УРОВЕНЬ ТЕХНИКИ
Область техники, к которой относится изобретение
Настоящее изобретение относится, в основном, к обработке печатных изделий и более конкретно к способу и системе для обработки печатных изделий, таких как книги и их части.
Описание уровня техники
Известные системы для обработки печатных изделий содержат несколько станций обработки, которые размещены одна за другой по заданной линии обработки. Изделия, предназначенные для обработки, транспортируют по линии обработки, обрабатывают на различных станциях обработки и в завершении удаляют с линии обработки в местоположении выемки. Обычный пример системы этого вида раскрыт в опубликованной заявке на патент США US 2002/0061238 А1, которая представляет устройство для производства книг.
В системах этого вида со станциями обработки, размещенными стационарно по предварительно определенной линии обработки (так называемых "системах поточной обработки"), этапы обработки должны выполняться в последовательном предварительно определенном порядке, определенном размещением станций обработки относительно друг друга.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Согласно первому аспекту настоящего изобретения, печатное изделие загружают в первое местоположение загрузки передаточной станции, затем транспортируют в любой последовательности из передаточной станции в одну из нескольких станций обработки, подсоединенных к передаточной станции, и обрабатывают в соответствующей станции обработки. После завершения этапа обработки на одной из станций обработки обработанное печатное изделие транспортируют обратно в передаточную станцию.
Согласно дополнительному варианту осуществления настоящего изобретения печатное изделие, загруженное в первое местоположение загрузки передаточной станции, перемещают в пределах передаточной станции в первое местоположение выдачи передаточной станции. Из этого первого местоположения выдачи печатное изделие транспортируют в первую станцию обработки, подсоединенную к передаточной станции. Печатное изделие обрабатывают на этой первой станции обработки. После обработки на этой первой станции обработки печатное изделие транспортируют обратно в первое местоположение приема передаточной станции. Затем обработанное печатное изделие перемещают в пределах передаточной станции в первое местоположение выемки передаточной станции и наконец удаляют из передаточной станции в первом местоположении выемки.
Предпочтительно обработанное печатное изделие, загруженное в первое местоположение приема передаточной станции, последовательно транспортируют в дополнительные станции обработки, подсоединенные к передаточной станции, и обрабатывают на этих дополнительных станциях обработки. После завершения этапа обработки на одной из станций обработки обработанное печатное изделие транспортируют обратно в передаточную станцию.
В еще одном дополнительном варианте осуществления печатное изделие временно складируют или накапливают в передаточной станции между различными этапами обработки, выполняемыми на дополнительных станциях обработки.
Согласно дополнительному аспекту настоящего изобретения система для обработки печатных изделий содержит передаточную станцию, которая обеспечена по меньшей мере первым местоположением загрузки для загрузки печатных изделий в передаточную станцию, по меньшей мере первое местоположение выемки для удаления обработанных печатных изделий из передаточной станции и по меньшей мере первое местоположение подсоединения. Первую станцию обработки оперативно подсоединяют к этому первому местоположению подсоединения передаточного устройства. Передаточная станция дополнительно обеспечена устройством транспортировки для перемещения печатных изделий в пределах передаточного устройства между первым местоположением загрузки, первым местоположением подсоединения и первым местоположением выемки.
Согласно еще одному дополнительному варианту осуществления настоящего изобретения система для обработки печатных изделий содержит передаточную станцию, которая обеспечена по меньшей мере первым местоположением загрузки для загрузки печатных изделий в передаточную станцию, по меньшей мере первым местоположением выемки для удаления обработанных печатных изделий из передаточной станции и несколькими местоположениями подсоединения. К каждому из местоположений подсоединения оперативно подсоединяют станцию обработки.
Согласно дополнительному аспекту настоящего изобретения передаточная станция содержит средство накопления для временного складирования печатных изделий. Предпочтительно это средство накопления содержит средство стеллажа для размещения на полках печатных изделий.
В основном, настоящее изобретение обеспечивает центральную передаточную станцию, в которую загружают предметы для обработки. К передаточной станции подсоединены несколько станций обработки. Предметы, загруженные в передаточную станцию, транспортируют последовательно в различные станции обработки. После завершения этапа обработки на определенной станции обработки предметы всегда транспортируют обратно в передаточную станцию и оттуда в следующую станцию обработки или в местоположение выемки. Передаточная станция служит в качестве своего рода “транспортной развязки” для станций обработки.
Способ и система для обработки печатных изделий согласно настоящему изобретению обеспечивают многие различные линии производства, по которым могут перемещаться изделия, предназначенные для обработки. Это приводит к большой гибкости в последовательности различных операций обработки. Это означает, что последовательность различных этапов обработки печатного изделия легко может быть оптимизирована.
Печатные изделия в любое время могут накапливаться или временно складироваться в передаточной станции до тех пор, пока не потребуется последующая обработка изделий или выемка.
