Область техники, к которой относится изобретение
Настоящее изобретение относится к литью металлов, в частности алюминия и алюминиевых сплавов, с использованием технологий литья с прямым охлаждением. Более конкретно, изобретение относится к совместному литью слоев металлов методом литья с прямым охлаждением, включающему последовательное затвердевание.
Уровень техники
Металлические слитки обычно получают методом литья с прямым охлаждением расплавленных металлов. Этот метод включает в себя литье расплавленного металла в изложницу (литейную форму), имеющую охлаждаемые стенки, открытый верхний конец и (после запуска процесса) открытый нижний конец. Металл выходит с нижнего конца изложницы в виде металлического слитка, который опускается по мере продолжения операции литья. В других случаях литье происходит в горизонтальном направлении, однако используемый метод, по существу, тот же самый. Такие технологии литья особенно подходят для литья алюминия и алюминиевых сплавов, однако они могут применяться и для других металлов.
Технологии литья этого типа подробно описываются в выданном на имя Вагстаффа патенте США №6,260,602, который относится исключительно к литью монолитных слитков, т.е. слитков, целиком изготавливаемых из одного и того же металла и отливаемых в виде одного слоя. Устройство и способы литья слоистых конструкций с использованием технологий последовательного затвердевания раскрываются в патентной публикации США №2005/0011630 А1 на имя г. Андерсона и др. Последовательное затвердевание включает в себя литье первого слоя (например, слоя, предусматриваемого для внутреннего слоя, или стержня) с дальнейшим последовательным (но в рамках той же самой операции литья) литьем одного или большего количества слоев других металлов по первому слою после того, как он достигнет надлежащей степени затвердевания.
Несмотря на то, что эти технологии являются эффективными и успешно используются, при попытке применения технологии последовательного затвердевания с одним или большим количеством сплавов, которые имеют высокие коэффициенты сжатия после затвердевания и охлаждения, могут возникнуть затруднения. В частности, когда такой металл применяется в качестве внутреннего слоя, образующего основу для наружного слоя из другого металла, обнаруживается, что внутренний слой может иметь тенденцию к срезанию наружного слоя (или к проявлению ослабленного сцепления) во время операции литья, в особенности на крайних концах прямоугольного слитка, отливаемого в виде слоистой конструкции, и особенно во время первоначальной стадии образования слитка.
Известно, что добавление других элементов в чистый алюминий в большей или меньшей степени изменяет его. Некоторые элементы увеличивают коэффициент сжатия, в то время как другие элементы его уменьшают. Такие элементы, как магний и цинк, увеличивают коэффициент, по сравнению с чистым алюминием, тогда как такие элементы, как медь, железо, кремний и никель, уменьшают коэффициент. Степень изменения коэффициента обычно изменяется приблизительно линейным образом, в зависимости от процентного содержания элемента, добавленного в алюминий.
Хотя трудности, о которых упоминалось выше, могут возникнуть со всеми последовательно отливаемыми металлическими конструкциями, они все же становятся более ощутимыми в случае, когда внутренний слой изготавливается из алюминиевого сплава, который имеет высокий коэффициент сжатия, и особенно, если коэффициент сжатия у сплава больше, чем у самого алюминия, в частности у алюминиевого сплава, содержащего магний и/или цинк, особенно, когда такие элементы содержатся в относительно высоких концентрациях, например Мg, в количествах, больших, чем приблизительно 2,5 вес.%. Однако с подобного рода проблемами можно столкнуться и тогда, когда коэффициент сжатия металла одного из слоев не слишком высок, но существует большая разница между коэффициентами двух примыкающих слоев, например, в случае сплава, содержащего значительные количества никеля в одном слое, и сплава, содержащего медь в примыкающем слое. Несмотря на то, что оба эти элемента вызывают уменьшение коэффициента, по сравнению с чистым алюминием никель оказывает гораздо большее отрицательное влияние на коэффициент, нежели медь, так что, в зависимости от относительных концентраций этих элементов, разница в соответствующих коэффициентах может быть довольно значительной.
Таким образом, при совместном литье таких металлов имеется потребность в усовершенствованном литейном оборудовании и технологиях литья.
Раскрытие изобретения
В одном из аспектов изобретение предлагает устройство для литья композитного металлического слитка. Устройство включает в себя по существу прямоугольную полость литейной формы с открытым концом, имеющую участок входной стороны, отверстие стороны выгрузки и перемещаемый нижний блок, выполненный с возможностью прилегания к стороне выгрузки и перемещения в осевом направлении литейной формы во время литья. Устройство также имеет, по меньшей мере, одну охлаждаемую разделительную стенку на участке входной стороны литейной формы, заканчивающуюся над отверстием стороны выгрузки, для разделения участка входной стороны, по меньшей мере, на две подающие камеры, и средство подачи металла для внутреннего слоя в одну из подающих камер, а также, по меньшей мере, одно средство подачи другого металла, по меньшей мере, для одного наружного слоя в другую подающую камеру. Разделительная стенка или каждая разделительная стенка имеет поверхность контакта с металлом, контактирующую с металлом, по меньшей мере, для одного наружного слоя, которая расположена под углом к вертикали с наклоном от металла для наружного слоя по направлению вниз, при этом указанный угол увеличивается в областях, по меньшей мере, одной разделительной стенки, отстоящих от ее центрального участка по направлению к каждому из продольных концов разделительной стенки.
