Изобретение относится к аппаратуре для получения листовых полимерных материалов из мономеров и форполимеров в полимеризационных формах, а именно к конструкции установки для получения листовых полимерных материалов, содержащей один или более блоков полимеризационных форм. Изобретение может быть использовано, в частности, для промышленного получения листового органического стекла.
Известна установка для получения листовых полимерных материалов, содержащая блок полимеризационных форм, образованных параллельно расположенными теплопроводящими плитами, укрепленными на плитах формующими подложками и уплотнителями для полимеризационных форм, помещенными между формующими подложками по их периметру, средства скрепления элементов блока, систему нагрева и охлаждения теплопроводящих плит, систему подачи полимеризационной смеси в полимеризационные формы (US 3689022, B29D 7/08, 1972). Полимеризация мономерной смеси с образованием листового полимерного материала протекает в объемах, образованных формующими подложками и помещенными по их периметру уплотнителями. Процесс получения листовых полимерных материалов включает сборку блока полимеризационных форм, заливку исходной смеси в формы, полимеризацию, охлаждение и извлечение полученных листов из форм.
Наиболее близкой по технической сущности к предложенной установке является известная установка для получения листового органиченического стекла, содержащая блок полимеризационных форм, образованных параллельно расположенными теплопроводящими плитами, укрепленными на плитах формующими подложками и уплотнителями для полимеризационных форм, помещенными между формующими подложками по их периметру, средства скрепления элементов блока, причем каждую плиту охватывает рама в виде скобы, концы скобы шарнирно связаны с боковыми торцами плиты, а на концах ее перекладины расположены обоймы с закрепленными в них роликами, которые опираются на установленные над блоком горизонтальные направляющие, систему нагрева и охлаждения теплопроводящих плит, систему подачи полимеризационной смеси в полимеризационные формы (RU 2073609, B29C 39/02, C08J 3/24, C08L 33/12, 1997).
Процесс получения листового органического стекла на описанной установке осуществляют следующим образом. Для сборки блока полимеризационных форм к теплопроводящим плитам с обеих сторон прижимными накладками прикрепляют формующие подложки из силикатного стекла или полированного металла (на крайних плитах с одной стороны). В процессе прикрепления формующих подложек плиты, подвешенные в рамах, поворачивают в горизонтальное или наклонное положение с помощью шарнирных соединений, а затем перемещают вручную вместе с рамами по горизонтальным направляющим с помощью роликов, приближая плиты друг к другу. Между каждой парой соседних плит устанавливают по периметру формующей подложки уплотняющую прокладку, а также сменный калибр и скрепляют соседние плиты, например запирающими средствами. В качестве уплотняющей прокладки используют трубку из эластичного полимерного материала, например поливинилхлорида. Собранный таким образом блок дополнительно скрепляют стягивающими штангами. Затем в полимеризационные формы подают мономерную смесь. Необходимый температурный режим полимеризации создают подачей насосом во внутренние полости теплопроводящих плит теплоносителя из системы подогрева и охлаждения. По окончании полимеризации формы охлаждают, освобождают стягивающие штанги, запирающие средства, раздвигают теплопроводящие плиты перемещением по горизонтальным направляющим и извлекают готовые листы органического стекла.
Получение листового органического стекла на такой установке требует больших затрат ручного труда. Перемещение вручную больших по габариту и массе плит с закрепленными на них формующими подложками по горизонтальным направляющим делает стадию сборки и разборки полимеризационных форм продолжительным и трудоемким процессом.
Задачей, на решение которой направлено изобретение, является усовершенствование конструкции установки, позволяющее улучшить технологичность процесса получения на ней листовых полимерных материалов.
Техническим результатом, который может быть получен при использовании изобретения, является ускорение и упрощение процесса получения листовых полимерных материалов за счет механизации его отдельных стадий.