Система может продолжать функционировать, даже если станция обработки временно находится вне обслуживания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение станет более понятным из нижеследующего описания и приложенных чертежей, на которых одинаковые ссылочные номера обозначают одинаковые элементы конструкции, и где:
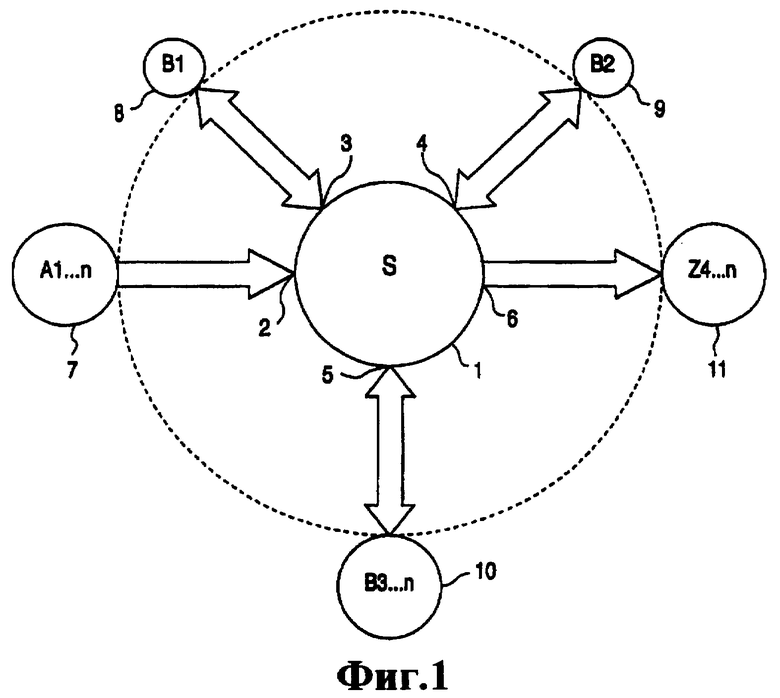
Фиг.1 - схематическая иллюстрация системы для обработки печатных изделий согласно настоящему изобретению.
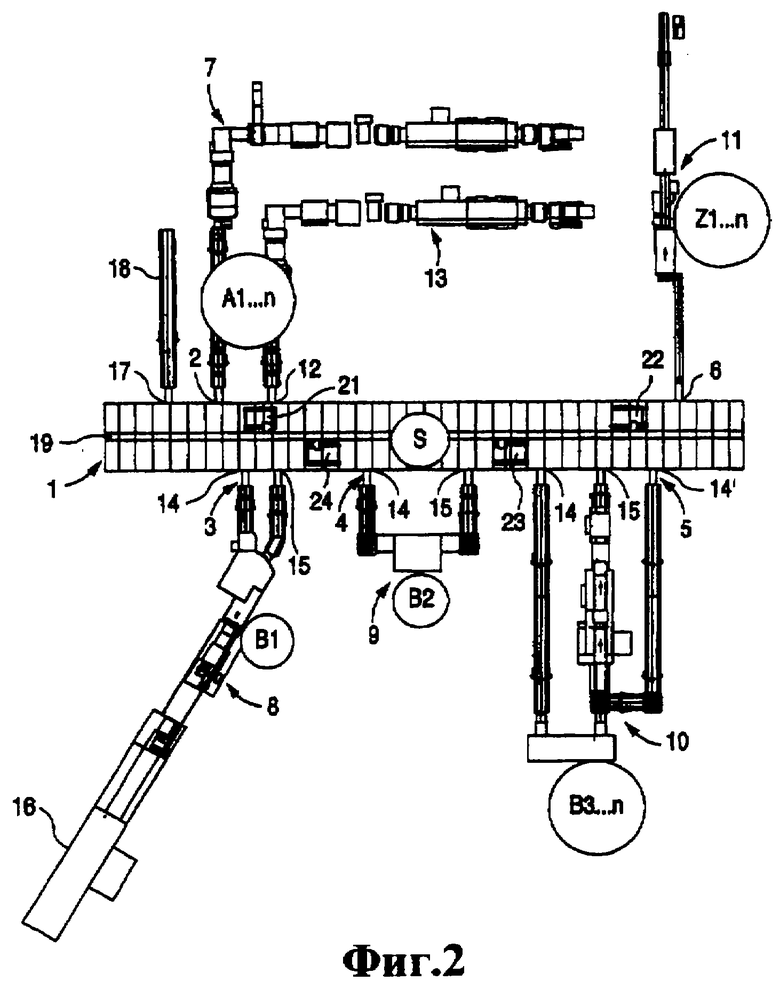
Фиг.2 - вид сверху варианта осуществления настоящего изобретения.
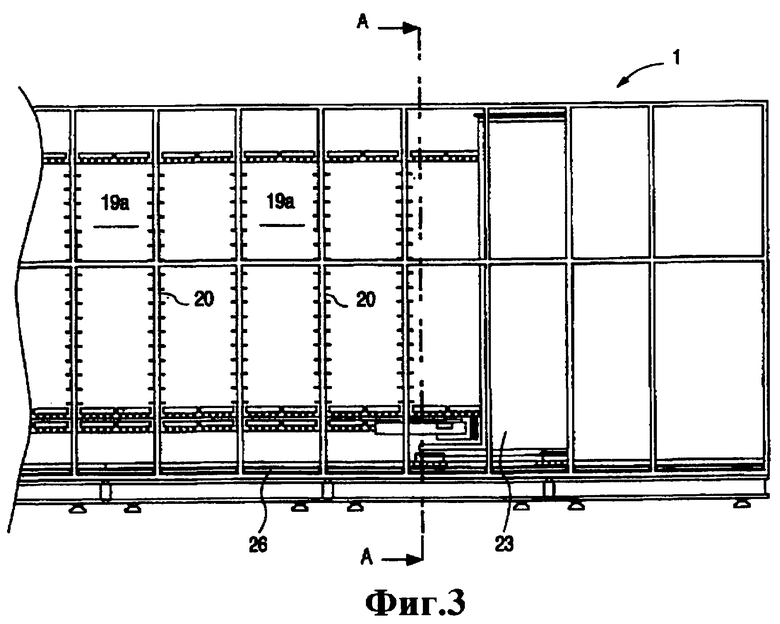
Фиг.3 - вид сбоку одного варианта осуществления передаточной станции.
