ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ НАСТОЯЩЕЕ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу увеличения выработки легких олефиновых углеводородов из углеводородного сырья посредством каталитического крекинга, а более конкретно - к способу увеличения выработки легких олефиновых углеводородов из углеводородного сырья посредством каталитического крекинга, который может увеличить выработку этилена и пропилена во всем процессе благодаря переработке этана, пропана и фракции С4-С5 (фракции с четырьмя-пятью атомами углерода) и переменной регулировке пути получения С6+ фракции.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Легкие олефины, например этилен и пропилен, нашли широкое применение в нефтяной химической промышленности. Легкие олефины, в общем, получают с помощью термического крекинга (парофазного крекинга) нафты в присутствии водяного пара. Химическую реакцию в технологии парофазного крекинга осуществляют при высокой температуре 800-900° реакции в течение короткого времени выдержки. В общем, с помощью технологии парофазного крекинга получают различные виды олефинов, которые имеют состав, определяемый в ограниченном диапазоне.
Типовыми продуктами технологии парофазного крекинга являются этилен и пропилен, и в соответствии с обстоятельствами реализации процесса в качестве побочного продукта получают олефиновую составляющую с четырьмя атомами углерода. Однако олефиновая составляющая с четырьмя атомами углерода состоит из различных изомеров, что требует многоэтапного комплексного технологического процесса разделения для их получения. Олефины, имеющие 5 атомов углерода или более, также имеют низкую экономическую ценность и, таким образом, преобразуются до насыщенных углеводородов посредством гидрогенизации. В технологии парофазного крекинга переработка олефиновых составляющих, имеющих 4 атома углерода или более, до реактора термического крекинга, не дает экономического преимущества, поскольку она вызывает проблему коксования, которая укорачивает производственный цикл технологического процесса.
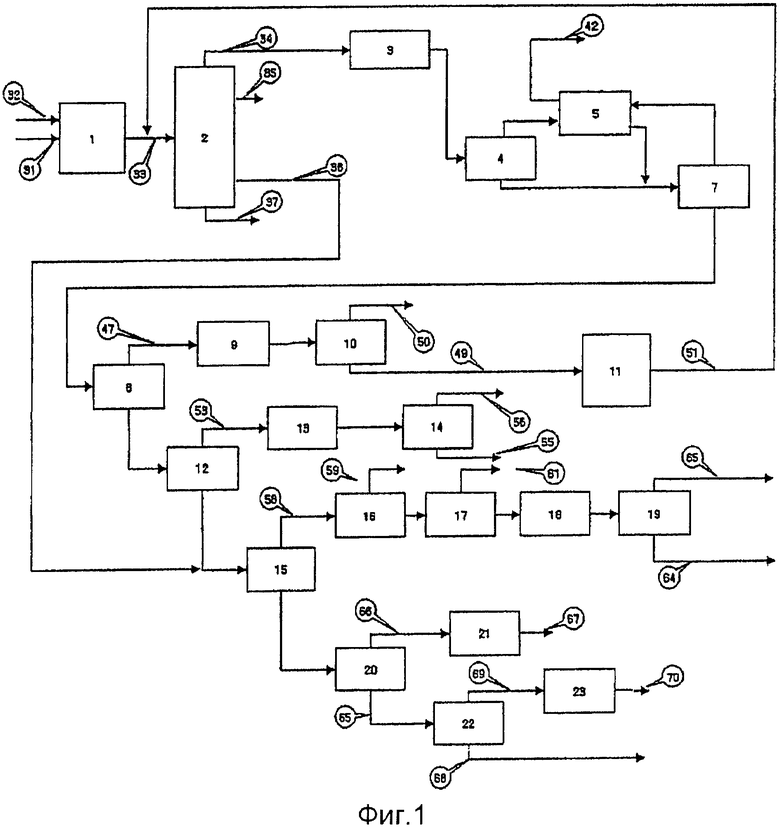
На фиг.1 приведена технологическая схема, иллюстрирующая способ получения легких олефиновых углеводородов из углеводородного сырья посредством парофазного крекинга (то есть термического крекинга), соответствующего известному уровню техники.