В другом аспекте изобретение предлагает способ литья композитного слитка. Способ включает в себя обеспечение устройства для литья композитного металлического слитка, содержащего по существу прямоугольную полость литейной формы с открытым концом, имеющую участок входной стороны, отверстие стороны выгрузки, перемещаемый нижний блок, выполненный с возможностью прилегания к стороне выгрузки и перемещения в осевом направлении литейной формы во время литья, и, по меньшей мере, одну охлаждаемую разделительную стенку на участке входной стороны литейной формы, заканчивающуюся над отверстием стороны выгрузки, для разделения участка входной стороны, по меньшей мере, на две подающие камеры для литья внутреннего слоя и, по меньшей мере, одного наружного слоя, причем, по меньшей мере, одна разделительная стенка имеет поверхность контакта с металлом, контактирующую с металлом, вводимым, по меньшей мере, для одного наружного слоя. Эта поверхность расположена под углом к вертикали с наклоном от металла для наружного слоя по направлению вниз, при этом указанный угол увеличивается в областях, расположенных вблизи каждого из продольных концов указанной стенки. Кроме того, способ включает в себя подачу металла для внутреннего слоя в одну из, по меньшей мере, двух подающих камер; подачу другого металла, по меньшей мере, для одного наружного слоя, по меньшей мере, в одну другую подающую камеру; и перемещение нижнего блока в осевом направлении литейной формы для обеспечения возможности выхода слитка из отверстия стороны выгрузки указанного устройства.
В еще одном аспекте изобретение предлагает способ литья внутреннего слоя из одного металла и, по меньшей мере, одного металлического плакирующего слоя из другого металла, реализуемый в устройстве для литья с прямым охлаждением, которое имеет, по меньшей мере, одну разделительную стенку, образующую, по меньшей мере, две подающие камеры в указанном устройстве, причем металл для внутреннего слоя имеет более высокий коэффициент сжатия, чем металл указанного, по меньшей мере, одного наружного слоя, включающий расположение указанной, по меньшей мере, одной разделительной стенки под углом к вертикали для контактирования с металлом, и при этом с наклоном по направлению вниз от металла, подаваемого для, по меньшей мере, одного наружного слоя, причем указанный угол увеличивают в областях, расположенных вблизи каждого из продольных концов разделительной стенки (приближающихся к продольным концам разделительной стенки.
