Изобретение относится к технологии производства ядерного топлива, в частности к средствам контроля и осмотра внешнего вида таблеток ядерного топлива для обнаружения поверхностных дефектов и последующей укладки таблеток ядерного топлива в транспортный контейнер для направления на снаряжение ими тепловыделяющих элементов.
Известна автоматическая линия для контроля и осмотра таблеток ядерного топлива, содержащая вращающиеся рольганги, предназначенные для пошагового перемещения таблеток и их вращения, а также средства контроля и осмотра таблеток (WO 00/28549, G 21 С 17/06, 18.05.2000). Средства контроля и осмотра торцов таблеток ядерного топлива расположены под углом к горизонтальной оси вдоль перемещения таблеток ядерного топлива. Поскольку таблетки перемещаются по рольгангам на расстоянии друг от друга, возможен контроль торцов без кантования таблеток ядерного топлива. Средство для контроля боковой поверхности расположено перпендикулярно горизонтальной оси вдоль перемещения таблеток ядерного топлива. Средства контроля сканируют соответственно торцевые и боковые поверхности таблеток и передают полученный сигнал в устройство сравнения, куда также подают сигнал, соответствующий бездефектной форме и заданному внешнему виду таблеток. При совпадении сигналов или их допустимом отклонении контролируемая таблетка поступает на палету. В случае существенного отклонения сигнала от средств контроля по сравнению с сигналом, соответствующим бездефектной форме, таблетки ядерного топлива выбраковываются и сбрасываются в бункер, минуя палету.
В данной автоматической линии отсутствуют средства для взвешивания столба таблеток ядерного топлива, поступающего в ручьи палеты. Кроме того, при вращении таблеток на рольгангах возможно образование пыли скрапа, которые совместно с пылью и скрапом, находящимися на таблетках, поступающих на линию, могут существенно искажать изображение внешнего вида таблеток, что приведет к отбраковке годных, но загрязненных таблеток.
Наиболее близким по технической сущности и достигаемому результату к описываемому изобретению является устройство для обнаружения поверхностных дефектов цилиндрических объектов, преимущественно таблеток ядерного топлива, содержащее две станции проверки торца объекта и станцию проверки боковой поверхности объекта, перед которой размещено выполненное в виде ступени средство для поворота объекта с торца на боковую поверхность, и средства перемещения объектов (RU 2119657, G 21 С 17/06, 27.09.1998). В известном устройстве сначала осуществляют контроль одного из торцов объекта на первой станции контроля проверки торца, затем во время перемещения от первой станции контроля проверки торца к станции контроля боковой поверхности объекта осуществляют поворот объекта с торца на боковую поверхность. Поворот осуществляют посредством фасонной ступени, имеющейся на конвейере. Далее во время перемещения объекта от станции проверки боковой поверхности ко второй станции контроля торца объекта осуществляют поворот объекта с боковой поверхности на второй торец. Поворот также осуществляют посредством фасонной ступени, имеющейся на конвейере. Таким образом, в известном устройстве контроль проводят в последовательности: первый торец, боковая поверхность, второй торец, что затрудняет дальнейшие манипуляции с объектами, поскольку для укладки их в транспортный контейнер необходимо вновь повернуть объекты с торца на боковую поверхность. В известном устройстве также не предусмотрено определение веса объектов, направляемых в транспортную тару. Кроме того, объекты, поступающие на контроль, могут быть загрязнены на предыдущих технологических операциях, в частности при их изготовлении. Поэтому контроль может быть необъективен - в брак будут направлены годные объекты. Наличие загрязнения на поверхности объекта приводит также к неизменности положения объекта при прохождении узла поворота, в частности ступени.
Задачей, на решение которой направлено настоящее изобретение, является разработка и создание устройства для обнаружения поверхностных дефектов цилиндрических объектов, преимущественно таблеток ядерного топлива, обладающего улучшенными характеристиками.
В результате решения данной задачи возможно получение технических результатов, заключающихся в том, что повышается достоверность контроля за счет исключения ложной информации, обусловленной загрязненностью объектов, упрощается процесс укладки объектов в транспортную тару после контроля, повышается безопасность контроля объектов с токсичным загрязнением.