Как показано на фиг.1, в способе парофазного крекинга тяжелое нафта сырье 31, в общем, подают вместе с водяным паром 32, действующим в качестве вспомогательного средства, в реактор 1 высокотемпературного термического крекинга, где сырье преобразуется в продукт 33 реакции, содержащий олефины. Продукт 33 реакции подают в охлаждающую колонну 2, где он претерпевает первичное разделение в соответствии с температурой кипения, в порядке повышения температуры кипения, на мазут 37, пиролитический бензин 36, содержащий С5+углеводороды в качестве основных составляющих, воду 35 разбавления, получаемую в результате конденсации водяного пара, используемого в качестве вспомогательного средства реакции, и газообразный продукт 34, содержащий углеводороды с четырьмя атомами водорода, в качестве основных составляющих. Газообразные продукты 34 пропускают через компрессор 3 и, наконец, подают в деметанизатор 7, в течение чего они проходят через типовые процессы, например, делитель 4 и низкотемпературный теплообменник 5 для рекуперирования тепла. Водород и метан, которые имеют наименьшие температуры кипения во всем технологическом процессе, получают как фракцию 42. В деэтанизаторе 8 фракцию 47 с двумя атомами углерода отделяют вверх и фракцию с двумя атомами углерода пропускают через реактор 9 гидрогенизации и подают в делитель фракции с двумя атомами углерода, где ее разделяют на этан 49 и этилен 50. Этан 49 частично преобразуют в тяжелые олефины в перерабатывающей печи 11 и затем рециклируют в охлаждающую колонну 2. В депропанизаторе 12 фракцию 53 с тремя атомами углерода отделяют вверх и фракцию с тремя атомами углерода пропускают через реактор 13 гидрогенизации фракции с тремя атомами углерода, и подают в делитель 14 фракции с тремя атомами углерода, где ее делят на пропан 55 и пропилен 56. В дебутанизаторе 15 фракцию 58 с четырьмя атомами углерода отделяют вверх и фракцию с четырьмя атомами углерода пропускают через блок 16 для отбора бутадиена, блок 17 для отбора МТВЕ (methyl tertiary butyl ether), реактор 18 гидрогенизации фракции с тремя атомами углерода, и делитель 19 фракции с четырьмя атомами углерода, во время прохождения через который она разделяется на бутадиен 59, изобутилен 61, 1-бутен 65 и сжиженный нефтяной газ (LPG) 64 с четырьмя атомами углерода. В депентанизаторе 20 фракцию 66 с пятью атомами углерода отделяют вверх и фракцию с пятью атомами углерода пропускают через реактор 21 гидрогенизации для получения сжиженного нефтяного газа 67 с пятью атомами углерода. В деоктанизаторе 22 фракцию 69 с 6-8 атомами углерода отделяют вверх и фракцию с 6-8 атомами углерода пропускают через блок 23 для гидрогенизации пиролитического бензина (PGHT) для получения ароматической фракции 70. В нижней части деоктанизатора 22 получают С9+ фракцию 68.
Также посредством технологического процесса каталитического крекинга с псевдоожиженным катализатором (FCC), который используют для увеличения дополнительной величины фракции с высокими температурами кипения на заводах для перегонки нефти и для получения бензина как основного продукта, в качестве побочных продуктов могут быть получены легкие олефиновые углеводороды. Этот технологический процесс каталитического крекинга с псевдоожиженным катализатором широко известен из предшествующего уровня техники как технологический процесс каталитического крекинга, использующего катализатор в виде мелких частиц, которые ведут себя подобно жидкости при обработке водяным паром. В технологическом процессе каталитического крекинга с псевдоожиженным катализатором более тяжелая фракция, чем нафта или керосин, используемые в настоящем изобретении, например, вакуумный остаток, атмосферный остаток или газообразный нефтепродукт, используют в качестве сырья, а получают главным образом бензин, а не легкие олефины и, таким образом, легкие олефины не вырабатываются производительно.
Типовые химические процессы получения этих легких олефинов, например этилена и пропилена, включают в себя технологические процессы парофазного крекинга, технологические процессы каталитического крекинга с псевдоожиженным катализатором и технологический процесс каталитического крекинга легких фракций. Типовые составы продуктов реакции из этих технологических процессов приведены в Таблице 1.
Теперь будет описан известный уровень техники, относящийся к технологическим процессам каталитического крекинга легких фракций получения легких олефиновых углеводородов из углеводородного сырья, а предпочтительно из нафты или керосинового сырья посредством каталитического крекинга.
В патенте США №6307117 описан способ разделения продукта каталитического крекинга на фракцию Н2/С3 и С4+фракцию. Также описан способ разделения С4+фракции на фракцию с четырьмя атомами углерода, фракцию с пятью-восьмью атомами углерода и С9+фракцию. Также описан способ дополнительного крекинга С4+фракции в реакторе парофазного крекинга. Однако эти способы не могут создать эффективного использования продуктов реакции с достаточным принятием во внимание характеристик реакции каталитического крекинга.
В патенте США №6576805 описан способ выделения фракции Н2/С3 в технологическом процессе каталитического крекинга, но не предложена технологическая структура для всего продукта реакции и, в частности, не предложено эффективного использования С4+фракции.