Для решения поставленной задачи предложена установка для получения листовых полимерных материалов, содержащая, по крайней мере, один блок полимеризационных форм, образованных параллельно расположенными теплопроводящими плитами, укрепленными на плитах формующими подложками и уплотнителями для полимеризационных форм, помещенными между формующими подложками по их периметру, средства скрепления элементов блока, причем каждую плиту охватывает рама в виде скобы, концы скобы шарнирно связаны с боковыми торцами плиты, а на концах ее перекладины расположены обоймы с закрепленными в них роликами, которые опираются на установленные над блоком горизонтальные направляющие, систему нагрева и охлаждения теплопроводящих плит, систему подачи полимеризационной смеси в полимеризационные формы, отличающаяся тем, что установка содержит средство для перемещения роликов вдоль горизонтальных направляющих, включающее две параллельные ветви цепей, расположенных над горизонтальными направляющими и взаимодействующих с системой звездочек, приводимых в движение электрическим реверсивным приводом, причем на каждой из цепей укреплена каретка с толкающим зубом, а внешняя стенка каждой обоймы соединена с рамой окна для прохода толкающего зуба, верхняя сторона рамы выполнена в виде запирающего плеча двуплечего рычага, соединенного с системой рычагов и приводом для поднятия или опускания запирающего плеча двуплечего рычага.
Для минимизации тяжелого ручного труда установка может дополнительно содержать подъемно-транспортное средство, которое используется для поднятия и опускания груза, например для поднятия уплотнителей в процессе сборки полимеризационных форм, снятия готового листового материала.
Подъемно-транспортное средство включает закрепленные над ветвями цепей две вторые горизонтальные направляющие, установленную на них тележку с ходовыми колесами, соединенными с электроприводом, внутри которой по краям расположены сдвоенные многогранные вертушки, приводящиеся в движение в противоположном направлении от электропривода, четыре тяговых средства, состоящих из шарнирно соединенных звеньев, причем количество шарнирных соединений соответствует количеству вершин вертушки, длина звена равна расстоянию между соседними вершинами вертушки, шарнирное соединение первого звена каждого тягового средства закреплено на одной из вершин соответствующей вертушки, к шарнирным соединениям последних звеньев тяговых средств подвешена платформа для поднимаемого груза.
В качестве уплотнителей для полимеризационных форм можно использовать уплотнители в виде трубок различной конфигурации из эластичного полимерного материала, например поливинилхлорида. При сборке полимеризационных форм такие уплотнители укладывают на формующие подложки в форме прямоугольника. Однако из-за отсутствия жесткой фиксации размеры выложенных прямоугольников могут меняться от операции к операции, а при сжатии формующих подложек может произойти перекос трубок, что приведет к получению листового материала с разной толщиной по краям.
Для устранения возможности образования разнотолщинности в краевых областях получаемого листового полимерного материала и обеспечения стабильности заданных габаритов листового материала уплотнитель для полимеризационной формы может быть выполнен в виде рамы с проходом для ввода полимеризационной смеси, расположенным на одной из ее сторон, причем рама включает жесткую плоскую основу и закрепленную на ней прокладку из эластичного полимерного материала, представляющую собой трубку с двумя параллельно расположенными лепестками вдоль внешней поверхности, охватывающими жесткую плоскую основу по внутреннему периметру.
Уплотнитель для полимеризационной формы может быть выполнен также в виде рамы с проходом для ввода полимеризационной смеси, расположенным на одной из ее сторон, причем рама включает жесткую плоскую основу, на внутренней боковой поверхности которой по всей длине расположена перпендикулярная основе полка, так что рама имеет Т-образное сечение, и закрепленную на полке по ее длине прокладку из эластичного полимерного материала, содержащую две трубки, по всей длине скрепленные между собой соединительным элементом, выполненным из материала трубок, причем вдоль внешних поверхностей трубок вблизи креплений соединительного элемента расположены лепестки, направленные навстречу друг другу и охватывающие полку. Уплотнитель такой конструкции может дополнительно иметь прорези на жесткой плоской основе рамы, в которых параллельно полке закреплены пластины, причем ширина и толщина пластин соответствует ширине и толщине полки, на пластине закреплен отрезок прокладки из эластичного полимерного материала, содержащей две трубки, по всей длине скрепленные между собой соединительным элементом, выполненным из материала трубок, причем вдоль внешних поверхностей трубок вблизи креплений соединительного элемента расположены лепестки, направленные навстречу друг другу и охватывающие пластину.