Данные технические результаты достигаются тем, что устройство для обнаружения поверхностных дефектов цилиндрических объектов, преимущественно таблеток ядерного топлива, содержащее две станции проверки торца объекта и станцию проверки боковой поверхности объекта, перед которой размещено выполненное в виде ступени средство для поворота объекта с торца на боковую поверхность, и средства перемещения объектов, снабжено устройством очистки объектов от пыли, установленным перед первой станцией проверки торца объекта, и средством поворота объекта с одного торца на другой торец, расположенным между первой станцией проверки торца объекта и второй станцией проверки торца объекта, после которой установлена станция проверки боковой поверхности объекта.
Отличительная особенность настоящего изобретения заключается в том, что устройство для обнаружения поверхностных дефектов цилиндрических объектов снабжено устройством очистки от пыли, установленным перед первой станцией проверки торца объекта, т.е. в начале технологической линии контроля. В результате исключается вероятность ложной отбраковки объектов, а также повышается стабильность изменения положения объекта при его повороте с одной поверхности на другую. Устройство также снабжено средством поворота объекта с одного торца на другой торец, расположенным между первой станцией проверки торца объекта и второй станцией проверки торца объекта, после которой установлена станция проверки боковой поверхности объекта. Средство поворота объекта с одного торца на другой торец и место его расположения предопределяют новую последовательность контроля: один торец - другой торец - боковая поверхность. Следует отметить, что в настоящем изобретении предполагается поворот объекта на 180o при контроле торцов, что требует чистой поверхности, т. к. в противном случае возможна неверная ориентация объекта и его заклинивание при повороте. Поэтому вышеуказанные технические результаты достигаются всей совокупностью признаков, изложенных в независимом пункте формулы изобретения.
Устройство очистки объектов от пыли может быть выполнено в виде соединенной с источником разряжения камеры, внутри которой с зазором относительно стенок камеры установлены прутки для перемещения объектов, которое осуществляется посредством толкателя. Величина зазора между стенками камеры и прутками выбрана от 1,5 до 5 мм.
Выход устройства очистки объектов от пыли может быть снабжен вертикальным каналом, обеспечивающим поворот объекта с боковой поверхности на торец, а средство поворота объекта с одного торца на другой торец может быть выполнено в виде последовательно установленных по ходу перемещения объектов ступени и вертикального канала, диаметр которого выбран на (0,3÷0,5) мм больше, чем диаметр объекта, а составляет не менее 0,8 от длины объекта.
Кроме того, средства перемещения объекта на станциях проверки торца объекта выполнены в виде вибротранспортной линейки с лотком прямоугольного профиля, а станция проверки боковой поверхности объекта снабжена средством для измерения длины столбика объектов, выполненным в виде датчика наличия объекта и упора.
Средство перемещения объекта на станции проверки боковой поверхности может быть выполнено в виде соединенного с вибратором ложемента, перед которым установлены толкающие ролики.
Целесообразно, чтобы станция проверки боковой поверхности объекта была снабжена установленным под ложементом спутником с возможностью шагового перемещения и ручьями, выполненными в виде вращающихся параллельных роликов.
Устройство может быть снабжено весами для взвешивания транспортных палет, установленными после станции проверки боковой поверхности объекта.
Предпочтительно выбрать высоту ступени средства для поворота объекта с торца на боковую поверхность в диапазоне (0,4÷0,6) от диаметра объекта.
