Изобретение относится к области производства алмазного инструмента, в частности к алмазным трубчатым сверлам преимущественно малого диаметра (до 15 мм), изготавливаемым гальваническим способом, которые могут быть использованы в различных отраслях промышленности, таких как приборостроение, электроника, строительство и др., для сверления хрупких неметаллических материалов.
Известна конструкция алмазного трубчатого сверла, содержащего трубчатый корпус и алмазосодержащий слой, расположенный на наружной и внутренней поверхностях рабочей части трубки (Патент США №3495359, кл. 51-204 1968 г., а.с. СССР №252121, кл. B24D, 1969 г.). Для отвода шлама, образующегося при сверлении, и подаче охлаждающей жидкости в зону резания трубчатый корпус выполнен из сетки. Известное трубчатое сверло имеет недостаточно жесткий (прочный) корпус, который при повышенных нагрузках на сверло испытывает деформации, вызывающие потерю работоспособности инструмента еще до полного износа алмазного слоя.
Известно алмазное трубчатое сверло малого диаметра, корпус которого выполнен из металлической трубки, в рабочей алмазной части которой выполнена сквозная прорезь Л-образной формы и несколько сквозных прорезей, расположенных по окружности в сплошной части трубки (А.С. СССР №573353, B28D 1/14, 1977 г.). В совокупности все прорези в сверле образуют на рабочем торце множество пазов, которые ослабляют рабочую часть сверла, уменьшают эффективную алмазную поверхность, участвующую в разрушении обрабатываемого материала, и тем самым снижают работоспособность инструмента.
Известно кольцевое сверло, в трубчатом корпусе которого выполнены прорези или отверстия, и алмазные зерна закреплены на наружной и внутренней поверхности корпуса, полностью или частично заполняя прорези и отверстия (А.С. СССР №1813043, кл. D28D 1/14, 1991 г., патент RU №2259269, кл. В23В 51/04, 2005 г.). Заполнение алмазными зернами прорезей и отверстий корпуса сверла увеличивает жесткость инструмента и толщину рабочего слоя. Однако отсутствие в рабочей части инструмента полноценных прорезей ухудшает условия охлаждения и выноса продуктов разрушения материала из зоны контакта сверла с материалом, что приводит к снижению стойкости сверла и производительности процесса сверления. Кроме того, увеличение количества алмазов, участвующих в работе, приводит к увеличению Мкр. и корпус, имеющий большое количество концентраторов напряжений (равное количеству прорезей) не обеспечивает достаточной прочности.
Наиболее близким техническим решением является трубчатое тонкостенное алмазное сверло (диаметром 1 мм), содержащее трубчатую рабочую часть небольшой высоты, в которой выполнены сквозные поперечные прорези, распложенные в шахматном порядке и образующие на режущей кромке сверла одновременно несколько пазов. Алмазные зерна нанесены на наружную и внутреннюю поверхности рабочей части корпуса. Для придания конструкции жесткости сверло снабжено сплошным корпусом большого диаметра, а трубчатой выполнена только утоненная рабочая часть инструмента (А.С. №806433, кл. B24D 1/14, 1979 г.). Недостаток сверла заключается в том, что оно имеет короткую алмазную часть с неглубоким центральным отверстием, не имеющим выхода в корпус сверла, и поэтому может быть успешно использовано только для сверления неглубоких отверстий или для получения неглубоких пазов. При сверлении же глубоких отверстий наличие в рабочей части сверла нескольких прорезей уменьшает эффективную алмазную поверхность, участвующую в разрушении обрабатываемого материала, в результате чего увеличивающиеся на сверло нагрузки достигают величины, вызывающей деформацию корпуса, срез алмазосодержащей части, т.е. потерю работоспособности сверла. Потере работоспособности сверла также способствует затрудненное поступление охлаждающей жидкости в зону резания из-за невозможности подачи СОЖ по центру сверла, что связано с ухудшением условий, необходимых для постоянного вымывания шлама. Кроме того, поперечное расположение пазов значительно ослабляет прочность корпуса, т.к. их направление совпадают с рабочими напряжениями, образующимися за счет момента кручения, являясь факторами концентрации напряжений.