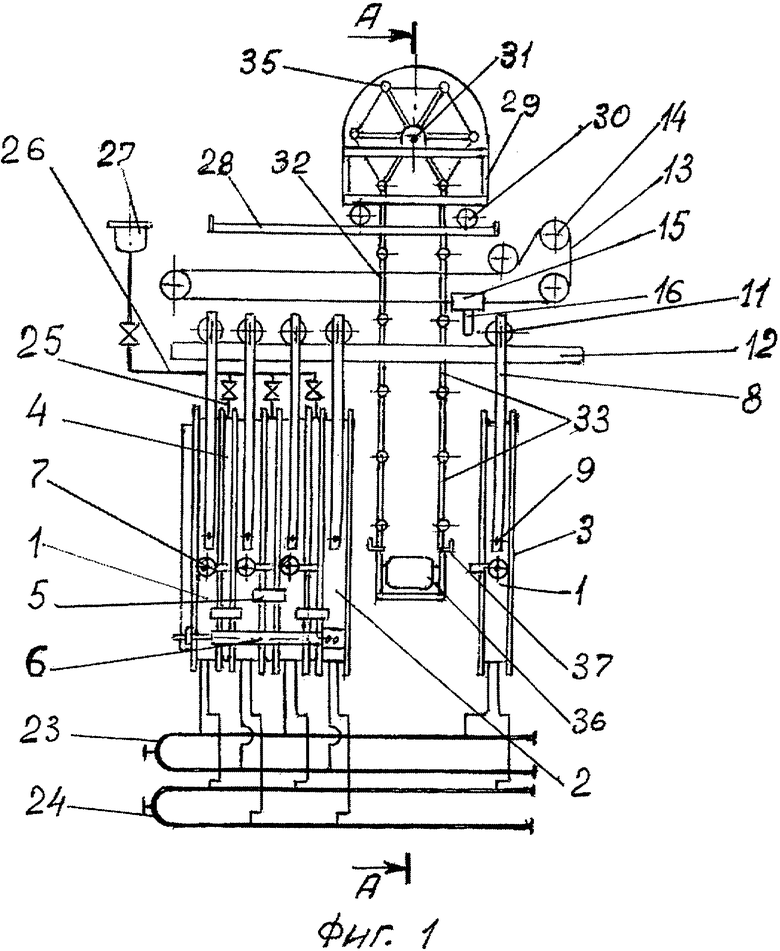
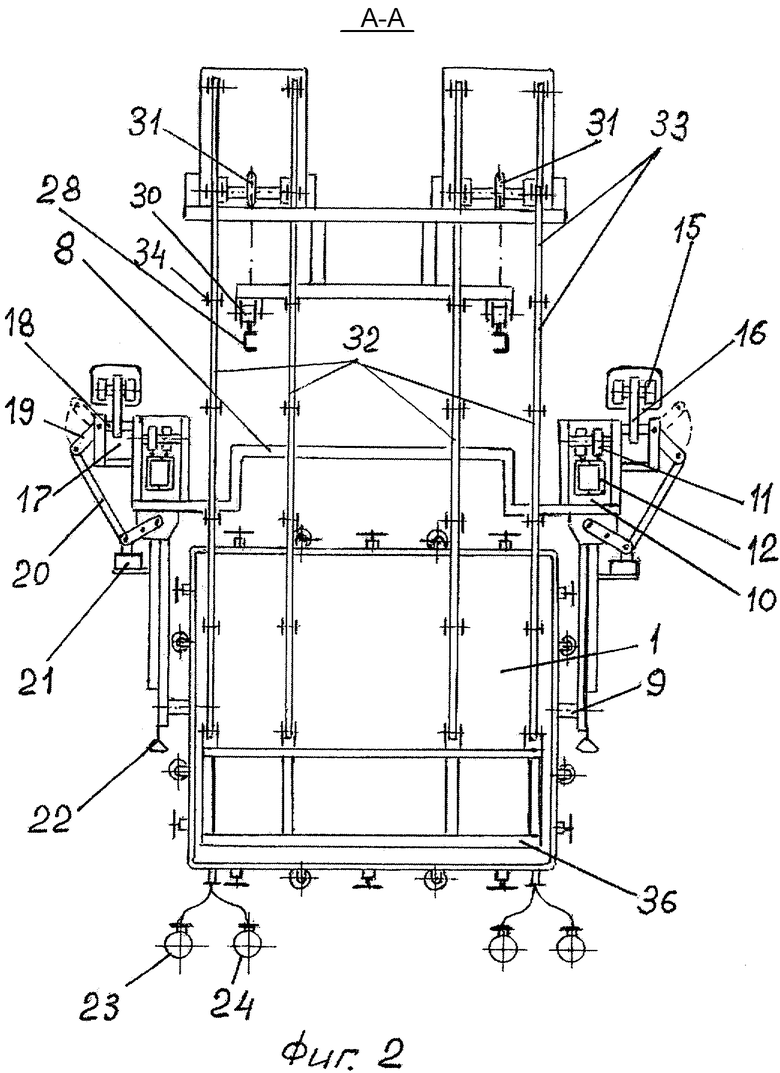
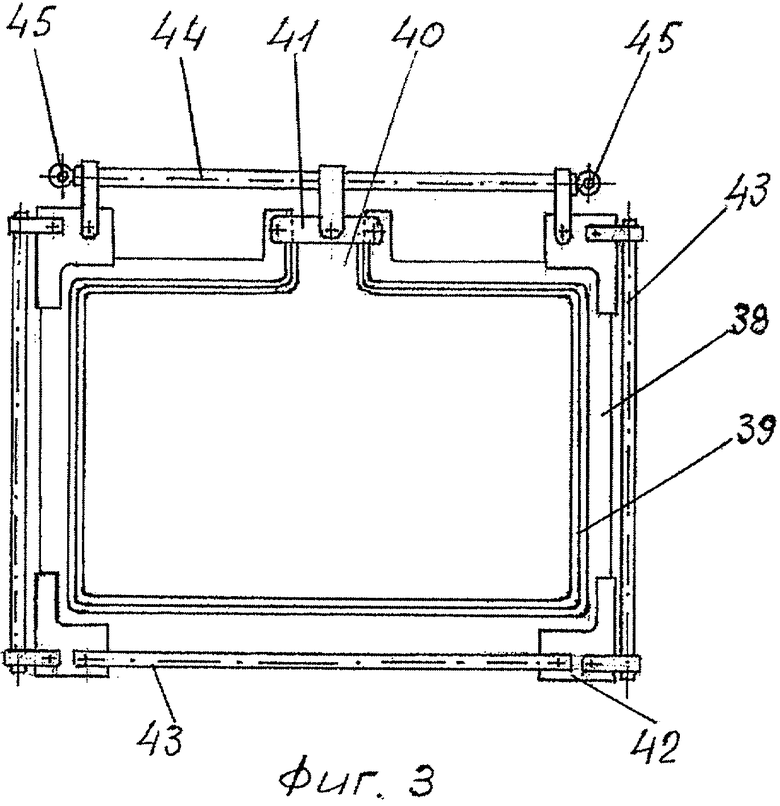
Сущность изобретения иллюстрируется приложенными фиг.1-5. На фиг.1 изображен общий вид конкретного выполнения установки для получения листовых полимерных материалов в процессе ее сборки; на фиг.2 - продольный разрез установки для получения листовых полимерных материалов по А-А; на фиг.3 - общий вид конкретного выполнения уплотнителя для полимеризационной формы; на фиг.4 - поперечный разрез участка полимеризационной формы установки для получения листовых полимерных материалов, содержащей уплотнитель с прокладкой в виде одной трубки; на фиг.5 - поперечный разрез участка полимеризационной формы установки для получения листовых полимерных материалов, содержащей уплотнитель с прокладкой в виде двух соединенных трубок.