В патенте США №6602920 описана технологическая структура последовательного использования этапов термического крекинга, гидрогенизации и каталитического крекинга для получения легких олефинов из природного газа, используемого в качестве сырья.
Как описано выше, хотя активно делали попытки разработки катализаторов для технологических процессов каталитического крекинга легких фракций для получения легких олефиновых углеводородов из углеводородного сырья, предпочтительно из нафты или керосина, посредством каталитического крекинга, не было предложено эффективной технологической структуры для получения легких олефинов.
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
В соответствии с настоящим изобретением разработана технологическая структура разделения и способ переработки легких олефинов, эффективный для использования в технологических процессах получения легких олефиновых углеводородов из углеводородного сырья посредством каталитического крекинга и возможности эффективного увеличения выработки легких олефинов, благодаря использованию разработанных технологической структуры и способа. На основе этого факта настоящее изобретение было завершено.
В соответствии с этим объектом настоящего изобретения является обеспечение способа увеличения выработки легких олефиновых углеводородов из углеводородного сырья, а более предпочтительно из нафты или керосина в качестве сырья, посредством каталитического крекинга, который может эффективно увеличить выработку этилена и пропилена во всем процессе, благодаря эффективной переработке этана и пропана, имеющей низкую добавленную стоимость, переработке фракции с четырьмя-пятью атомами углерода самым эффективным способом, и переменной регулировке пути получения С6+фракции.
Другим объектом настоящего изобретения является обеспечение способа увеличения выработки легких олефиновых углеводородов из углеводородного сырья посредством каталитического крекинга, который может увеличить рентабельность всего процесса благодаря минимизации процессов разделения и реакций гидрогенизации.
ТЕХНИЧЕСКОЕ РЕШЕНИЕ
Для реализации вышеуказанного и других объектов настоящее изобретение обеспечивает получение способа увеличения выработки олефиновых углеводородов из углеводородного сырья посредством каталитического крекинга, предусматривающего: (а) подачу сырья в виде нафты или керосина и водяного пара в печь для каталитического крекинга, где углеводородное сырье подвергается реакции каталитического крекинга в присутствии катализатора; (b) регенерацию катализатора, используемого в реакции каталитического крекинга, посредством непрерывной или периодической регенерации, и повторное использование (рециклирование) регенерированного катализатора в печи для каталитического крекинга: (с) быстрое охлаждение, сжатие и разделение продукта реакции каталитического крекинга для отделения и выделения водорода, метана и С2-С3 олефиновых углеводородов и для разделения на поток, содержащий С2-С3 парафиновые углеводороды и поток, содержащий С4+ углеводороды; (d) подачу потока, содержащего С2-С3 парафиновые углеводороды в печь для рециркулирования, где он преобразуется в С2-С3 олефиновые углеводороды путем реакции термического крекинга, и рециклирование преобразованных С2-С3 олефиновых углеводородов на этап быстрого охлаждения (е) рециклирование, по меньшей мере, части С4-С5 углеводородов потока, содержащего углеводород С4+ на этап реакции каталитического крекинга, при этом выход этилена и пропилена, полученных путем реакции каталитического крекинга рециклированных С4-С5 углеводородов выше, чем выход этилена и пропилена, полученных путем каталитической реакции крекинга нафты или керосина, при этом реакция каталитического крекинга производится при температуре 500-750°С, а массовое отношение сырья нафта или керосин/водяной пар 0,01-10 и время пребывания сырья нафты или керосина 0,1-600 секунд и соотношение масс сырья катализатор/углеводороды нафта или керосин составляет 1-100.
В способе, соответствующем настоящему изобретению, поток, содержащий С4+ углеводороды, может быть разделен на поток, содержащий углеводороды с четырьмя-пятью атомами углеводорода, и поток, содержащий С6+ углеводороды.
Поток, содержащий углеводороды с четырьмя-пятью атомами углерода, может быть рециклирован на этап реакции каталитического крекинга. Между тем, часть потока, содержащую С6+ углеводороды, рециклируют на этап реакции каталитического крекинга, а остальная часть может быть разделена на поток, содержащий углеводороды с шестью-восьмью атомами углерода, и поток, содержащий С9+углеводороды, посредством технологического процесса разделения.
Часть потока, содержащая углеводороды с шестью-восьмью атомами углерода, может быть рециркулирована на этап реакции каталитического крекинга, а остальная часть может быть выделена после преобразования в ароматическую фракцию посредством гидродесульфурации.
Между тем, часть потока, содержащую С9+ углеводороды, рециклируют на этап реакции каталитического крекинга, а остальная часть может быть рециклирована на этап регенерации катализатора.
Углеводородным сырьем может быть нафта или керосин.
