(Л
4
О Од 00
4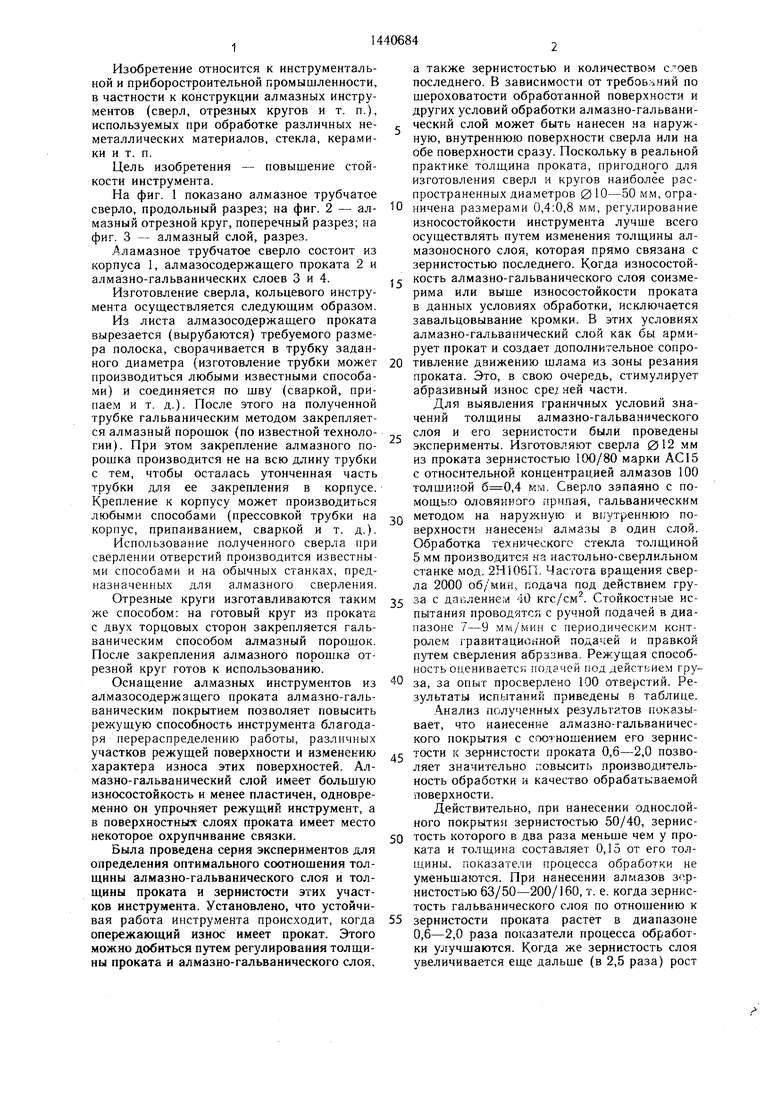
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2103154C1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| Алмазный отрезной круг | 1990 |
|
SU1776550A1 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2010 |
|
RU2437752C1 |
| АЛМАЗНОЕ ТОНКОСТЕННОЕ СВЕРЛО | 2009 |
|
RU2423206C2 |
| Способ изготовления отрезных кругов | 1990 |
|
SU1803315A1 |
| Способ изготовления режущего сегмента для алмазного сверла | 1979 |
|
SU865551A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2216435C1 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2007 |
|
RU2354532C1 |
| Абразивный отрезной круг | 1990 |
|
SU1763162A1 |
Изобретение относится к инструментальной и приборостроительной промышленности, в частности к Конструкции алмазных инструментов, и позволяет повысить стойкость инструмента. Инструмент состоит из алмазосодержащего деформируемого проката 