Технической задачей является повышение работоспособности трубчатых сверл малого диаметра (до 15 мм), особенно с рабочей частью большой высоты, предназначенных для сверления глубоких отверстий.
Техническое решение задачи заключается в том, что в алмазном трубчатом сверле, содержащем трубчатый корпус и прерывистую рабочую часть с прерывистой режущей кромкой, полученную в виде алмазосодержащего покрытия на корпусе, прерывистость рабочей части сверла образована ориентированной в осевом направлении сквозной прорезью, выполненной таким образом, что в каждом поперечном сечении рабочей части сверла она образует в плоскости сечения один паз.
При изготовлении сверл с небольшой высотой рабочей части (3-5 мм) прорезь может быть выполнена цельной
При изготовлении сверл с большой высотой рабочей части прорезь может быть выполнена составной, состоящей, по меньшей мере, из двух ориентированных в осевом направлении фрагментов, смещенных относительно друг друга на длину одного фрагмента, при этом фрагменты равномерно распределены в окружном направлении относительно оси сверла.
Было установлено, что при работе сверла малого диаметра с прорезью, образующей в каждом поперечном сечении рабочей части сверла в плоскости сечения один паз, развивающиеся крутящие моменты существенно (до 2-3 раз) ниже, чем у сверла, снабженного большим количеством прорезей. Кроме того, такой корпус имеет достаточно высокую прочность и жесткость и в процессе работы практически не деформируется, сохраняя свою работоспособность до полного износа рабочей части.
