Область техники, к которой относится изобретение
Данная заявка относится в целом к впитывающему листу для бумажного полотенца и бумаги тиссью. Обычные продукты имеют переменный локальный базовый вес с (i) вытянутыми уплотненными областями, ориентированными вдоль машинного направления продукта, имеющими относительно низкий базовый вес, и (ii) обогащенными волокном областями с относительно высоким базовым весом между уплотненными областями.
Уровень техники
Способы изготовления бумаги тиссью, полотенец и подобного хорошо известны, включая различные признаки, такие как сушка с использованием янки-цилиндра (американского сушильного барабана), сквозная сушка, тканевое крепирование, сухое крепирование, влажное крепирование и так далее. Процессы обычного влажного прессования (СWP) имеют определенные преимущества над процессами обычной сквозной воздушной сушки (TAD), включая: (1) меньшие энергетические затраты, связанные с механическим удалением воды, по сравнению с испаряющей сушкой горячим воздухом; и (2) более высокие скорости производства, которые легче достигаются процессами, в которых используют влажное прессование для формирования полотна. С другой стороны, процессы сквозной воздушной сушки стали методом выбора для нового капитального вложения, в частности для производства мягких, объемистых, высококачественных полотенец.
Тканевое крепирование применяют в соединении с процессами изготовления бумаги, которые включают в себя механическое или сдавливающее обезвоживание бумажного полотна, как средство влияния на свойства продукта. См. патенты США №4689119 и 4551199, Weldon; 4849054, Klowak; и 6287426, Edwards et al. Осуществлению процессов тканевого крепирования препятствует трудность эффективного переноса полотна с высокой или промежуточной консистенцией в осушитель. Дополнительные патенты, касающиеся тканевого крепирования, включают следующие: 4834838; 4482429, а также 4445638. Отметим также патент США №6350349, Hermans et al., который описывает влажный перенос полотна от вращающейся поверхности переноса к ткани.
Что касается процессов изготовления бумаги, тканевое формование также применяют как средство обеспечения текстуры и объема. В этом отношении, в патенте США №6610173, Lindsey et al., описан способ отпечатывания бумажного полотна во время влажного прессования, который приводит к асимметричным выступам, соответствующим отклоняющим желобами отклоняющего элемента. В патенте '173 сообщается, что разница скорости переноса во время прессования служит для улучшения формования и отпечатывания полотна отклоняющим элементом. Сообщается, что получаемое полотно ткани имеет особый набор физических и геометрических свойств, таких как узорная уплотненная сетка и повторяющийся узор выступов, имеющих асимметричные структуры. В отношении влажного формования полотна, использующего текстурированные ткани, см. также следующие патенты США: 6017417 и 5672248, оба Wendtl et al.; 5508818, Hermans et al. и 4637859, Trokhan. В отношении применения тканей, используемых для придания текстуры, главным образом, сухому листу, см. патент США №6585855, Drew et al., а также публикацию США №US 2003/0000664.
Патент США №5503715, Trokhan et al. описывает целлюлозную волокнистую структуру, имеющую множество областей, отделенных друг от друга другим базовым весом. Сообщается, что данная структура имеет по существу непрерывную сетку высокого базового веса и отдельные области низкого базового веса, которые окружают отдельные области промежуточного базового веса. Целлюлозные волокна, образующие области низкого базового веса, могут быть радиально ориентированы относительно центров данных областей. Данная бумага может быть формована путем применения формующего ремня, имеющего зоны с разным гидравлическим сопротивлением. Базовый вес некоторой области бумаги обычно обратно пропорционален гидравлическому сопротивлению зоны формующего ремня, на которой формовалась эта область. Зоны с разным гидравлическим сопротивлением обеспечивают избирательное стекание жидкого носителя, содержащего суспензированные целлюлозные волокна, сквозь разные зоны формирующего ремня. Аналогичная структура описана в патенте США №5935381, также Trokhan et al., где данные признаки достигаются путем использования разных типов волокна.
Высушенные сквозной сушкой (СВС), крепированные продукты описываются в следующих патентах: патент США №3994771, Morgan, Jr. et al.; патент США №4102737, Morton; и патент США №4529480, Trokhan. Процессы, описанные в этих патентах, содержат, в целом, формование полотна на дырчатом носителе, термическую предварительную сушку полотна, перенос полотна в янки-цилиндр с прижимом, определяемым, отчасти, тканью, и крепирование продукта из янки-цилиндра. Обычно требуется полотно с относительно равномерной проницаемостью, что затрудняет применение повторно используемого сырья на уровне, который может быть желательным. Перенос в янки-цилиндр обычно имеет место при консистенции полотна от приблизительно 60% до приблизительно 70%.
Как отмечается выше, высушенные сквозной сушкой продукты имеют тенденцию демонстрировать увеличенный объем и мягкость; однако термическое обезвоживание горячим воздухом имеет тенденцию быть энергетически затратным и требует подложки с относительно равномерной проницаемостью. Таким образом, операции влажного прессования, где полотно обезвоживают механически, являются предпочтительными по энергетическим перспективам и их легче применять к сырью, содержащему повторно используемое волокно, которое имеет тенденцию давать полотно с менее равномерной проницаемостью, чем первоначальное волокно. Янки-цилиндр может более эффективно применяться, так как полотно переносят на него при консистенциях 30% или таких, которые позволяют полотну надежно прилипать для сушки.
Несмотря на многие усовершенствования в данной области техники, улучшения качеств впитывающего листа, таких как объем, мягкость и прочность на разрыв, обычно связаны с компромиссом в отношении одного свойства, чтобы получить выгоду в другом. Кроме того, существующие высококачественные продукты обычно используют ограниченные количества повторно применяемого волокна или не используют совсем, несмотря на тот факт, что использование повторно применяемого волокна является благоприятным для окружающей среды и гораздо менее дорогим по сравнению с первоначальным крафт-волокном.
Сущность изобретения
Настоящее изобретение обеспечивает впитывающие бумажные листовые продукты с переменным локальным базовым весом, которые могут быть изготовлены путем обезвоживания сырья уплотнением и влажного крепирования полученного полотна в ткань, выбранную таким образом, что получают впитывающий лист с множеством вытянутых, ориентированных в машинном направлении, уплотненных областей с относительно низким базовым весом и множеством обогащенных волокном областей с относительно высоким локальным базовым весом, которые занимают большую площадь листа.
Данные продукты получают в различных формах, подходящих для бумаги тиссью или бумажных полотенец, и имеют замечательную впитывающую способность в широком диапазоне базового веса, демонстрируя, например, пористость Porofil® выше 7 г/г даже при высоком базовом весе. Что касается бумаги тиссью, лист данного изобретения имеет удивительную мягкость при высокой прочности, предлагая комбинацию свойств, которая особенно желательна в промышленности. Что касается бумажных полотенец, впитывающий лист данного изобретения позволяет использовать большие количества повторно используемого волокна без ухудшения требований мягкости и впитывающей способности; опять имеет место существенное преимущество над существующим уровнем техники.
В другом аспекте данного изобретения эффективность бумагоделательной машины увеличивается путем подачи листа на янки-цилиндр, демонстрирующего большие отношения прирост толщины/наматывающее крепирование, которые вызывают меньшие ограничения на скорость на сеточной части - узкое место производства для многих бумагоделательных машин.
Данное изобретение легче понять с помощью ссылки на фиг.1 и 2. Фиг.1 представляет собой микрофотографию впитывающего листа 10 данного изобретения, а фиг.2 представляет собой сечение, показывающее структуру листа вдоль машинного направления. На фиг.1 и 2 видно, в частности, что лист 10 согласно изобретению включает в себя множество распространяющихся поперек машинного направления (CD) обогащенных волокном, шляпочных или гребенчатых областей 12 с относительно высоким локальным базовым весом, соединенных множеством вытянутых уплотненных областей 14, имеющих относительно низкий локальный базовый вес, которые в целом ориентированы вдоль машинного направления (MD) листа. Вытянутые уплотненные области проходят в МD на длину 18, и они проходят в СD на длину 20. Вытянутые уплотненные области отличаются МD/CD отношением, т.е. расстоянием 18, деленным на расстояние 20, cоставляющим по меньшей мере 1,5. Профиль плотности и изменение базового веса можно дополнительно оценить путем ссылки на фиг.2, которая представляет собой увеличенную микрофотографию сечения листа, сделанного вдоль линии Х-S#1 фиг.1. На фиг.2 также видно, что шляпочные области 12 включают в себя большую концентрацию волокна, имеющего смещение ориентации волокна поперек машинного направления (CD), как подтверждается разрезанными концами волокна, видимыми на фотографии. Это смещение ориентации волокна дополнительно видно в высоких CD прочностях на растяжение и разрыв, обсуждаемых ниже. На фиг.2 дополнительно видно, что вытянутые уплотненные области 14 включают в себя сильно сжатое волокно 16, которое также имеет cмещение волокна в поперечном направлении, как подтверждается разрезанными концами волокна.
Смещение ориентации волокна также иллюстрируется на фиг.1, где видно, что обогащенные волокном шляпочные области 12 ограничиваются на боковых краях посредством CD ориентированных, вытянутых уплотненных областей 14 и что области 12 в целом проходят в CD направлении между cовмещенными уплотненными областями, будучи связанными с ними CD-распространяющимися волокнами. См. также, фиг.16-18.
Одним из примечательных признаков данного изобретения является повышенная впитывающая способность, как подтверждается фиг.3, например, которая показывает, что предлагаемый впитывающий лист демонстрирует очень высокую пористость даже при высоких плотностях бумаги. На фиг.3 видно, что продукты, имеющие Porofil® пористость 7 грамм/грамм и больше, легко получаются согласно данному изобретению при плотности бумаги 12 ф/стопа (19,5 г/м2) и при плотности бумаги 24 ф/стопа (39,1 г/м2) и больше. Этот уровень впитывающей способности в широком диапазоне является замечательным, особенно для обезвоженного сжатием, влажно-крепированного продукта (влажно-крепированные продукты предшествующего уровня техники обычно имеют пористость меньше чем 5 грамм/грамм).
Дополнительные детали и признаки предлагаемых продуктов и способа их изготовления обсуждаются ниже.