В соответствии с фиг.1 и фиг.2 установка для получения листовых полимерных материалов содержит один блок полимеризационных форм. Блок изображен в процессе сборки. Количество полимеризационных форм в блоке может быть различным, в зависимости от желаемого масштаба и возможностей производства. Полимеризационные формы образованы параллельно расположенными теплопроводящими плитами 1 (для удобства скрепления плит в один блок плиты в блоке могут быть разделены средней теплопроводящей плитой 2), укрепленными на плитах формующими подложками 3 и уплотнителями для полимеризационных форм 4, помещенными между формующими подложками 3. Формующие подложки 3 прикреплены к плитам 1 прижимными накладками (на чертежах не показаны) с обеих сторон каждой плиты, кроме крайних, к которым подложки прикреплены только с одной стороны. В качестве формующих подложек можно использовать, например, силикатное стекло, полимерные пленки. Полимеризационные формы соединены в блок запирающими средствами 5, скрепляющими соседние теплопроводящие плиты, и двумя стягивающими штангами 6, закрепленными на средней плите 2 (вторая штанга на чертеже не показана). Между соседними теплопроводящими плитами расположены калибрующие устройства 7, которые могут быть сменными. Каждую из плит 1 и 2 охватывает рама в виде скобы 8, концы скобы с помощью шарниров 9 связаны с боковыми торцами плиты. На концах перекладины скобы 8 расположены обоймы 10 с закрепленными в них роликами 11. Ролики 11 опираются на установленные над блоком горизонтальные направляющие 12. Установка содержит средство для перемещения роликов вдоль горизонтальных направляющих 12. Оно включает две параллельные ветви цепей 13, которые расположены над горизонтальными направляющими 12 и взаимодействуют с системой звездочек 14, приводимой в движение электрическим реверсивным приводом (на чертежах не показан). На каждой из цепей укреплена каретка 15 с толкающим зубом 16. Внешняя стенка каждой обоймы 10 соединена с рамой окна 17 для прохода толкающего зуба 16, верхняя сторона рамы выполнена в виде запирающего плеча 18 двуплечего рычага 19, соединенного с системой рычагов 20 и приводом для поднятия или опускания запирающего плеча 18 двуплечего рычага 19. В качестве привода данная установка содержит электромагнит 21 и дублирующее ручное управление в виде штанги 22. К патрубкам для входа и выхода теплоносителя в плитах присоединены трубопроводы 23 и 24, которые соединены с насосом и системой подогрева и охлаждения теплоносителя (на чертежах не показаны). В верхней части уплотнителей 4 установлены узлы подачи 25 полимеризуемой смеси в полимеризационные формы. Узлы подачи 25 соединены коммуникациями с заливочным коллектором 26 с фильтром 27 на линии, по которой в коллектор поступает исходная полимеризуемая смесь, например из обычного реактора (на чертежах не показан).
Установка содержит подъемно-транспортное средство, которое включает: две вторые горизонтальные направляющие 28, закрепленные над ветвями цепей 13; установленную на горизонтальных направляющих 28 тележку 29 с ходовыми колесами 30, соединенными с электроприводом, внутри которой по краям расположены сдвоенные многогранные вертушки 31, приводящиеся в движение в противоположном направлении от электропривода; четыре тяговых средства 32, которые состоят из шарнирно соединенных звеньев 33, причем количество шарнирных соединений 34 соответствует количеству вершин 35 вертушки 31, длина звена равна расстоянию между соседними вершинами вертушки, шарнирное соединение первого звена каждого тягового средства закреплено на одной из вершин соответствующей вертушки, к шарнирным соединениям последних звеньев тяговых средств подвешена платформа 36 с цапфами 37 для поднимаемого груза.
Уплотнители для полимеризационных форм могут быть выполнены с жесткой основой, что обеспечивает получение листового материала со стабильными заданными габаритами.
В соответствии с фиг.3 уплотнитель выполнен в виде рамы, включающей жесткую основу 38 и закрепленную на ней прокладку из эластичного полимерного материала 39. Рама на одной из сторон имеет проход 40 для ввода полимеризационной смеси. В качестве материала для прокладки можно использовать, например, резину, поливинилхлорид, полиэтилен, фторопласт. Для придания большей жесткости раме ее края в области прохода 40 соединены замковым устройством 41, углы жесткой основы 38 по наружному периметру дополнительно скреплены оголовками 42, к которым с трех сторон присоединены штанги 43, а с четвертой стороны над проходом присоединена траверса 44 с проушинами 45. Проушины устанавливаются для удобства установки уплотнителя между формующими подложками при сборке полимеризационных форм, снятия готового блока органического стекла и подачи последнего на дальнейшую обработку.
В соответствии с фиг.4 уплотнитель может содержать раму, жесткая основа 38 которой является плоской, а закрепленная на ней прокладка представляет собой трубку 46 с двумя параллельно расположенными лепестками 47 вдоль внешней поверхности трубки. Лепестки 47 охватывают жесткую плоскую основу 38 по внутреннему периметру. Уплотнитель размещен между двумя формующими подложками 3, например листами силикатного стекла.