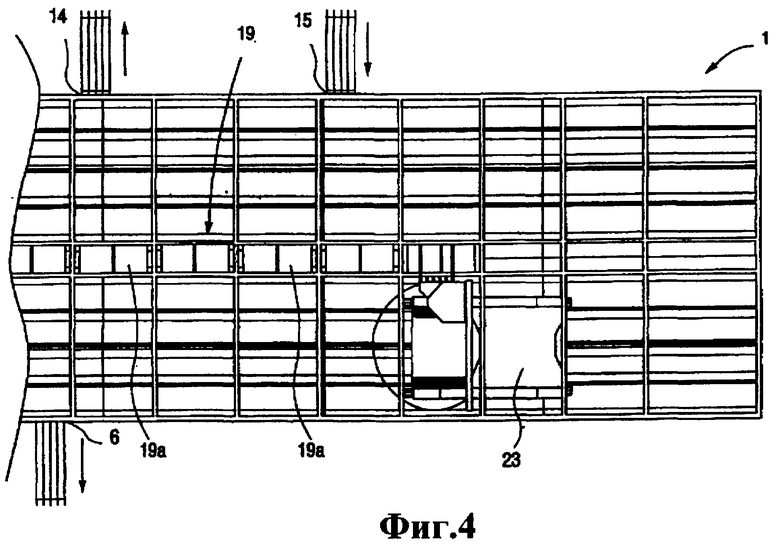
Фиг.4 - вид сверху передаточной станции, изображенной на фиг.3.
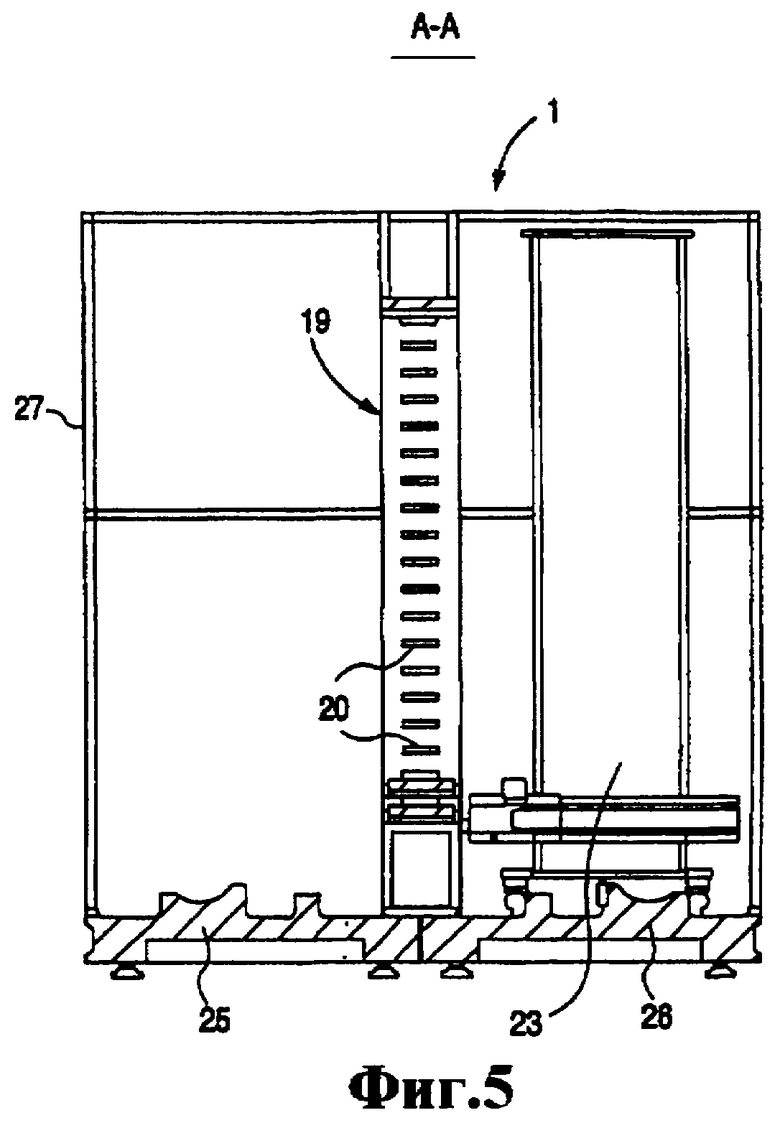
Фиг.5 - поперечное сечение, взятое по линии A-A на фиг.3.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Нижеследующее описание приведено для обеспечения возможности любому специалисту в данной области техники выполнить и использовать изобретение и излагает лучшие варианты, предполагаемые изобретателем для выполнения изобретения. Однако для специалистов в данной области очевидны различные модификации. Предполагается, что из них и все такие модификации, их эквиваленты и альтернативы находятся в рамках идеи и объема защиты настоящего изобретения.
