Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству таблетирования ядерного топлива, в частности топлива МОХ, и способу изготовления таблеток с использованием такого устройства.
Уровень техники
Таблетки ядерного топлива, в частности топлива МОХ (смесь оксидов плутония и урана) используются для изготовления тепловыделяющих сборок для ядерных реакторов.
Для обеспечения безопасного оптимального режима работы реакторов следует тщательно контролировать свойства таблеток, а также их геометрические параметры, плотность и состав.
Таблетки получают прессованием порошка в матрицах и спеканием прессованных таблеток.
В процессе изготовления таблеток всегда проводят несколько проверок указанных характеристик, например на выходе из пресса, а затем после спекания таблеток до помещения их в оболочку.
Проверка на выходе из пресса очень сложна. Действительно, пресс содержит несколько матриц (или пресс-форм), каждая из которых позволяет прессовать одну таблетку. Для проведения эффективной проверки необходимо контролировать правильность работы каждой матрицы, а именно процесс заполнения и прессования.
В документе ЕР 01534065 описано устройство обнаружения трещин в таблетках, которое проводят непосредственно в прессе. В известном устройстве используется ротационный пресс, позволяющий изготавливать несколько таблеток одновременно. Проверка заключается в измерении вибраций и сравнении их с вибрацией, характерной для дефектных таблеток.
Известное устройство не позволяет, например, проверять плотность таблеток. Кроме того, оно проводит систематический контроль каждой таблетки, что увеличивает время изготовления таблеток.
Задача настоящего изобретения заключается в создании устройства, позволяющего контролировать плотность изготовленных таблеток.
Другой задачей настоящего изобретения является создание способа изготовления таблеток, позволяющего контролировать таблетки без увеличения длительности производственного цикла.
Раскрытие изобретения
Указанная задача решена в устройстве согласно настоящему изобретению, в котором для каждой таблетки можно определить матрицу, в которой она изготовлена, и по меньшей мере одна таблетка может быть отобрана для проведения контроля ее характеристик. Таким образом, можно обнаружить дефектную матрицу и принять соответствующие меры.
Другими словами, устройство согласно изобретению позволяет определить матрицу, в которой изготовлена каждая таблетка. Таким образом, можно легко проверить правильность работы определенной матрицы путем проверки выходящей из нее таблетки.
Объектом настоящего изобретения является устройство, содержащее снабженный матрицами пресс, конвейер для транспортировки таблеток от пресса к участку спекания, средство перегрузки таблеток с пресса на конвейер и средство проверки по меньшей мере одной таблетки ядерного топлива на выходе из пресса, отличающееся тем, что средство проверки содержит средство определения матрицы, в которой изготовлена каждая таблетка.
Средство определения предпочтительно расположено на конвейере и представляет собой последовательно размещенные на поверхности конвейера гнезда, каждое из которых выполнено с возможностью вмещения одной таблетки.
Кроме того, эти гнезда могут быть расположены перпендикулярно направлению перемещения конвейера.
Расстояние между двумя соседними гнездами предпочтительно равно расстоянию между двумя матрицами, соответствующие проекции которых на линию, параллельную направлению перемещения конвейера, расположены ближе всего друг к другу.
Конвейер может также включать в себя средство выравнивания положения гнезд относительно матриц.
В описываемом варианте осуществления изобретения конвейер выполнен с возможностью перемещения посредством роликов, причем полный оборот ролика соответствует перемещению определенного количества гнезд.
В частности, гнезда выполнены с возможностью вмещения таблеток, расположенных горизонтально.
Конвейер может быть выполнен, например, в виде бесконечной ленты.
Гнезда предпочтительно ограничены ребрами, по существу перпендикулярными ленте.
Устройство согласно настоящему изобретению может включать в себя по меньшей мере одно средство отбора по меньшей мере одной таблетки из определенной матрицы для подачи таблетки в средство контроля ее характеристик.
Указанное средство отбора может представлять собой поршень, выполненный с возможностью скольжения параллельно оси гнезд и с возможностью извлечения определенной таблетки из гнезда, когда оно обращено к поршню.
Средство перегрузки предпочтительно содержит гребенку, выполненную с возможностью скольжения по матрицам перпендикулярно направлению перемещения конвейера.
Гребенка может содержать пальцы, отделенные друг от друга промежутками, причем количество промежутков равно по меньшей мере количеству матриц.
Для вмещения таблеток промежутки между пальцами предпочтительно расширены в сторону конвейера.
Средство перегрузки предпочтительно выполнено с возможностью поворота вокруг оси, параллельной направлению перемещения конвейера.