Краткое описание чертежей
Данное изобретение подробно описывается ниже со ссылкой на различные фигуры, где одинаковые численные обозначения обозначают аналогичные части. На фигурах:
Фиг.1 представляет собой вид сверху впитывающего целлюлозного листа данного изобретения;
Фиг.2 представляет собой увеличенную микрофотографию сечения вдоль линии Х-S#1 фиг.1, показывающую микроструктуру предлагаемого листа;
Фиг.3 представляет собой график, показывающий Porofil® пористость в грамм/грамм различных продуктов, включая продукты настоящего изобретения;
Фиг.4 представляет собой схематичный вид, показывающий тканевое крепирование, выполняемое согласно настоящему изобретению;
Фиг.5 представляет собой схематичную диаграмму бумагоделательной машины, которая может быть использована для изготовления продуктов настоящего изобретения;
Фиг.6 представляет собой схематичный вид другой бумагоделательной машины, которая может быть использована для изготовления продуктов настоящего изобретения;
Фиг.7 представляет собой полутоновую топографическую микрофотографию многослойной ткани, которую используют в качестве крепирующей ткани для изготовления продуктов настоящего изобретения;
Фиг.8 представляет собой цветное топографическое представление крепирующей ткани, показанной на фиг.7;
Фиг.9 представляет собой схематичный вид, иллюстрирующий крепирующий прижим ткани, использующий ткань фиг.7 и 8;
Фиг.10 представляет собой увеличенный схематичный вид части крепирующего прижима, показанного на фиг.9;
Фиг.11 представляет собой еще один увеличенный схематичный вид крепирующего прижима на фиг.9 и 10;
Фиг.12 представляет собой еще один другой увеличенный схематичный вид крепирующего прижима на фиг.9, 10 и 11;
Фиг.13 представляет собой схематичное представление узора крепирующей ткани с фиг.7 и 8, а также схематичное представление узорчатого продукта, изготовленного с использованием этой ткани;
Фиг.14 представляет собой схематичное представление узора крепирующей ткани с фиг.7 и 8, выровненного с листом, полученным с использованием этой ткани, где видно, что кулаки MD соответствуют уплотненным областям в ткани;
Фиг.15 представляет собой микрофотографию, подобную фиг.2, показывающую структуру шляпочных областей листа после того, как лист вытянули в машинном направлении;
Фиг.16 представляет собой фотографию впитывающего целлюлозного листа данного изобретения, подобную фиг.1;
Фиг.17 представляет собой микрофотографию сечения, сделанного вдоль линии Х-S#2, показанной на фиг.16, где видно, что обогащенные волокном шляпочные области листа не были уплотнены кулаком;
Фиг.18 представляет собой увеличенный вид, показывающий оттиск кулака МD на листе настоящего изобретения;
Фиг.19 представляет собой рентгеновский негатив сквозь лист данного изобретения при продолжительной экспозиции, 6 кВ;
Фиг.20 представляет собой другой рентгеновский негатив сквозь лист данного изобретения при продолжительной экспозиции, 6 кВ;
Фиг.21А-21D представляют собой микрофотографии различных листов данного изобретения при разных толщинах и одинаковых отношениях крепирования;
Фиг.22 и фиг.23 представляют собой микрофотографии, показывающие сечение впитывающего листа данного изобретения вдоль машинного направления;
Фиг.24 представляет собой вид в разрезе впитывающего листа, полученного с помощью CWP процесса;
Фиг.25 представляет собой калибровочную кривую для ослабления бета-частиц профилометра плотности бумаги;
Фиг.26 представляет собой схематичную диаграмму, показывающую места измерений локальной плотности бумаги на листе данного изобретения;
Фиг.27 представляет собой гистограмму, сравнивающую в парном сравнении мягкость листа, крепированного тканью класса, показанного на фиг.7 и 8, с мягкостью впитывающего листа, крепированного однослойной тканью;
Фиг.28 представляет собой график парного сравнения мягкости относительно растяжимости листа, крепированного тканью класса, показанного на фиг.7 и 8, и впитывающего листа, крепированного с однослойной тканью;
Фиг.29 представляет собой график толщины от всасывания для впитывающего листа, изготовленного с однослойной тканью, и впитывающего листа, изготовленного с многослойной тканью класса, показанного на фиг.7 и 8;
Фиг.30А-30F представляют собой микрофотографии крепированных тканью листов;
Фиг.31 представляет собой гистограмму, иллюстрирующую парное сравнение мягкости различных продуктов настоящего изобретения;
Фиг.32 представляет собой схематичную диаграмму еще одной бумагоделательной машины, применимой для осуществления настоящего изобретения;
Фиг.33 представляет собой график толщины от CD влажной прочности на разрыв для различных крепированных тканью листов;
Фиг.34 представляет собой график жесткости от CD влажной прочности на разрыв для различных крепированных тканью листов, которые особенно подходят для автоматических бесконтактных распределителей;
Фиг.35 представляет собой график толщины базового листа от тканевого крепирования; и
Фиг.36-38 представляют собой микрофотографии, показывающие влияние объединенного наматывающего крепирования и тканевого крепирования на впитывающий лист.
Что касается микрофотографий, указанные здесь увеличения являются приблизительными за исключением случаев, когда представлена часть сканирующей электронной микрофотографии, где показана абсолютная шкала.
Подробное описание
Данное изобретение описывается ниже со ссылкой на многочисленные варианты осуществления. Такое обсуждение дается только в целях иллюстрации. Модификации конкретных примеров внутри сущности и объема настоящего изобретения, изложенных в формуле изобретения, будут легко очевидны специалисту в данной области техники.
В первом аспекте данного изобретения обеспечивается впитывающий целлюлозный лист, имеющий переменный локальный базовый вес, содержащий бумажно-волокнистую сетку, содержащую (i) множество проходящих поперек машинного направления (CD), обогащенных волокном, шляпочных областей с относительно высоким локальным базовым весом, соединяющихся посредством (ii) множества вытянутых уплотненных областей спрессованных бумажных волокон, причем данные вытянутые уплотненные области имеют относительно низкий локальный базовый вес и, в целом, ориентированы вдоль машинного направления (МD) листа. Вытянутые уплотненные области дополнительно отличаются МD/CD отношением, составляющим по меньшей мере 1,5. Данный лист имеет удельный объем больше чем 5,5 ((мил/8 слоев)/(ф/стопа)) (больше чем 0,085 (мм/8 слоев/г/м2)) и имеет пористость 9 грамм/грамм или больше, когда он имеет базовый вес 23 ф/стопа (37,5 г/м2) или меньше, или имеет пористость 7 грамм/грамм или больше, когда он имеет базовый вес больше чем 23 ф/стопa (37,5 г/м2). Обычно отношение МD/СD уплотненных областей составляет больше чем 5 или больше чем 6; обычно приблизительно от 6 до 10. В большинстве случаев, обогащенные волокном шляпочные области имеют смещение ориентации волокна в СD направлении листа, а уплотненные области с относительно низким локальным базовым весом распространяются в машинном направлении и также имеют смещение ориентации волокна вдоль CD листа.
В одном предпочтительном варианте осуществления, обогащенные волокном шляпочные области ограничиваются на боковых краях расположенной сбоку парой CD-выровненных уплотненных областей; и данные обогащенные волокном области, по меньшей мере частично, ограничиваются на их промежуточных боковых краях у продольных частей продольно расположенной, CD-шахматной парой уплотненных областей. Для многих листовых продуктов данный лист имеет базовый вес от 8 фунтов на 3000 квадратно-футовую стопу (13 г/м2) до 35 фунтов на 3000 квадратно-футовую стопу (57,0 г/м2) и пористость 7 грамм/грамм или больше. Лист может иметь пористость, равную или большую чем 7 грамм/грамм и возможно до 15 грамм/грамм. Подходящая пористость, равная или большая чем 8 грамм/грамм и до 12 грамм/грамм, видна на фиг.3.
Настоящее изобретение обеспечивает продукты с относительно высокой Porofil® пористостью даже при высоком базовом весе. Например, в некоторых случаях лист имеет базовый вес от 20 фунтов на 3000 квадратно-футовую стопу (32,5 г/м2) до 35 фунтов на 3000 квадратно-футовую стопу (57,0 г/м2) и пористость 7 грамм/грамм или больше и возможно до 15 грамм/грамм. Подходящим образом, пористость равна или больше чем 8 или 9 грамм/грамм и до 12 грамм/грамм.
Заметные признаки данного изобретения также включают в себя высокое CD растяжение и способность использовать повторно применяемое сырье в высококачественных продуктах. Типичным является CD растяжение от 5% до 10%. По меньшей мере 5%, по меньшей мере 7% или по меньшей мере 8% являются предпочтительными в некоторых случаях. Бумажное волокно может иметь 50% по массе волокна повторно применяемого волокна или больше. По меньшей мере 10%, 25%, 35% или 45% используют в зависимости от доступности и пригодности для данного продукта.
Другой аспект данного изобретения направлен на лист основы бумаги тиссью, демонстрирующий мягкость, повышенный объем и высокую прочность. Таким образом, впитывающий лист согласно изобретению может быть в форме листа основы из бумаги тиссью, где волокно преимущественно является волокном твердой древесины, и данный лист имеет объем по меньшей мере 6 ((мил/8 слоев)/(ф/стопа)) (0,093 (мм/8 слоев)/(г/м2)), или в форме листа основы тиссью, где волокно преимущественно является волокном твердой древесины, и данный лист имеет объем по меньшей мере 6,5 ((мил/8 слоев)/(ф/стопа)) (по меньшей мере 0,1 (мм/8 слоев)/(г/м2)). Обычно лист имеет объем, равный или больший чем 6,6 и приблизительно до 8 ((мил/8 слоев)/(ф/стопа)) (больше чем 0,1, приблизительно до 0,125 (мм/8 слоев)/(г/м2)), и вводится в двухслойный продукт тиссью. Лист согласно изобретению также обеспечивается в форме листа основы бумаги тиссью, где волокно преимущественно является волокном твердой древесины, и данный лист имеет нормализованную GМ прочность на разрыв больше чем 21 ((г/3")/(фунты/стопа)) (больше чем 1,69 (г/см)/(г/м2)) и объем от по меньшей мере 5 ((мил/8 слоев)/(ф/стопа)) (по меньшей мере 0,08 (мм/8 слоев)/(г/м2)) до приблизительно 10 ((мил/8 слоев)/(ф/стопа)) (до приблизительно 0,15 (мм/8 слоев)/(г/м2)). Обычно лист тиссью бумаги имеет нормализованную GМ прочность на разрыв от больше чем 21 ((г/3")/(фунты/стопа)) (больше чем 1,69 (г/см)/(г/м2)) и до приблизительно 30 ((г/3")/(фунты/стопа)) (или 2,42 (г/см)/(г/м2)).
Данный лист основы может иметь нормализованную GМ прочность на разрыв 25 ((г/3")/(фунты/стопа)) (2 (г/см)/(г/м2)) или больше и вводится в двухслойный продукт бумаги тиссью.
Альтернативно, предлагаемые продукты получают в форме листа основы полотенца, содержащего механическую пульпу, где по меньшей мере 40% по массе бумажного волокна представляет собой волокно мягкой древесины, или в форме листа основы полотенца, где по меньшей мере 40% по массе бумажного волокна представляет собой волокно мягкой древесины и по меньшей мере 20% по массе бумажного волокна представляет собой повторно используемое волокно. По меньшей мере 30% по меньшей мере 40% или меньшей мере 50% бумажного волокна может быть повторно используемым волокном. Даже 75% или 100% волокна может быть повторно используемым волокном в некоторых случаях.
Типичный лист основы полотенца для двухслойных полотенец имеет базовый вес в диапазоне от 12 до 22 фунтов на 3000 квадратно-футовую стопу и 8-листовую толщину более чем 90 мил, до приблизительно 120 мил (от 19,8 до 35,8 г/м2 и 8-листовую толщину более чем 2,3 мм, до приблизительно 3,1 мм). Лист основы можно превращать в полотенце с СD растяжением по меньшей мере приблизительно 6%. Обычно обеспечивается CD растяжение в диапазоне от 6% до 10%, иногда CD растяжение по меньшей мере 7% является предпочтительным.
Настоящее изобретение также подходит для изготовления листов основы полотенца для использования в автоматических дозаторах полотенец. Таким образом, данный продукт обеспечивается в форме листа основы полотенца, где по меньшей мере 40% по массе бумажного волокна представляет собой волокно мягкой древесины и по меньшей мере 20% по массе бумажного волокна представляет собой повторно используемое волокно и где длина изгиба МD листа основы составляет от приблизительно 3,5 см до приблизительно 5 см. Длина изгиба МD листа основы в диапазоне от приблизительно 3,75 см до приблизительно 4,5 см является типичной.
Такие листы могут включать в себя по меньшей мере 30% повторно используемого волокна по меньшей мере 40% повторно используемого волокна. В некоторых случаях по меньшей мере 50% повторно используемого волокна. Даже 75% или 100% по массе повторно используемого волокна может применяться. Обычно лист основы имеет объем больше чем 2,5 ((мил/8 слоев)/(ф/стопа)) (больше чем 0,039 (мм/8 слоев)/(г/м2)), такой как объем от больше чем 2,5 ((мил/8 слоев)/(ф/стопа)) (больше чем 0,039 (мм/8 слоев)/(г/м2)) до приблизительно 3 ((мил/8 слоев)/(ф/стопа)) (до приблизительно 0,047 (мм/8 слоев)/(г/м2)). В некоторых случаях желательно иметь объем по меньшей мере 2,75 ((мил/8 слоев)/(ф/стопa)) (по меньшей мере 0,043 (мм/8 слоев)/(г/м2)).