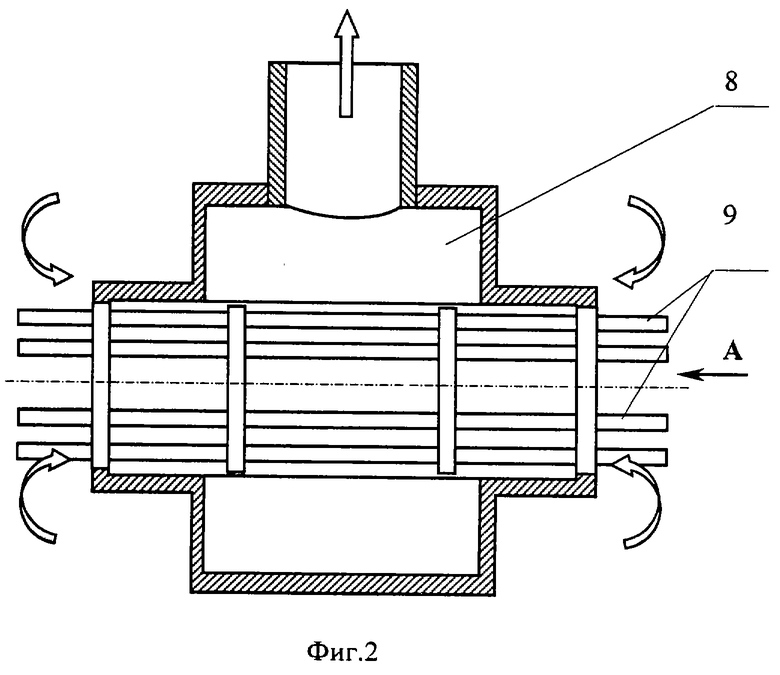
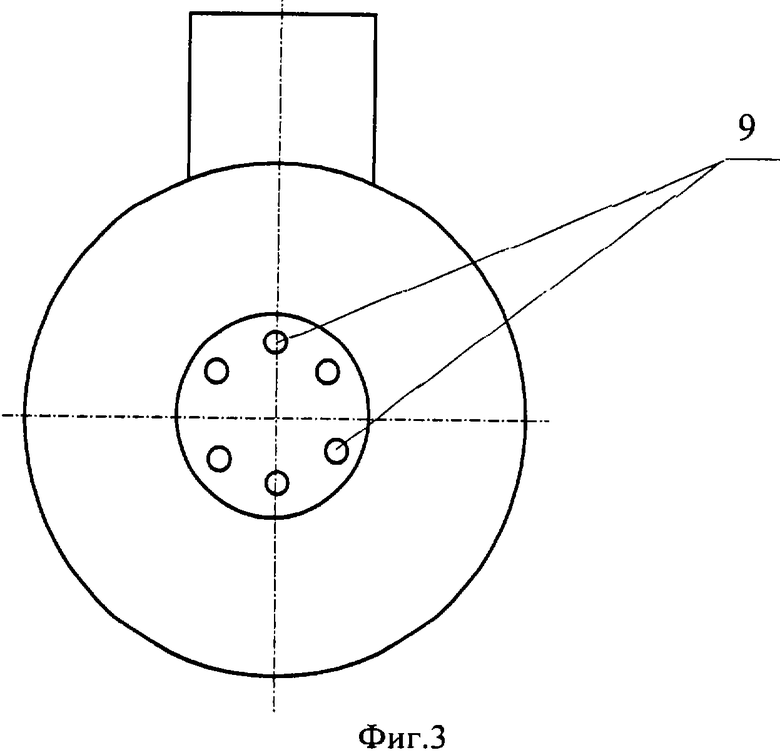
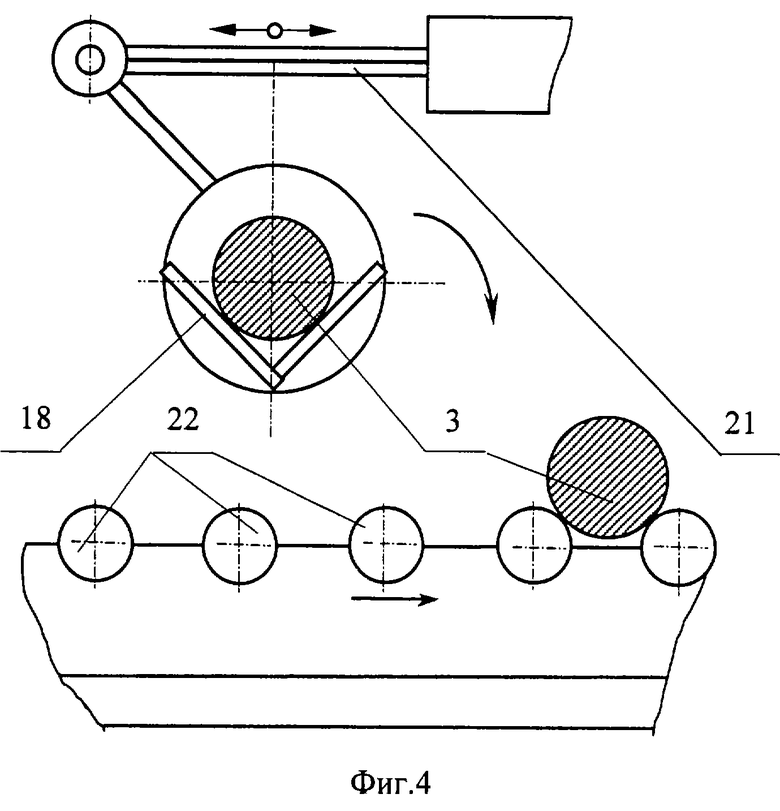
На фиг.1 изображена общая схема устройства для обнаружения поверхностных дефектов цилиндрических объектов, преимущественно таблеток ядерного топлива, на фиг. 2 приведен разрез устройства очистки объектов от пыли, на фиг.3 показан вид А на фиг.2, на фиг.4 - поперечный разрез станции проверки боковой поверхности объекта.