Углеводородное сырье предпочтительно является углеводородной смесью с температурой кипения, составляющей 30-350°.
Катализатор может быть цеолитовым соединением.
Цеолитовое соединение предпочтительно является цеолитом ZSM-5.
Реакцию каталитического крекинга предпочтительно проводят при температуре 500-750° и массовом отношении углеводородное сырье/водяной пар, составляющем 0,01-10.
Реакция каталитического крекинга также может быть проведена в реакторе с неподвижным слоем (катализатора) или в реакторе с псевдоожиженным слоем (катализатора).
Если реакцию каталитического крекинга проводят в реакторе с неподвижным слоем (катализатора), то реакция каталитического крекинга может быть проведена при времени выдержки углеводородного сырья, составляющем 0,1-600 секунд.
Если реакцию каталитического крекинга проводят в реакторе с псевдоожиженным слоем (катализатора), то реакция каталитического крекинга может быть проведена при времени выдержки углеводородного сырья, составляющем 0,1-600 секунд, и массовом отношении катализатор/углеводородное сырье, составляющем 1-100.
Для регенерации катализатора может использоваться традиционный процесс регенерации катализатора. Например, в случае, если основной реактор реакции это обычный реактор FCC, регенерация может произойти, когда истраченный катализатор контактирует с воздухом при высокой температуре в регенераторе. В случае, если когда основной реактор реакции это традиционный фиксированный реактор как ниже, можно использовать часть реакторов, оставшийся реактор можно использовать для регенерации. Цикл периодически повторяется. Если фиксированный реактор используется для регенерации, подачи углеводородов не производится и происходит регенерация с контактным воздухом при высокой температуре. Также для регенерации катализатора можно применять и другие способы регенерации.
ПРЕДПОЧТИТЕЛЬНЫЕ ЭФФЕКТЫ
Как описано выше, настоящее изобретение обеспечивает способ увеличения выработки легких олефиновых углеводородов из углеводородного сырья, а предпочтительно из нафты или керосина в качестве сырья, посредством каталитического крекинга. Настоящее изобретение имеет преимущество в том отношении, что оно эффективно увеличивает выработку легких олефинов по сравнению с технологией парофазного крекинга, соответствующего известному уровню техники, и упрощает общий технологический процесс. Настоящее изобретение также предлагает эффективные технологическую структуру и способ переработки легких олефинов, которые не реализовывались на известном уровне техники, и, таким образом, обеспечивает способ эффективного увеличения выработки легких олефинов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - технологическая схема, иллюстрирующая вариант осуществления получения легких олефиновых углеводородов из углеводородного сырья посредством термического крекинга, соответствующего предшествующему уровню техники.
Фиг.2 - технологическая схема, иллюстрирующая вариант осуществления получения легких олефиновых углеводородов из углеводородного сырья посредством каталитического крекинга, соответствующего настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Ниже со ссылкой на фиг.2 более подробно описан предпочтительный вариант осуществления настоящего изобретения, который не ограничивает объема настоящего изобретения.
В способе, соответствующем настоящему изобретению, углеводородное сырье, предпочтительно нафту или керосин в качестве углеводородного сырья, а более предпочтительно углеводородное сырье с температурой кипения 30-350°, подают в реактор 24 каталитического крекинга вместе с водяным паром 82 для поддержания спокойного псевдоожижения катализатора и увеличения реакционной способности. В реакторе 24 каталитического крекинга сырье преобразуется в продукт 83 реакции посредством крекинг-реакции. В этом отношении поток пара 82 является суммой потока для поддержания спокойного псевдоожижения катализатора и потока для улучшения реакционной способности, которую оптимизируют в соответствии с условиями реакции.
В качестве катализатора может быть использован любой катализатор без специального ограничения, если он является катализатором, известным из предшествующего уровня техники, но предпочтительно использовать цеолитовое соединение, а более предпочтительно - цеолит ZSM-5.
Реакция каталитического крекинга сильно зависит от температуры реакции, пространственной скорости, массового отношения углеводород/водяной пар, и так далее. Эти условия реакции необходимо определять, принимая во внимание следующее: наименьшую возможную температуру для минимизации потребления энергии, оптимальное преобразование, оптимальную выработку олефина, минимизацию деактивации катализатора, вызываемую генерированием кокса, и так далее.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения температура реакции каталитического крекинга составляет приблизительно 500-750°С, предпочтительно - приблизительно 600-700°С, а еще более предпочтительно - приблизительно 610-680°С. Массовое отношение углеводород/водяной пар также составляет приблизительно 0,01-10, предпочтительно - приблизительно 0,1-2,0, а еще более предпочтительно -приблизительно 0,3-1,0.