2 на медно-оловяииой основе с нанесенным на него алмазногальваническим слоем 3 при отношении слоев проката и гальванического 0,15-0,8 и соотношении зернистости слоев 0,6-2,0. Такое соотношение указанных слоев позволяет достичь опе- режаюш,ий износ алмазосодержаш,его проката, что положительно сказывается на устойчивой работе инструмента. 2 з.п.ф-лы, 3 ил., 1 табл.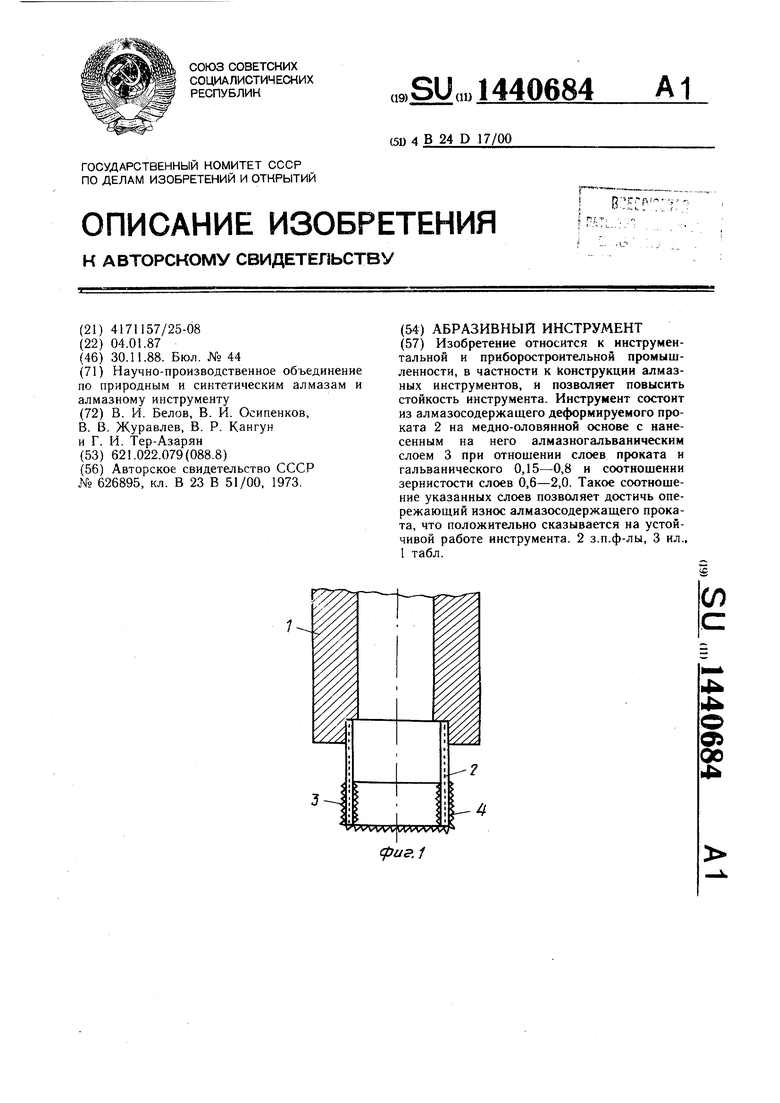
ffyuB.I
Изобретение относится к инструментальной и приборостроительной промышленности, в частности к конструкции алмазных инструментов (сверл, отрезных кругов и т. п.), используемых при обработке различных неметаллических материалов, стекла, керамики и т. п.
Цель изобретения - повышение стойкости инструмента.
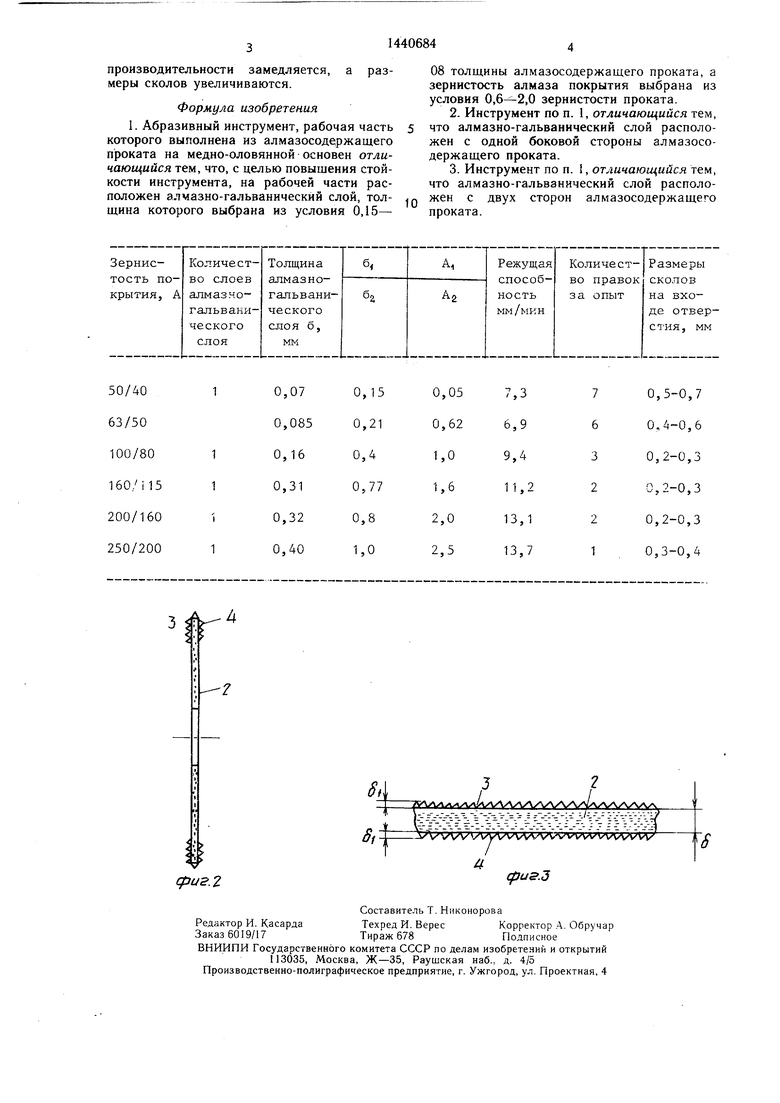
На фиг. 1 показано алмазное трубчатое сверло, продольный разрез; на фиг. 2 - алмазный отрезной круг, поперечный разрез; на фиг. 3 - алмазный слой, разрез.