В соответствии с фиг.5 уплотнитель может содержать раму, основа которой имеет Т-образное сечение, образованное плоской частью основы 38 и полкой 48, расположенной по всей длине основы перпендикулярно ее внутренней боковой поверхности. На полке 48 по ее длине закреплена прокладка из эластичного полимерного материала, содержащая две трубки 46. Трубки 46 по всей длине скреплены между собой соединительным элементом 49, выполненным из материала трубок. Вдоль внешних поверхностей трубок 46 вблизи креплений соединительного элемента 49 расположены лепестки 47. Лепестки 47 направлены навстречу друг другу и охватывают полку 48.
Прокладки, закрепленные на жесткой основе, не перекашиваются при сжатии формующих подложек в процессе сборки полимеризационных форм.
Описанная установка работает следующим образом.
Перед сборкой полимеризационных форм в каждую теплопроводящую плиту 1 и плиту 2 с прикрепленными к ним формующими подложками 3 по трубопроводу 23 подают теплоноситель, который, пройдя через всю поверхность плит, поступает в трубопровод 24 на циркуляцию. Затем отодвигают крайнюю плиту с помощью средства для перемещения роликов 11 вдоль горизонтальных направляющих 12. Для этого цепи ветвей 13 приводят в движение электрическим реверсивным приводом, и каретки 15 с толкающими зубьями 16 устанавливают между раздвигаемыми плитами (нормальное положение проемов окон 17 - открытое когда запирающие плечи 18 двуплечих рычагов 19 подняты, и толкающие зубья свободно проходят через проемы окон). Электромагнитами 21 или штангами 22 через систему рычагов 20 опускают запирающие плечи 18 двуплечих рычагов 19, которые закрывает проемы окон 17. Цепи ветвей снова приводятся в движение, и толкающие зубья воздействуют на запирающие плечи, перемещая плиты вместе со скобами с помощью роликов 11 по направляющим 12. Движение цепей останавливают, запирающие плечи поднимают также с помощью электромагнитов 21 или штанг 22. Затем тележку 29 подъемно-транспортного средства устанавливают над раздвинутыми плитами путем передвижения ее по горизонтальным направляющим 28. Электроприводом приводят в движение сдвоенные многогранные вертушки 31 и в образовавшееся пространство между плитами опускают платформу 36 (нормальное положение платформы - крайнее верхнее). На платформу заходит оператор, платформу поднимают на нужную высоту и производят осмотр формующих подложек 3 и настройку калибрующих устройств 7 на заданный номинал получаемого листового полимерного материала. При поднятии платформы шарнирные соединения 34 тяговых средств 32 укладываются на вершины 35 вертушек 31. Платформу опускают, к платформе подкатывают тележку с вертикально установленным уплотнителем для полимеризационной формы 4, выполненным в виде рамы, и проушины 45 траверсы 44 уплотнителя перекидывают на цапфы 37. Тележку убирают из зоны компоновки. Платформу с уплотнителем поднимают на нужную высоту, уплотнитель прикрепляют гибкими связями к верхней кромке крайней теплопроводящей плиты и проушины траверсы уплотнителя снимают с цапф 37. После установки уплотнителя платформу поднимают в крайнее верхнее положение. Затем с помощью средства для перемещения роликов передвигают вторую теплопроводящую плиту вдоль горизонтальных направляющих 12, смыкая ее с крайней плитой. Две плиты скрепляют запирающими средствами 5, и таким образом образуется первая полимеризационная форм. Между второй и третьей плитой образуется пространство. Аналогично описанному способу осуществляют осмотр формующих подложек второй и третьей плит, настройку калибрующих устройств, крепление уплотнителя ко второй плите, смыкание третьей плиты со второй и скрепление их запирающими средствами с образованием второй полимеризационной формы. Описанные действия повторяют, пока не соберут все полимеризационные формы и не скрепят их в блок. Собранный блок дополнительно скрепляют двумя стягивающими штангами 6, закрепленными на средней плите 2.