Реакция каталитического крекинга может быть также проведена в реакторе с неподвижным слоем катализатора или с псевдоожиженным слоем катализатора, и со временем выдержки углеводородного сырья, составляющим приблизительно 0,1-600 секунд, предпочтительно - приблизительно 0,5-120 секунд, а более предпочтительно - приблизительно 1-20 секунд.
Если используют реактор с псевдоожиженным слоем катализатора, то массовое отношение катализатор/углеводородное сырье будет составлять приблизительно 1-100, предпочтительно - приблизительно 5-50, а более предпочтительно - приблизительно 10-40.
Между тем, реактор 24 каталитического крекинга подает используемый катализатор в регенератор 25 катализатора и питается катализатором, регенерированным посредством непрерывной или периодической процедуры в регенераторе 25 катализатора. Продукт 83 реакции подают в охлаждающую колонну 2, где он предварительно разделяется в соответствии с температурой кипения в убывающем порядке от самой высокой температуры кипения, мазут 87, пиролитический бензин 86, содержащий С5+ углеводороды, в качестве основных компонентов, воду 85 разбавления, получаемую в результате конденсации водяного пара, используемого в качестве вспомогательного средства реакции, и газообразные продукты 84, содержащие С4+ углеводороды в качестве основных компонентов. Мазут 87, который имеет низкую экономическую ценность вследствие его исключительно высокой температуры кипения, подают в регенератор 25 катализатора. Газообразный продукт 84 пропускают через компрессор 3 и, в конечном счете, подают в деметанизатор 7, в течение чего он проходит через типовые процессы, например, делитель 4 и низкотемпературный теплообменник 5 для рекуперирования тепла. Это производит фракцию 92 водород/метан, которая имеет наименьшие температуры кипения во всем технологическом процессе. В деэтанизаторе 8 фракцию 94 с двумя атомами углерода отделяют вверх, и фракцию с двумя атомами углерода пропускают через реактор 9 гидрогенизации фракции с двумя атомами углерода и подают в делитель 10 фракции с двумя атомами углерода, где она разделяется на этан 97 и этилен 98. Этан 97 частично преобразуют в тяжелые олефины в перерабатывающей печи 11 и затем рециклируют в охлаждающую колонну 2 по линии 99. В депропанизаторе 12 фракция 101 с тремя атомами углерода отделяется вверх, и фракцию с тремя атомами углерода пропускают через реактор 13 гидрогенизации фракции с тремя атомами углерода и подают в делитель 14 фракции с тремя атомами углерода, где она разделяется на пропан 103 и пропилен 104. Пропан 103 частично преобразуют в легкие олефины в перерабатывающей печи 11 и рециклируют в охлаждающую колонну 2 по линии 99. В дебутанизаторе 15 фракцию 106 с четырьмя-пятью атомами углерода отделяют вверх, и фракцию 106 с четырьмя-пятью атомами углерода частично перерабатывают в реакторе 24 каталитического крекинга, как рециклируемую С6+ фракцию 107 в соответствии с целью этого технологического процесса. В деоктанизаторе 22 фракцию 110 с шестью-восьмью атомами углерода отделяют вверх, и часть фракции с шестью-восьмью атомами углерода перерабатывают в реакторе 24 каталитического крекинга как рециклируемую фракцию 111 с шестью-восьмью атомами углерода в соответствии с целью технологического процесса, а остальную часть 113 пропускают через блок 23 для гидрогенизации пиролитического бензина (PGHT) для получения ароматической фракции 114. Часть С9+ фракции 109, отделенной из нижней части деоктанизатора 22, перерабатывают в реакторе 24 каталитического крекинга как рециклируемую С9+ фракцию 116 в соответствии с целью технологического процесса, а остальную часть 117 подают в регенератор 25 катализатора.
Как описано выше, в соответствии с настоящим изобретением выработка легких олефинов во всем технологическом процессе может быть эффективно увеличена благодаря использованию технологической структуры разделения и способа переработки легких олефинов, которые являются эффективными в технологическом процессе выработки легких олефиновых углеводородов из углеводородного сырья, а предпочтительно нафты или керосина в качестве сырья, посредством каталитического крекинга. В случае реакции каталитического крекинга этана и пропана получают в большем количестве, чем технологическом процессе парофазного крекинга. Таким образом, если их перерабатывают во всем количестве при использовании перерабатывающей печи, то выработка этилена и пропилена может быть увеличена.
Поскольку получение бутадиена и 1-бутена из реакции каталитического крекинга также значительно уменьшается, то отделение и выработка этих соединений уменьшала рентабельность. Однако, если эти соединения рециклируют в реактор каталитического крекинга, то становится возможной их преобразование в этилен и пропилен. В настоящем изобретении, благодаря рециклированию всего количества фракции с четырьмя-пятью атомами углерода в реактор 24 каталитического крекинга, необязательные процессы отделения и дорогие реакции гидрогенизации могут быть исключены для упрощения всего технологического процесса и для увеличения выработки этилена и пропилена.