Другой аспект данного изобретения представляет собой впитывающий целлюлозный лист, имеющий переменный локальный базовый вес, содержащий узорчатую бумажно-волокнистую сетку, состоящую из: (а) множества ориентированных, в целом, в машинном направлении (МD), вытянутых уплотненных областей из спрессованных бумажных волокон, имеющих относительно низкий локальный базовый вес, а также передний и задний края, причем данные уплотненные области располагаются в повторяющемся узоре из множества, в целом, параллельных линейных массивов, которые располагаются продольно в шахматном порядке относительно друг друга, так что множество промежуточных линейных массивов располагается между парой CD-выровненных уплотненных областей; и (b) множества обогащенных волокном, шляпочных областей, имеющих относительно высокий локальный базовый вес, распределенных между уплотненными областями и связанных с ними, причем данные шляпочные области имеют гребни, распространяющиеся, в целом, поперек машинного направления листа; при этом, в целом, параллельные продольные массивы уплотненных областей располагаются и организованы так, что обогащенная волокном область между парой CD-выровненных уплотненных областей беспрепятственно распространяется в CD с помощью переднего и заднего краев уплотненных областей по меньшей мере одного промежуточного линейного массива. Обычно, в целом, параллельные, продольные массивы уплотненных областей располагаются и организованы так, что обогащенная волокном область между парой CD-выровненных уплотненных областей беспрепятственно распространяется в CD с помощью переднего и заднего краев уплотненных областей по меньшей мере двух промежуточных линейных массивов. Поэтому также, в целом, параллельные продольные массивы уплотненных областей располагаются и организованы так, что обогащенная волокном область между парой CD-выровненных уплотненных областей по меньшей мере частично усекается в МD и по меньшей мере частично ограничивается в МD посредством переднего и заднего краев уплотненных областей по меньшей мере одного промежуточного линейного массива данного листа в МD положении, промежуточном МD положению переднего и заднего краев CD-выровненных уплотненных областей. Более предпочтительно, в целом, параллельные продольные массивы уплотненных областей располагаются и организованы так, что обогащенная волокном область между парой CD-выровненных уплотненных областей по меньшей мере частично усекается в МD и по меньшей мере частично ограничивается в МD посредством переднего и заднего краев уплотненных областей по меньшей мере двух промежуточных линейных массивов данного листа в МD положении, промежуточном МD положению переднего и заднего краев CD-выровненных уплотненных областей. Из различных фигур видно, что передние и задние МD края обогащенных волокном, шляпочных областей являются, в целом, вогнутыми внутрь, так что центральный МD участок обогащенных волокном областей меньше, чем МD участок у боковых краев обогащенных волокном площадей. Кроме того, вытянутые уплотненные области занимают от приблизительно 5% до приблизительно 30% площади листа; более типично, вытянутые уплотненные области занимают от приблизительно 5% до приблизительно 25% площади листа или вытянутые уплотненные области занимают от приблизительно 7,5% до приблизительно 20% площади листа. Обогащенные волокном, шляпочные области обычно занимают от приблизительно 95% до приблизительно 50% площади листа, например, от приблизительно 90% до приблизительно 60% площади листа.
Хотя может применяться любой подходящий повторяющийся узор, линейные массивы уплотненных областей имеют частоту МD повторения от приблизительно 50 метр-1 до приблизительно 200 метр-1, например, частоту МD повторения от приблизительно 75 метр-1 до приблизительно 175 метр-1 или частоту МD повторения от приблизительно 90 метр-1 до приблизительно 150 метр-1. Уплотненные области линейных массивов листа имеют частоту CD повторения от приблизительно 100 метр-1 до приблизительно 500 метр-1; обычно, частоту CD повторения от приблизительно 150 метр-1 до приблизительно 300 метр-1; например, частоту CD повторения от приблизительно 175 метр-1 до приблизительно 250 метр-1.
В еще одном аспекте данного изобретения обеспечивается впитывающий целлюлозный лист, имеющий переменный локальный базовый вес, содержащий узорчатую бумажно-волокнистую сетку, состоящую из: (а) множества вытянутых уплотненных областей из спрессованных бумажных волокон, причем уплотненные волокна ориентированы, в целом, в машинном направлении (МD) листа и имеют относительно низкий локальный базовый вес, а также передние и задние края на их продольных концах; и (b) множества обогащенных волокном, шляпочных областей, соединенных с множеством вытянутых уплотненных областей, причем шляпочные области имеют (i) относительно высокий локальный базовый вес и (ii) множество распространяющихся поперек машинного направления (CD) гребней, имеющих сводчатые CD профили относительно передних и задних краев множества вытянутых уплотненных областей.
Многие варианты осуществления данного изобретения включают в себя впитывающий целлюлозный лист, имеющий переменный локальный базовый вес, содержащий бумажно-волокнистую сетку, состоящую из: (а) множества распространяющихся поперек машинного направления (CD), обогащенных волокном, шляпочных областей с относительно высоким локальным базовым весом, имеющих наклон волокна вдоль CD листа, соседствующих с (ii) множеством уплотненных областей из спрессованных бумажных волокон, причем уплотненные области имеют относительно низкий локальный базовый вес и располагаются между шляпочными областями.
В другом аспекте данного изобретения обеспечивается впитывающий целлюлозный лист, имеющий переменный локальный базовый вес, содержащий (i) множество распространяющихся поперек машинного направления (CD), обогащенных волокном областей с относительно высоким локальным базовым весом и (ii) множество областей с низким базовым весом, перемежающихся с областями с высоким базовым весом, где типичные площади внутри областей с относительно высоким базовым весом демонстрируют характерный локальный базовый вес по меньшей мере на 25% выше, чем характерный локальный базовый вес типичных площадей в областях с низким базовым весом. В других случаях характерный локальный базовый вес типичных площадей внутри областей с относительно высоким базовым весом по меньшей мере на 35% выше, чем характерный локальный базовый вес типичных площадей в областях с низким базовым весом; тогда как в еще других случаях характерный локальный базовый вес типичных площадей внутри областей с относительно высоким базовым весом по меньшей мере на 50% выше, чем характерный локальный базовый вес типичных площадей в областях с низким базовым весом. В некоторых вариантах осуществления характерный локальный базовый вес типичных площадей внутри областей с относительно высоким базовым весом по меньшей мере на 75% выше, чем характерный локальный базовый вес типичных площадей в областях с низким базовым весом, или по меньшей мере на 100% выше, чем характерный локальный базовый вес областей с низким базовым весом. Характерный локальный базовый вес типичных площадей внутри областей с относительно высоким базовым весом может быть по меньшей мере на 150% выше, чем характерный локальный базовый вес типичных площадей в областях с низким базовым весом; в целом, характерный локальный базовый вес типичных площадей внутри областей с относительно высоким базовым весом на от 25% до 200% выше, чем характерный локальный базовый вес типичных площадей в областях с низким базовым весом.
В другом варианте осуществления данного изобретения изготавливается впитывающий целлюлозный лист, имеющий переменный локальный базовый вес, содержащий (i) множество распространяющихся поперек машинного направления (CD), обогащенных волокном областей с относительно высоким локальным базовым весом и (ii) множество вытянутых областей с низким базовым весом, в целом, ориентированных в машинном направлении (МD), где области с относительно высоким локальным базовым весом распространяются в CD обычно на расстояние от приблизительно 0,25 до приблизительно 3 расстояний, на которые вытянутые области с относительно низким базовым весом распространяются в МD. Этот признак виден на фиг.19, 20. Обычно обогащенные волокном области представляют собой шляпочные области, имеющие множество макроскладок. Поэтому также вытянутые области с низким базовым весом имеют отношение МD/CD больше чем 2 или 3, обычно приблизительно от 2 до 10, например, от 2 до 6.
Настоящее изобретение также включает в себя способы получения впитывающего листа.
В еще других аспектах данного изобретения обеспечивается способ изготовления ленточно-крепированного впитывающего целлюлозного листа, содержащий: (а) сдавливающее обезвоживание бумажной массы с образованием зарождающегося полотна, имеющего очевидно случайное распределение ориентации бумажного волокна; (b) нанесение обезвоженного полотна, имеющего очевидно случайное распределение ориентации волокна, на переносящую поверхность, движущуюся с первой скоростью; (с) ленточное крепирование данного полотна с переносящей поверхности при консистенции от приблизительно 30% до приблизительно 60%, используя узорчатую крепирующую ленту, причем этап крепирования происходит под давлением в прижиме ленточного крепирования, определенном между переносящей поверхностью и крепирующей лентой, где данная лента движется со второй скоростью, меньшей, чем скорость упомянутой переносящей поверхности. Узор ленты, параметры прижима, разницу скоростей и консистенцию полотна выбирают так, что полотно крепируется от переносящей поверхности и перераспределяется на крепирующей ленте, образуя полотно с сеткой, имеющей множество соединяющихся областей с разными локальными базовыми весами, включающими по меньшей мере (i) множество обогащенных волокном, шляпочных областей с высоким локальным базовым весом, соединяющихся посредством (ii) множества вытянутых уплотненных областей из спрессованного бумажного волокна. Вытянутые уплотненные области имеют относительно низкий локальный базовый вес и в целом ориентированы вдоль машинного направления (МD) листа. Вытянутые уплотненные области дополнительно отличаются отношением МD/CD, составляющим по меньшей мере 1,5; и данный способ дополнительно включает в себя (d) сушку полотна. Предпочтительно, крепирующая лента является тканью. Данный способ может еще дополнительно включать в себя применение всасывания к крепированному полотну, пока оно находится в крепирующей ткани. Наиболее предпочтительно, крепирующая лента представляет собой тканую крепирующую ткань с выступающими МD кулаками основы, которые выступают в крепирующий прижим в большей степени, чем кулаки утка данной ткани, и крепирующая ткань является многослойной тканью. Шляпочные области включают в себя вытягиваемые макроскладки, которые могут увеличиваться путем вытягивания полотна вдоль МD листа. В некоторых вариантах осуществления шляпочные области включают в себя вытягиваемые макроскладки и введенные в них вытягиваемые микроскладки, и данный способ дополнительно включает в себя этап вытягивания микроскладок шляпочных областей путем применения всасывания. В типичном способе шляпочные области включают в себя множество перекрывающихся гребней, наклоненных относительно МD листа.
Дополнительный аспект данного изобретения представляет собой способ изготовления ткане-крепированного впитывающего целлюлозного листа с улучшенными раздаточными характеристиками, содержащий: а) сдавливающее обезвоживание бумажной массы с образованием зарождающегося полотна; b) нанесение обезвоженного полотна на переносящую поверхность, движущуюся с первой скоростью; с) тканевое крепирование данного полотна с переносящей поверхности при консистенции от приблизительно 30% до приблизительно 60%, используя узорчатую крепирующую ткань, причем этап крепирования происходит под давлением в прижиме тканевого крепирования, определенном между переносящей поверхностью и крепирующей тканью, где данная ткань движется со второй скоростью, меньшей, чем скорость упомянутой переносящей поверхности. Узор ткани, параметры прижима, разницу скоростей и консистенцию полотна выбирают так, что полотно крепируется от переносящей поверхности и переносится на крепирующую ткань. Данный способ также включает в себя d) адгезию полотна на сушильном цилиндре со смолистой адгезивной покрывающей композицией; е) сушку полотна на сушильном цилиндре; и f) отслаивание полотна от сушильного цилиндра, где бумажную массу, крепирующую ткань и крепирующий адгезив выбирают, а разницу скоростей, параметры прижима и консистенцию полотна, толщину и базовый вес регулируют так, что длина изгиба МD высушенного полотна составляет по меньшей мере приблизительно 3,5 см, и полотно имеет бумажно-волокнистую сетку, состоящую из (i) множества распространяющихся поперек машинного направления (СD), обогащенных волокном, шляпочных областей с относительно высоким локальным базовым весом, соединяющихся посредством (ii) множества вытянутых уплотненных областей из спрессованных бумажных волокон. Вытянутые уплотненные области имеют относительно низкий локальный базовый вес и в целом ориентированы вдоль машинного направления (МD) листа; вытянутые уплотненные области дополнительно отличаются отношением МD/CD, составляющим по меньшей мере 1,5. Длина изгиба МD высушенного полотна составляет от приблизительно 3,5 см до приблизительно 5 см во многих случаях, например от приблизительно 3,75 до приблизительно 4,5 см. Данный способ может функционировать при тканевом крепировании от приблизительно 2% до приблизительно 20%, и функционирует при тканевом крепировании от приблизительно 3% до приблизительно 10% в типичном варианте осуществления.