Алмазное сверло поясняется чертежами
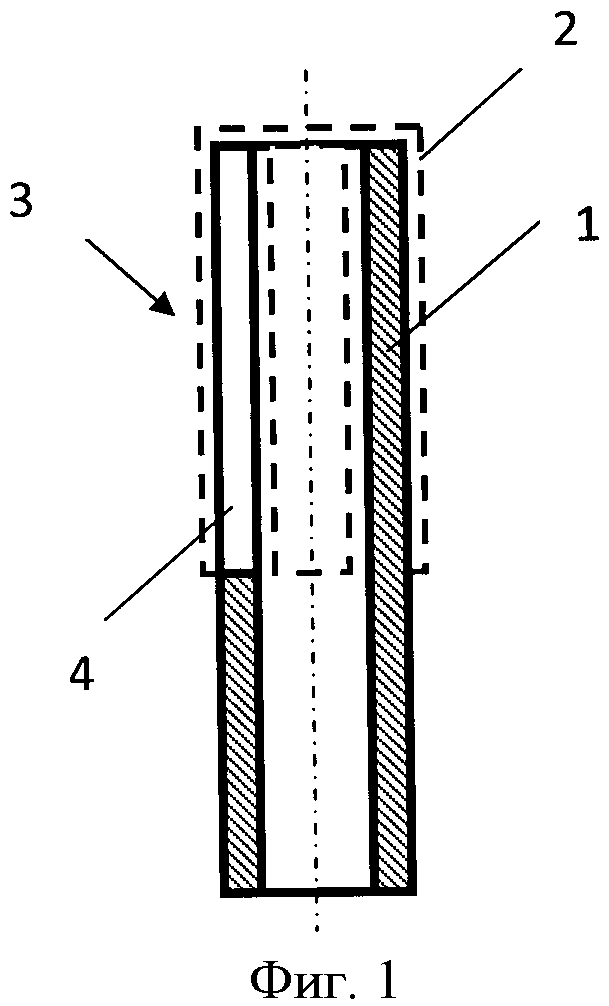
На фиг.1 показан осевой разрез алмазного сверла, снабженного одной сквозной осевой прорезью, выполненной в рабочей части инструмента;
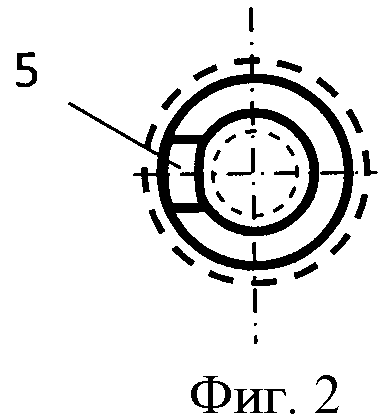
на фиг.2 показан вид на рабочий торец сверла с одним пазом на режущей кромке инструмента;
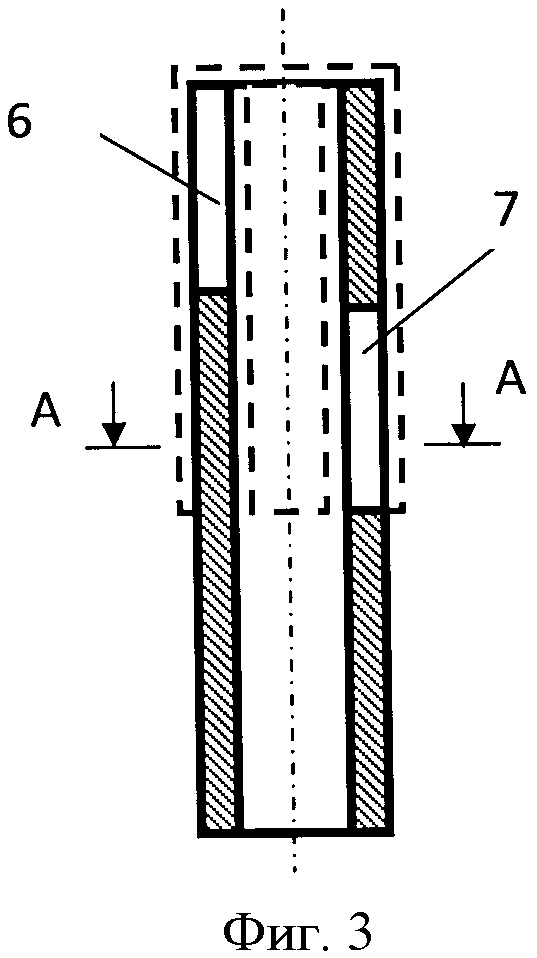
на фиг.3 показан осевой разрез алмазного сверла, снабженного сквозной осевой прорезью, выполненной из двух фрагментов;
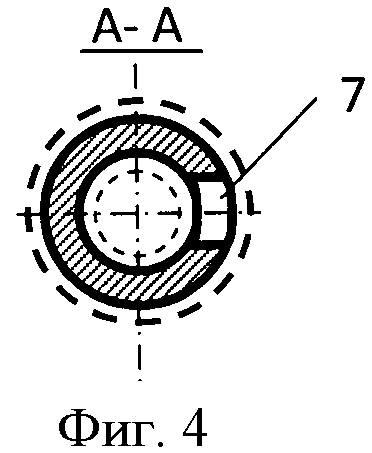
на фиг.4 показано сечение по А-А сверла на фиг.3;
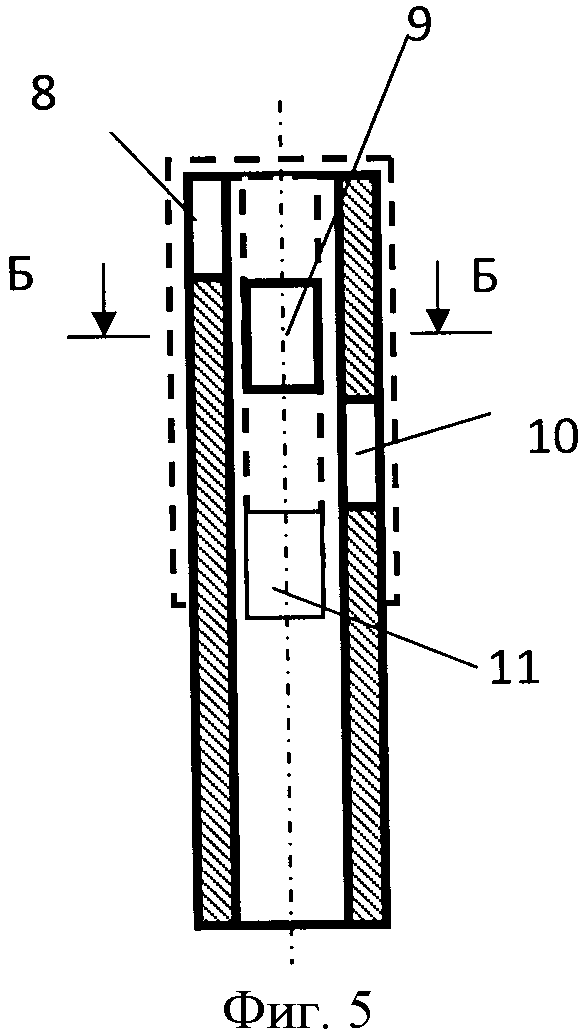
на фиг.5 показан осевой разрез алмазного сверла, снабженного сквозной осевой прорезью, выполненной из четырех фрагментов;
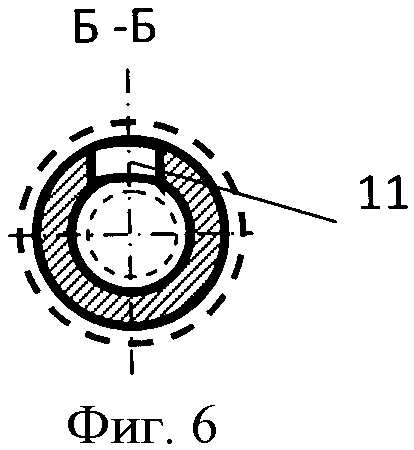
на фиг.6 показано сечение по Б-Б сверла на фиг.5;
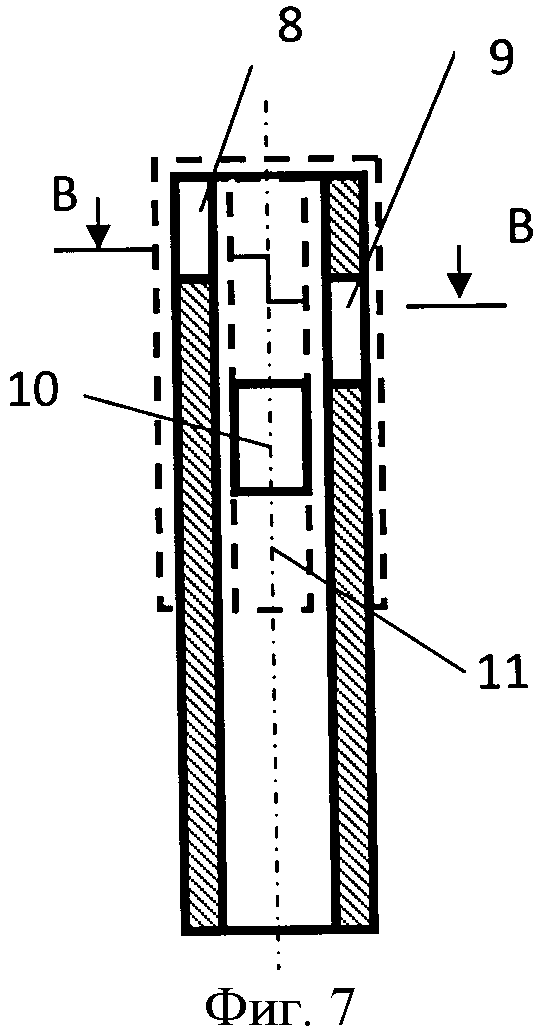
на фиг.7 показан осевой разрез алмазного сверла, снабженного сквозной осевой прорезью, выполненной из четырех фрагментов с другим расположением фрагментов, чем у сверла на фиг.5;
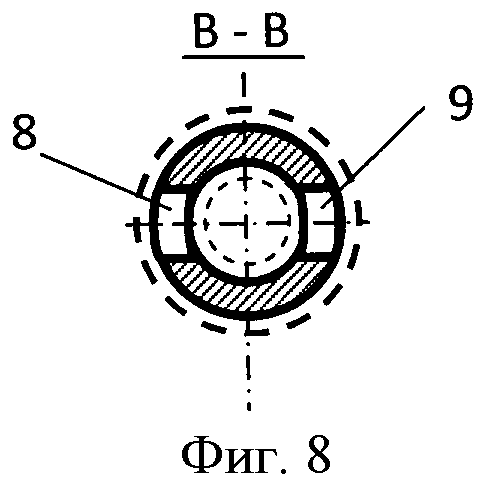
на фиг.8 показано сечение по В-В сверла на фиг.7;