Фиг.1 иллюстрирует основную концепцию системы для обработки печатных изделий и других предметов согласно настоящему изобретению. Как изображено на фиг.1, такая система содержит передаточную станцию 1, которая обеспечена местоположением 2 загрузки, несколькими местоположениями 3, 4, 5 подсоединения и местоположением 6 выемки. К местоположению 2 загрузки подсоединена станция 7 поставки, которая поставляет печатные изделия, которые предназначены для загрузки в передаточную станцию 1. Станции 8, 9 и 10 обработки подсоединены к соответствующим местоположениям 3, 4, 5 подсоединения, соответственно. Указанные станции 8, 9, 10 обработки получают печатные изделия из передаточной станции 1 и обрабатывают эти печатные изделия. После завершения этапа обработки в одной из указанных станций 8, 9, 10 обработки обработанные печатные изделия транспортируют обратно в передаточную станцию 1. К местоположению 6 выемки подсоединена станция 11 вывода, которая получает обработанные печатные изделия из передаточной станции 1.
Основным режимом работы системы, изображенной на фиг.1, является следующий:
Печатное изделие (или другой предмет для обработки) загружают в местоположение 2 загрузки передаточного устройства 1. Затем продукт перемещают внутри передаточной станции 1 в первое местоположение подсоединения, например в местоположение 3 подсоединения. Из этого первого местоположения 3 подсоединения печатное изделие транспортируют в станцию обработки, подсоединенную к первому местоположению подсоединения, то есть в нашем примере в станцию 8 обработки. После завершения этапа обработки в упомянутой станции 8 обработки обработанное печатное изделие загружают обратно в передаточную станцию 1. Если дополнительная обработка не требуется, то законченное печатное изделие перемещают внутри передаточной станции 1 в местоположение 6 выемки и оттуда в станцию 11 вывода. В случае, если требуется дополнительная обработка печатного изделия, изделие перемещают внутри передаточной станции во второе местоположение подсоединения, например в местоположение 5 подсоединения, затем транспортируют в соответствующую станцию обработки, в нашем примере в станцию 10 обработки, обрабатывают на этой станции обработки и впоследствии транспортируют обратно в передаточную станцию 1. Если требуется дополнительная обработка печатного изделия, то последнее перемещают в третье местоположение подсоединения, в нашем примере в местоположение 4 подсоединения, обрабатывают на соответствующей станции обработки (станции 9 обработки) и затем перемещают обратно в передаточную станцию 1. Затем законченное обработанное изделие перемещают внутри передаточной станции 1 в местоположение 6 выемки и оттуда в станцию 11 вывода.
В альтернативном варианте осуществления печатное изделие, загруженное в местоположение 2 загрузки, перемещают внутри передаточной станции 1 непосредственно в местоположение 6 выемки. В этом варианте осуществления не осуществляют обработку загруженного печатанного изделия.
Если требуется, печатные изделия могут временно накапливаться или складироваться внутри передаточной станции 1 между этапами обработки, выполняемыми на различных станциях обработки, а также после загрузки в передаточную станцию 1 или до удаления из нее.
Так как все станции 8, 9, 10 обработки подсоединены к передаточной станции 1, которая служит в качестве своего рода “транспортной развязки” для станций 8, 9, 10 обработки, изделия для обработки могут загружаться в различные станции обработки в любой возможной последовательности или порядке. Другими словами, например, изделия могут быть обработаны сначала в станции 8 обработки, затем в станции 9 обработки и в завершении в станции 10 обработки.
Альтернативно сначала печатный продукт может быть обработан в станции 10 обработки, затем в станции 8 обработки и в завершении в станции 9 обработки без изменения физического расположения системы. Также существует возможность направления продукта только через часть станций обработки.
Соответственно, в одном варианте осуществления, система состоит из динамической системы, обеспечивающей возможность производства книг фактически при отсутствии затрат на установку, при полностью автоматизированном производстве, высоком уровне надежности, как системы (без отказов, присущих системе поточной обработки), при высокой производительности и возможности простого добавления или изменения процессов.
Система запускает программное обеспечение, которое принимает заказы и передает работы, которые должны быть произведены, в механизмы печати. Информация относительно работы содержится в программном обеспечении, как и различные способы для отслеживания продукта в процессе производства. Для достижения высоких уровней производительности при высоком качестве печати (высокое качество предпочтено в большинстве случаев, но в некоторых случаях не требуется) используют несколько механизмов печати.
Подсоединение механизмов печати осуществляют быстродействующие роботы (обычно на направляющей для обеспечения возможности наибольшей скорости и точности), обеспечивая возможность подсоединения любого количества механизмов печати к нескольким конечным устройствам (хотя несколько механизмов печати могут быть подсоединены к одному конечному устройству или один механизм печати к нескольким конечным устройствам). Когда книжный блок закончен, робот получает книгу из каждого механизма печати и переносит ее на следующий этап в процессе производства. Процесс переноса ее с одного этапа на другой может повторяться неоднократно до завершающего этапа, когда робот приносит ее в область завершения, которая в большинстве случаев является станцией отгрузки (это может быть область склада или многие другие местоположения).
Фиг.2-5 показывают вариант осуществления системы, более подробно представленной на фиг.1. На фиг.2-5 для подобных структурных элементов используют ссылочные номера, идентичные использованным на фиг.1.
Система, изображенная на фиг.2, также содержит передаточную станцию 1, которая более подробно изображена на фиг.3-5. Указанная передаточная станция 1 содержит первое местоположение 2 загрузки, первое, второе и третье местоположения 3, 4, 5 подсоединения, соответственно, и первое местоположение 6 выемки, так же как передаточная станция 1 системы, изображенной на фиг.1. В дополнение к указанному система согласно фиг.2 обеспечена вторым местоположением 12 загрузки и вторым местоположением 17 выемки. Как в системе, изображенной на фиг.1, первая станция 7 поставки подсоединена к первому местоположению 2 загрузки. Первая, вторая и третья станции 8, 9, 10 обработки подсоединены к местоположениям 3, 4, 5 подсоединения, соответственно. Станция 11 вывода подсоединена к первому местоположению 6 выемки.
