Изобретение относится к технологии машиностроения, в частности к способам изготовления трубчатых алмазосодержащих сверл, предназначенных для сверления твердых неметаллических материалов.
Цель изобретения - создание эффективного способа изготовления трубчатого абразивного инструмента, характеризующегося высокими физико-механическими характеристиками и долговечностью.
Известны способы изготовления трубчатых сверл, основанные на электроконтактном спекании и припекании алмазосодержащей трубчатой керамики к металлической основе. Недостатком известных способов являются низкие характеристики сверл, а также невозможность изготовления инструмента с достаточно длинномерной рабочей алмазосодержащей частью.
Наиболее близким к изобретению является способ изготовления трубчатого алмазного инструмента включающий изготовление витого корпуса и закрепленного на нем алмазного порошка. Существенным недостатком известного способа является его сложность, а также повышенный расход алмазного порошка и низкая
долговечность изготовленного инструмента, лимитированная срабатыванием алмазного слоя с торцевой поверхности витого корпуса.
Цель изобретения - повышение ресурса работы сверл, снижение расхода алмазного порошка и упрощение способа.
Поставленная цель достигается тем, что в известном способе изготовления трубчатых сверл, включающем изготовление корпуса из спирали, сжатие витков спирали и закрепление на нем алмазного порошка, согласно изобретению, перед сжатием спирали ее погружают на заданную глубину в алмазный порошок, а закрепление алмазного порошка осуществляют пропусканием через спиральный корпус электрического тока с одновременным сжатием витков спирали. Указанные отличительные операции позволяют увеличить рабочую длину инструмента и рациональное закрепление на кем порошка, что в конечном счете ведет к повышению ресурса работы сверл и снижению расхода алмазного сырья. Упрощение способа обеспечивается путем исключения из него трудоемких операций изготовления жесткого витого корпуса и гальванического осаждения алмазного слоя.
сл С
V4 VI О О
ю о
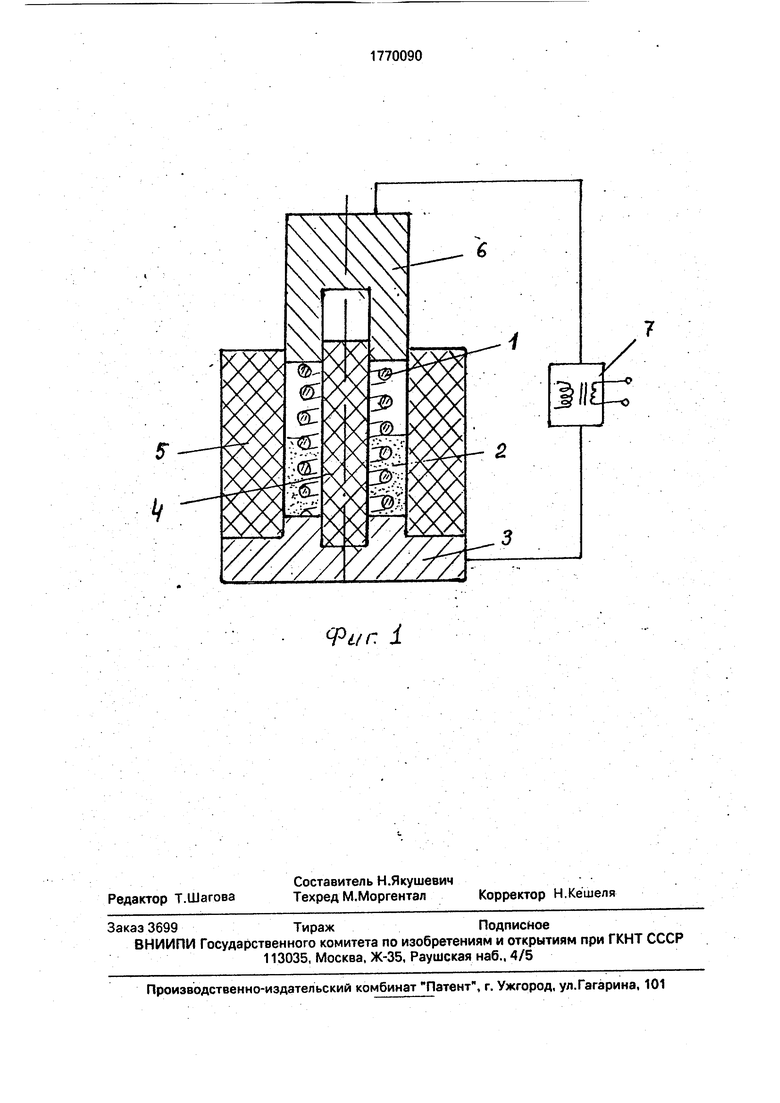
На чертеже представлена схема реализации способа.
Способ осуществляют следующим образом.