В настоящем изобретении благодаря переработке части 111 фракции 110 с шестью-восьмью атомами углерода в реакторе 24 каталитического крекинга может также регулироваться содержание ароматических соединений, и, в конечном счете, может быть увеличено.
Кроме того, в настоящем изобретении часть 116 С9+ фракции 116 перерабатывают в реакторе 24 каталитического крекинга, где он преобразуется во фракцию с шестью-восьмью атомами углерода, так что может быть увеличена выработка ароматических соединений. Остальная часть С9+ фракции 116 может быть переработана и использована в качестве мазута в регенераторе катализатора. В соответствии с этим настоящее изобретение может максимизировать производительность технологического процесса относительно регулирования производительности процесса и изменения в стоимости продукта.
В настоящем изобретении мазут 87 используют также непосредственно в регенераторе катализатора, так что представляется возможным упрощение оборудования для обработки мазута и для увеличения рентабельности. В общем технологическом процессе мазут 87 сжигают вследствие низкой экономической ценности как нефтяной химический продукт или используют в нагревателе в качестве сырья. Однако в этом случае возникают дополнительные затраты на транспортировку и хранение и возникает проблема, связанная со смешиванием мазута 87 с другими фракциями.
Настоящее изобретение может стать более очевидным из следующих примеров, которые приведены только для иллюстрации, а не для ограничения объема настоящего изобретения.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 1
Функционирование технологического процесса парофазного крекинга для получения легких олефинов изучали на промышленном технологическом процессе с технологической структурой, иллюстрируемой на фиг.1, при этом получили результаты, приведенные ниже.
В этом Сравнительном Примере 1 в качестве сырья использовали нафту, имеющую состав, приведенный ниже в Таблице 2.
Рабочими условиями реактора 1 термического крекинга являются следующие: температура реакции составляла 850°С; массовое отношение водяной пар/нафта составляло 2 единицы; а время выдержки составляло 0,1 с. Выход всего технологического процесса (включая рециклируемые фракции), получаемый в этом Сравнительном Примере приведен ниже в Таблице 3.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 2
Для изучения функционирования реакции каталитического крекинга для получения легких олефинов выполняли испытание в каталитическом реакторе, используя сырье, как описано в Сравнительном Примере 1.
В каталитический реактор подавали сырье посредством впрыскивающего жидкость насоса, а электрический нагреватель вне реактора использовали для регулировки температуры реакции. Продукт реакции разделяли на жидкую фазу и парогазовую фазу, так что могли количественно анализироваться масса и компоненты каждой фазы.
В этом Сравнительном Примере использовали катализатор HZSM-5, а реакцию проводили при температуре 675°С. Результаты анализа продукта реакции приведены ниже в Таблице 4.
Как можно видеть из Таблицы 4, были получены значительные количества этана и пропана, характеризующие реакцию каталитического крекинга, причем было также получено значительное количество фракции с четырьмя-пятью атомами углерода.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 3
Для изучения эффекта переработки фракций, продукт реакции Сравнительного Примера 2 был отделен для получения фракции с четырьмя-пятью атомами углерода, имеющей состав, приведенный в Таблице 5, и была проведена каталитическая реакция, подобная каталитической реакции, описанной в Сравнительном Примере 2.
Результаты анализа продукта реакции, полученного с подобными катализатором и условиями реакции, что и в Сравнительном Примере 2, приведены ниже в Таблице 6.
Из результатов этого Сравнительного Примера очевидно, что при переработке фракции с четырьмя-пятью атомами углерода может быть эффективно получен этилен и пропилен.
ПРИМЕР 1
Функционирование всего технологического процесса, соответствующего настоящему изобретению, изучали при использовании результатов Сравнительного Примера 3. Функционирование всего технологического процесса изучали при использовании машинного моделирования. Функционирование перерабатывающих печей, использующих этан и пропан в качестве сырья, изучали при использовании данных существующего технологического процесса, и были получены результаты, которые приведены ниже в Таблице 7.
Общий выход технологического процесса приведен ниже в Таблице 8.