Сверло содержит корпус-трубку 1, на который нанесено алмазосодержащее покрытие 2, образующее рабочую часть сверла 3. В корпусе сверла в его рабочей части выполнена сквозная прорезь 4, которая образует прерывистость на рабочей части сверла и на его режущей кромке в виде паза 5. Прорезь выполнена так, что в каждом поперечном сечении рабочей части сверла в плоскости сечения находится только один паз. В зависимости от высоты рабочей части сверла прорезь выполняют либо в виде одной цельной прорези, либо составной, содержащей, по меньшей мере, два фрагмента. На фиг.1 и 2 показано сверло, в рабочей части которого выполнена одна цельная прорезь 4, которая в любом поперечном сечении и соответственно на режущей кромке образует один паз 5. На фиг.3, 4, 5 и 6 показаны сверла, у которых прорезь составлена из фрагментов, являющихся ее частями. Фрагменты равномерно распределены в окружном направлении относительно оси сверла и смещены в осевом направлении относительно друг друга на длину фрагмента. Так, например, в сверле с прорезью, состоящей из двух фрагментов 6 и 7, фрагменты расположены в диаметрально противоположных стенках корпуса сверла, при этом первый фрагмент 6 одним концом выходит на режущую кромку сверла и заканчивается, например, в середине высоты рабочей части сверла, а второй фрагмент 7 начинается в плоскости, в