Согласно описываемому варианту осуществления изобретения пресс содержит примыкающую к конвейеру торцевую поверхность со скошенной вниз в направлении конвейера кромкой.
Устройство согласно настоящему изобретению может быть также снабжено средством контроля отобранных таблеток. Оно может также содержать расположенное за средством отбора таблеток по ходу движения ленты средство возврата отобранных таблеток с приемлемыми характеристиками обратно в устройство.
Объектом настоящего изобретения является также способ отбора таблеток после прессования для проверки, включающий этапы, на которых
- заполняют матрицы порошком;
- прессуют порошок;
- перегружают таблетки на конвейер;
- запускают конвейер;
- отбирают таблетки из определенной матрицы;
- транспортируют таблетки к участку спекания.
Предпочтительно, чтобы на этапе отбора отобранная таблетка была изготовлена в матрице, отличной от той, в которой была изготовлена таблетка, отобранная на предыдущем этапе отбора.
В описываемом варианте осуществления изобретения на этапе запуска конвейера последний может перемещаться на число гнезд, превышающее число загруженных таблеток на одну единицу.
В другом варианте осуществления изобретения на этапе запуска конвейера он может перемещаться на число гнезд, равное числу загруженных таблеток.
На этапе перегрузки таблеток конвейер может, например, оставаться неподвижным относительно пресса для выравнивания положения каждой матрицы относительно гнезд.
На этапе перегрузки таблетки предпочтительно переворачивают вокруг оси, параллельной направлению перемещения конвейера, с переходом из вертикального положения в горизонтальное.