Ко второму местоположению 12 загрузки передаточной станции 1 подсоединена вторая станция 13 поставки. Ко второму местоположению 17 выемки подсоединено конвейерное устройство 18. Это конвейерное устройство 18 служит для удаления печатных продуктов, выходящих из передаточной станции 1 во втором местоположении 12 выемки.
Как изображено на фиг.2, первое, второе и третье местоположения 3, 4, 5, подсоединения, соответственно, содержат местоположение 14 выдачи и местоположение 15 приема. Третье местоположение 5 подсоединения имеет второе местоположение 14' выдачи. Печатные изделия, транспортируемые из передаточной станции 11 в станцию 8, 9, 10 обработки, выходят из передаточной станции 1 в местоположении 14, 14' выдачи. Печатные изделия, обработанные в станции 8, 9, 10 обработки, загружают обратно в передаточную станцию 1 в соответствующем местоположении 15 приема.
Дополнительно на фиг.2 изображена станция 16 снабжения, подсоединенная к первой станции 8 обработки.
Как упомянуто ранее, конструкция передаточной станции 1 более подробно изображена на фиг.3-5.
Удлиненная передаточная станция 1 имеет центральный стеллаж 19, проходящий в продольном направлении передаточной станции 1. Этот стеллаж 19 разделен на несколько отделений 19a. Каждое отделение 19a обеспечено несколькими местоположениями 20 складирования, размещенными одно над другим. Отделения 19a стеллажа 19 доступны с обеих сторон.
Передаточная станция 1 дополнительно содержит устройства 21, 22, 23, 24 манипулирования, размещенные с обеих сторон стеллажа 19. Устройства 21 и 22 манипулирования обеспечены на одной стороне стеллажа 19 и перемещаются по линейной направляющей 25, проходящей в продольном направлении стеллажа 19. Устройства 23 и 24 манипулирования расположены на другой стороне стеллажа 19 и также перемещаются по линейной направляющей 26, проходящей в продольном направлении стеллажа 19. Каждое устройство 21, 22, 23, 24 манипулирования обеспечено системой привода (не показаны) для перемещения соответствующего устройства 21, 22, 23, 24 манипулирования по направляющей 25, 26, соответственно.
Очевидно, что на каждой стороне стеллажа 19 может быть размещено только одно устройство манипулирования или даже более двух устройств манипулирования.
Устройства 21, 22, 23, 24 манипулирования снимают печатные изделия в местоположении 2, 12 загрузки или в местоположении 15 приема, перемещают изделия внутри передаточной станции 1 и высвобождают продукты в местоположении 6, 17 выемки или в местоположении 14 выдачи. Если требуется накопление или складирование изделия, то устройства 21, 22, 23, 24 манипулирования помещают изделие в местоположение 20 складирования стеллажа 19 и удаляют складированные изделия из стеллажа 19.
Каждое устройство 21, 22, 23, 24 манипулирования обеспечено по меньшей мере одним захватным устройством с возможностью размыкания для захвата печатных изделий.
Стеллаж 19 и устройства 21, 22, 23, 24 манипулирования заключены в корпус 27 (фиг.5).
Режим работы системы, изображенной на фиг.2-5, идентичен режиму работы, уже описанному согласно фиг.1. Это означает, что печатные изделия, загруженные в передаточную станцию в местоположении 2, 12 загрузки, перемещают внутри передаточной станции 1 в местоположение 14 выдачи, назначенное первой станции 8, 9 или 10 обработки. После завершения операции обработки печатное изделие перемещают обратно в соответствующее местоположение приема передаточной станции 1 и перемещают внутри передаточной станции 1 либо в местоположение 6, 17 выемки, либо во второе местоположение 14 выдачи, назначенное второй станции 8, 9 или 10 обработки. Из этой второй станции обработки обработанное печатное изделие транспортируют обратно в соответствующее местоположение 15 приема и затем либо перемещают внутри передаточной станции 1 в местоположение 6, 17 выемки, либо, таким образом, как было описано ранее, в третью станцию 8, 9 или 10 обработки.
Если требуется, между различными операциями обработки или после загрузки или перед удалением изделия временно складируют или накапливают на стеллаже 19. Как описано ранее, транспортировку изделий внутри передаточной станции 1 выполняют устройства 21, 22, 23 и 24 манипулирования.
В предпочтительном варианте осуществления систему, изображенную на фиг.2-5, используют для обработки или производства книг. В этом варианте осуществления станциями 7 и 13 поставки являются станции печати и станцией 11 вывода является станция упаковки, при этом первой станцией 8 обработки является переплетная станция, второй станцией 9 обработки является станция обрезки и третьей станцией 10 обработки является станция термоусадочной упаковки. Станция 16 снабжения поставляет в станцию 8 переплета книжные обложки.
Блоки 7, 13 печати используются для печати книжных блоков, которые передают в передаточную станцию 1 и затем транспортируют в переплетную станцию 8. В этой переплетной станции 8 соединяют вместе книжные блоки и обложки, обеспечиваемые станцией 16 снабжения. Затем соединенные компоненты передают обратно в передаточную станцию 1 и затем транспортируют в станцию 9 обрезки, где обрезают лишние края. Книги, обработанные в станции 9 обрезки, передают обратно в передаточную станцию 1 и затем, либо транспортируют в местоположение 6 выемки для упаковки в упаковочной станции 11, либо загружают в станцию 10 термоусадочной упаковки и из последней обратно в передаточную станцию 1. Затем книги в термоусадочной упаковке либо транспортируют в первое местоположение 6 выемки для упаковки, либо - во второе местоположение 17 выемки для транспортировки конвейерным устройством 18 наружу.