Еще один аспект данного изобретения представляет собой способ изготовления ткане-крепированного впитывающего целлюлозного листа, содержащий: а) сдавливающее обезвоживание бумажной массы с образованием зарождающегося полотна, имеющего очевидно случайное распределение ориентации бумажного волокна; b) нанесение обезвоженного полотна, имеющего очевидно случайное распределение ориентации бумажного волокна, на переносящую поверхность, движущуюся с первой скоростью; с) тканевое крепирование данного полотна с переносящей поверхности при консистенции от приблизительно 30% до приблизительно 60%, причем этап крепирования происходит под давлением в прижиме тканевого крепирования, определенном между переносящей поверхностью и крепирующей тканью, где данная ткань движется со второй скоростью, меньшей, чем скорость упомянутой переносящей поверхности. Узор ткани, параметры прижима, разницу скоростей и консистенцию полотна выбирают так, что полотно крепируется от переносящей поверхности и перераспределяется на крепирующей ткани, образуя полотно со смещаемой сеткой, имеющей множество соединяющихся областей с разными локальными базовыми весами, включающими по меньшей мере (i) множество обогащенных волокном областей с высоким локальным базовым весом, соединяющихся посредством (ii) множества вытянутых уплотненных областей из спрессованного бумажного волокна, причем вытянутые уплотненные области имеют относительно низкий локальный базовый вес и в целом ориентированы вдоль машинного направления (МD) листа. Вытянутые уплотненные области дополнительно отличаются отношением МD/CD, cоставляющим по меньшей мере 1,5. Данный способ дополнительно включает в себя d) сушку полотна; и затем е) вытягивание полотна вдоль его МD, где смещаемая сетка данного полотна отличается тем, что она содержит связную волокнистую матрицу, которая демонстрирует повышенную пористость при вытягивании. Подходящим образом по меньшей мере частично высушенное полотно вытягивают вдоль его МD по меньшей мере на приблизительно 10% после тканевого крепирования, или данное полотно вытягивают в машинном направлении по меньшей мере приблизительно на 15% после тканевого крепирования. Полотно можно вытягивать в его МD по меньшей мере на приблизительно 30% после тканевого крепирования; по меньшей мере на приблизительно 45% после тканевого крепирования; и полотно можно вытягивать в его МD до приблизительно 75% или больше после тканевого крепирования при условии, что нанесли достаточное количество крепирующей ткани.
Другой способ изготовления ткане-крепированного впитывающего целлюлозного листа данного изобретения включает в себя: а) сдавливающее обезвоживание бумажной массы с образованием зарождающегося полотна, имеющего очевидно случайное распределение ориентации бумажного волокна; b) нанесение обезвоженного полотна, имеющего очевидно случайное распределение ориентации бумажного волокна, на переносящую поверхность, движущуюся с первой скоростью; с) тканевое крепирование данного полотна с переносящей поверхности при консистенции от приблизительно 30% до приблизительно 60%, причем этап крепирования происходит под давлением в прижиме тканевого крепирования, определенном между переносящей поверхностью и крепирующей тканью, где данная ткань движется со второй скоростью, меньшей, чем скорость упомянутой переносящей поверхности; d) нанесение полотна на янки-цилиндр; е) крепирование полотна с янки-цилиндра; и f) намотку полотна на катушку; причем узор ткани, параметры прижима, разницу скоростей и консистенцию и композицию полотна выбирают так, что: i) полотно крепируется от переносящей поверхности и перераспределяется на крепирующей ткани, образуя полотно с вариацией локального базового веса, включающее по меньшей мере (А) множество обогащенных волокном областей с высоким локальным базовым весом; (В) множество вытянутых областей, имеющих относительно низкий локальный базовый вес и в целом ориентированных вдоль машинного направления (МD) листа; и ii) данный способ демонстрирует отношение прирост толщины/% наматывающего крепирования, составляющее по меньшей мере 1,5. Обычно данный способ демонстрирует отношение прирост толщины/% наматывающего крепирования по меньшей мере 2; например, отношение прирост толщины/% наматывающего крепирования, составляющее по меньшей мере 2,5 или 3. Обычно данный способ демонстрирует отношение прирост толщины/% наматывающего крепирования, составляющее от приблизительно 1,5 до приблизительно 5, и функционирует при отношении тканевое крепирование/наматывающее крепирование, составляющее от приблизительно 1 до приблизительно 20. Данный способ может работать при отношении тканевое крепирование/наматывающее крепирование от приблизительно 2 до приблизительно 10, например, при отношении тканевое крепирование/наматывающее крепирование, составляющем от приблизительно 2,5 до приблизительно 5.
Вышеупомянутые и дополнительные признаки данного изобретения дополнительно иллюстрируются в последующем обсуждении.
Применяемая здесь терминология дается в обычном значении, согласующимся с типичными определениями, изложенными ниже; мг обозначает миллиграммы, и м2 обозначает квадратные метры и так далее.
Скорость "добавления" крепирующего адгезива вычисляют путем деления скорости нанесения адгезива (мг/мин) на площадь поверхности сушильного цилиндра, проходящую под стрелой устройства нанесения распылением (м2/мин). Композиция смолистого адгезива наиболее предпочтительно состоит по существу из поливинилспиртовой смолы и полиамидэпихлоргидриновой смолы, где массовое отношение поливинилспиртовой смолы к полиамидэпихлоргидриновой смоле составляет от приблизительно 2 до приблизительно 4. Крепирующий адгезив также может включать в себя модификатор, достаточный, чтобы поддерживать хороший перенос между крепирующей тканью американским сушильным цилиндром; обычно меньше чем 5% модификатора по массе и более предпочтительно меньше чем приблизительно 2% модификатора по массе для очищенных продуктов. Для крепированных ножом продуктов может применяться 15%-25% модификатора или больше.
В данном описании и формуле изобретения, когда авторы ссылаются на зарождающееся полотно, имеющее очевидно случайное распределение ориентации волокна (или используют подобную терминологию), авторы имеют в виду распределение ориентации волокна, которое возникает, когда технологии формования используют для осаждения бумажной массы на формирующую ткань. При микроскопической проверке данные волокна обнаруживают случайное ориентирование, даже несмотря на то, что в зависимости от скорости струи относительно сетки, они могут иметь существенный наклон в машинном направлении, делая прочность полотна на разрыв в машинном направлении выше прочности на разрыв в поперечном направлении.
Если не указано иное, "базовый вес", ВWТ, bwt и так далее относится к массе 3000 квадратно-футовой (279 м2) стопы продукта. Аналогично, "стопа" означает 3000 квадратно-футовую (279 м2) стопу, если не указано иное, например, в граммах на квадратный метр (г/м2). Консистенция означает % твердых веществ зарождающегося полотна, например, рассчитанный по полностью сухой основе. "Воздушно-сухой" означает включающий остаточную влагу согласно договоренности до приблизительно 10% влаги для пульпы и до приблизительно 6% для бумаги. Зарождающееся полотно, имеющее 50% воды и 50% полностью сухой пульпы, имеет консистенцию 50%.
Термин "целлюлозный", "целлюлозный лист" и подобные означает включение любого продукта, содержащего бумажное волокно, имеющее целлюлозу в качестве основного компонента. "Бумажные волокна" включают в себя первоначальные пульпы и повторно применяемые (вторичные) целлюлозные волокна, или смеси волокон, содержащие целлюлозные волокна. Волокно, подходящее для изготовления полотен данного изобретения, включает в себя: не древесное волокно, такое как хлопковое волокно или производные хлопка, волокно абаки, кенаф, травы sabai, льна, травы эспарто, соломы, джута, конопли, жмыха, млечного пуха и волокно листьев ананаса; и древесное волокно, такое как волокно, получаемое от лиственных и хвойных деревьев, включая волокно мягкой древесины, такое как крафт-волокно северной и южной мягкой древесины; волокно твердой древесины, такой как эвкалипт, клен, береза, осина или подобные. Бумажные волокна могут освобождаться из их исходного материала с помощью любого из ряда способов химической варки целлюлозы, родственных способу, применяемому в данной области техники, использующему сульфатную, сульфитную, полисульфидную, содовую варку и т.д. Пульпа может отбеливаться, если желательно, с помощью химических средств, включая применение хлора, диоксида хлора, кислорода, пероксида щелочного металла и так далее. Продукты настоящего изобретения могут содержат смесь обычных волокон (происходящих из первоначальной пульпы или источников повторного применения) и высокошероховатых, богатых лигнином, трубчатых волокон, механических пульп, таких как обесцвеченная химическая термомеханическая пульпа (ВСТМР). "Бумажная композиция" и подобная терминология относится к водным композициям, включающим в себя бумажные волокна, необязательные смолы для прочности во влажном состоянии, разрыхлители и подобное для изготовления бумажных продуктов. Повторно применяемые волокна обычно имеют больше чем 50% по массе волокон твердой древесины и могут иметь 75%-80% или больше волокон твердой древесины.
Применяемый здесь термин «сдавливающее обезвоживание полотна или бумажной массы» относится к механическому обезвоживанию путем влажного прессования на обезвоживающем войлоке, например, в некоторых вариантах осуществления путем применения механического давления, непрерывно прикладываемого к поверхности полотна в виде прижима между валиком пресса и станиной пресса, где полотно находится в контакте с бумагоделательным войлоком. Термин "сдавливающее обезвоживание" используется для отличия от способов, где исходное обезвоживание осуществляется главным образом с помощью термических средств, как имеет место, например, в патенте США №4529480, Trokhan и патенте США №5607551, Farrington et al. Сдавливающее обезвоживание полотна, таким образом, относится, например, к удалению воды из возникающего полотна, имеющего консистенцию, меньше чем 30% или близкую, путем приложения давления к нему, и/или увеличению консистенции полотна на приблизительно 15% или больше путем приложения к нему давления, то есть увеличивая консистенцию, например, от 30% до 45%.
Крепирующая ткань и подобные термины относятся к ткани или ленте, которые несут узор, подходящий для осуществления способа настоящего изобретения, и предпочтительно являются достаточно проницаемыми, так что полотно может быть высушено, пока оно удерживается в крепирующей ткани. В случаях, когда полотно переносится к другой ткани или поверхности (иной, чем крепирующая ткань) для сушки, крепирующая ткань может иметь меньшую проницаемость.
"Тканевая сторона" и подобные термины относятся к стороне полотна, которая находится в контакте с крепирующей тканью. "Сторона осушителя" или "сторона американского сушильного цилиндра" является стороной полотна в контакте с сушильным цилиндром, обычно противоположная тканевой стороне полотна.
Фут/мин относится к футам в минуту (данные также иногда выражаются в метрах в минуту (м/мин)); тогда как фут/с относится к футам в секунду.
МD означает машинное направление, а CD означает поперечное машинному направление.
Параметры прижима включают в себя, без ограничения, давление прижима, ширину прижима, твердость обратного вала, твердость крепирующего вала, угол захода ткани, угол ухода ткани, однородность, проникновение прижима и разницу скоростей между поверхностями прижима.
Ширина прижима означает МD длину, на которой прижимаемые поверхности находятся в контакте.
"Преимущественно" означает больше чем 50% конкретного компонента по массе, если не указано иное.
Переносящая поверхность относится к поверхности, с которой полотно крепируется в крепирующую ткань. Переносящая поверхность может быть поверхностью вращающегося барабана, как описывается ниже, или может быть поверхностью непрерывной гладкой движущейся ленты или другой движущейся ткани, которая может иметь текстуру поверхности, и т.д. Переносящая поверхность нужна, чтобы поддерживать полотно и способствовать крепированию твердыми выступами, как будет понятно из последующего обсуждения.
Толщина и/или объем, приводимые здесь, могут измеряться для 8 или 16 листов, как указано. Листы складывают в пачку, и измерение толщины проводят вблизи центральной части пачки. Предпочтительно, тестируемые образцы кондиционируют в атмосфере при 23°С±1,0°С (73,4±1,8°F) при 50% относительной влажности в течение по меньшей мере приблизительно 2 часов и затем измеряют с помощью Thwing-Albert Model 89-II-JR или электронного измерителя толщины Progage с пятками диаметром 2 дюйма (50,8 мм), с постоянной нагрузкой массой 539±10 граммов и скоростью снижения 0,231 дюйм/сек (5,87 мм/сек). Для тестирования конечного продукта каждый лист тестируемого продукта должен иметь такое же число слоев, как продаваемый продукт. Для тестирования обычно выбирают восемь листов и складывают вместе. Для тестирования салфеток, салфетки разворачивают перед складыванием. Для тестирования листа основы из намоточных машин, каждый тестируемый лист должен иметь такое же число слоев, как производится намоточной машиной. Для тестирования листа основы из катушки бумагоделательной машины необходимо использовать одиночные слои. Листы складывают вместе, выровненные в МD. На заказном тисненом или печатном продукте стараются избегать проведения измерений в этих областях, если полностью возможно. Объем также можно выражать в единицах объем/масса путем деления толщины на базовый вес.