Одновременно готовят полимеризуемую смесь, включающую мономер, необходимые добавки и инициатор. Компоненты смеси и их соотношение подбирают в зависимости от типа получаемого полимерного материала, его толщины и требуемых характеристик. Смесь через фильтр 27, коллектор 26 и узлы подачи 25, установленные в проходах 40 уплотнителей 4, подают в полимеризационные формы. После заполнения форм их отключают от системы подачи мономера, проход герметизируют свободными концами прокладки и подают в формы нейтральный газ (например, азот) для компенсации усадки содержимого формы в результате полимеризации. Температурный режим полимеризации выбирают исходя из выбранного инициатора и толщины получаемого полимерного материала. Необходимый температурный режим создают подачей насосом во внутренние полости теплопроводящих плит 1 и 2 теплоносителя из систем подогрева и охлаждения. Для более эффективного съема тепла, особенно во время гель-эффекта, предпочтительно подавать теплоноситель в соседние плиты в противоположных направлениях (перекрестная подача). Полимеризация сопровождается загустеванием массы и ее усадкой. По мере усадки производят поджатие форм. По окончании полимеризации формы охлаждают до 30-40°C, освобождают стягивающие штанги 6 и запирающие средства 5. Плиты раздвигают с помощью средства для перемещения роликов. В пространство между раздвинутыми плитами на нужную высоту с помощью подъемно-транспортного средства поднимают оператора, который перекидывает проушины 45 траверсы 44 уплотнителя на цапфы 37. Платформу с уплотнителем опускают, к платформе подкатывают тележку и увозят уплотнитель с полученным листовым полимерным материалом для дальнейшей его обработки.
В случае отсутствия в установке подъемно-транспортного средства установку уплотнителя на формующую подложку и снятие его после окончания полимеризации осуществляют вручную, а перемещение больших по габариту и массе теплопроводящих плит с закрепленными на них формующими подложками по горизонтальным направляющим при смыкании и размыкании плит - с помощью средства для перемещения роликов, что ускоряет и упрощает процесс получения листовых полимерных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНИТЕЛЬ ДЛЯ ПОЛИМЕРИЗАЦИОННОЙ ФОРМЫ (ВАРИАНТЫ), ПРОКЛАДКА ИЗ ЭЛАСТИЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2009 |
|
RU2412806C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2242363C1 |
| СПОСОБ, СОСТАВ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ОРГАНИЧЕСКОГО СТЕКЛА | 1995 |
|
RU2073609C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2240916C1 |
| БОКОВАЯ СКОЛЬЗЯЩАЯ ОПОРА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1993 |
|
RU2062725C1 |
| Нарта | 2019 |
|
RU2715153C1 |
| СПОСОБ СБОРКИ ДВЕРЕЙ АВТОМОБИЛЯ И СБОРОЧНАЯ ЛИНИЯ | 2012 |
|
RU2509023C9 |
| Противопожарная дверь | 1984 |
|
SU1247496A1 |
| СПОСОБ УДАЛЕНИЯ ВОСПЛАМЕНИВШЕГОСЯ ТОПЛИВНОГО БАКА АВТОМОБИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2759166C1 |
| КРУПНОТОННАЖНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2040451C1 |


Изобретение относится к конструкции установки для получения листовых полимерных материалов, в частности листового органического стекла из мономеров и форполимеров в полимеризационных формах. Техническим результатом заявленного изобретения является ускорение и упрощение процесса получения листовых полимерных материалов. Технический результат достигается установкой, содержащей, по крайней мере, один блок полимеризационных форм. Формы образованы параллельно расположенными теплопроводящими плитами, укрепленными на плитах формующими подложками и уплотнителями для полимеризационных форм, которые помещены между формующими подложками по их периметру. Установка содержит также средства скрепления элементов блока, систему нагрева и охлаждения теплопроводящих плит, систему подачи полимеризационной смеси в полимеризационные формы. Каждую плиту охватывает рама в виде скобы, концы скобы шарнирно связаны с боковыми торцами плиты. На концах перекладины скобы расположены обоймы с закрепленными в них роликами. Ролики опираются на установленные над блоком горизонтальные направляющие. Установка содержит средство для перемещения роликов вдоль горизонтальных направляющих. Оно включает две параллельные ветви цепей, расположенных над горизонтальными направляющими. Цепи взаимодействуют с системой звездочек, приводимых в движение электрическим реверсивным приводом. На каждой из цепей укреплена каретка с толкающим зубом, а внешняя стенка каждой обоймы соединена с рамой окна для прохода толкающего зуба. Верхняя сторона рамы выполнена в виде запирающего плеча двуплечего рычага, соединенного с системой рычагов и приводом для поднятия или опускания запирающего плеча двуплечего рычага. 4 з.п. ф-лы, 5 ил.