Устройство содержит станцию 1 проверки боковой поверхности объекта, перед которой размещено выполненное в виде ступени 2 средство для поворота объекта (таблетки ядерного топлива) 3 с торца на боковую поверхность, и снабжено устройством 4 очистки объектов от пыли. Устройство 4 установлено перед первой станцией 5 проверки торца объекта. Между первой станцией 5 проверки торца объекта и второй станцией 6 проверки торца объекта расположено средство 7 поворота объекта с одного торца на другой торец.
Устройство 4 очистки объектов от пыли выполнено в виде соединенной с источником разряжения (не показан) камеры 8, внутри которой с зазором относительно стенок камеры установлены прутки 9 для перемещения объектов. Объекты перемещаются толкателем (не показан). Интенсивный поток воздуха, омывающий объекты, удаляет пыль с их поверхности. На входе и выходе камеры величина зазора между стенками камеры и прутками выбрана от 1,5 до 5 мм. Выход устройства 4 очистки объектов от пыли снабжен вертикальным каналом 10, обеспечивающим поворот объекта с боковой поверхности на торец.
После устройства 4 объекты направляются на осмотр внешнего вида. На первой станции 5 проверки торца объекта операция выполняется при движении объектов по вибротранспортной линейке 11 с лотком прямоугольного профиля. Объекты перемещают в вертикальном положении перед глазами контроллера, осматривающего верхний торец объектов и удаляющего "брак". Скорость движения объектов по вибролинейке определяется характером визуального контроля и составляет от 0,5 до 1,5 м/мин в зависимости от установленных требований к качеству осматриваемой поверхности и способностей оператора-контроллера. Затем объекты попадают на средство 7 поворота объекта с одного торца на другой торец. Средство 7 выполнено в виде последовательно установленных по ходу перемещения объектов ступени 12 и вертикального канала 13, диаметр которого выбран на (0,3÷0,5) мм больше, чем диаметр объекта, а высота составляет не менее 0,8 от длины объекта, что обеспечивает правильное положение объекта.
После поворота объекты попадают на вторую станцию 6 проверки торца объекта, представляющую собой вибротранспортную линейку 14, аналогичную линейке 11. Далее объекты посредством ступени 2, высота которой составляет (0,4÷0,6) от диаметра объекта, переводятся из вертикального в горизонтальное положение и направляются на станцию 1 проверки боковой поверхности объекта. Станция 1 проверки боковой поверхности объекта снабжена средством для измерения длины столбика объектов, выполненным в виде датчика 15 наличия объекта, и упором 16. Объекты последовательно проталкиваются с помощью толкающих роликов 17 на ложемент 18 до тех пор, пока первый объект столбика достигнет датчика 15, фиксирующего наличие объекта. После этого ролики 17 выключаются, а ложементу 18 сообщается вибрация от вибратора 19. Вибрация смещает столбик объектов, лежащих на ложементе 18 до упора 16, отмеряя необходимую длину столбика объектов. После этого поворотом ложемента 18 набранный столбик объектов сбрасывается в ручей устройства для осмотра боковой поверхности - спутник 20, установленный под ложементом 18. Поворот ложемента обеспечивается механизмом 21. Ручьи спутника образованы вращающимися параллельными роликами 22. При повороте роликов 22 поворачиваются лежащие на них объекты, что дает возможность осмотреть боковую поверхность последних. Спутник 20 по размерам и количеству ручьев (роликов) совмещен с транспортной палетой 23, на которую перегружаются объекты после их осмотра. Далее палета 23 переводится на весы 24, где определяется масса объектов. После чего палета переносится на комплектовочный столик (не показано), где формируется пакет из нескольких палет, который упаковывается и помещается в транспортную тару.