Следует понимать, что термин "прямоугольный" в том значении, которое используется в настоящем описании, включает в себя и термин "квадратный".
Краткое описание чертежей
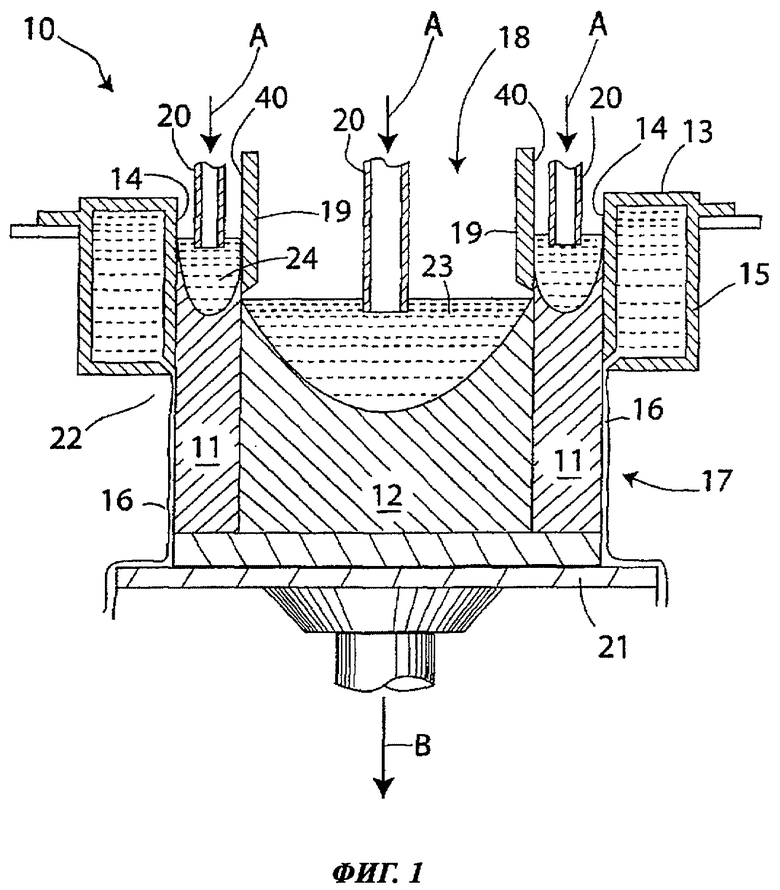
Фиг.1 представляет вид спереди в частичном вертикальном поперечном сечении устройства для литья, имеющего одну разделительную стенку;
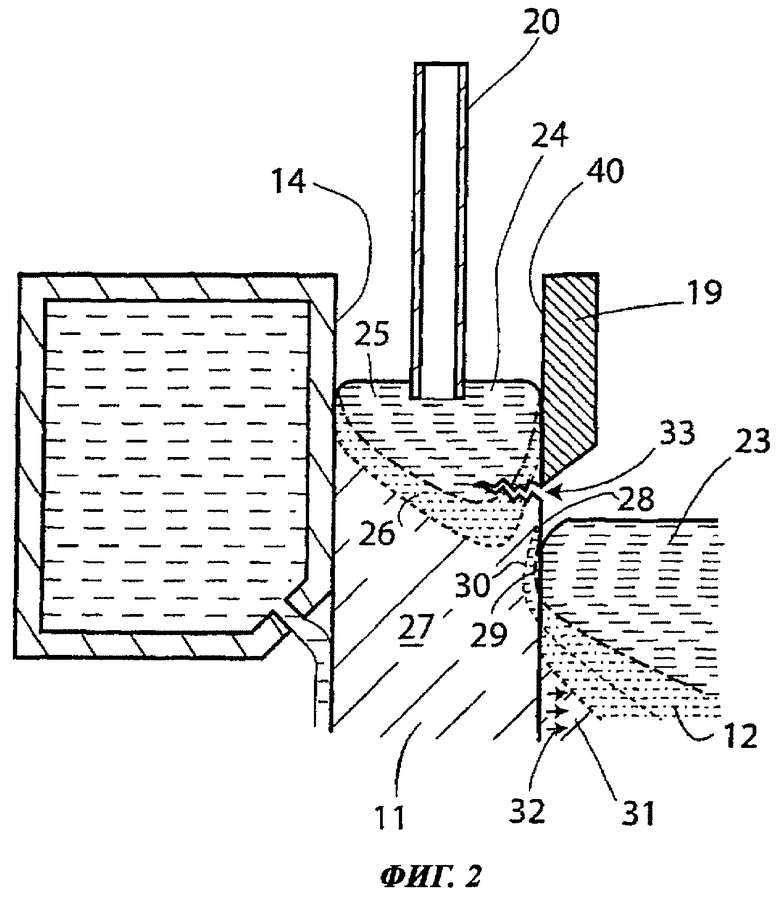
Фиг.2 представляет схематическую иллюстрацию области контакта между металлическими сплавами в устройстве по Фиг.1;
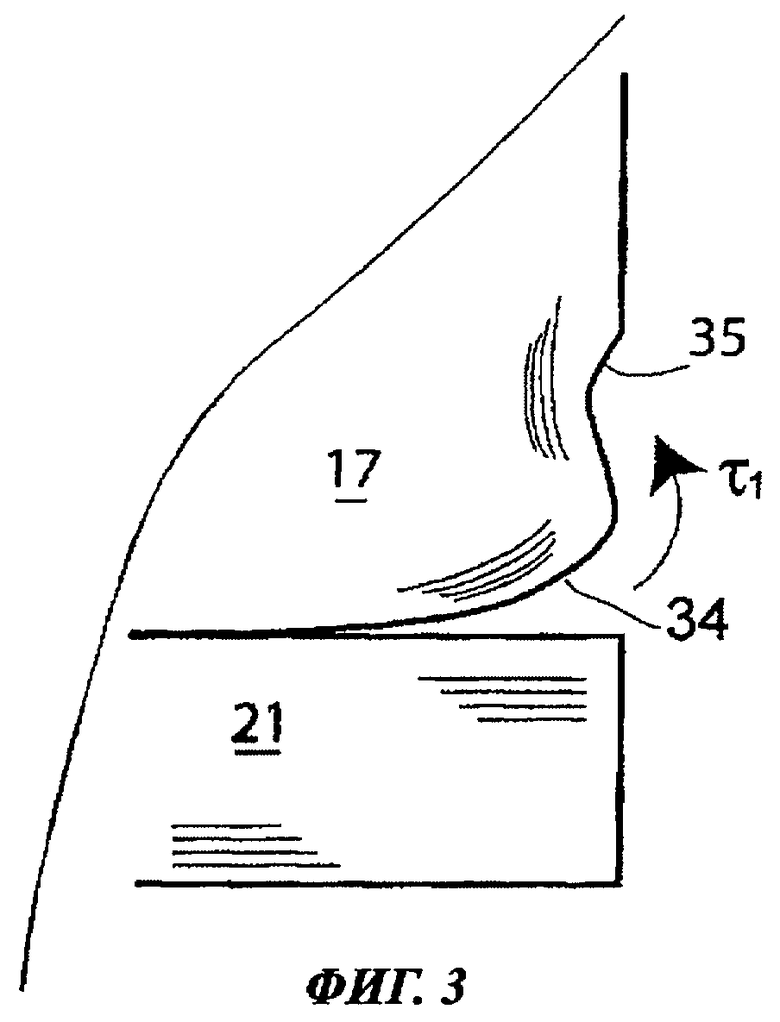
Фиг.3 представляет вид спереди части устройства по Фиг.1, показывающего пример торцевого закручивания, имеющего место во время литья слитка;
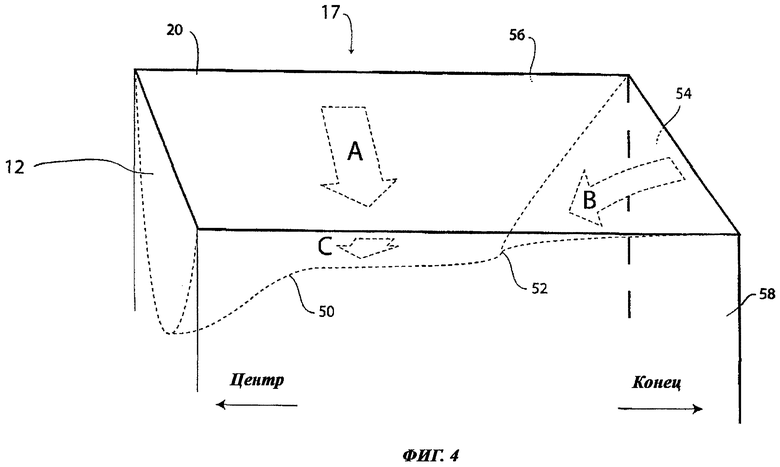
Фиг.4 представляет трехмерное изображение концевой части внутреннего слоя во время литья, показывающее линии затвердевания металла и сжимающие силы;
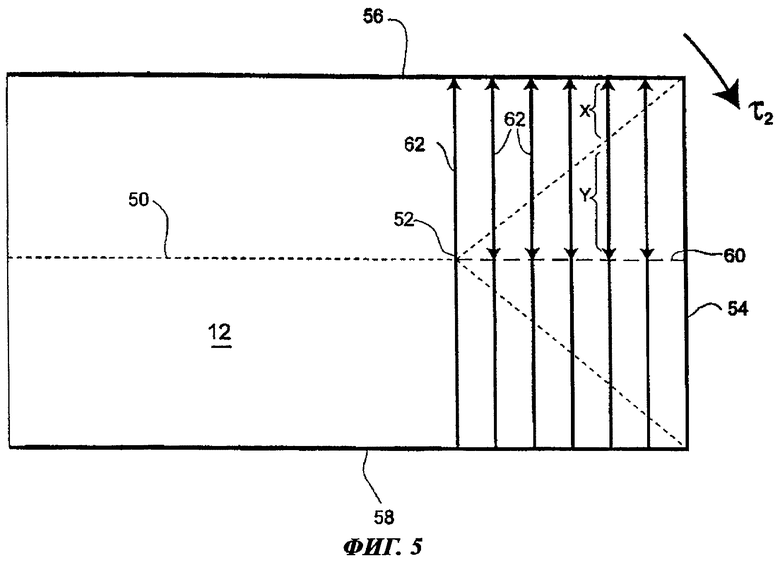
Фиг.5 представляет вид в плане концевой части внутреннего слоя по Фиг.4, показывающий действующие на металл силы;
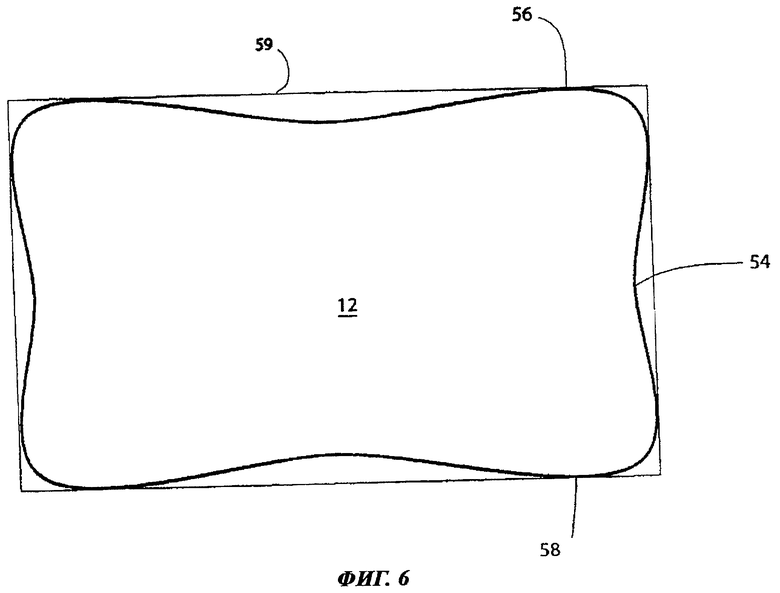
Фиг.6 представляет вид в плане внутреннего слоя (стержневого слитка) по Фиг.4, показывающий в увеличенном виде деформации идеально прямоугольной формы, вызванные действующими на металл силами;
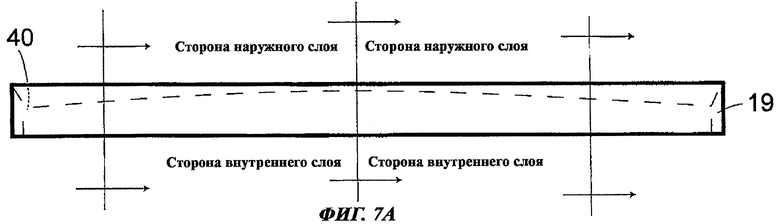
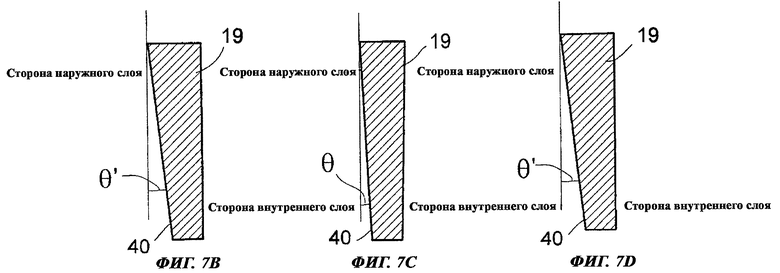
Фигуры с 7А по 7D представляют собой чертежи, иллюстрирующие один вид разделительной стенки, используемой в устройстве по Фиг.9, в виде перспективных и наглядных поперечных сечений;
Фиг.8 представляет альтернативный пример осуществления разделительной стенки, соответствующей настоящему изобретению; и
Фиг.9 представляет вертикальное поперечное сечение устройства для литья, имеющего конфигурацию, соответствующую одному примеру осуществления настоящего изобретения.
Осуществление изобретения
В настоящем изобретении может применяться устройство для литья типа, который описывается, например, в патентном документе США №2005/0011630 на имя Андерсона и др., опубликованном 20 января 2005 г., раскрытие которого включается в настоящую заявку путем ссылки. Это устройство позволяет отливать металлы путем последовательного затвердевания так, чтобы сформировать, по меньшей мере, один наружный слой (например, плакирующий слой) на внутреннем слое (например, стержневом слитке). Изобретение также расширяет технологии, раскрываемые в выданном г. Вагстаффу патенте США №6,260,602, раскрытие которого также включается в настоящую заявку путем ссылки.