Также может осуществляться этап, на котором отобранную таблетку с приемлемыми характеристиками возвращают обратно в производственную линию.
Устройство согласно изобретению полностью интегрируется в производственную линию и не снижает или лишь в незначительной степени снижает производительность. Кроме того, оно позволяет быстро обнаруживать дефекты.
Предпочтительно, чтобы устройство согласно изобретению обеспечивало проверку путем выборочного контроля, который не вносит чрезмерных нарушений в производственную линию.
Краткое описание чертежей
Настоящее изобретение будет более понято из нижеследующего описания со ссылкой на приложенные чертежи.
На фиг.1 схематично показано устройство согласно настоящему изобретению;
на фиг.2 показана часть конвейера устройства согласно настоящему изобретению, вид сбоку;
на фиг.3 - конвейер, изображенный на фиг.2, вид сверху;
на фиг.4 схематично показан вид сверху части устройства согласно настоящему изобретению;
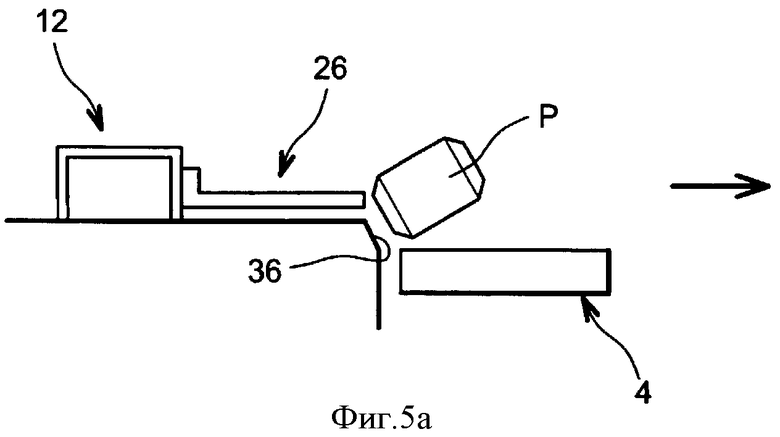
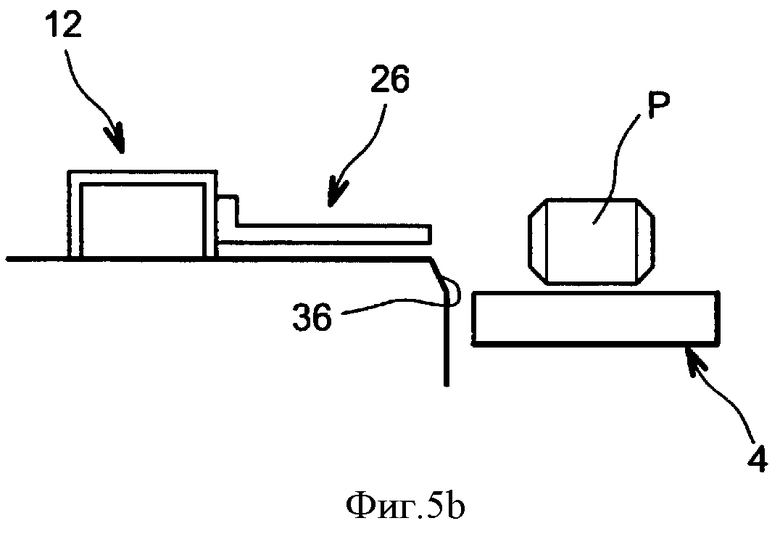
на фиг.5а и 5б показаны схемы двух стадий перегрузки таблеток в соответствии с изобретением;
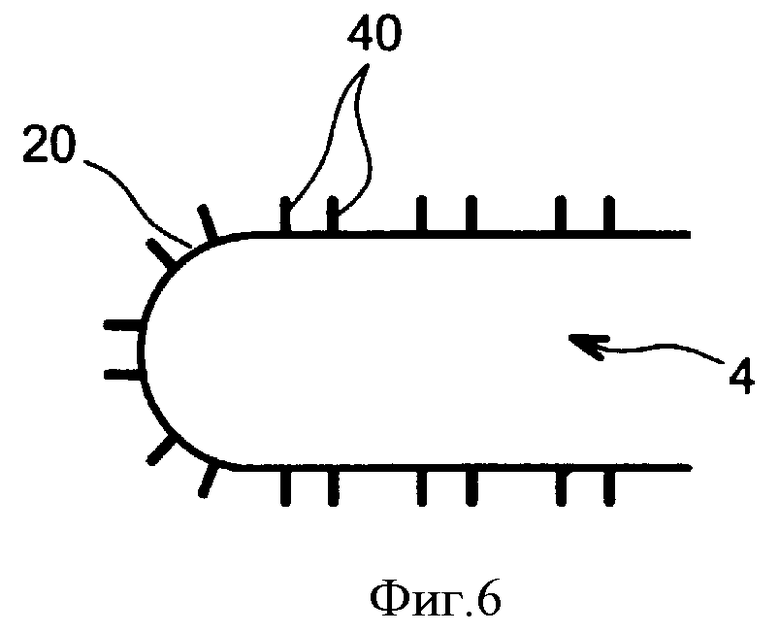
на фиг.6 схематично показана лента согласно предпочтительному варианту осуществления изобретения.
Осуществление изобретения
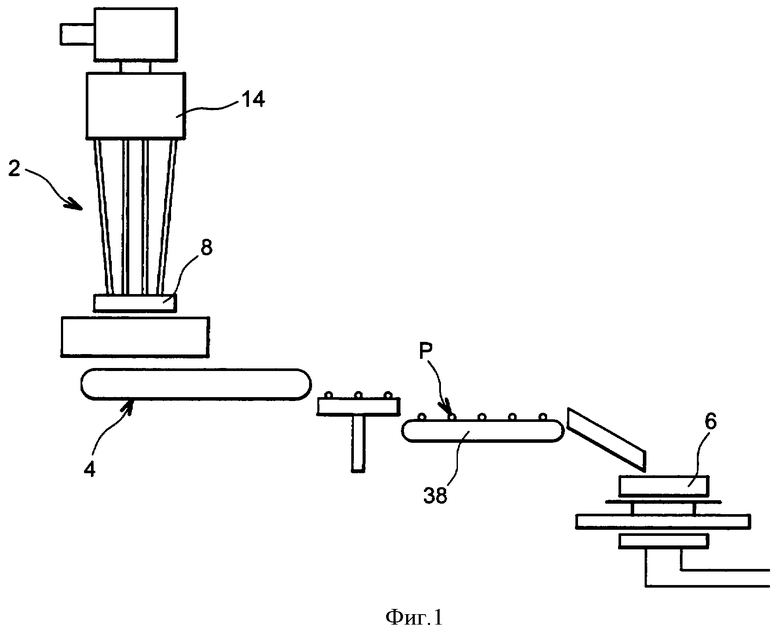
На фиг.1 показана схема устройства согласно настоящему изобретению, которое содержит пресс 2 для таблеток Р, конвейер 4 для транспортировки таблеток Р от пресса 2 к лотку 6, выполненному с возможностью движения по кругу в печи (не показана) для спекания содержащихся в нем таблеток.