Характерные локальные базовые веса и разницы между ними вычисляют путем измерения локального базового веса в 2 или больше типичных площадях с низким базовым весом внутри областей с низким базовым весом и сравнивают этот средний базовый вес со средним базовым весом в двух или больше типичных площадях внутри областей с относительно высоким локальным базовым весом. Например, если типичные площади внутри областей с низким базовым весом имеют средний базовый вес 15 фунт/3000 фут2 стопa (24,4 г/м2) и средний измеренный локальный базовый вес для типичных площадей внутри областей с относительно высоким локальным базовым весом составляет 20 фунт/3000 фут2 стопa (32,5 г/м2), типичные площади внутри областей с высоким локальным базовым весом имеют характерный базовый вес на ((20-15)/15)×100% или 33% выше, чем типичные области внутри областей с низким базовым весом. Предпочтительно, локальный базовый вес измеряют, используя технологию ослабления бета-частиц, как здесь описано.
Длину МD изгиба (см) определяют согласно способу тестирования АSТМ D 1388-96, вариант с кронштейном. Представленные длины изгиба относятся к длинам МD изгиба, если определенно не указана длина CD изгиба. Тестирование длины МD изгиба выполняют с измерителем изгиба с кронштейном, доступным от Research Dimensions, 1720 Oakridge Road, Neenah, Wisconsin, 54956, который, по существу, является аппаратом, показанным в данном способе тестирования АSТМ, пункт 6. Инструмент помещают на устойчивую поверхность, горизонтальное расположение проверяют по встроенному пузырьку уровня. Индикатор угла изгиба устанавливают на 41,5° ниже уровня поверхности образца. Это достигается путем установки призматической опоры соответствующим образом. Образец разрезают однодюймовым (2,54 см) JD резаком полос, доступным от Thwing-Albert Instrument Company, 14 Collins Avenue, W. Berlin, NJ 08091. Шесть (6) образцов представляют собой отрезанные куски 1 дюйм × 8 дюймов (2,54 см × 20,32 см) в машинном направлении. Образцы кондиционируют при 23°С ± 1°С (73,4°F ± 1,8°F) при 50% относительной влажности в течение по меньшей мере двух часов. Для образцов машинного направления более длинное измерение параллельно машинному направлению. Образцы должны быть плоскими, свободными от складок, изгибов или разрывов. Cторону образов также помечают. Образец помещают на горизонтальную платформу измерителя, выравнивая край образца с правым краем. Подвижной ползун помещают на образец, стараясь не изменять его исходное положение. Правый край образца и подвижной ползун необходимо устанавливать у правого края горизонтальной платформы. Подвижной ползун смещают вправо плавным медленным образом при приблизительно 5 дюймах/минуту (12,7 см/минуту) пока образец не коснется призматической опоры. Длину нависания записывают к ближайшим 0,1 см. Это делают путем считывания левого края подвижного ползуна. Три образца предпочтительно испытывают янки-стороной вверх, и три образца предпочтительно испытывают янки-стороной вниз на горизонтальной платформе. Длину МD изгиба указывают как среднюю длину нависания в сантиметрах, деленную на два, учитывая положение оси изгиба.
Скорость поглощения воды или WAR измеряется в секундах и представляет собой время, которое требуется образцу, чтобы поглотить 0,1 граммовую каплю воды, помещенную на его поверхность с помощью автоматического шприца. Тестируемые образцы предпочтительно кондиционируют при 23°С ± 1°С (73,4°±1,8°F) при 50% относительной влажности в течение 2 часов. Для каждого образца готовят 4 тестовых куска 3×3 дюйма (7,62×7,62 см). Каждый кусок помещают в держатель образца так, что высокоинтенсивная лампа направлена на образец. 0,1 мл воды помещают на поверхность образца и включают секундомер. Когда вода поглотится, что указывается отсутствием дополнительного отражения света от капли, секундомер останавливают, и время регистрируют к ближайшим 0,1 секунды. Данную процедуру повторяют для каждого куска, и результаты усредняют для образца. WAR измеряют согласно способу ТАРРI Т-432 сm-99.
Прочность на разрыв в сухом состоянии (МD и CD), растяжение, их отношение, модуль, модуль разрыва, напряжение и деформацию измеряют со стандартным тестовым устройством Instron или другим подходящим измерителем удлинения при растяжении, который может быть конфигурирован разными способами, обычно с использованием полос бумаги тиссью или полотенца шириной 3 или 1 дюйм (7,62 или 2,54 см), кондиционированных в атмосфере при 23°С ± 1°С (73,4±1,8°F) при 50% относительной влажности в течение 2 часов. Тест растяжения проводят при скорости ползуна 2 дюйма/мин (5,1 см/мин). Модуль разрыва выражают в граммах/3 дюйма/% деформации ((граммы/см)/% деформации). % деформации является безразмерным и не требует уточнения. Если не указано иное, величины являются величинами разрыва. GМ относится к квадратному корню результата МВ и СВ величин для конкретного результата.
Отношения растяжения представляют собой просто отношения величин, определенных с помощью вышеописанных способов. Если не указано иное, свойство растяжения является свойством сухого листа.
Растяжение во влажном состоянии ткани настоящего изобретения измеряют, используя трехдюймовую (7,62 мм) широкую полосу ткани, которую сгибают в петлю, скрепляют специальным зажимом, называемым Finch Cup, затем погружают в воду. Finch Cup, который доступен от Thwing-Albert Instrument Company of Philadelphia, Pa., устанавливают на испытатель растяжения, оборудованный 2,0 фунтовой (0,907 кг) ячейкой загрузки с фланцем Finch Cup, зажатым нижним зажимом прибора, и концы петли ткани зажимают в верхний зажим испытателя растяжения. Образец погружают в воду, которая доведена до рН 7,0±0,1, и испытывают растяжение после времени погружения 5 секунд. Результаты выражают в г/3" (г/см), деля на два, чтобы учесть петлю надлежащим образом.
"Отношение тканевого крепирования" представляет собой выражение разницы скоростей между крепирующей тканью и формирующей сеткой, и обычно вычисляется в виде отношения скорости полотна непосредственно перед тканевым крепированием и скорости полотна непосредственно после тканевого крепирования, причем формирующая сетка и переносящая поверхность обычно, но не обязательно, функционируют с одинаковой скоростью:
Отношение тканевого крепирования = скорость переносящего цилиндра · скорость крепирующей ткани
Тканевое крепирование может также выражаться в виде процентов, вычисляемых в виде:
Тканевое крепирование = [Отношение тканевого крепирования - 1]×100
Полотно, крепированное с переносящего цилиндра с поверхностной скоростью 750 фут/мин (228,8 м/мин) на ткань со скоростью 500 фут/мин (152,5 м/мин) имеет отношение тканевого крепирования 1,5 и тканевое крепирование 50%.
Для наматывающего крепирования отношения наматывающего крепирования обычно вычисляют как янки-скорость, деленную на скорость наматывания. Чтобы выразить наматывающее крепирование в процентах, 1 вычитают из отношения наматывающего крепирования, и результат умножают на 100%.
Отношение тканевое крепирование/наматывающее крепирование вычисляют путем деления тканевого крепирования на наматывающее крепирование.
Отношение прирост толщины/% наматывающего крепирования вычисляют путем деления наблюдаемого прироста толщины в мил/8 листов (мм/8 листов) на % наматывающего крепирования. Прирост толщины определяют путем сравнения с аналогичными рабочими условиями без наматывающего крепирования. См. Таблицу 13 ниже.
Отношение поточного или общего крепирования вычисляют в виде отношения скорости формирующей сетки к скорости наматывания, и % полного крепирования составляет:
Поточное крепирование = [отношение поточного крепирования -1]×100
Способ со скоростью формирующей сетки 2000 футов/мин (610 м/мин) и скоростью наматывания 1000 футов/мин (305 м/мин) имеет отношение поточного или полного крепирования, равное 2, и полное крепирование 100%.
РLI или pli означает фунты силы на линейный дюйм (кг силы на линейный сантиметр (plcm)). Применяемый способ отличается от других способов частично, так как тканевое крепирование выполняется под давлением в крепирующем прижиме. Обычно резкий перенос осуществляют, используя всасывание, чтобы способствовать отслаиванию полотна от донорной ткани, а затем ее прикреплению к принимающей или рецепторной ткани. Напротив, всасывание не требуется на этапе тканевого крепирования, соответственно, когда авторы указывают на тканевое крепирование как протекающее "под давлением", авторы указывают на нагружение принимающей ткани относительно переносящей поверхности, хотя помощь всасывания может применяться с дополнительным усложнением системы при условии, что величина всасывания не является достаточной, чтобы нежелательным образом вредно влиять на перегруппировку или перераспределение волокна.
Твердость по Pusey and Jones (P&J) - (вдавливание) измеряют согласно АSТМ D 531 и указывают в числе вдавливания (стандартный образец и условия).
Разница скоростей означает разницу в линейной скорости.
Пористость и/или долю пустого объема, указываемые ниже, определяют путем насыщения листа неполярной POROFIL® жидкостью и измерения количества поглощенной жидкости. Объем поглощенной жидкости эквивалентен объему пустот внутри структуры листа. % увеличения массы (PWI) выражается в граммах поглощенной жидкости на грамм волокна в структуре листа, умноженных на 100, как указано ниже. Более конкретно, для каждого тестируемого образца однослойного листа выбирают 8 листов и отрезают площадь 1 дюйм × 1 дюйм (1 дюйм в машинном направлении и 1 дюйм в поперечном направлении) (площадь 2,54 см на 2,54 см (2,54 см в машинном направлении и 2,54 см в поперечном направлении)). Для образцов многослойных продуктов каждый слой измеряют как отдельный объект. Многослойные образцы необходимо разделять на индивидуальные единичные слои, и 8 листов из каждого положения слоя используют для тестирования. Взвешивают и относят сухую массу каждого тестируемого образца к ближайшей величине с точностью 0,0001 грамм. Помещают образец в кювету, содержащую POROFIL® жидкость, имеющую удельную плотность приблизительно 1,93 грамм на кубический сантиметр, доступную от Coulter Electronics Ltd., Northwell Drive, Luton, Beds, England; Part 9902458). Через 10 секунд захватывают образец за самый край (1-2 миллиметра) одного угла пинцетом и убирают из жидкости. Удерживают образец этим углом вверх и позволяют избытку жидкости скапывать в течение 30 секунд. Слегка касаются (контакт меньше чем 1/2 секунды) нижнего угла образца фильтровальной бумагой #4 (Whatman Lt., Maidstone, England), чтобы удалить любой избыток последней частичной капли. Немедленно взвешивают образец в течение 10 секунд, регистрируя массу к ближайшей величине с точностью 0,0001 грамм. PWI для каждого образца, выраженный в граммах POROFIL® жидкости на грамм волокна, вычисляют следующим образом:
PWI=[(W2-W1)/W1]×100,
где
"W1" выражает сухую массу образца в граммах; и
"W2" выражает влажную массу образца в граммах.
PWI для всех восьми индивидуальных кусков определяют, как описано выше, и среднее значение для восьми кусков представляет PWI для образца.
Долю пустого объема вычисляют путем деления PWI на 1,9 (плотность жидкости), выражая долю в процентах, тогда как пористость (мг/мг) представляет собой просто долю увеличения массы; то есть PWI делят на 100.
Крепирующий адгезив, используемый для фиксации полотна к янки-цилиндру, предпочтительно представляет собой гигроскопичный, повторно увлажняемый, по существу не сшитый адгезив. Примерами предпочтительных адгезивов являются адгезивы, которые включают в себя поливиниловый спирт, из общего класса, описанного в патенте США №4528316, Soerens et al. Другие подходящие адгезивы описываются в совместно рассматриваемой, предварительной заявке на патент США с порядковым номером №60/372255, поданной 12 апреля 2002, озаглавленной "Улучшенный крепирующий адгезивный модификатор и способ получения бумажных продуктов" (Attorney Docket №2394). Описания патента '316 и заявки '255 включены сюда посредством ссылки. Подходящие адгезивы при необходимости обеспечиваются модификаторами и так далее. Предпочтительно скупо использовать сшивающий агент и/или модификатор в адгезиве или не использовать совсем.
Крепирующие адгезивы могут содержать термореактивную или не термореактивную смолу, пленкообразующий полукристаллический полимер и, при необходимости, неорганический сшивающий агент, а также модификаторы. При необходимости, крепирующий адгезив настоящего изобретения может также включать в себя другие компоненты, включая углеводородные масла, поверхностно-активные вещества или пластификаторы, но не ограничиваясь ими. Дополнительные подробности относительно крепирующих адгезивов, применимых в отношении настоящего изобретения, находятся в совместно рассматриваемой, предварительной заявке №60/779614, поданной 6 марта 2006 (Attorney Docket №20140; GР-06-1), описание которой включено сюда посредством ссылки.