Книжные блоки, поставленные в передаточную станцию 1 станциями 7, 13 печати, могут быть складированы на стеллаже 19 до транспортировки в переплетную станцию 8. Идентично соединенные компоненты, транспортированные обратно в передаточную станцию 1, могут быть временно складированы на стеллаже 19, перед поставкой в станцию 9 обрезки и/или в станцию 10 термоусадочной упаковки. Законченные книги также могут быть временно складированы на стеллаже 19 до удаления в местоположениях 6 и 17 выемки.
Понятно, что могут быть обеспечены дополнительные станции обработки, например сверлильная станция для просверливания отверстий или станция вставки для вставки в книги изделий, например, таких как компакт-диски.
Система, изображенная на фиг.1-5, обеспечивает возможность большей гибкости в порядке или последовательности выполнения различных этапов обработки. Кроме того, возможно любое количество станций обработки, местоположений загрузки и местоположений выемки.
Возможны различные модификации системы, показанной и описанной выше, некоторые из которых будут теперь упомянуты.
Если требуется, изделия, загруженные в передаточную станцию 1, могут быть перемещены непосредственно в местоположение 6, 17 выемки, не подвергаясь операции обработки в одной или большем количестве станций 8, 9, 10 обработки.
Изделие, обработанное в станции обработки, может быть транспортировано наружу непосредственно из этой определенной станции обработки без первоначальной транспортировки обратно в передаточную станцию 1.
Передаточная станция 1 непосредственно может иметь конструкцию, отличную от одной из изображенных на фиг.2-5.
Стеллаж 19 передаточной станции 1 может быть разработан для открывания только с одной стороны, что дает в результате стеллаж 19, который является доступным только с одной стороны.
Вместо устройств 21, 22, 23, 24 манипулирования возможны другие соответствующие системы для транспортировки изделий внутри передаточной станции 1. Например, может использоваться конвейерная система, которая содержит один или большее количество конвейеров, оборудованных управляемыми захватными устройствами для захвата печатных изделий.
Хотя описанную выше систему предпочтительно используют для обработки печатных изделий, в частности, книг и их компонентов, другие виды предметов также можно обрабатывать описанным образом.
Для специалистов в данной области техники очевидно, что, не удаляясь от объема защиты и не отходя от идеи изобретения, могут быть сконфигурированы различные применения и модификации предпочтительных вариантов осуществления, описанных выше. Следовательно, должно быть понятно, что в пределах объема защиты приложенной формулы изобретения изобретение может быть осуществлено практически иначе, чем здесь конкретно описано.
Изобретение относится к области транспортировки изделий между частями машин и может быть применено для обработки печатных изделий. Система для обработки печатных изделий содержит центральную передаточную станцию и множество дополнительных станций обработки. Центральная передаточная станция содержит местоположение загрузки печатных изделий, устройство транспортировки, несколько местоположений подсоединения и местоположение выемки. Дополнительные станции обработки включают станцию поставки и станцию вывода. При обработке печатное изделие транспортируют из центральной передаточной станции в одну из станций обработки в любой последовательности. После завершения операции обработки на определенной станции обработки печатное изделие перемещают обратно в передаточную станцию. Законченные печатные изделия удаляют из передаточной станции в местоположении выемки. Достигается оптимизация последовательности различных этапов обработки. Обеспечивается работа системы, даже если одна из станций обработки находится вне обслуживания. 8 н. и 29 з.п. ф-лы, 5 ил.
1. Способ обработки печатных изделий, включающий загрузку печатного изделия в первое местоположение загрузки центральной передаточной станции, транспортировку печатного изделия в любой последовательности из данной центральной передаточной станции в одну из множества станций обработки, подсоединенных к центральной передаточной станции, при этом печатное изделие транспортируют непосредственно к одной из станций обработки из центральной передаточной станции без прохождения через другие станции обработки, обработку печатного изделия на станции обработки и транспортировку обработанного печатного изделия обратно в центральную передаточную станцию после завершения этапа обработки на одной из станций обработки.
2. Способ по п.1, в котором печатное изделие удаляют из центральной передаточной станции в первом местоположении выемки центральной передаточной станции.
3. Способ обработки печатных продуктов, включающий загрузку печатного изделия в первое местоположение загрузки центральной передаточной станции, перемещение печатного продукта внутри центральной передаточной станции в первое местоположение выдачи центральной передаточной станции, транспортировку печатного изделия из первого местоположения выдачи центральной передаточной станции в первую станцию обработки, подсоединенную к центральной передаточной станции, при этом печатное изделие транспортируют непосредственно к первой станции обработки без прохождения через другие станции обработки, обработку печатного изделия на первой станции обработки, транспортировку печатного изделия, обработанного на первой станции обработки, обратно в первое местоположение приема центральной передаточной станции, при этом печатное изделие транспортируют непосредственно назад к центральной передаточной станции без прохождения через другие станции обработки, перемещение обработанного печатного изделия в пределах центральной передаточной станции в первое местоположение выемки центральной передаточной станции и удаление обработанного печатного изделия из центральной передаточной станции в первом местоположении выемки.
4. Способ по п.3, в котором обработанное печатное изделие, удаленное из центральной передаточной станции в первом местоположении выемки, передают в станцию вывода, подсоединенную к центральной передаточной станции.