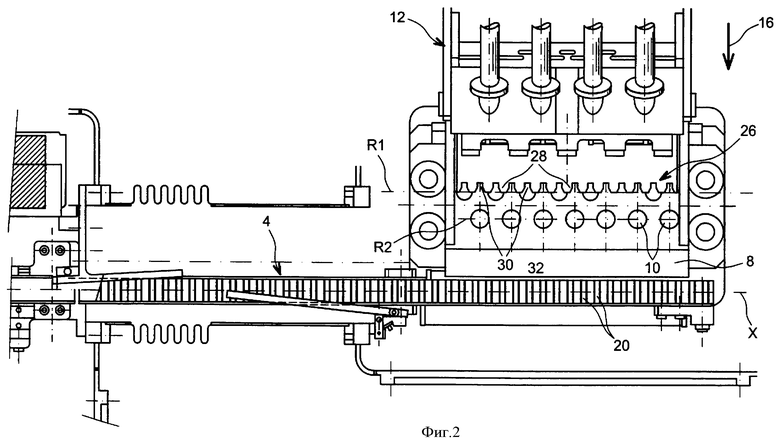
Пресс 2 включает в себя стол 8, снабженный матрицами 10 (фиг.2), образующими пресс-формы, в которых прессуют порошок с помощью пуансонов (не показаны).
Изготовленные таблетки Р имеют, по существу, форму правильного цилиндра.
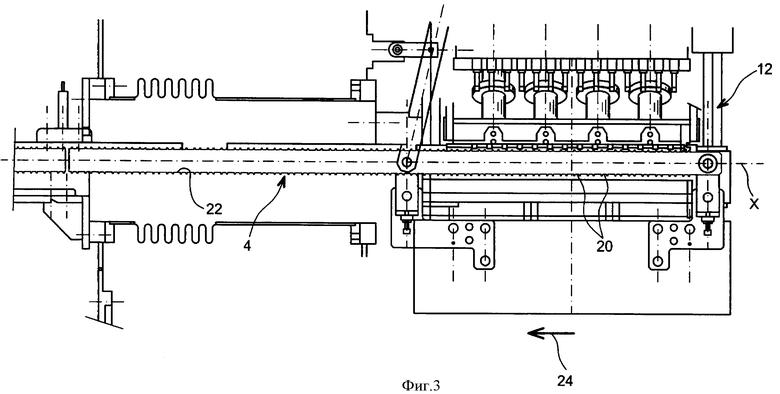
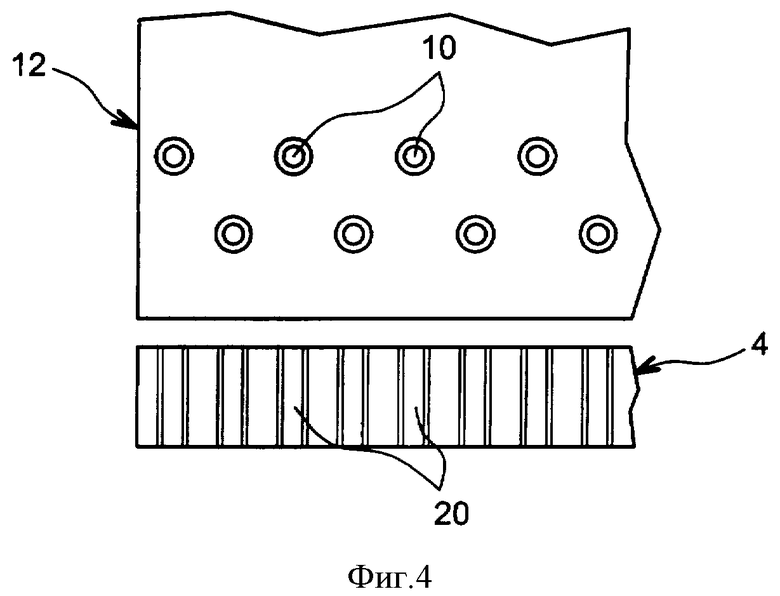
Заполнение матриц 10 производят с помощью ползуна 12, в который поступает порошок из воронки 14. Ползун 12 выполнен с возможностью перемещения над матрицами 10 для по существу равномерного распределения по ним порошка.
Как показано на фиг.2, матрицы расположены в два ряда R1, R2, причем матрицы одного ряда смещены в поперечном направлении относительно матриц другого ряда. Таким образом, если смотреть по стрелке 16, матрица ряда R1 расположена между двумя матрицами ряда R2.
В описываемом варианте осуществления изобретения каждый ряд R1, R2 содержит семь матриц, расположенных параллельно оси X.
Устройство согласно изобретению позволяет контролировать качество продукции каждой матрицы и, в частности, каждого пуансона, поэтому оно снабжено средством проверки характеристик таблеток, таких как плотность. Плотность рассчитывают, например, по объему и массе таблеток, которую определяют взвешиванием. Диаметр таблетки определяют в процессе выбора геометрических параметров пресса, а высоту таблетки измеряют на выходе из пресса. Таблетка может иметь на концах скошенные кромки, размеры которых устанавливают в процессе выбора геометрических параметров таблетки.