Крепирующий адгезив может наноситься в виде единой композиции или может наноситься в виде своих составляющих частей. Более конкретно, полиамидная смола может наноситься отдельно от поливинилового спирта (PVОН) и модификатора.
При использовании крепирующего ножа обычный покрывающий пакет подходящим образом наносят при полной величине покрытия (добавление, как вычисляется выше) 54 мг/м2 с 32 мг/м2 PVОН (Celvol 523)/11,3 мг/м2 РАЕ (Hercules 1145) и 10,5 мг/м2 модификатора (Hercules 4609VF). Предпочтительное покрытие для способа отслаивания может наноситься при величине 20 мг/м2 с 14,52 мг/м2 PVОН (Celvol 523)/5,10 мг/м2 РАЕ (Hercules 1145) и 0,38 мг/м2 модификатора (Hercules 4609VF).
Согласно настоящему изобретению впитывающее бумажное полотно изготавливают путем диспергирования бумажных волокон в водной бумажной массе (суспензии) и осаждения водной бумажной массы на формирующей сетке бумагоделательной машины. Может быть использована любая подходящая схема формования. Например, пространный, но не исчерпывающий список в добавление к формующей длинносеточной машине включает в себя серповидную формующую машину, С-свертывающую двухсеточную формующую машину, S-свертывающую двухсеточную формующую машину или формующую машину с всасывающим валом. Формирующая ткань может быть любым подходящим дырчатым элементом, включая однослойные ткани, двухслойные ткани, трехслойные ткани и подобные. Неполное описание данного уровня техники в области формирующей ткани включает в себя патенты США №№4157276; 4605585; 4161195; 3545705; 3549742; 3858623; 4041989; 4071050; 4112982;4149571; 4182381; 4184519; 4314589; 4359069; 4376455; 4379735; 4453573; 4564052; 4592395; 4611639; 4640741; 4709732; 4759391; 4759976; 4942077; 4967085; 4998568; 5016678; 5054525; 5066532; 5098519; 5103874; 5114777; 5167261; 5199261; 5199467; 5211815; 5219004; 5245025; 5277761; 5328565 и 5379808, все из которых включены сюда посредством ссылки во всей полноте. Одна формирующая ткань, особенно применимая с настоящим изобретением, представляет собой Voith Fabrics Forming Fabric 2164, изготовленную Voith Fabrics Corporation, Shreveport, LA.
Пенообразование водной бумажной массы на формирующей сетке или ткани может применяться в качестве средства регулирования проницаемости или пористости листа при тканевом крепировании. Технологии пенообразования описываются в патенте США №4543156 и патенте Канады №2053505, описания которых включены сюда посредством ссылки. Вспененную волокнистую бумажную массу делают из водной суспензии волокон, смешанной со вспененным жидким носителем непосредственно перед ее введением в напорный ящик. Суспензия пульпы, подаваемая в систему, имеет консистенцию в диапазоне от приблизительно 0,5 до приблизительно 7 масс.% волокна, предпочтительно в диапазоне от приблизительно 2,5 до приблизительно 4,5 масс.%. Суспензию пульпы добавляют к вспененной жидкости, содержащей воду, воздух и поверхностно-активное вещество, содержащей от 50 до 80% воздуха по объему, образуя вспененную волокнистую бумажную массу, имеющую консистенцию в диапазоне от приблизительно 0,1 до приблизительно 3 масс.% волокна, путем простого смешивания в результате естественной турбулентности и присущего смешивания в элементах способа. Добавление пульпы в виде суспензии с низкой консистенцией приводит к избытку вспененной жидкости, возвращаемой из формирующей сетки. Избыточная вспененная жидкость выпускается из системы и может применяться где-то в другом месте или обрабатываться для извлечения из нее поверхностно-активного вещества.
Бумажная масса может содержать химические добавки, изменяющие физические свойства получаемой бумаги. Эти химические добавки хорошо известны специалистам в данной области техники и могут использоваться в любой известной комбинации. Такие добавки могут быть поверхностными модификаторами, смягчителями, разрыхлителями, упрочнителями, латексами, глушителями, осветлителями, красителями, пигментами, замасливателями, барьер-образующими химикатами, удерживающими агентами, агентами нерастворимости, органическими или неорганическими сшивателями или их комбинациями; упомянутые химикаты необязательно содержат полиолы, крахмалы, сложные эфиры ППГ, сложные эфиры ПЭГ, фосфолипиды, поверхностно-активные вещества, ГМКП (гидрофобно модифицированные катионные полимеры), ГМАП (гидрофобно модифицированные анионные полимеры) или подобные.
Пульпа может смешиваться с регулирующими прочность агентами, такими как агенты влажной прочности, агенты сухой прочности и разрыхлители/смягчители, и т.д. Подходящие агенты влажной прочности известны специалистам в данной области техники. Обширный, но не исчерпывающий список применимых упрочнителей включает в себя мочевино-формальдегидные смолы, меламин-формальдегидные смолы, глиоксилированные полиакриламидные смолы, полиамид-эпихлоргидриновые смолы и подобные. Термореактивные полиакриламиды получают путем реакции акриламида с хлоридом диаллилдиметиламмония (DADMAC) с получением катионного полиакриламидного сополимера, который в конечном счете реагирует с глиоксалем с получением катионной сшитой влажно-прочной смолы, глиоксилированного полиакриламида. Эти материалы в целом описаны в патентах США №3556932, Coscia et al. и 3556933, Williams et al., оба из которых включены сюда посредством ссылки во всей полноте. Смолы данного типа коммерчески доступны под торговой маркой PAREZ 631 NC от Bayer Corporation. Различные мольные отношения акриламид/-DADMAC/глиоксаль могут использоваться для получения сшитых смол, которые применимы в качестве агентов влажной прочности. Кроме того, другие диальдегиды могут замещаться на глиоксаль, чтобы получить термореактивные характеристики влажной прочности. Особенно подходят полиамид-эпихлоргидриновые влажно-прочностные смолы, пример которых продается под торговым названием Kymene 557LX и Kymene 557Н от Hercules Incorporated of Wilmington, Delaware and Amres® from Georgia-Pacisic Resins, Inc. Эти смолы и способ изготовления данных смол описаны в патенте США №3700623 и патенте США №3772076, каждый из которых включен сюда посредством ссылки во всей полноте. Обширное описание полимер-эпихлоргидриновых смол дается в главе 2: Щелочно-отверждаемый полимерный амин-эпихлоргидрин by Espy в Wet Strength Resins and Their Application (L. Chan, Editor, 1994), включенной сюда посредством ссылки во всей полноте. Умеренно подробный список влажно-прочностных смол описывается Westfeld в Cellulose Chemistry and Technology Volume 13, p.813, 1979, которая также включена сюда посредством ссылки.
Подходящие временные агенты влажной прочности также могут быть включены, в частности, в приложениях, где следует избегать одноразовых полотенец или, более типично, ткани с постоянной влажно-прочностной смолой. Подробный, но не исчерпывающий список применимых временных агентов влажной прочности включает в себя алифатические и ароматические альдегиды, включая глиоксаль, малоновый диальдегид, янтарный диальдегид, глутаральдегид и диальдегидные крахмалы, а также замещенные или прореагировавшие крахмалы, дисахариды, полисахариды, хитозан или другие прореагировавшие продукты полимерной реакции мономеров или полимеров, имеющих альдегидные группы и, при необходимости, азотные группы. Типичные азотсодержащие полимеры, которые могут подходящим образом реагировать с альдегид-содержащими мономерами или полимерами, включают в себя виниламиды, акриламиды и соответствующие азотсодержащие полимеры. Эти полимеры придают положительный заряд альдегид-содержащему продукту реакции. Кроме того, другие, коммерчески доступные, временные агенты влажной прочности, такие как РАRЕZ 745, производимый Bayer, могут применяться наряду с агентами, описанными, например, в патенте США №4605702.
Временная влажно-прочностная смола может быть любой смолой из множества водорастворимых органических полимеров, содержащих альдегидные группы и катионные группы, применяемых для увеличения сухой и влажной прочности на разрыв бумажных продуктов. Такие смолы описаны в патентах США №4675394; 5240562; 5138002; 5085736; 4981557; 5008344; 4603176; 4983748; 4866151; 4804769 и 5217576. Модифицированные крахмалы, продаваемые под торговыми марками СО-ВОND® 1000 и СО-ВОND® 1000 Plus от National Starch and Chemical Company of Dridgewater, N.J., могут быть использованы. Перед использованием, катионный альдегидный водорастворимый полимер может быть приготовлен путем предварительного нагрева водной суспензии приблизительно 5% твердого вещества, поддерживаемой при температуре приблизительно 240° градусов Фаренгейта (116 градусов Цельсия) и рН приблизительно 2,7 в течение приблизительно 3,5 минут. Наконец, суспензия может закаливаться и разбавляться водой с получением смеси приблизительно 1,0% твердого вещества при менее чем приблизительно 130°F (116°C).
Другие временные агенты влажной прочности, также доступные от National Starch and Chemical Company, продаются под торговыми марками СО-ВОND® 1600 и СО-ВОND® 2300. Эти крахмалы применяются в виде водных коллоидных дисперсий и не требуют предварительного нагрева перед применением.
Подходящие агенты сухой прочности включают в себя крахмал, гуаровую смолу, полиакриламиды, карбоксиметилцеллюлозу и подобное. Особенно применима карбоксиметилцеллюлоза, пример которой продается под торговым названием Hercules CMC от Hercules Incorporated of Wilmington, Delaware. Согласно одному варианту осуществления пульпа может содержать от приблизительно 0 до приблизительно 15 фунт/тонна (от приблизительно 0 до приблизительно 7,5 кг/тонна) агента сухой прочности. Согласно другому варианту осуществления пульпа может содержать от приблизительно 1 до приблизительно 5 фунт/тонна (от приблизительно 0,5 до приблизительно 2,5 кг/тонна) агента сухой прочности.
Подходящие разрыхлители также известны специалистам в данной области техники. Разрыхлители или смягчители также могут вводиться в пульпу или распыляться на полотно после его формования. Настоящее изобретение также может быть использовано с материалами смягчителей, включающими в себя класс солей амидоаминов, производных от частично нейтрализованных кислотой аминов, но не ограничивающимися ими. Такие материалы, описанные в патенте США №4720383. Evans, Chemistry and Industry, 5 July 1969, pp.893-903; Egan, J.Am. Oil Chemist's Soc., Vol.55 (1978), pp.118-121; и Trivedi et al., J. Am. Oil Chemist's Soc., June 1981, pp.754-756, включенные сюда посредством ссылки во всей полноте, указывают, что смягчители часто доступны коммерчески только в виде сложных смесей скорее, чем в виде индивидуальных соединений. Хотя последующее обсуждение будет сфокусировано на преобладающих частицах, следует понимать, что коммерчески доступные смеси будут обычно применяться на практике.
Quasoft 202-JR является подходящим материалом смягчителя, который может получаться алкилированием продукта конденсации олеиновой кислоты и диэтилентриамина. Условия синтеза, использующие недостаток агента алкилирования (например, диэтилсульфат) и только один этап алкилирования с последующей подстройкой рН, чтобы протонировать неэтилированные частицы, дают смесь, состоящую из катионных этилированных и катионных неэтилированных частиц. Небольшая доля (например, приблизительно 10%) полученного амидоамина циклизуется в имидазолиновые соединения. Так как только имидазолиновые части этих материалов являются четвертичными аммониевыми соединениями, композиции, в целом, являются рН-чувствительными. Поэтому в практике настоящего изобретения с данным классом химикатов рН в напорном ящике должен быть приблизительно от 6 до 8, более предпочтительно от 6 до 7 и наиболее предпочтительно от 6,5 до 7.
Четвертичные аммониевые соединения, такие как соли четвертичного диалкилдиметиламмония, также являются подходящими, особенно, когда алкильные группы содержат от приблизительно 10 до 24 атомов углерода. Эти соединения предпочтительны из-за относительной нечувствительности к рН.