Необходимо пояснить, что термины "наружный" и "внутренний" используются в настоящей заявке довольно свободно. Например, в двухслойной конструкции, строго говоря, не может быть какого-то наружного слоя или внутреннего слоя, однако, наружным слоем считается тот слой, который обычно подвергается воздействию атмосферы, погодных условий или будет виден после изготовления в виде готового изделия. Кроме того, "наружный " слой часто бывает тоньше, нежели "внутренний" слой (обычно, значительно тоньше) и, таким образом, предусматривается в качестве тонкого покрывающего или плакирующего слоя на нижерасположенном "внутреннем" слое или стержневом слитке. В случае, если слитки предназначены для горячей и/или холодной прокатки с целью формовки листовых изделий, часто бывает желательно плакировать обе главные (прокатываемые) стороны слитка, и в этом случае имеют место точно распознаваемые "внутренний" и "наружный" слои. При таких обстоятельствах внутренний слой часто называют "стержневым" или «стержневым слитком», а наружные слои часто называют "плакированием" или "плакирующими слоями".
Фиг.1 показывает вариант устройства 10 Андерсона и др., используемого для литья наружного слоя 11 на обеих главных поверхностях (прокатываемых сторонах) прямоугольного внутреннего слоя или стержневого слитка 12. Следует заметить, что в этом варианте устройства сначала во время литья затвердевают (по меньшей мере, частично) плакирующие слои, а затем в контакте с другими слоями отливается стержневой слой. Такая система является типичной при литье сплава, имеющего высокий коэффициент сжатия (например, высоколегированного магниевого сплава), в виде стержневого слитка 12. Устройство включает в себя прямоугольную литейную форму 13 в сборе, которая имеет стенки 14 формы, образующие часть водяной рубашки 15, из которой поток 16 охлаждающей воды распределяется на выходящий слиток 17. Слитки, отливаемые таким способом, как правило, имеют прямоугольное поперечное сечение и габариты до 178 см на 89 см (70 дюймов на 35 дюймов). Обычно они используются для прокатки в плакированный лист, например в лист, плакированный твердым припоем на прокатном стане с использованием обычных технологий горячей и холодной прокатки.