В конвейере 4 согласно изобретению выполнены гнезда 20, каждое из которых выполнено с возможностью вмещения одной таблетки из определенной матрицы 10.
Конвейер предпочтительно выполнен в виде бесконечной ленты 22 с гнездами 20. Лента охватывает по меньшей мере один ведущий и по меньшей мере один направляющий ролики, удаленные друг от друга на достаточное расстояние для натяжения ленты. Каждый ролик установлен с возможностью свободного поворота вокруг своей оси, причем их оси параллельны друг другу. Вращение ведущего ролика вызывает перемещение ленты, которая направляется от одного конца к другому концу направляющим роликом.
Могут быть также предусмотрены два синхронизированных ведущих ролика.
Расстояние между двумя соседними гнездами 20, по существу, равно расстоянию между двумя матрицами 10, соответствующие проекции которых на линию, параллельную направлению перемещения конвейера, расположены ближе всего друг к другу (фиг.4).
Каждое гнездо выполнено с возможностью вмещения одной таблетки, расположенной горизонтально.
Ширина ленты предпочтительно равна по меньшей мере продольному размеру таблеток Р для их лучшего удержания на ленте.
Гнезда 20, например, выполнены на ленте 22 или предпочтительно изготовлены за одно целое с ней, например литьем. Ленту изготавливают, например, из радиационно-стойкого упругого материала.
На фиг.6 показан вариант выполнения гнезд 20. Лента содержит, по существу, перпендикулярные ей ребра 40, ограничивающие участки, представляющие собой гнезда 20. В такой ленте таблетка может быть расположена под прямым углом к средствам извлечения.
Средство извлечения предпочтительно расположено на наклонном участке ленты. Этот участок ленты позволяет таблетке скатываться и располагаться у ребра конвейера. В результате таблетка всегда расположена одинаково для выталкивания в направлении средства контроля размеров. Поперечные сечения гнезд могут быть также V- или U-образной формы.
Конвейер 4 перемещается в направлении, показанном стрелкой 24, транспортируя таблетки Р к участку загрузки для проведения операции спекания.
В описываемом примере лента перемещается на четырнадцать или пятнадцать гнезд, при этом в последнем случае остается свободное гнездо между каждой такой загрузкой, следующей за рабочим ходом пресса.
При перемещении ленты на пятнадцать гнезд в ней между каждым ходом пресса остается одно свободное гнездо, поэтому расположение таблетки, прессованной в первой по счету матрице в прессе, можно определить визуально в направлении перемещения ленты после каждого рабочего хода пресса. Это, в частности, используется при непрерывном изготовлении таблеток.
В случае необходимости проведения контроля размеров лента перемещается за раз на одно гнездо, при этом каждый раз одна таблетка извлекается в направлении средства контроля размеров. Это повторяется четырнадцать раз для отбора четырнадцати таблеток, соответствующих числу матриц пресса.
Устройство содержит также средство выравнивания положения гнезд 20 относительно матриц 10.
Один оборот ролика вокруг своей оси предпочтительно соответствует перемещению четырнадцати или пятнадцати гнезд согласно предусмотренному способу загрузки. Поэтому перемещение ленты можно отслеживать с помощью простого датчика частоты вращения. Кроме того, перед началом производственного цикла достаточно отрегулировать взаимное расположение гнезд и матриц так, чтобы они находились на одной линии.
Перемещение необходимого числа гнезд может также соответствовать, например, половине оборота, четверти оборота ролика или превышать один его оборот.
Предпочтительно во время перегрузки таблеток на конвейер последний неподвижен.
Устройство согласно настоящему изобретению содержит также средство перегрузки таблеток с пресса на конвейер 4, выполненное в виде гребенки 26, которая имеет возможность перемещения параллельно поверхности стола и содержит пальцы 28, расположенные перпендикулярно оси Х в направлении конвейера. Гребенка расположена достаточно высоко для исключения ее взаимодействия с нижним пуансоном, и достаточно низко для того, чтобы во время перемещения стола зона с таблетками оставалась перпендикулярной его плоскости.
Если пресс содержит n матриц, то предпочтительно, чтобы гребенка содержала n+1 пальцев, из которых каждые два образуют промежуток 30, расположенный на одной линии с матрицей 10 вдоль оси, перпендикулярной оси X. Например, пресс содержит четырнадцать матриц, а гребенка - пятнадцать пальцев (фиг.2).