Аламазное трубчатое сверло состоит из корпуса 1, алмазосодержаш,его проката 2 и алмазно-гальванических слоев 3 и 4.
Изготовление сверла, кольцевого инструмента осуп.1ествляется следующим образом.
Из листа алмазосодержашего проката вырезается (вырубаются) требуемого размера полоска, сворачивается в трубку заданного диаметра (изготовление трубки может производиться любыми известными способами) и соединяется по шву (сваркой, припаем и т. д.). После этого на полученной трубке гальваническим методом закрепляется алмазный порошок (по известной технологии). При этом закрепление алмазного порошка производится не на всю длину трубки с тем, чтобы осталась утонченная часть трубки для ее закрепления в корпусе. Крепление к корпусу может производиться любыми способами (прессовкой трубки на корпус, припаиванием, сваркой и т. д.).
Использование полученного сверла при сверлении отверстий производится известными способами и на обычных станках, предназначенных для алмазного сверления.
Отрезные круги изготавливаются таким же способом: на готовый круг из проката с двух торцовых сторон закрепляется гальваническим способом алмазный порошок. После закрепления алмазного порошка отрезной круг готов к использованию.
Оснащение алмазных инструментов из алмазосодержащего проката алмазно-гальваническим покрытием позволяет повысить режущую способность инструмента благодаря перераспределению работы, различных участков режущей поверхности и изменению характера износа этих поверхностей. Алмазно-гальванический слой имеет большую износостойкость и менее пластичен, одновременно он упрочняет режущий инструмент, а в поверхностных слоях проката имеет место некоторое охрупчивание связки.
Была проведена серия экспериментов для определения оптимального соотношения толщины алмазно-гальванического слоя и толщины проката и зернистости этих участков инструмента. Установлено, что устойчивая работа инструмента происходит, когда опережающий износ имеет прокат. Этого можно добиться путем регулирования толщины проката и алмазно-гальванического слоя.
а также зернистостью и количеством слоев последнего. В зависимости от требований по шероховатости обработанной поверхности и других условий обработки алмазно-гальванический слой может быть нанесен на наружную, внутреннюю поверхности сверла или на обе поверхности сразу. Поскольку в реальной практике толщина проката, пригодного для изготовления сверл и кругов наиболее распространенных диаметров 0 10-50 мм, ограничена размерами 0,4:0,8 мм, регулирование износостойкости инструмента лучше всего осуществлять путем изменения толщины алмазоносного слоя, которая прямо связана с зернистостью последнего. Когда износостой
кость алмазно-гальванического слоя соизмерима или выше износостойкости проката в данных условиях обработки, исключается завальцовывание кромки. В этих условиях алмазно-гальванический слой как бы армирует прокат и создает дополнительное сопротивление движению шлама из зоны резания проката. Это, в свою очередь, стимулирует абразивный износ ере/ней части.
Для выявления граничных условий значений толщины алмазно-гальванического
слоя и его зернистости были проведены эксперименты. Изготовляют сверла 012 мм из проката зернистостью 100/80 марки АС 15 с относительной концентрацией алмазов 100 толщиной ,4 мм. Сверло запаяно с помощью оловянного припая, гальваническим
методом на наружную и внутреннюю поверхности нанесены алмазы в один слой. Обработка технического стекла толщиной 5 мм производитс.ч на настольно-сверлильном станке мод. 21 10611. Частота вращения сверла 2000 об/мин, подача под действием груза с давлением 40 кгс/см. Стойкостные испытания проводятся с ручной подачей в диапазоне 7-9 мм/мин с периодическим контролем гравитацискной подачей и правкой путем сверления абразива. Режущая способность оценивается подачей под действием груза, за опыт просверлено 100 отверстий. Результаты испытаний приведены в таблице. Анализ полученных результатов показывает, что нанесение алмазно-гальванического покрытия с С Эотношением его зернистости к зернистости проката 0,6-2,0 позволяет значительно повысить производительность обработки и качество обрабатываемой поверхности.
Действительно, при нанесении однослойного покрытия зернистостью 50/40, зернистость которого в два раза меньще чем у проката и толщина составляет 0,15 от его толщины, показатели процесса обработки не уменьшаются. При нанесении алмазов зернистостью 63/50-200/160, т. е. когда зернистость гальванического слоя по отношению к
зернистости проката растет в диапазоне 0,6-2,0 раза показатели процесса обработки улучшаются. Когда же зернистость слоя увеличивается еще дальще (в 2,5 раза) рост
производительности замедляется, а размеры сколов увеличиваются.
Формула изобретения
сриг.2
Составитель Т. Ннконорова
Редактор И. КасардаТехред И. ВересКорректор А. Обручар
Заказ 6019/17Тираж 678Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
08 толщины алмазосодержащего проката, а зернистость алмаза покрытия выбрана из условия 0,,0 зернистости проката.
проката.
Cpus.3
| Способ изготовления трубчатого сверла | 1973 |
|
SU626895A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