Биоразрушаемые смягчители могут быть использованы. Типичные биоразрушаемые катионные смягчители/разрыхлители описаны в патентах США №5312522; 5415737; 5262007; 5264082; и 5223096, все из которых включены сюда посредством ссылки во всей полноте. Данные соединения являются биоразрушаемыми сложными диэфирами соединений четвертичного аммония, кватернизованными амино-эфирами и сложными эфирами на основе биоразрушаемых растительных масел, функционализованными хлоридом четвертичного аммония и хлоридом сложного диэфира диэруцилдиметиламмония, и являются типичными биоразрушаемыми смягчителями.
В некоторых вариантах осуществления особенно предпочтительная композиция разрыхлителя включает в себя четвертичный аминовый компонент, а также неионогенное поверхностно-активное вещество.
Зарождающееся полотно может быть обезвожено сдавливанием на войлоке бумагоделательной машины. Может использоваться любой подходящий войлок. Например, войлоки могут иметь двухслойные базовые плетения, трехслойные базовые плетения и слоистые базовые плетения. Предпочтительными войлоками являются войлоки, имеющие дизайн со слоистыми базовыми плетениями. Войлоком для влажного прессования, который может быть особенно пригодным с настоящим изобретением, является Vector 3, изготавливаемый Voith Fabric. Уровень техники в области войлоков для прессования включает в себя патенты США №5657797; 5368696; 4973512; 5023132; 5225269; 5182164; 5372876; и 5618612. Войлок для дифференциального прессования, описанный в патенте США №4533437, Curran et al., также может быть использован.
Подходящие крепирующие или текстурирующие ткани включают в себя однослойные, или многослойные, или сложные, предпочтительно открытые ячеистые структуры. Конструкция ткани сама по себе менее важна, чем топография крепирующей поверхности в крепирующем прижиме, как обсуждается более подробно ниже. Длинные МD кулаки со слегка пониженными CD кулаками чрезвычайно предпочтительны для многих продуктов. Ткани могут иметь по меньшей мере одну их следующих характеристик: (1) на стороне крепирующей ткани, которая находится в контакте с влажным полотном ("верхняя" сторона), число прядей в машинном направлении (МD) на дюйм (меш) составляет от 10 до 200 (пряди на см (меш) от 3 до 18) и число прядей в поперечном направлении (CD) на дюйм (счет) составляет от 10 до 200 (пряди на см (счет) от 3 до 18); (2) диаметр пряди обычно меньше чем 0,050 дюйма (0,13 см); (3) на верхней стороне расстояние между высшей точкой МD кулаков и высшей точкой CD кулаков составляет от приблизительно 0,001 до приблизительно 0,02 или 0,03 дюйма (от приблизительно 0,0025 до приблизительно 0,05 или 0,08 см); (4) между этими двумя уровнями могут быть кулаки, образованные МD или CD прядями, что дает топографию с трехмерными холмами/долинами, которая передается листу; (5) ткань может быть ориентирована любым подходящим способом, чтобы достигать желаемого эффекта в обработке и свойствах продукта; длинные кулаки прядей основы могут быть на верхней стороне, увеличивая МD выступы в продукте, или длинные кулаки прядей утка могут быть на верхней стороне, если желательно больше CD выступов, влияя на характеристики крепирования, когда полотно переносится с переносящего цилиндра на крепирующую ткань; и (6) ткань может быть изготовлена так, чтобы иметь определенный геометрический узор, который приятен для глаз, который обычно повторяется через каждые от двух до 50 прядей основы. Особенно предпочтительной тканью является W013 Albany International многослойная ткань. Такие ткани образуют из моноволокнистых полимерных волокон, имеющих диаметры обычно в диапазоне от приблизительно 0,25 мм до приблизительно 1 мм. Особенно предпочтительная ткань показана на фиг.7 и последующих.
Чтобы обеспечить дополнительный объем, влажное полотно крепируют в текстурированную ткань и расширяют в текстурированной ткани путем всасывания, например.
Если применяют длинносеточную машину или формующую машину с другими зазорами, зарождающееся полотно может быть обработано гнездами всасывания и паровыми кожухами, пока оно не достигнет содержания твердого вещества, подходящего для переноса на обезвоживающий войлок. Зарождающееся полотно может переноситься на войлок с помощью всасывания. В серповидной формующей машине применение всасывания не является необходимым, так как зарождающееся полотно формируется между формирующей тканью и войлоком.
Предпочтительный способ изготовления предлагаемых продуктов включает в себя сдавливающее обезвоживание бумажной массы, имеющей очевидно случайное распределение ориентации волокон, и тканевое крепирование полотна таким образом, чтобы перераспределить бумажную массу, чтобы добиться желаемых свойств. Заметные признаки типичного агрегата 40 для получения предлагаемых продуктов показаны на фиг.4. Агрегат 40 включает в себя войлок 42 для изготовления бумаги, всасывающий вал 46, прижимную колодку 50 и обратный вал 52. Дополнительно предусмотрены крепирующий вал 62, крепирующая ткань 60, а также необязательная всасывающая коробка 66.
При работе войлок 42 перемещает зарождающееся полотно 44 вокруг всасывающего вала 46 в сдавливающий прижим 48. В сдавливающем прижиме 48 полотно обезвоживается сдавливанием и переносится на обратный вал 52 (иногда называемый ниже переносящим валом), где полотно перемещается на крепирующую ткань. В крепирующем прижиме 64 полотно 44 перемещается на ткань 60, как более подробно обсуждается ниже. Крепирующий прижим задается между обратным валом 52 и крепирующей тканью 60, которая сдавливается относительно вала 52 с помощью крепирующего вала 62, который может быть покрытым мягким материалом валом, что также обсуждается ниже. После переноса полотна на ткань 60, всасывающая коробка 66 может применяться для приложения всасывания к листу, чтобы вытянуть микроскладки, если желательно.
Бумагоделательная машина, подходящая для изготовления продукта данного изобретения, может иметь различные конфигурации, как видно на фиг.5 и 6, обсуждаемых ниже.
На фиг.5 показана бумагоделательная машина 110 для применения согласно настоящему изобретению. Бумагоделательная машина 110 представляет собой машину с тремя петлями ткани, имеющую формующую секцию 112, обычно называемую в данной области техники серповидной формующей машиной. Формующая секция 112 включает в себя формирующую сетку 122, поддерживаемую множеством валов, таких как валы 132, 135. Формующая секция также включает в себя формирующий вал 138, который поддерживает войлок 42 бумагоделательной машины, так что полотно 44 формируется непосредственно на войлоке 42. Пробег 114 войлока распространяется до секции 116 прижимной колодки, где сырое полотно отлагается на обратный вал 52 и подвергается влажному сдавливанию одновременно с переносом. Затем полотно 44 крепируется на ткань 60 перед отложением на янки-цилиндр 120 в другом сдавливающем прижиме 182, используя крепирующий адгезив, как указано выше. Система включает в себя всасывающий вращающийся вал 46 в некоторых вариантах осуществления; однако система с тремя петлями может быть организована множеством способов, где вращающийся вал не является необходимым. Данный признак является особенно важным в связи с реконструкцией бумагоделательной машины, так как затраты на перемещение связанного оборудования, т.е. оборудования получения пульпы и обработки волокна и/или большого и дорогостоящего осушающего оборудования, такого как янки-цилиндр или множество барабанных осушителей, сделают реконструкцию излишне дорогой, если вносимые усовершенствования не будут совместимы с существующим оборудованием.
На фиг.6 схематично показана бумагоделательная машина 210, которая может быть использована для осуществления настоящего изобретения. Бумагоделательная машина 210 включает в себя формующую секцию 212, сдавливающую секцию 40, крепирующий вал 62, а также секцию 218 барабанной сушки. Формующая секция 212 включает в себя: напорный ящик 220, формирующую ткань или сетку 222, которая поддерживается множеством валов, обеспечивая формующий стол 212. Также предусмотрены формующий вал 224, поддерживающие валы 226, 288, а также переносящий вал 230.
Сдавливающая секция 40 включает в себя войлок 42 бумагоделательной машины, поддерживаемый на валиках 234, 236, 238, 240 и валу 242 прижимной колодки. Вал 242 прижимной колодки включает в себя колодку 244 для сдавливания полотна относительно переносящего барабана или вала 52. Переносящий вал или барабан 52 может нагреваться, если это желательно. В одном предпочтительном варианте осуществления температуру регулируют так, чтобы поддерживать профиль влажности в полотне таким образом, что получается упорядоченный лист, имеющий локальное изменение базового веса, которое не распространяется на поверхность полотна в контакте с цилиндром 52. Обычно пар применяют для нагрева цилиндра 52, как указывается в патенте США №6379496, Edwards et al. Вал 52 включает в себя переносящую поверхность 248, на которой отлагается полотно во время изготовления. Крепирующий вал 62 поддерживает, частично, крепирующую ткань 60, которая также поддерживается на множестве валов 252, 254 и 256.
Осушающая секция 218 также включает в себя множество барабанных осушителей 258, 260, 262, 264, 266, 268 и 270, как показано на чертеже, где барабаны 266, 268 и 270 находятся в первом ярусе, а барабаны 258, 260, 262 и 264 находятся во втором ярусе. Барабаны 266, 268 и 270 непосредственно контактируют с полотном, тогда как барабаны в другом ярусе контактируют с тканью. В этом двухъярусном расположении, когда полотно отделено от барабанов 260 и 262 тканью, иногда выгодно обеспечивать принудительные воздушные осушители при 260 и 262, которые могут быть просверленными барабанами, так что поток воздуха указан схематично как 261 и 263.
Дополнительно обеспечивается наматывающая секция 272, которая включает в себя направляющий вал 274 и принимающую катушку 276, схематично показанную на чертеже.
Бумагоделательная машина 210 функционирует так, что полотно переносится в машинном направлении, указанном стрелками 278, 282, 284, 286 и 288, как видно на фиг.6. Бумажная масса при низкой консистенции, меньше чем 5%, осаждается на ткани или сетке 222, формируя полотно 44 на столе 212, как показано на чертеже. Полотно 44 переносится в машинном направлении в сдавливающую секцию 40 и перемещается на войлок 42 для сдавливания. При этом полотно обычно обезвоживается до консистенции приблизительно от 10 до 15% на сетке 222 перед переносом на войлок. Поэтому также вал 234 может быть всасывающим валом, чтобы способствовать переносу на войлок 42. На войлоке 42 полотно 44 обезвоживается до консистенции обычно от приблизительно 20 до приблизительно 25% перед входом в сдавливающий прижим, обозначенный 290. В прижиме 290 полотно прижимается на цилиндр 52 посредством вала 242 прижимной колодки. При этом колодка 244 вызывает давление, посредством которого полотно переносится на поверхность 248 вала 52 при консистенции приблизительно от 40 до 50% на переносящем валу. Переносящий вал 52 перемещается в машинном направлении, указанном как 284, с первой скоростью.
Ткань 60 перемещается в направлении, указанном стрелкой 286, и зацепляет полотно 44 в крепирующем прижиме, указанном как 64. Ткань 60 перемещается со второй скоростью, более медленной, чем первая скорость переносящей поверхности 248 вала 52. Таким образом, обеспечивается полотно с тканевым крепированием обычно в количестве от приблизительно 10 до приблизительно 100% в машинном направлении.
Крепирующая ткань определяет крепирующий прижим на расстоянии, на котором крепирующая ткань 60 контактирует с поверхностью 248 вала 52, то есть оказывает существенное давление на полотно относительно переносящего цилиндра. В этой связи крепирующий вал 62 может обеспечиваться мягкой деформируемой поверхностью, которая будет увеличивать ширину крепирующего прижима и увеличивать угол тканевого крепирования между тканью и листом в точке контакта, или прижимаемый колодкой вал или подобное устройство может быть использовано в качестве вала 52 или 62, чтобы увеличить эффективный контакт с полотном в сильно прижатом прижиме 64 тканевого крепирования, где полотно 44 переносится на ткань 60 и продвигается в машинном направлении. Путем применения различного оборудования в крепирующем прижиме можно подстраивать угол тканевого крепирования или угол ухода ткани от крепирующего прижима. Может быть использовано покрытие на валу 62, имеющее твердость по Pusey и Jones от приблизительно 25 до приблизительно 90. Таким образом, можно влиять на природу и величину перераспределения волокна, отслаивание/разрыхление, которые могут происходить в прижиме 64 тканевого крепирования, путем подстройки данных параметров прижима. В некоторых вариантах осуществления может быть желательно перестроить межволокнистые характеристики в z-направлении, тогда как в других случаях может быть желательно влиять на свойства только в плоскости полотна. Параметры крепирующего прижима могут влиять на распределение волокна в полотне во множестве направлений, включая наведение изменений в z-направлении, а также МD и CD. В любом случае, перенос от переносящего цилиндра на крепирующую ткань является очень тесным в том, что ткань перемещается медленнее, чем полотно, и возникает заметное изменение скорости. Обычно полотно крепируется где-то от 5-60% и даже выше во время переноса от переносящего цилиндра к ткани.