Участок входной стороны 18 литейной формы разделяется разделительными стенками 19 (которые иногда называют "охладителями" или "охлаждающими стенками") на три подающих камеры, по одной на каждый слой конструкции слитка. Разделительные стенки 19, которые, в целях получения хорошей теплопроводности, часто изготавливают из меди, поддерживаются в холодном состоянии с помощью охлаждающего оборудования (не показано), охлаждаемого водой и контактирующего с разделительными стенками над уровнями расплавленного металла. Вследствие этого, разделительные стенки охлаждают и вызывают затвердевание (кристаллизацию) расплавленного металла, входящего с ними в контакт. Как показано стрелками А, в каждую из трех камер посредством отдельного сопла 20 подачи расплавленного металла, которое оборудовано регулируемым дросселем (не показан), подается расплавленный металл до желаемого уровня. Металл, выбираемый для наружных слоев 11, обычно отличается от металла стержня 12 (в этом примере осуществления последний является металлом, который имеет высокий коэффициент сжатия). Перемещаемый в вертикальном направлении агрегат нижнего блока 21 вначале закрывает открытый нижний конец 22 литейной формы, а затем опускается во время литья (как показано стрелкой В), поддерживая зарождающийся композитный слиток в то время, как он выходит из литейной формы.
Фиг.2 представляет собой увеличенное изображение области устройства по Фиг.1, примыкающей клевой разделительной стенке 19, где расплавленный металл 23 стержневого слоя 12 и расплавленный металл 24 левого плакирующего слоя 11 входят во взаимный контакт в литейной форме. Металлические сплавы при охлаждении с переходом из жидкого состояния в твердое проходят через промежуточное полутвердое или "мягкое" состояние, при котором температура металла находится между температурой жидкой фазы металла (температурой ликвидуса) и температурой перехода металла в твердое состояние (температурой солидуса). Металл 24, образующий плакирующий слой 11, имеет область сборника 25 расплавленного металла, полутвердую или мягкую зону 26 (обычно под сборником расплавленного металла) и полностью твердую область 27 (обычно под мягкой зоной, оконтуренные показанным образом, вследствие охлаждающего воздействия стенки 14 литейной формы и разделительной стенки 19. Внутренняя поверхность 28 плакирующего слоя 11 непосредственно под охлаждающей разделительной стенкой 19 является твердой, однако оболочка твердого металла довольно тонкая, поскольку она окружает мягкую зону 26 и сборник 25 расплавленного металла. Эта поверхность имеет контакт с расплавленным металлом 23 стержневого слоя 12 несколько ниже нижнего конца разделительной стенки, и жар от расплавленного металла снова расплавляет участок твердой поверхности 28 плакирующего слоя в мелкой области 29 оболочки. Это повторное расплавление обеспечивает хорошее сцепление между слоями на границе во время их затвердевания. Ниже этой области 29 температура металла стержневого слоя падает ниже его температуры ликвидуса, и еще дальше вниз формируется мягкая зона 30 с твердым металлом 31. Однако, поскольку металл стержневого слоя становится полностью твердым, то, вследствие своего высокого коэффициента сжатия, он сильно сжимается в направлении стрелок 32, т.е. внутрь, в направлении центра слитка. Из-за этого металл плакирующего слоя 11 стягивается вместе с металлом стержневого слоя, вследствие чего вся внутренняя поверхность 28 плакирующего слоя тянется внутрь. Перемещение плакирующего слоя в этом направлении сдерживается на его верхнем конце из-за контакта с разделительной стенкой 19, и металл плакирующего слоя может образовать излом 33, примыкающий к нижнему концу разделительной стенки, как это показано на Фиг.2. Если такой излом образуется, то операцию литья необходимо прекратить, так как расплавленный металл стержневого слоя и плакирующего слоя смешиваются, и поверхность раздела уже не будет неповрежденной.
Образование излома такого рода наиболее вероятно во время ранней стадии формирования слитка, т.е. во время выхода первых 12-30 дюймов слитка из литейной формы. Это связано с дополнительными усилиями (напряжениями), которые в это время прикладываются к слитку из-за хорошо известного явления «торцевого закручивания», с которым сталкиваются в начале процесса литья. Это явление проиллюстрировано в упрощенном и увеличенном схематическом виде на Фиг.3, которая показывает область низа выходящего слитка 17 на одном его продольном конце при взгляде на одну из плакируемых сторон. На самом низу 34 слитка металл контактирует с нижним блоком 21, который имеет значительную теплоемкость и поэтому быстро охлаждает слиток на его нижнем конце. Следовательно, в этой области слиток охлаждается как снизу, так и с боков (с помощью первичного охлаждения от охлажденных поверхностей литейной формы и вторичного охлаждения от водяного спрыска или струи 16, контактирующей со слитком непосредственно под литейной формой). По мере своего дальнейшего выхода и увеличения в длину, охлаждающее влияние нижнего блока из-за увеличенного расстояния уменьшается и в дальнейшем охлаждение происходит, в первую очередь, с боков слитка. Комбинация охлаждения снизу с охлаждением боков создает начальную область закручивания слитка в изображенном виде. Нижние концы слитка испытывают влияние вращающего момента τ1, который поднимает углы слитка и заставляет стенку слитка в точке, обозначенной номером 35, выгибаться внутрь. Следует отметить, что результирующее вертикальное усилие, приложенное к слитку в этих местах, в сочетании с горизонтальным усилием, приложенным вследствие сжатия стержневого металла, может существенно увеличить риск излома плакирующих слоев.