1. Установка для получения листовых полимерных материалов, содержащая, по крайней мере, один блок полимеризационных форм, образованных параллельно расположенными теплопроводящими плитами, укрепленными на плитах формующими подложками и уплотнителями для полимеризационных форм, помещенными между формующими подложками по их периметру, средства скрепления элементов блока, причем каждую плиту охватывает рама в виде скобы, концы скобы шарнирно связаны с боковыми торцами плиты, а на концах ее перекладины расположены обоймы с закрепленными в них роликами, которые опираются на установленные над блоком горизонтальные направляющие, систему нагрева и охлаждения теплопроводящих плит, систему подачи полимеризационной смеси в полимеризационные формы, отличающаяся тем, что установка содержит средство для перемещения роликов вдоль горизонтальных направляющих, включающее две параллельные ветви цепей, расположенных над горизонтальными направляющими и взаимодействующих с системой звездочек, приводимых в движение электрическим реверсивным приводом, причем на каждой из цепей укреплена каретка с толкающим зубом, а внешняя стенка каждой обоймы соединена с рамой окна для прохода толкающего зуба, верхняя сторона рамы выполнена в виде запирающего плеча двуплечего рычага, соединенного с системой рычагов и приводом для поднятия или опускания запирающего плеча двуплечего рычага.
2. Установка по п.1, отличающаяся тем, что она дополнительно содержит подъемно-транспортное средство, включающее закрепленные над ветвями цепей две вторые горизонтальные направляющие, установленную на них тележку с ходовыми колесами, соединенными с электроприводом, внутри которой по краям расположены сдвоенные многогранные вертушки, приводящиеся в движение в противоположном направлении от электропривода, четыре тяговых средства, состоящих из шарнирно соединенных звеньев, причем количество шарнирных соединений соответствует количеству вершин вертушки, длина звена равна расстоянию между соседними вершинами вертушки, шарнирное соединение первого звена каждого тягового средства закреплено на одной из вершин соответствующей вертушки, к шарнирным соединениям последних звеньев тяговых средств подвешена платформа для поднимаемого груза.
3. Установка по п.1 или 2, отличающаяся тем, что уплотнитель для полимеризационной формы выполнен в виде рамы с проходом для ввода полимеризационной смеси, расположенным на одной из ее сторон, причем рама включает жесткую плоскую основу и закрепленную на ней прокладку из эластичного полимерного материала, представляющую собой трубку с двумя параллельно расположенными лепестками вдоль внешней поверхности, охватывающими жесткую плоскую основу по внутреннему периметру.
4. Установка по п.1 или 2, отличающаяся тем, что уплотнитель для полимеризационной формы выполнен в виде рамы с проходом для ввода полимеризационной смеси, расположенным на одной из ее сторон, причем рама включает жесткую плоскую основу, на внутренней боковой поверхности которой по всей длине расположена перпендикулярная основе полка, так что рама имеет Т-образное сечение, и закрепленную на полке по ее длине прокладку из эластичного полимерного материала, содержащую две трубки, по всей длине скрепленные между собой соединительным элементом, выполненным из материала трубок, причем вдоль внешних поверхностей трубок вблизи креплений соединительного элемента расположены лепестки, направленные навстречу друг другу и охватывающие полку.
5. Установка по п.4, отличающаяся тем, что на жесткой плоской основе рамы имеются прорези, в которых параллельно полке закреплены пластины, причем ширина и толщина пластин соответствует ширине и толщине полки, на пластине закреплен отрезок прокладки из эластичного полимерного материала, содержащий две трубки, по всей длине скрепленные между собой соединительным элементом, выполненным из материала трубок, причем вдоль внешних поверхностей трубок вблизи креплений соединительного элемента расположены лепестки, направленные навстречу друг другу и охватывающие пластину.
| СПОСОБ, СОСТАВ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ОРГАНИЧЕСКОГО СТЕКЛА | 1995 |
|
RU2073609C1 |
| US 3689022 A, 05.09.1972 | |||
| US 3694129 A, 26.09.1972 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2240916C1 |
| ПОЛИМЕРИЗАЦИОННАЯ ФОРМА ДЛЯ ПРОИЗВОДСТВА ОРГАНИЧЕСКОГО СТЕКЛА | 1994 |
|
RU2046715C1 |
| Устройство для продольной резки полосового материала | 1985 |
|
SU1238909A1 |
| DE 19725984 A1, 24.12.1998. | |||