которой находится конец фрагмента 6. В сверле с прорезью, составленной из четырех фрагментов 8, 9, 10 и 11 для их равномерного распределения в окружном направлении относительно оси сверла, фрагменты выполнены под углом 90° относительно друг друга, при этом они также смещены относительно друг друга в осевом направлении на длину фрагмента. Так, в сечении, в котором находится конец фрагмента 8, начинается фрагмент 9, в сечении, в котором находится конец фрагмента 9, начинается фрагмент 10 и т.д. На фиг.7 и 8 показано другое распределение четырех фрагментов прорези: фрагменты 8 и 9 располагают в диаметрально противоположных стенках корпуса сверла с осевым смещением относительно друг друга; фрагменты 10 и 11 также располагают в диаметрально противоположных стенках корпуса сверла под углом 180° относительно фрагментов 8 и 9 и с осевым смещением относительно друг друга, при этом фрагмент 10 начинается в плоскости, в которой находится конец фрагмента 9. Возможны другие варианты распределения фрагментов. Такое распределение фрагментов прорези, так же как и цельная прорезь, обеспечивает получение в любом поперечном сечении рабочей части сверла только одного паза. Количество фрагментов, составляющих прорезь, зависит от длины рабочей части сверла. Наиболее целесообразное их количество для сверл с высотой рабочей части до 10 мм - 2, 3, 4.