Кроме того, обычно случается так, что начальная стадия литья осуществляется с большей скоростью, нежели литье, которое происходит после начальной стадии. Это может вызвать появление более глубоких сборников расплавленного металла в различных слоях, что, в свою очередь, увеличивает сжимающую силу, создаваемую стержневым металлом (силы, как это объяснено ниже, создаваемой вдоль поверхности затвердевания). И по этой причине возникновение излома более вероятно во время начальной стадии литья, нежели в ходе дальнейшего процесса.
Наряду с большей вероятностью появления излома на начальной стадии литья, показанный излом, или разрушение металла, оказывается более вероятным в области продольных концов слитка, нежели в центре слитка. Причину этого явления можно объяснить следующим образом. Фиг.4 является схемой, представляющей один продольный конец прямоугольного слитка 17 (для простоты показывающей только внутренний слой 12), так как он отливается в устройстве типа, который изображен на Фиг.1. Пунктирная линия 50 представляет собой линию перехода из жидкого состояния в твердое состояние внутри слитка - так называемую линию термической конвергенции (более точно именуемую поверхностью). Можно заметить, что линия проходит довольно глубоко в направлении продольного центра слитка, где металл находится рядом с подающим соплом 20 для расплавленного металла (Фиг.1), и становится более мелкой и плоской в направлении крайнего продольного конца слитка. Однако в точке 52 линия термической конвергенции раздваивается и проходит вверх к каждому углу слитка. Это связано с охлаждением, которое происходит от торцевой поверхности 54 слитка, а также от боковых поверхностей 56 и 58. По мере затвердевания по линии термической конвергенции параллельно поверхностям затвердевания происходит сжатие, что показано стрелками А, В и С. В местах слитка, расположенных по отношению к центру ближе, чем точка раздвоения 52, слиток охлаждается и, таким образом, сжимается обычно одинаково от каждой боковой поверхности, однако по другую сторону от точки раздвоения, в направлении конца слитка, охлаждение (потеря тепла) и сжатие от торцевой поверхности 54 по мере приближения торцевой поверхности становится более ощутимым. Это заставляет слиток закручиваться или вращаться в сторону концов боковых поверхностей, как это в дальнейшем поясняется более подробно.
Силы, действующие на верхний конец слитка, показаны на Фиг.5. В части слитка, находящейся по другую сторону от точки 52 раздвоения в направлении торцевой поверхности 54 слитка, верх слитка находится под воздействием сил (изображенных двунаправленными стрелками 62), действующих как наружу - от центральной линии 60 в направлении боковой поверхности, например боковой поверхности 56 (силы X), и сил, действующих внутрь - в направлении центральной линии 60 (силы Y). По мере приближения торцевой поверхности направленная наружу сила Х становится все меньше и меньше, чем направленная внутрь сила Y, поскольку изменение в направлении силы происходит вдоль раздвоений линии 50 термической конвергенции. Это вызывает скручивающее вращение, или вращающий момент τ2 (как это показано на Фиг.5), который действует на угол слитка и стремится, таким образом, повернуть угол в направлении к центру более короткой торцевой поверхности 54. В результате слиток принимает форму, проиллюстрированную в значительно увеличенном виде на Фиг.6, сопоставляемую с прямоугольной «идеальной» формой 59. Можно заметить, что наружные поверхности 56 и 58, соответственно, закручиваются внутрь на крайних концах слитка, и считается, что это закручивание увеличивает усилия, действующие на плакирующих слоях, и увеличивает тенденцию слоев к их отделению в этой области по мере того, как осуществляется литье слитка. По объясненным ранее причинам, наружный металлический слой (не показан), поскольку он контактирует с внутренним слоем или слитком, не может беспрепятственно повторять этот поворот внутрь, поскольку он сдерживается разделительной стенкой 19. Следовательно, вероятность излома в концевых областях увеличивается.
Примеры осуществления изобретения преодолевают эту проблему с помощью расположения разделительных стенок 19 с обеспечением наклона или углового положения поверхности 40, которая контактирует с металлом плакирующего слоя (слоев), и увеличения угла наклона (уклона поверхности) разделительных стенок в областях между центром и продольными концами слитка с тем, чтобы воспринять как усадку слитка, так и дополнительные силы, создаваемые закручиванием торца и поворотом внутрь стержневого слитка на его продольных концах. Например, в устройстве для литья по Фиг.1 разделительная стенка 19 может быть расположена с наклоном или под углом к вертикали, который, предпочтительно, находится в диапазоне от 0° до 2°, но еще более предпочтительно, от 1° до 2°. Это означает, что поверхность 40 разделительной стенки 19, которая контактирует и сдерживает металл наружного, или плакирующего слоя, имеет уклон внутрь, в сторону стержневого слоя, в направлении от верха к низу разделительной стенки. Более того, угол наклона разделительной стенки увеличивается на продольных концах литейной формы, например, от 3° до 7°, или более предпочтительно, от 3° до 4° для слитка, имеющего обычный размер. Выбираемые углы могут зависеть от коэффициента сжатия металла внутреннего слоя (как правило, чем больше коэффициент, тем выше должен быть требуемый угол наклона как в центре, так и на продольных концах). Для сравнения, при литье монолитного слитка металла, который не имеет высокого коэффициента сжатия, угол наклона разделительной стенки может быть приблизительно 1,5° и будет оставаться одинаковым по всей длине разделительной стенки.
Увеличение наклона разделительных стенок в направлении своих соответствующих концов схематически проиллюстрировано на Фигурах 7А-7D, на которых угол наклона в центре выражен углом θ, а угол наклона на продольных концах выражен углом θ'. Угол θ' на концах, предпочтительно, равен, по меньшей мере, двум углам θ в центре, но он может зависеть от конкретно используемых сплавов. Любая степень увеличения угла наклона в направлении концов разделительной стенки обычно считается полезной, но предпочтительное удвоение или еще большее увеличение предоставляет значительные преимущества. Наиболее предпочтительный угол для любого конкретного набора обстоятельств легко может быть определен эмпирическим путем посредством выполнения тестовых литейных операций с использованием различных углов и наблюдением за результатами. В отличие от расположения под углом разделительных стенок, стенка 14 литейной формы может быть вертикальной или может сама иметь наклон, т.е. уклон в направлении низа литейной формы (в этом случае угол наклона, как правило, будет приблизительно составлять до 1°). Однако, если подобного рода наклон используется для стенки 14 литейной формы, то он обычно сохраняется неизменным по всей длине литейной формы.