5. Способ по п.3, в котором печатное изделие, загруженное в первое местоположение загрузки центральной передаточной станции, временно складируют в центральной передаточной станции до его транспортировки из первого местоположения выдачи центральной передаточной станции в первую станцию обработки.
6. Способ по п.3, в котором обработанное печатное изделие, транспортированное обратно в первое местоположение приема центральной передаточной станции, временно складируют в центральной передаточной станции до его удаления из центральной передаточной станции в первом местоположении выемки.
7. Способ по п.3, в котором обработанное печатное изделие, загруженное в первое местоположение приема центральной передаточной станции, перемещают в пределах центральной передаточной станции во второе местоположение выдачи центральной передаточной станции, далее транспортируют во вторую станцию обработки, подсоединенную к центральной передаточной станции, затем обрабатывают на второй станции обработки и после этого транспортируют обратно во второе местоположение приема центральной передаточной станции.
8. Способ по п.3, в котором обработанное печатное изделие, загруженное в первое местоположение приема центральной передаточной станции, далее транспортируют в дополнительные станции обработки, подсоединенные к центральной передаточной станции, и обрабатывают на этих дополнительных станциях обработки, в соответствии с чем обработанное печатное изделие транспортируют обратно в центральную передаточную станцию после завершения этапа обработки в одной из дополнительных станций обработки.
9. Способ по п.8, в котором обработанное печатное изделие временно складируют в центральной передаточной станции между различными этапами обработки, выполняемыми на дополнительных станциях обработки.
10. Способ по п.3, в котором печатные изделия загружают в первое местоположение загрузки центральной передаточной станции из станции поставки.
11. Способ по п.3, в котором печатные изделия загружают в первое местоположение загрузки центральной передаточной станции из станции печати.
12. Способ по п.3, в котором дополнительное печатное изделие загружают во второе местоположение загрузки центральной передаточной станции.
13. Способ для обработки изделий, включающий загрузку изделия в первое местоположение загрузки центральной передаточной станции, транспортировку изделия в любой последовательности из центральной передаточной станции в одну из множества станций обработки, подсоединенных к центральной передаточной станции, обработку изделия на станции обработки, и транспортировку обработанного изделия обратно в центральную передаточную станцию после завершения этапа обработки на одной из станций обработки, при этом изделие транспортируют непосредственно назад к центральной передаточной станции без прохождения через другие станции обработки.
14. Способ обработки изделий, включающий загрузку изделия в первое местоположение загрузки центральной передаточной станции, перемещение изделия в пределах центральной передаточной станции в первое местоположение выдачи центральной передаточной станции, транспортировку изделия из первого местоположения выдачи центральной передаточной станции в первую станцию обработки, подсоединенную к центральной передаточной станции, при этом изделие транспортируют непосредственно к первой станции обработки без прохождения через другие станции обработки, обработку изделия на первой станции обработки, транспортировку изделия, обработанного на первой станции обработки, обратно в первое местоположение приема центральной передаточной станции, при этом изделие транспортируют непосредственно назад в первое местоположение приема без прохождения через другие станции обработки, перемещение обработанного изделия внутри центральной передаточной станции в первое местоположение выемки центральной передаточной станции, и удаление изделия из центральной передаточной станции в первом местоположении выемки.
15. Система обработки печатных изделий, содержащая центральную передаточную станцию, где центральная передаточная станция обеспечена, по меньшей мере, первым местоположением загрузки для загрузки печатного изделия в центральную передаточную станцию, по меньшей мере, первым местоположением выемки для удаления обработанного печатного продукта из центральной передаточной станции, и, по меньшей мере, первым местоположением подсоединения для подсоединения станций обработки к центральной передаточной станции, при этом центральная передаточная станция дополнительно обеспечена устройством транспортировки для перемещения печатных изделий в пределах центральной передаточной станции между первым местоположением загрузки, первым местоположением подсоединения и первым местоположением выемки, и система дополнительно содержит, по меньшей мере, первую станцию обработки, функционально подсоединенную к первому местоположению подсоединения центральной передаточной станции, при этом печатные изделия транспортируются к первой станции обработки из центральной передаточной станции для осуществления обработки и возвращаются в центральную передаточную станцию после обработки в первой станции обработки перед их транспортировкой в первое местоположение выемки.
16. Система по п.15, в которой первое местоположение подсоединения содержит местоположение выдачи для загрузки печатных изделий из центральной передаточной станции в первую станцию обработки и местоположение приема для получения печатных изделий, обработанных в первой станции обработки.
17. Система по п.15, в которой центральная передаточная станция обеспечена, по меньшей мере, дополнительным вторым местоположением подсоединения для подсоединения станции обработки к центральной передаточной станции, при этом система дополнительно содержит, по меньшей мере, дополнительную вторую станцию обработки, оперативно подсоединяемую ко второму местоположению подсоединения.
18. Система по п.17, в которой второе местоположение подсоединения содержит местоположение выдачи для загрузки печатных изделий из центральной передаточной станции во вторую станцию обработки и местоположение приема для получения печатных изделий, обработанных на второй станции обработки.
19. Система по п.15, в которой центральная передаточная станция обеспечена несколькими дополнительными местоположениями подсоединения для подсоединения дополнительных станций обработки к центральной передаточной станции, при этом система дополнительно содержит несколько дополнительных станций обработки, и каждую дополнительную станцию обработки оперативно подсоединяют к одному из дополнительных местоположений подсоединения.