Как можно видеть из Таблицы 8, производственный выход этилена и пропилена составлял 59,3 мас.%, что намного больше, чем 50,6 мас.% в технологическом процессе обычного парофазного крекинга Сравнительного Примера 1. Этот результат был получен благодаря эффективной переработке этана и пропана в перерабатывающей печи, и переработке фракции с четырьмя-пятью атомами углерода в реакторе каталитического крекинга.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Как описано выше, настоящее изобретение обеспечивает способ получения легких олефиновых углеводородов из углеводородного сырья, а более предпочтительно из нафты или керосина в качестве сырья, посредством каталитического крекинга, который может эффективно увеличить выработку этилена и пропилена в общем технологическом процессе благодаря эффективной переработке этана и пропана, имеющей низкую добавленную стоимость, переработке фракции с четырьмя-пятью атомами углерода самым экономичным образом и переменной регулировке пути получения С6+ фракции.
В соответствии с настоящим изобретением также минимизированы технологические процессы разделения и реакции гидрогенизации, что ведет к увеличению рентабельности всего технологического процесса.
Хотя предпочтительные варианты осуществления настоящего изобретения были описаны в иллюстративных целях, квалифицированным в этой области техники специалистам будет очевидно, что без отклонения от объема и сущности настоящего изобретения, как описано в прилагаемой формуле изобретения, возможны простые модификации, добавления и замены.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАТАЛИТИЧЕСКОГО КРЕКИНГА С ПРИМЕНЕНИЕМ БЫСТРОЙ ФЛЮИДИЗАЦИИ ДЛЯ ПОЛУЧЕНИЯ ЛЕГКИХ ОЛЕФИНОВ ИЗ УГЛЕВОДОРОДНОГО ИСХОДНОГО СЫРЬЯ | 2006 |
|
RU2404152C2 |
| СПОСОБ И ИНТЕГРИРОВАННАЯ СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ НИЗШЕГО ОЛЕФИНОВОГО ПРОДУКТА | 2010 |
|
RU2560185C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГКИХ ОЛЕФИНОВ ИЗ УГЛЕВОДОРОДНОГО ИСХОДНОГО СЫРЬЯ | 2006 |
|
RU2407776C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ В ЖИДКОЙ ФАЗЕ | 2006 |
|
RU2409540C2 |
| ПОЛУЧЕНИЕ 1-БУТЕНА В УСТРОЙСТВЕ ДЛЯ ПРЕВРАЩЕНИЯ КИСЛОРОДСОДЕРЖАЩИХ СОЕДИНЕНИЙ В ОЛЕФИНЫ | 2011 |
|
RU2529855C2 |
| ПОЛУЧЕНИЕ ОЛЕФИНОВ | 2003 |
|
RU2320704C2 |
| ПРОИЗВОДСТВО ПРОПИЛЕНА ПРИ ПАРОФАЗНОМ КРЕКИНГЕ УГЛЕВОДОРОДОВ, В ЧАСТНОСТИ ЭТАНА | 2004 |
|
RU2383522C2 |
| СМЕШИВАЮЩАЯ РАСХОДНАЯ РЕЗЕРВУАРНАЯ СИСТЕМА | 2013 |
|
RU2593996C2 |
| ПРОИЗВОДСТВО БЕНЗИНА ПОЛИМЕРИЗАЦИЕЙ ОЛЕФИНА С АЛКИЛИРОВАНИЕМ АРОМАТИКИ | 2006 |
|
RU2409541C2 |
| ПОЛУЧЕНИЕ ПРОПИЛЕНА В УСТАНОВКЕ КАТАЛИТИЧЕСКОГО КРЕКИНГА С ПОДВИЖНЫМ СЛОЕМ КАТАЛИЗАТОРА | 2017 |
|
RU2673879C1 |
Изобретение относится к способу увеличения выработки легких олефиновых углеводородов из углеводородного сырья посредством каталитического крекинга, предусматривающему (а) подачу углеводородного сырья в виде нафты или керосина и водяного пара в печь для каталитического крекинга, где углеводородное сырье подвергается реакции каталитического крекинга в присутствии катализатора; (b) регенерацию катализатора, используемого в реакции каталитического крекинга, посредством непрерывной или периодической регенерации, и повторное использование (рециклирование) регенерированного катализатора в печи для каталитического крекинга; (с) быстрое охлаждение, сжатие и разделение продукта реакции каталитического крекинга для отделения и выделения водорода, метана и С2-С3 олефиновых углеводородов и для разделения на поток, содержащий С2-С3 