Увеличение угла наклона поверхности 40 разделительной стенки 19 может происходить постепенно и линейно по длине разделительной стенки от центра к продольным концам на каждой продольной стороне. Однако не всегда есть необходимость увеличивать угол наклона таким способом. Установлено, что в области разделительной стенки от центра литейной формы к точке, находящейся на одной линии с началом раздвоения 52 внутри слитка, может потребоваться лишь небольшое или нулевое увеличение угла наклона. Следовательно, угол наклона может оставаться постоянным на удлиненном центральном участке, а затем может увеличиваться на концевых участках, отстоящих вдоль разделительной стенки от центра литейной формы. На концевых участках увеличение может происходить постепенно, что более предпочтительно, или же угол наклона может увеличиваться быстро до максимального угла наклона на каком-то коротком расстоянии в начале участка, а затем оставаться постоянным на всем остальном участке до концов разделительной стенки. В качестве общего приближения в примерах осуществления изобретения, места, в которых угол наклона начинает увеличиваться на каждой стороне от центра, могут быть приняты как четвертные точки длины слитка. Другими словами, центральный участок постоянного (минимального) наклона проходит вдоль центральной области (вторая и третья четверти) приблизительно до четвертной и трехчетвертной точек вдоль разделительной стенки, а далее угол наклона в более удаленных первой и четвертой четвертях увеличивается. Разделительная стенка, наклоненная таким образом, показана на Фиг.8.
Наряду с возможностью наклона под углом, увеличивающимся по длине стенки, разделительная стенка 19 может быть выгнута наружу (так, как это показано на Фиг.7 в патентной публикации США 2005/0011630), чтобы воспринять сжатие длинных боковых сторон 56 и 58 слитка во время охлаждения и затвердевания. Благодаря этому будет компенсироваться "выгибание внутрь" этих сторон, как это показано на Фиг.6, и будут создаваться боковые поверхности, более близкие к идеальной плоской форме, которая желательна для прокатки в листовые изделия.
Фиг.9 представляет собой изображение, сходное с Фиг.1, и показывает устройство для литья, соответствующее одному примеру осуществления изобретения. Фигура разделена в вертикальном направлении через центр устройства для литья. Правая сторона показывает устройство в вертикальном поперечном сечении в продольной центральной точке слитка, а левая сторона показывает литейную форму в месте, которое направлено к одному продольному торцу слитка. Указана точка 52 термического раздвоения, однако, левая сторона чертежа, на самом деле, показана так, как она будет вырисовываться немного за этой точкой, еще дальше в направлении конца слитка. Две половины чертежа показывают различные углы (θ и θ') разделительных стенок 19 в этих различных местах, а также изменение по высоте центральной точки затвердевания металла внутреннего слоя в этих точках. Можно заметить, что угол наклона θ' в сторону конца слитка намного больше, чем в центре (угол θ).
В настоящем изобретении сплав, используемый для литья внутреннего слоя, может представлять собой металл, имеющий высокий коэффициент сжатия, например алюминиевый сплав с высоким содержанием Мg или с высоким содержанием Zn, например, алюминиевый сплав, содержащий, по меньшей мере, 2,5 вес.% Мg, более предпочтительно, от 2,5 до 15 вес.%, а еще более предпочтительно, от 2,5 до 9 вес.%, и даже еще более предпочтительно, от 2,5 до 7 вес.% Мg. Варианты подходящих сплавов обычно выбираются из серии АА5ххх и включают в себя сплавы АА 5083, 5086, 5454, 5182 и 5754.
Сплавом, используемым для плакирующего слоя, может быть сплав, который не имеет высокого коэффициента сжатия, например алюминиевый сплав, который вообще не содержит никакого Мg или Zn, или же сплав, который не имеет очень высокой концентрации Мg или Zn, например алюминиевый сплав, содержащий от 2 до 3 вес.% Мg или менее.
Однако следует отметить, что изобретение полезно и в тех случаях, когда имеется существенная разница в коэффициентах сжатия металлов внутреннего и наружного слоев, даже если сами металлы не имеют особенно высоких коэффициентов термического сжатия, поскольку такие комбинации всегда могут обнаруживать тенденцию к отделению слоя. Для целей изобретения, разница в коэффициентах сжатия считается значительной, если она достаточно велика для того, чтобы приводить к возникновению отделения слоя.

Изобретение предназначено для получения композиционных слитков методом литья с прямым охлаждением. Устройство содержит литейную прямоугольную форму 13, имеющую стенки 14 и охлаждаемую рубашку 15. Из рубашки поток 16 охлаждающей жидкости подается на выходящий из формы слиток 17. С входной стороны литейная форма разделена стенками 19 на три камеры, в которых формируются внутренний слой 12 и, по меньшей мере, один наружный слой 11. Металл внутреннего слоя может иметь более высокий коэффициент сжатия, чем металл наружного плакирующего слоя. Поверхность 40 разделительной стенки 19, контактирующую с металлом, располагают под углом с наклоном от металла для наружного слоя по направлению вниз. Угол наклона увеличивается в областях, отстоящих от центрального участка стенки и расположенных вблизи каждого из ее продольных концов. Обеспечивается повышение качества слитка за счет устранения дефекта «излома». 3 н. и 11 з.п. ф-лы, 9 ил.