Таким образом, каждой матрице 10 соответствует один промежуток 30.
На этапе перегрузки таблеток на конвейер таблетки выступают из стола вверх над матрицей, в которой они изготовлены. При этом их оси перпендикулярны плоскости стола. Гребенка перемещается в направлении конвейера 4, и каждая таблетка входит в соответствующий промежуток 30. Гребенка 26 перемещает таблетки до тех пор, пока они не упадут на ленту конвейера (фиг.5а), причем таблетка Р располагается в гнезде 20 горизонтально (фиг.5б).
Предпочтительно конец 32 каждого пальца направлен в сторону конвейера и скошен с образованием расширенных промежутков 30 для лучшего удержания таблеток Р во время их перемещения по столу.
Гребенка предпочтительно установлена на конце заправочного ползуна 12.
Как видно из фиг.5а и 5б, конвейер граничит с концом стола, кромка 36 которого предпочтительно скошена вниз в направлении конвейера для облегчения поворота таблеток. Горизонтальное расположение таблеток на конвейере облегчает их отбор.
После каждой загрузки лента перемещается, подводя снова n свободных гнезд 20, обращенных к n матрицам.
Устройство согласно изобретению включает в себя также средство отбора по меньшей мере одной таблетки для проверки. Такое средство отбора может быть выполнено в виде поршня, имеющего возможность перемещения вдоль оси, перпендикулярной оси X, и имеющего размеры, меньшие размеров гнезда 20.
Средство управления приводит в действие поршень, когда перед ним проходит определенное гнездо.
Поршень может иметь, например, пневматический, гидравлический или электромеханический приводы.
Предпочтительно для осуществления отбора таблетки конвейер на короткое время останавливается.
Во время загрузки положение каждого гнезда выровнено относительно определенной матрицы, и последующие загрузки проводят с определенным образом упорядоченным перемещением ленты. Таким образом, в любой момент времени известна матрица, в которой изготовлена каждая таблетка.
С одной стороны, можно проводить дополнительную проверку после каждого рабочего хода пресса, т.е. можно отбирать таблетку, изготовленную в матрице, отличной от той, в которой была изготовлена проверенная ранее таблетка. Таким образом, периодически можно легко проводить систематическую проверку всех матриц. С другой стороны, зная матрицу, в которой была изготовлена таблетка, в случае необходимости можно целенаправленно наладить соответствующую матрицу, что ускоряет и упрощает ремонт.
Проверку можно проводить:
- отбирая таблетку, изготовленную в матрице №1 во время первого рабочего хода пресса, затем таблетку, изготовленную в матрице №2 во время второго хода, и т.д.;
- отбирая четырнадцать таблеток после одного рабочего хода пресса.
Если по результатам проверки не обнаружены недопустимые отклонения характеристик отобранной таблетки от предварительно заданных диапазонов значений, таблетку возвращают обратно в устройство.
Если в результате проверки обнаружено отклонение по меньшей мере одной характеристики таблетки от предварительно заданных значений, таблетка откладывается. В таком случае устройство может быть остановлено для наладки пресса.
Предпочтительно отбирают только одну из четырнадцати изготовленных таблеток. Кроме того, после каждого рабочего хода пресса проверяют таблетку, изготовленную в матрице, отличной от той, в которой изготовлена отобранная ранее таблетка. Данная проверка выборочным контролем дает очень важную информацию о качестве изготовленных таблеток.
Предпочтительно конвейер 4 перемещает таблетки вплоть до другого средства 38 транспортирования, например ленточного конвейера, который перемещает таблетки вплоть до средств загрузки лотков.
Лотки затем перемещают с помощью салазок в печь для спекания таблеток.
Способ изготовления таблеток в соответствии с изобретением включает этапы, на которых:
- заполняют матрицы порошком;
- прессуют порошок;
- перегружают таблетки на конвейер согласно изобретению;
- отбирают по меньшей мере одну таблетку и проверяют ее характеристики;
- перемещают таблетки к участку спекания.
Ниже подробно описаны технологические этапы способа в соответствии с изобретением.
На этапе заполнения матриц порошком ползун 12 совершает возвратно-поступательные движения по поверхности стола, обеспечивая равномерное распределение порошка по матрицам.
После заполнения ползун отдаляют от матриц так, чтобы нижний и верхний пуансоны могли выполнить прессование порошка в каждой матрице.
После прессования порошка стол предпочтительно опускают, а нижние пуансоны оставляют неподвижными для извлечения таблеток из матриц, при этом ось таблеток перпендикулярна плоскости стола.