Приведенные примеры выполнения отдельных узлов станций проверки торца объекта и станции проверки боковой поверхности объекта, естественно, не являются единственно возможными, но отличаются простотой выполнения и предполагают использование любых известных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРИЗОНТАЛЬНОГО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2302047C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216797C2 |
| СПОСОБ И УСТРОЙСТВО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2156508C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОГО РАДИОИЗОТОПНОГО ОПРЕДЕЛЕНИЯ ПЛОТНОСТИ ТОПЛИВНЫХ ТАБЛЕТОК И ИХ РАЗБРАКОВКИ | 2005 |
|
RU2322659C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА | 2001 |
|
RU2209477C2 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231835C2 |
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2242297C2 |
Назначение: при контроле и осмотре внешнего вида таблеток ядерного топлива для обнаружения поверхностных дефектов и последующей укладки таблеток ядерного топлива в транспортный контейнер. Устройство содержит две станции проверки торца объекта и станцию проверки боковой поверхности объекта, перед которой размещено выполненное в виде ступени средство для поворота объекта с торца на боковую поверхность, и средства перемещения объектов. Снабжено устройством очистки объектов от пыли, установленным перед первой станцией проверки торца объекта, и средством поворота объекта с одного торца на другой торец, расположенным между первой станцией проверки торца объекта и второй станцией проверки торца объекта, после которой установлена станция проверки боковой поверхности объекта. В результате повышается достоверность контроля за счет исключения ложной информации, обусловленной загрязненностью объектов, упрощается процесс укладки объектов в транспортную тару после контроля, повышается безопасность контроля объектов с токсичным загрязнением. 13 з.п.ф-лы, 4 ил.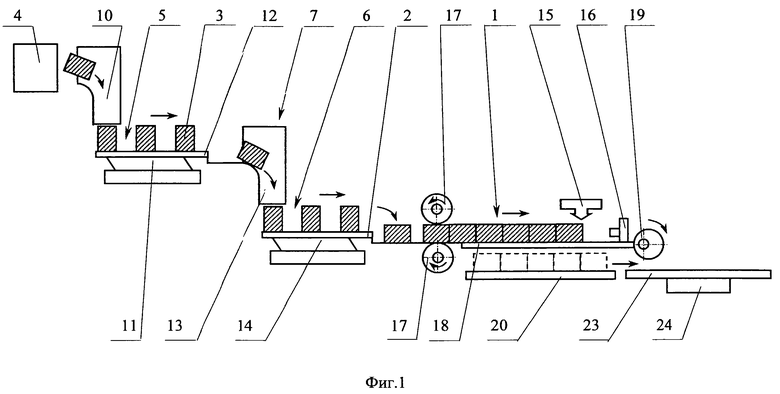
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ | 1994 |
|
RU2119657C1 |
| СПОСОБ КОНТРОЛЯ ЯДЕРНОГО ТОПЛИВА | 1999 |
|
RU2158448C1 |
| УЗЕЛ ДЛЯ РАСПРЫСКИВАНИЯ ЖИДКОСТИ, РАСПРЫСКИВАЮЩАЯ ФОРСУНКА И СПОСОБ ОПРЫСКИВАНИЯ | 2012 |
|
RU2605962C2 |
| DE 3150249 А1, 07.07.1983 | |||
| РАЗРАБОТКА, производство и эксплуатация тепловыделяющих элементов энергетических реакторов | |||
| Книга I/Под ред | |||
| Ф.Г | |||
| РЕШЕТНИКОВА | |||
| - М.: Энергоатомиздат, 1995, с.102-106. | |||