1. Устройство для литья композитного металлического слитка, содержащее, по существу, прямоугольную полость литейной формы с открытым концом, имеющую участок входной стороны, отверстие стороны выгрузки и перемещаемый нижний блок, выполненный с возможностью прилегания к стороне выгрузки и перемещения в осевом направлении литейной формы во время литья, по меньшей мере, одну охлаждаемую разделительную стенку на участке входной стороны литейной формы, заканчивающуюся над отверстием стороны выгрузки, для разделения участка входной стороны, по меньшей мере, на две подающие камеры, средство подачи металла для внутреннего слоя в одну из, по меньшей мере, двух подающих камер и, по меньшей мере, одно средство подачи другого металла, по меньшей мере, для одного наружного слоя, по меньшей мере, в одну другую подающую камеру, причем, по меньшей мере, одна охлаждаемая разделительная стенка имеет поверхность контакта с металлом, контактирующую с металлом, по меньшей мере, для одного наружного слоя, которая расположена под углом к вертикали с наклоном от металла для наружного слоя по направлению вниз, при этом указанный угол увеличивается в областях, по меньшей мере, одной разделительной стенки, расположенных вблизи каждого из ее продольных концов.
2. Устройство по п.1, отличающееся тем, что, по меньшей мере, одно средство подачи другого металла, по меньшей мере, для одного наружного слоя установлено с возможностью введения указанного металла для наружного слоя в литейную форму в области указанной литейной формы, расположенной выше, чем средство подачи металла для внутреннего слоя.
3. Устройство по п.1, отличающееся тем, что величина указанного угла, по меньшей мере, одной разделительной стенки на указанных продольных концах равна, по меньшей мере, удвоенной величине указанного угла в ее центре.
4. Устройство по п.1, отличающееся тем, что указанный угол, по меньшей мере, одной разделительной стенки составляет, по меньшей мере, 3° на продольных концах и не более чем 2° в ее центре.
5. Устройство по п.1, отличающееся тем, что указанный угол, по меньшей мере, одной разделительной стенки находится в диапазоне от 3 до 7° на продольных концах и в диапазоне от 1 до 2° в ее центре.
6. Устройство по п.1, отличающееся тем, что разделительная стенка имеет удлиненный центральный участок, причем указанный угол остается постоянным в пределах указанного центрального участка и увеличивается за его пределами.
7. Устройство по п.1, отличающееся тем, что включает в себя подвод расплавленного металла, имеющего более высокий коэффициент сжатия, чем у чистого алюминия, соединенный со средством подачи металла для внутреннего слоя.
8. Устройство по п.7, отличающееся тем, что подвод расплавленного металла представляет собой подвод алюминиево-магниевого сплава, содержащего, по меньшей мере, 2,5 вес.% Mg.
9. Устройство по п.1, отличающееся тем, что включает в себя подвод расплавленного металла, соединенный со средством подачи, по меньшей мере, одного другого металла, причем указанный расплавленный металл представляет собой металл, имеющий более низкий коэффициент сжатия, чем у указанного металла, подаваемого во внутренний слой.
10. Способ литья композитного металлического слитка, содержащий следующие шаги:
обеспечение устройства для литья композитного металлического слитка, содержащего, по существу, прямоугольную полость литейной формы с открытым концом, имеющую участок входной стороны, отверстие стороны выгрузки, перемещаемый нижний блок, выполненный с возможностью прилегания к стороне выгрузки и перемещения в осевом направлении литейной формы во время литья, и, по меньшей мере, одну охлаждаемую разделительную стенку на участке входной стороны литейной формы, заканчивающуюся над отверстием стороны выгрузки, для разделения участка входной стороны, по меньшей мере, на две подающие камеры для литья внутреннего слоя и, по меньшей мере, одного наружного слоя, причем, по меньшей мере, одна охлаждаемая разделительная стенка имеет поверхность контакта с металлом, контактирующую с металлом, вводимым, по меньшей мере, для одного наружного слоя, которая расположена под углом к вертикали с наклоном от металла для наружного слоя по направлению вниз, при этом указанный угол увеличивается в областях, по меньшей мере, одной разделительной стенки, отстоящих от ее центрального участка по направлению к каждому из продольных концов разделительной стенки;
подачу металла для внутреннего слоя в одну из, по меньшей мере, двух подающих камер;
подачу другого металла, по меньшей мере, для одного наружного слоя, по меньшей мере, в одну другую подающую камеру и
перемещение нижнего блока в осевом направлении литейной формы для обеспечения возможности выхода слитка из отверстия стороны выгрузки указанного устройства.
11. Способ по п.10, отличающийся тем, что металл для внутреннего слоя представляет собой металл, имеющий более высокий коэффициент сжатия, чем у чистого алюминия.
12. Способ по п.10, отличающийся тем, что металл для внутреннего слоя и металл для, по меньшей мере, одного наружного слоя имеют существенную разницу в соответствующих коэффициентах сжатия.
13. Способ по п.10, отличающийся тем, что указанный другой металл, по меньшей мере, для одного наружного слоя вводят в литейную форму в области, расположенной выше, чем область, выбранная для введения металла для внутреннего слоя.
14. Способ литья внутреннего слоя из одного металла и, по меньшей мере, одного металлического плакирующего слоя из другого металла, реализуемый в устройстве для литья с прямым охлаждением, которое имеет, по меньшей мере, одну разделительную стенку, образующую, по меньшей мере, две подающие камеры в указанном устройстве, причем металл для внутреннего слоя имеет более высокий коэффициент сжатия, чем металл указанного, по меньшей мере, одного наружного слоя, включающий расположение указанной, по меньшей мере, одной разделительной стенки под углом к вертикали для контактирования с металлом и при этом с наклоном по направлению вниз от металла, подаваемого для, по меньшей мере, одного наружного слоя, причем указанный угол увеличивают в областях, отстоящих от центрального участка, по меньшей мере, одной разделительной стенки по направлению к ее продольным концам.
| US 20050011630 А1, 20.01.2005 | |||
| Кристаллизатор для непрерывноголиТья плАКиРОВАННыХ СлиТКОВ | 1978 |
|
SU799906A1 |
| US 4567936 A, 04.02.1986 | |||
| RU 2004115623 A1, 20.05.2005 | |||
| US 6260602 B1, 17.07.2001. | |||