Установленная на ползуне гребенка перемещается к конвейеру 4, продвигая таблетки вперед. Когда таблетки оказываются на граничащем с конвейером конце стола, они переворачиваются вокруг оси, параллельной направлению перемещения конвейера, из вертикального положения в горизонтальное.
На этапе перегрузки таблеток и до момента их переворачивания предпочтительно конвейер останавливают для выравнивания положения гнезд 20 относительно матриц 10.
Затем конвейер может перемещаться на число гнезд, равное числу загружаемых таблеток или превышающее его на единицу в зависимости от выбранных настроек конвейера.
На этапе отбора таблеток предпочтительно отбирать только одну из них, причем отобранная таблетка должна быть изготовлена в матрице, отличной от той, в которой изготовлена отобранная на предыдущем этапе отбора таблетка.
На этапе транспортирования таблеток конвейер подает остальные таблетки к участку загрузки лотков для последующего спекания указанных таблеток. Также может быть предусмотрен возврат отобранной и проверенной таблетки с приемлемыми характеристиками обратно в устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВА И СПОСОБЫ ПРЕДОТВРАЩЕНИЯ КРИТИЧНОСТИ ПРИ ПРОИЗВОДСТВЕ ЯДЕРНОГО ТОПЛИВА | 2007 |
|
RU2450379C2 |
| СПОСОБ ПРОСЕИВАНИЯ И ОРИЕНТИРОВАНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2413667C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА | 2004 |
|
RU2335815C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА НА ОСНОВЕ СМЕШАННОГО ОКСИДА (U, Pu)O ИЛИ (U, Th)O | 2004 |
|
RU2352004C2 |
| ТАБЛЕТКА НАНОСТРУКТУРИРОВАННОГО ЯДЕРНОГО ТОПЛИВА (ВАРИАНТЫ) И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2011 |
|
RU2467411C1 |
| УСТРОЙСТВО ЗАПОЛНЕНИЯ ЛОДОЧКИ ТАБЛЕТКАМИ ЯДЕРНОГО ТОПЛИВА И СПОСОБ ЗАПОЛНЕНИЯ, ИСПОЛЬЗУЮЩИЙ ТАКОЕ УСТРОЙСТВО | 2006 |
|
RU2403635C2 |
| СПОСОБ КОНТРОЛЯ ЯДЕРНОГО ТОПЛИВА | 1999 |
|
RU2158448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА | 2012 |
|
RU2499304C1 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ ЯДЕРНОГО ТОПЛИВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2175791C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТАБЛЕТОК ЯДЕРНОГО КЕРАМИЧЕСКОГО ТОПЛИВА С РЕГУЛИРУЕМОЙ МИКРОСТРУКТУРОЙ | 2013 |
|
RU2525828C1 |
Изобретение относится к устройству таблетирования ядерного топлива, в частности топлива МОХ, и способу изготовления таблеток с использованием такого устройства. Сущность изобретения: устройство таблетирования ядерного топлива содержит пресс, конвейер (4) для транспортировки таблеток от пресса к участку спекания, средство (26) перегрузки таблеток с пресса на конвейер (4) и средство проверки по меньшей мере одной таблетки ядерного топлива на выходе из пресса, причем средство проверки содержит средство определения матрицы, в которой изготовлена каждая таблетка. Способ изготовления таблеток ядерного топлива с использованием устройства, который включает этапы, на которых заполняют матрицы (10) порошком, прессуют порошок, перегружают таблетки (Р) на конвейер (4), запускают конвейер (4), отбирают таблетку (Р), изготовленную в определенной матрице (10), проверяют правильность работы этой матрицы по результатам проверки изготовленной в ней таблетки, транспортируют таблетки (Р) к участку спекания. Техническим результатом изобретения является контроль плотности изготавливаемых таблеток, контроль таблеток без увеличения длительности производственного цикла. 2 н. и 22 з.п. ф-лы, 6 ил.
1. Устройство таблетирования ядерного топлива, содержащее снабженный матрицами (10) пресс (2), конвейер (4) для транспортировки таблеток (Р) от пресса (2) к участку спекания, средство (26) перегрузки таблеток с пресса (2) на конвейер (4) и средство проверки по меньшей мере одной таблетки ядерного топлива на выходе из пресса (2), причем средство проверки содержит средство определения матрицы (10), в которой изготовлена каждая таблетка, которое образованно последовательно расположенными на поверхности конвейера (4) гнездами (20), выполненными с возможностью вмещения одной таблетки (Р), причем каждое гнездо соответствует определенной матрице.
2. Устройство по п.1, в котором гнезда (20) перпендикулярны направлению (X) перемещения конвейера.