парафиновые углеводороды и поток, содержащий С4+ углеводороды; (d) подачу потока, содержащего С2-С3 парафиновые углеводороды в печь для рециркулирования, где он преобразуется в С2-С3 олефиновые углеводороды путем реакции термического крекинга, и рециклирование преобразованных С2-С3 олефиновых углеводородов на этап быстрого охлаждения, (е) рециклирование, по меньшей мере, части С4-С5 углеводородов потока, содержащего углеводород С4+, на этап реакции каталитического крекинга, причем выход этилена и пропилена, полученных путем реакции каталитического крекинга рециклированных С4-С5 углеводородов выше, чем выход этилена и пропилена, полученных путем каталитической реакции крекинга нафты или керосина, при этом реакцию каталитического крекинга производят при температуре 500-750°С, а массовое отношение сырья нафта или керосин/водяной пар 0,01-10 и время пребывания сырья нафты или керосина 0,1-600 с и соотношение масс сырья катализатор/нафта или керосин углеводороды составляет 1-100. Применение настоящего способа позволяет увеличить выработку легких олефинов. 3 з.п. ф-лы, 8 табл., 2 ил.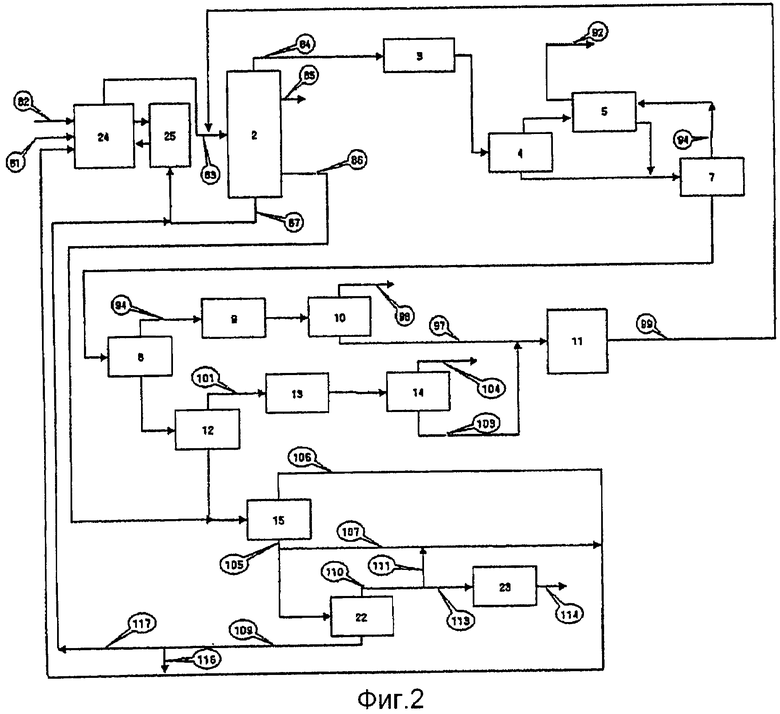
1. Способ увеличения выработки легких олефиновых углеводородов из углеводородного сырья посредством каталитического крекинга, предусматривающий
(a) подачу углеводородного сырья в виде нафты или керосина и водяного пара в печь для каталитического крекинга, где углеводородное сырье подвергается реакции каталитического крекинга в присутствии катализатора;
(b) регенерацию катализатора, используемого в реакции каталитического крекинга, посредством непрерывной или периодической регенерации, и повторное использование (рециклирование) регенерированного катализатора в печи для каталитического крекинга;
(c) быстрое охлаждение, сжатие и разделение продукта реакции каталитического крекинга для отделения и выделения водорода, метана и С2-С3 олефиновых углеводородов и для разделения на поток, содержащий С2-С3 парафиновые углеводороды и поток, содержащий С4+ углеводороды;
(d) подачу потока, содержащего С2-С3 парафиновые углеводороды в печь для рециркулирования, где он преобразуется в С2-С3 олефиновые углеводороды путем реакции термического крекинга, и рециклирование преобразованных С2-С3 олефиновых углеводородов на этап быстрого охлаждения,
(е) рециклирование, по меньшей мере, части С4-С5 углеводородов потока, содержащего углеводород С4+, на этап реакции каталитического крекинга, причем выход этилена и пропилена, полученных путем реакции каталитического крекинга рециклированных С4-С5 углеводородов выше, чем выход этилена и пропилена, полученных путем каталитической реакции крекинга нафты или керосина,
при этом реакцию каталитического крекинга производят при температуре 500-750°С, а массовое отношение сырья нафта или керосин/водяной пар 0,01-10 и время пребывания сырья нафты или керосина 0,1-600 с и соотношение масс сырья катализатор/нафта или керосин углеводороды составляет 1-100.
2. Способ по п.1, в котором катализатором является цеолитовое соединение.
3. Способ по п.2, в котором цеолитовое соединение является цеолитом ZSM-5.
4. Способ по п.1, в котором реакцию каталитического крекинга проводят в реакторе с неподвижным слоем (катализатора) или в реакторе с псевдоожиженным слоем (катализатора).
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Способ получения низших олефинов | 1989 |
|
SU1824420A1 |
| US 6271433 B1, 07.08.2001 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| US 5028400 A, 02.07.1991. | |||