Изготавливают методом навивки проволочный трубчатый корпус 1 в виде спирали (пружины), причем ее витки не контактируют между собой. Далее полученную пружину устанавливают в емкости с алмазосодержащей шихтой 2 таким образом, чтобы необходимая рабочая часть корпуса 1 была полностью погружена в шихту. Емкость представляет собой разборную матрицу, состоящую из нижнего металлического основания 3 и диэлектрических внутренней оправки 4 и обоймы 5. На свободную торцовую поверхность корпуса опускают электрод-пуансон б, подключенный к источнику электрического тока 7. Второй электрод источника 7 подключают к основанию 3.
В качестве источника электрического тока могут быть использованы машины для электросварки, генераторы импульсных токов, магнитноимпульсные установки и др.
Далее осуществляют сжатие витков спирали при одновременном пропускании через нее и порошок электрического тока. В результате происходит спекание порошка, а также прочное закрепление витков спирали.
Таким образом обеспечивается изготовление витого трубчатого сверла с рабочей зоной, определяемой степенью погружения в шихту спирали. При этом алмазный порошок будет находиться как между витками, так и на периферии спирали. Этот факт важен с целью обеспечения нормальной работоспособности инструмента вплоть до полного износа рабочей части. Другими словами, в любом сечении рабочей части инструмента на торцевой поверхности сверла будет всегда находиться необходимый алмазный порошок.
Пример реализации способа. Изготавливали трубчатое сверло с витым корпусом диаметром 20 мм, длиной 80 мм и коронкой из алмазов АС 50-315/250. Для корпуса использовали стальную проволоку сечением 2,5 мм.
Спираль опускали в емкость (фиг. 1) на глубину 40 мм, витки спирали сжимали и пропускали через нее электрический ток
сварочного генератора в течение 12-15 секунд. В результате обеспечивалось прочное соединение витков спирали между собой и припекание к ней алмазного порошка. При
этом длина алмазосодержащей части составляла 36 мм при общей длине сверла примерно 72 мм.
Испытания сверл проводили при сверлении железобетонных плит толщиной 220
мм с арматурой диаметром 8-12 мм. Время сверления составляло 8-12 минут. В качестве охлаждающей жидкости использовали воду. Количество алмазного порошка в одном сверле составляло 1,9 карат. С помощью одного опытного сверла в среднем получали 24 отверстия. При этом приведенная стойкость сверла, оцениваемая как отношение длины рабочей части к общей длине просверленных отверстий составляла
6,8-103. Сверла, изготовленные по известной технологии, имели длину рабочей части 0,9 мм, при этом содержание алмазов в каждом сверле составляло 0,6 карата. Данные сверла показали в среднем приведенную
стойкость 3,, т.е. этот показатель у них выше по сравнению с опытными сверлами. В то же время у известных сверл на единицу длины (мм) просверленного отверстия расходуется 2, карат алмазного
порошка, а у опытных сверл данный показатель составляет 0, карат.
Технико-экономические преимущества разработанного способа: повышение долговечности за счет увеличения длины рабочей
части сверла; снижение расхода алмазного сырья; упрощение технологического процесса изготовления сверл.
Формула изобретения Способ изготовления трубчатых сверл, включающий изготовление корпуса из спирали, сжатие витков спирали и закрепление на нем алмазного порошка, отличающийся тем, что, с целью повышения ресурса работы сверл, снижения расхода алмазного порошка и упрощения способа, перед сжатием спирали ее погружают на заданную глубину в алмазный порошок, а закрепление алмазного порошка осуществляют про- пусканием через спиральный корпус электрического тока с одновременным сжатием витков спирали.
V
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1989 |
|
SU1795610A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ СВЕРЛЕНИЯ | 2009 |
|
RU2432229C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2010679C1 |
| Абразивный инструмент | 1987 |
|
SU1440684A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АЛМАЗА ПРИ СПЕКАНИИ С ПРОПИТКОЙ МЕДЬЮ АЛМАЗОСОДЕРЖАЩЕЙ ТВЕРДОСПЛАВНОЙ МАТРИЦЫ | 2017 |
|
RU2633861C1 |
| Способ изготовления алмазного инструмента | 1990 |
|
SU1726225A1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| АЛМАЗНОЕ ТОНКОСТЕННОЕ СВЕРЛО | 2009 |
|
RU2423206C2 |
| АЛМАЗНОЕ ТРУБЧАТОЕ СВЕРЛО | 2009 |
|
RU2419519C2 |
| Способ изготовления алмазного инструмента | 1985 |
|
SU1316804A1 |
Использование: изготовление трубчатых сверл для сверления твердых неметаллических материалов. Сущность изобретения: изготавливают корпус из спирали. Перед сжатием спирали ее погружают на заданную глубину в алмазный порошок, а закрепление алмазного порошка осуществляют пропусканием через спиральный корпус электрического тока с одновременным сжатием витков спирали. 1 ил.
Ч3 и г. i
| Сверхтвердые материалы, Киев, 1986,№ 4, стр | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