Прорезь выполняют длиной не более 0,8 длины рабочей части инструмента (его алмазосодержащей части). Суммарная длина фрагментов, составляющих прорезь, должна быть равна длине цельной прорези, т.е. не должна превышать 0,8 длины рабочей части инструмента. Ширина прорези должна обеспечивать свободный вынос шлама, образующегося при работе инструмента.
Сверло работает обычным образом. По мере его износа на рабочей кромке, независимо от того выполнена ли прорезь цельной на всю длину рабочей части сверла или из нескольких фрагментов, всегда будет находиться один паз.
Таким образом, снабжение рабочей части сверла малого диаметра только одной прорезью, выполненной либо в виде одной цельной прорези, либо составленной из нескольких фрагментов, обеспечит оптимальную жесткость инструменту при производительном сверлении (повышенных значениях осевой нагрузки и крутящего момента), при этом одной прорези на рабочей части сверла достаточно для обеспечения выноса шлама, образующегося при резании и поступления необходимого количества охлаждающей жидкости, поступающей в зону резания. Такое сверло сохраняет работоспособность до полного износа рабочей части.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНОЕ ТОНКОСТЕННОЕ СВЕРЛО | 2009 |
|
RU2423206C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
| СВЕРЛО | 2010 |
|
RU2457927C2 |
| Способ изготовления трубчатых сверл | 1990 |
|
SU1770090A1 |
| Абразивный инструмент | 1987 |
|
SU1440684A1 |
| Алмазное кольцевое сверло | 1981 |
|
SU965791A1 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ СВЕРЛО ДЛЯ ГЛУХИХ ОТВЕРСТИЙ В КОСТНОЙ ТКАНИ | 2016 |
|
RU2675339C2 |
| Алмазное трубчатое сверло | 1975 |
|
SU573353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ СВЕРЛЕНИЯ | 2009 |
|
RU2432229C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2602721C2 |
Сверло содержит трубчатый корпус и прерывистую рабочую часть с прерывистой режущей кромкой в виде алмазосодержащего покрытия на трубчатом корпусе. Для повышения работоспособности трубчатых сверл малого диаметра при обработке глубоких отверстий рабочая часть сверла выполнена ориентированной в осевом направлении сквозной прорезью, образующей в плоскости каждого поперечного сечения рабочей части сверла один паз. Прорезь выполнена на всю длину рабочей части или образована по меньшей мере двумя ориентированными в осевом направлении фрагментами, смещенными относительно друг друга на длину одного фрагмента, при этом фрагменты равномерно распределены в окружном направлении относительно оси сверла. 2 з.п. ф-лы, 8 ил.
1. Алмазное трубчатое сверло, содержащее трубчатый корпус и прерывистую рабочую часть с прерывистой режущей кромкой в виде алмазосодержащего покрытия на трубчатом корпусе, отличающееся тем, что рабочая часть сверла выполнена ориентированной в осевом направлении сквозной прорезью, образующей в плоскости каждого поперечного сечения рабочей части сверла один паз.
2. Сверло по п.1, отличающееся тем, что прорезь выполнена на всю длину рабочей части.
3. Сверло по. 1, отличающееся тем, что прорезь на рабочей части образована по меньшей мере двумя ориентированными в осевом направлении фрагментами, смещенными относительно друг друга на длину одного фрагмента, при этом фрагменты равномерно распределены в окружном направлении относительно оси сверла.
| Алмазное кольцевое сверло | 1979 |
|
SU806433A1 |
| АЛМАЗНОЕ КОЛЬЦЕВОЕ СВЕРЛО | 0 |
|
SU284675A1 |
| Алмазный инструмент для сверления отверстий и прорезания пазов | 1975 |
|
SU573351A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