20. Система по п.19, в которой каждое из дополнительных местоположений подсоединения содержит местоположение выдачи для загрузки печатных изделий из центральной передаточной станции в соответствующую станцию обработки и местоположение приема для получения печатных изделий, обработанных в соответствующей станции обработки.
21. Система по п.15, в которой центральная передаточная станция содержит узел накопления для временного складирования печатных изделий.
22. Система по п.21, в которой узел накопления содержит узел стеллажа для временного размещения на полках печатных изделий.
23. Система по п.21, в которой устройство транспортировки содержит, по меньшей мере, одно устройство манипулирования, перемещаемое между первым местоположением загрузки, местоположением подсоединения и местоположением выемки.
24. Система по п.23, в которой, по меньшей мере, одно устройство манипулирования является перемещаемым по линейной траектории перемещения.
25. Система по п.23, в которой устройство манипулирования служит для загрузки печатных изделий в узел накопления и удаления из узла накопления печатных изделий, складированных в узле накопления.
26. Система по п.15, дополнительно содержащая станцию вывода, подсоединенную к первому местоположению выемки центральной передаточной станции.
27. Система по п.15, дополнительно содержащая станцию поставки, подсоединенную к первому местоположению загрузки центральной передаточной станции.
28. Система по п.15, дополнительно содержащая станцию печати, подсоединенную к первому местоположению загрузки центральной передаточной станции.
29. Система по п.15, дополнительно содержащая, по меньшей мере, второе местоположение загрузки для загрузки печатных изделий в центральную передаточную станцию.
30. Система по п.15, дополнительно содержащая, по меньшей мере, второе местоположение выемки для удаления печатных изделий из центральной передаточной станции.
31. Система обработки печатных изделий, содержащая центральную передаточную станцию, где центральная передаточная станция обеспечена, по меньшей мере, первым местоположением загрузки для загрузки печатных изделий в передаточную станцию, по меньшей мере, первым местоположением выемки для удаления обработанных печатных изделий из центральной передаточной станции, и множеством местоположений подсоединения для подсоединения нескольких станций обработки к центральной передаточной станции, при этом центральная передаточная станция дополнительно обеспечена устройством транспортировки для перемещения печатных изделий в пределах центральной передаточной станции между первым местоположением загрузки, местоположениями подсоединения и первым местоположением выемки, и система дополнительно содержит множество станций обработки, где каждую станцию обработки оперативно подсоединяют к одному из местоположений подсоединения, при этом печатные изделия транспортируют к одной из станций обработки из центральной передаточной станции для осуществления обработки и возвращают в центральную передаточную станцию после обработки в одной из станций обработки перед их транспортировкой в первое местоположение выемки.
32. Система по п.31, в которой каждое из дополнительных местоположений подсоединения содержит местоположение выдачи для загрузки печатных изделий из центральной передаточной станции в соответствующую станцию обработки и местоположение приема для получения печатных изделий, обработанных в соответствующей станции обработки.
33. Система по п.31, в которой центральная передаточная станция содержит узел накопления для временного складирования печатных изделий.
34. Система по п.31, в которой устройство транспортировки содержит устройство манипулирования, перемещаемое между первым местоположением загрузки, местоположениями подсоединения и местоположением выемки.
35. Система по п.34, в которой устройство манипулирования служит для загрузки печатных изделий в узел накопления и удаления из узла накопления печатных изделий, складированных в узле накопления.
36. Система обработки изделий, содержащая центральную передаточную станцию, где центральная передаточная станция обеспечена, по меньшей мере, первым местоположением загрузки для загрузки изделий в центральную передаточную станцию, по меньшей мере, первым местоположением выемки для удаления обработанных изделий из центральной передаточной станции, и, по меньшей мере, первым местоположением подсоединения для подсоединения станции обработки к центральной передаточной станции, при этом центральная передаточная станция дополнительно обеспечена устройством транспортировки для перемещения изделий в пределах центральной передаточной станции между первым местоположением загрузки, первым местоположением подсоединения и первым местоположением выемки, и система дополнительно содержит, по меньшей мере, первую станцию обработки, оперативно подсоединяемую к первому местоположению подсоединения центральной передаточной станции, при этом изделия транспортируются к первой станции обработки из центральной передаточной станции для осуществления обработки и возвращаются в центральную передаточную станцию после обработки в первой станции обработки перед их транспортировкой в первое местоположение выемки.
37. Система обработки изделий, содержащая центральную передаточную станцию, имеющую узел накопления, причем центральная передаточная станция обеспечена, по меньшей мере, первым местоположением загрузки для загрузки изделий в центральную передаточную станцию, по меньшей мере, первым местоположением выемки для удаления обработанных изделий из центральной передаточной станции и несколькими местоположениями подсоединения для подсоединения нескольких станций обработки к центральной передаточной станции, при этом центральная передаточная станция дополнительно обеспечена устройством транспортировки для перемещения изделий в пределах центральной передаточной станции между первым местоположением загрузки, местоположениями подсоединения и первым местоположением выемки, и система дополнительно содержит множество дополнительных станций обработки, где каждую дополнительную станцию обработки оперативно подсоединяют к одному из дополнительных местоположений подсоединения, при этом изделия транспортируются к одной из дополнительных станций обработки из центральной передаточной станции для осуществления обработки и возвращаются в центральную передаточную станцию после обработки в одной из дополнительных станций обработки, и сохраняются в узле накопления перед их транспортировкой в следующую дополнительную станцию обработки.
| US 5024570 А, 18.06.1991 | |||
| US 2922171 А, 26.01.1960 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 5182796 A, 26.01.1993. | |||

