что при холодной изложнице между дном гнезда (3) и соответствующей ему стороной (2j) вкладыша (2) кокиля имеется расстояние (tg).
2. Кокиль по п.1, отличающийся тем, что опорный выступ (2h) расположен в уступе (3а) гнезда (3) без зазора.
3. Кокиль по п.1 или 2, отличающийся тем, что опорный выступ (2h) отходит от верхней стороны (2b) вкладыша (2) кокиля, соответствующей формовочной полости (Н).
4. Кокиль по п.1 или 2, отличающийся тем, что высота (hs) опорного выступа (2h) составляет максимум 30% высоты (hg) основной части (2а).
5. Кокиль по п.4, отличающийся тем, что высота (hs) опорного выступа (2h) составляет самое большее 15%, в частности, самое большее 10% высоты (hg) основной части (2а).
6. Кокиль по п.1 или 2, отличающийся тем, что нижний размер (ds) поперечного сечения основной части (2а) в отношении к поперечному сечению гнезда (3), по меньшей мере, равен расширению, возникающему вследствие нагрева вкладыша (2) кокиля при контакте с металлическим расплавом в направлении ширины основной части (2а).
7. Кокиль по п.1 или 2, отличающийся тем, что опорный выступ (2h) окружает основную часть (2а).
8. Кокиль по п.1 или 2, отличающийся тем, что вкладыш (2) кокиля изготовлен из материала, коэффициент теплового расширения которого отличается от материала корпуса (1) кокиля.
9. Кокиль по п.8, отличающийся тем, что вкладыш (2) кокиля имеет более высокий коэффициент теплового расширения, чем материал корпуса (1) кокиля.
10. Кокиль по п.1 или 2, отличающийся тем, что корпус (1) кокиля изготовлен из стали.
11. Кокиль по п.1 или 2, отличающийся тем, что коэффициент теплового расширения материала, из которого изготовлен корпус (1) кокиля, составляет от 10·10-6 м/(м·К) до 14·10-6 м/(м·К), в частности, от 11·10-6 м/(м·К) до 12·10-6 м/(м·К).
12. Кокиль по п.1 или 2, отличающийся тем, что вкладыш кокиля изготовлен из сплава, основу которого составляет Cu, Ni или Be.
13. Кокиль по п.12, отличающийся тем, что вкладыш кокиля от 90 до 98% состоит из Cu, Ni или Be.
14. Кокиль по п.12, отличающийся тем, что коэффициент теплового расширения материала вкладыша составляет от 17,0·10-6 м/(м·К) до 18,5·10-6 м/(м·К), в частности от 17,5·10-6 м/(м·К) до 18,0·10-6 м/(м·К).
| DE 4313336 A1, 27.10.1994 | |||
| DE 10129975 A1, 04.07.2002 | |||
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| JP 10085923 A, 07.04.1998. | |||