3. Устройство по любому из пп.1 или 2, в котором расстояние между двумя соседними гнездами (20) равно расстоянию между двумя матрицами (10), соответствующие проекции которых на линию, параллельную направлению перемещения конвейера, расположены ближе всего друг к другу.
4. Устройство по п.3, в котором конвейер (4) содержит средство выравнивания положения гнезд относительно матриц.
5. Устройство по любому из пп.1 или 2, в котором конвейер выполнен с возможностью перемещения посредством роликов, при этом полный оборот ролика соответствует перемещению определенного числа гнезд (20).
6. Устройство по любому из пп.1 или 2, в котором гнезда (20) выполнены с возможностью вмещения таблеток (Р), расположенных горизонтально.
7. Устройство по п.6, в котором гнезда (20) ограничены ребрами (40), по существу, перпендикулярными ленте.
8. Устройство по любому из пп.1 или 2, в котором конвейер (4) выполнен в виде бесконечной ленты (22).
9. Устройство по любому из пп.1 или 2, которое включает в себя по меньшей мере одно средство отбора по меньшей мере одной таблетки (Р), изготовленной в определенной матрице (10), для передачи таблетки в средство контроля ее характеристик.
10. Устройство по п.9, в котором средство отбора таблеток представляет собой поршень, выполненный с возможностью скольжения параллельно оси гнезд (20) и с возможностью извлечения определенной таблетки (Р) из гнезда (20), когда последнее обращено к поршню.
11. Устройство по любому из пп.1 или 2, в котором средство перегрузки содержит гребенку (26), выполненную с возможностью скольжения по матрицам (10) перпендикулярно направлению (X) перемещения конвейера.
12. Устройство по п.11, в котором гребенка (26) содержит пальцы (28), отделенные промежутками (30), причем количество этих промежутков по меньшей мере равно количеству матриц (10).
13. Устройство по п.12, в котором промежутки (30) расширены в сторону конвейера для вмещения таблеток (Р).
14. Устройство по любому из пп.1 или 2, в котором средство перегрузки выполнено с возможностью поворота таблеток вокруг оси, параллельной направлению перемещения конвейера (4).
15. Устройство по любому из пп.1 или 2, в котором пресс содержит примыкающую к конвейеру торцевую поверхность со скошенной вниз в направлении конвейера кромкой.
16. Устройство по любому из пп.1 или 2, которое дополнительно содержит средство контроля характеристик отобранных таблеток.
17. Устройство по любому из пп.1 или 2, которое включает в себя расположенные за средством отбора таблеток по ходу движения конвейера средство возврата отобранных таблеток с приемлемыми характеристиками обратно в устройство.
18. Способ изготовления таблеток ядерного топлива с использованием устройства по п.1, включающий этапы, на которых
заполняют матрицы (10) порошком;
прессуют порошок;
перегружают таблетки (Р) на конвейер (4);
запускают конвейер (4);
отбирают таблетку (Р), изготовленную в определенной матрице (10);
проверяют правильность работы этой матрицы по результатам проверки изготовленной в ней таблетки;
транспортируют таблетки (Р) к участку спекания.
19. Способ по п.18, в котором на этапе отбора отобранная таблетка (Р) изготовлена в матрице (10), отличной от той, в которой изготовлена отобранная на предыдущем этапе отбора таблетка.
20. Способ по любому из пп.18 или 19, в котором на этапе запуска конвейера (4) последний перемещают на число гнезд (20), превышающее число загруженных таблеток (Р) на одну единицу.
21. Способ по любому из пп.18 или 19, в котором на этапе запуска конвейера (4) последний перемещают на число гнезд (20), равное числу загруженных таблеток (Р).
22. Способ по любому из пп.18 или 19, в котором на этапе перегрузки конвейер (4) неподвижен относительно матриц (10) для выравнивания положения каждой матрицы (10) относительно положения гнезда (20).
23. Способ по любому из пп.18 или 19, в котором на этапе перегрузки таблетки (Р) переворачивают вокруг оси, параллельной направлению перемещения конвейера, из вертикального положения в горизонтальное.
24. Способ по любому из пп.18 или 19, который включает дополнительный этап возврата отобранной таблетки с приемлемыми характеристиками обратно в устройство за местом расположения средства отбора.
| JP 4269699 А, 25.09.1992 | |||
| ЕР 0534065 A1, 31.03.1993 | |||
| Радиопеленгаторное устройство | 1927 |
|
SU28549A1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ, ПРЕИМУЩЕСТВЕННО ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА | 2001 |
|
RU2208253C2 |