Крепирующий прижим 64 обычно распространяется на расстояние или ширину прижима тканевого крепирования где-то от приблизительно 1/8" до приблизительно 2", обычно от 1/2" до 2" (от приблизительно 0,3 до приблизительно 5,1 см, обычно от 1,3 до 5,1 см). Для крепирующей ткани с 32 СD прядями на дюйм (12,5 CD прядей на сантиметр) полотно 44 будет иметь где-то приблизительно от 4 до 64 нитей утка в прижиме.
Давление прижима в прижиме 64, то есть нагрузка между крепирующим валом 62 и переносящим валом 52, подходящим образом составляет 20-100, предпочтительно 40-70 фунтов (приемлемо 9-45, предпочтительно 18-32 кг) на линейный дюйм (НЛД) (приемлемо 3,6-17,9 кг, предпочтительно 7,1-12,5 кг на линейный см (нлсм)).
После тканевого крепирования полотно 44 задерживается в ткани 60 и подается в сушильную секцию 218. В сушильной секции 218 полотно высушивают до консистенции приблизительно от 92 до 98% перед наматываем на катушку 276. Заметим, что в сушильной секции обеспечивается множество нагреваемых сушильных валов 266, 268 и 270, которые находятся в непосредственном контакте с полотном на ткани 60. Сушильные барабаны или валы 266, 268 и 270 нагреваются паром до повышенной температуры, способной высушивать полотно. Валы 258, 260, 262 и 264 аналогично нагреваются, хотя эти валы непосредственно контактируют с тканью и не контактируют непосредственно с полотном. При необходимости обеспечивается всасывающая коробка 66, которая может быть использована, чтобы расширять полотно внутри ткани, увеличивая толщину, как указано выше.
В некоторых вариантах осуществления данного изобретения желательно устранить открытое вытягивание в способе, такое как открытое вытягивание между крепирующей и сушащей тканью и катушкой 276. Этого легко добиться путем распространения крепирующей ткани на барабан катушки и переноса полотна непосредственно от ткани на катушку, как описывается в патенте США №5593545, Rugowski et al.
Предпочтительная крепирующая ткань 60 показана на фиг.7 и 8. Фиг.7 представляет собой полутоновое топографическое фотоизображение крепирующей ткани 60, тогда как фиг.8 представляет собой увеличенное двухмерное топографическое цветное изображение крепирующей ткани, показанной на фиг.7. Ткань 60 устанавливают в агрегате на фиг.4, 5 или 6 таким образом, что ее МD кулаки 300, 302, 304, 306, 308, 310 и так далее распространяются вдоль машинного направления бумагоделательной машины. Из фиг.7 и 8 очевидно, что ткань 60 является многослойной тканью, имеющей крепирующие карманы 320, 322, 324 и так далее между МD кулаками ткани. Также обеспечивается множество CD кулаков 330, 332, 334 и так далее, которые предпочтительно могут быть слегка углублены относительно МD кулаков крепирующей ткани. CD кулаки могут быть углублены относительно МD кулаков на расстояние от приблизительно 0,1 мм до приблизительно 0,3 мм. Эта геометрия создает уникальное распределение волокна, когда полотно крепируется во влажном состоянии от переносящего вала, как будет очевидно из фиг.9 и последующих. Не предполагая быть связанным теорией, считается, что показанная структура с относительно сильно углубленными "карманами" и ограниченной длиной и высотой кулаков в CD перераспределяет волокно при тесном крепировании с получением листа, который является особенно подходящим для повторно применяемой бумажной массы и обеспечивает удивительную толщину.
На фиг.9-12 схематично показан крепирующий прижим 64, где полотно 44 переносится от переносящего или обратного вала 52 на крепирующую ткань 60. Ткань 60 имеет множество нитей основы, таких как нити 350, а также множество нитей утка, как видно из фигур, обсуждаемых выше. Нити утка располагаются в первом уровне 352, а также во втором уровне 354, как показано на чертежах. Различные нити или пряди могут быть любого подходящего размера, обычно пряди утка будут иметь диаметр 0,50 мм, тогда как пряди основы будут немного меньше, возможно 0,35 мм. Нити основы распространяются вокруг обоих уровней нитей утка, так что вытянутые кулаки, такие как кулак 300, контактируют с полотном, находящимся на переносящем валу 52, как показано на разных чертежах. Пряди основы также могут иметь меньшие кулаки, удаленные от крепирующей поверхности, если желательно.
В особенно предпочтительном варианте осуществления ширина прижима при 100 нлд (17,9 нлсм) составляет приблизительно 34,8 мм, когда используется в соединении с покрытием крепирующего вала, имеющим твердость P&J 45. Проникание прижима вычислено как 0,49 мм, используя способ Deshpande, предполагая толщину муфты 1" (2,54 см). 2" толщина муфты (5,08 см) также является приемлемой.
Подходящей тканью для использования согласно настоящему изобретению является WО-13 ткань, доступная от Albany International. Эта ткань обеспечивает МD кулаки, имеющие МD длину приблизительно 1,7 мм, как показано на фиг.11.
Не предполагая быть связанным теорией, считается, что крепирование от переносящего вала 52 и перераспределение бумажного волокна в карманы крепирующей ткани происходит, как показано на фиг.9-12. То есть, задний край кулаков контактирует с полотном сначала там, где полотно изгибается от обратного вала в относительно глубокие крепирующие карманы ткани от обратного вала. Cледует особенно отметить фиг.12. Способ крепирования с данной тканью дает уникальный продукт данного изобретения, который описывается в связи с фиг.13 и 14.
На фиг.13 и 14 схематично (и фотографически) показан узор с множеством повторяющихся линейных матриц 1, 2, 3, 4, 5, 6, 7, 8 сжатых уплотненных областей 14, которые ориентированы в машинном направлении. Эти области образуют повторяющийся узор 375, соответствующий МD кулакам ткани 60. В целях удобства, узор 375 представлен схематично на фиг.13 и нижней части фиг.14 в виде массивов основы 1-8 и полос утка 1а-8а; верхняя часть фиг.14 является микрофотографией листа, полученного с данным узором. Узор 375, таким образом, включает в себя множество ориентированных в целом в машинном направлении (МD), вытянутых уплотненных областей 14 сжатого бумажного волокна, имеющего относительно низкий локальный базовый вес, а также передний и задний края 380, 382, причем уплотненные области располагаются в повторяющемся узоре из множества в целом параллельных линейных массивов 1-8, которые располагаются продольно в шахматном порядке относительно друг друга, так что множество промежуточных линейных массивов располагается между парой CD-выровненных уплотненных областей 384, 386. Существует множество обогащенных волокном, шляпочных областей 12, имеющих относительно высокий локальный базовый вес, разбросанных между уплотненными областями и соединенных с ними, причем шляпочные области имеют гребни, распространяющиеся сбоку в CD. В целом параллельные, продольные массивы уплотненных областей 14 располагаются и сконфигурированы так, что обогащенная волокном область 12 между парой CD-выровненных уплотненных областей распространяется в CD не будучи загороженной передними или задними краями 380, 382 уплотненных областей по меньшей мере одного промежуточного линейного массива. Как показано, в целом параллельные, продольные массивы уплотненных областей располагаются и сконфигурированы так, что обогащенная волокном область 12 между парой CD-выровненных уплотненных областей 14 распространяется в CD не будучи загороженной передними или задними краями уплотненных областей по меньшей мере двух промежуточных линейных массивов. Поэтому также обогащенная волокном область 12 между парой CD-выровненных уплотненных областей 384, 386 является по меньшей мере частично усеченной и по меньшей мере частично ограниченной в МD передними или задними краями уплотненных областей по меньшей мере одного или двух промежуточных линейных массивов листа в МD положении 388, промежуточных МD положениях 380, 390 передних и задних краев CD-выровненных уплотненных областей. Передние и задние МD края 392, 394 обогащенных волокном, шляпочных областей являются, в целом, вогнутыми внутрь, так что центральный МD участок 396 обогащенных волокном областей меньше, чем МD участок 398 у боковых концов обогащенных волокном областей. Вытянутые уплотненные области занимают от приблизительно 5% до приблизительно 30% площади листа и оцениваются как соответствующие площади МD кулаков применяемой ткани. Шляпочные области занимают от приблизительно 95% до приблизительно 50% площади листа и оцениваются с помощью пониженных площадей ткани. В варианте осуществления, показанном на фиг.13 и 14, расстояние 400 между CD-выровненными уплотненными областями составляет 4,41 мм, так что линейные массивы уплотненных областей имеют частоту МD повторения приблизительно 225 метр-1. Уплотненные элементы массивов располагаются на расстоянии 402 приблизительно 8,8 мм, таким образом имея частоту МD повторения приблизительно 110 метр-1.
Обогащенные волокном области имеют сводчатую структуру, где гребни шляпочных областей образую арки вокруг переднего и заднего краев уплотненных областей, как видно, в частности, в верхней части фиг.14.
Продукт, таким образом, имеет признаки, показанные и описанные выше в связи с фиг.1 и 2.
Дополнительные аспекты данного изобретения видны из фиг.15-30. Фиг.15 представляет собой микрофотографию полотна, подобную микрофотографии, показанной на фиг.2, где полотно растянули в машинном направлении. Здесь видно, что шляпочная область 12 расширена до гораздо большей степени пористости, увеличивая впитывающую способность листа.
Фиг.16 представляет собой микрофотографию листа основы, подобного листу, показанному на фиг.1, с указанием сечения, показанного на фиг.17. Фиг.17 представляет собой сечение шляпочной, обогащенной волокном области, где видно, что макроскладки не были уплотнены кулаком. На фиг.17 видно, что данный лист имеет явно выраженные стороны. Если желательно снизить степень этой выраженности, полотно может быть перенесено на другую поверхность во время сушки, так что тканевая сторона полотна (до переноса) контактирует с осушающими барабанами после этого.
Фиг.18 представляет собой увеличенную микрофотографию, показывающую отпечаток МD кулака крепирующей ткани, где видно, что волокно уплотненной МD области имеет наклон CD ориентации и что обогащенные волокном, шляпочные области имеют сводчатую структуру вокруг МD распространяющейся, уплотненной области.
Изменение локального базового веса листа видно на фиг.19 и 20. Фиг.19 и 20 представляют собой негативы рентгеновских снимков впитывающего листа данного изобретения, где светлые участки отражают области высокого базового веса, а более темные участки представляют области с относительно меньшим базовым весом. Эти снимки сделали, помещая образцы листа на пластины и воздействуя на данные образцы рентгеновским источником 6 кВт в течение 1 часа. Фиг.19 представляет собой рентгеновский снимок, сделанный без всасывания, тогда как фиг.20 была получена с приложением всасывания к листу.
На обеих фиг.19 и 20 видно, что существует множество темных, МD распространяющихся областей с относительно низким базовым весом, соответствующих МD кулакам ткани на фиг.7. Более светлые и белые участки показывают обогащенные волокном области с относительно высоким базовым весом. Эти области распространяются в CD вдоль складок, показанных на фиг.18, например.
Фиг.19 и 20 доказывают изменение локального базового веса, видимое в СЭМ и других микрофотографиях, особенно относительно прямоугольное соотношение между областями с низким базовым весом и областями с высоким базовым весом.
Заметим, что фиг.19 с выключенным всасыванием показывает немного более сильное изменение базового веса (более заметные светлые области), чем фиг.20 с включенным всасыванием, согласуясь с фиг.22 и 23, обсуждаемыми ниже.
Дополнительные опции продукта видны на фиг.21А-21D. Фиг.21А и 21В соответственно представляют собой микрофотографии тканевой стороны и янки-стороны листа с 25 фунтовым базовым весом (41 г/м2) при отношении тканевого крепирования 1,3. Фиг.21С и 21D представляют собой микрофотографии другого листа с 25 фунтовым базовым весом, полученного при отношении тканевого крепирования 1,3. Где всасывание указывается в подписях к фигурам, то есть лист на фиг.21С, 21D подвергали вытягиванию всасыванием после тканевого крепирования.
Фиг.22 и 23 показывают влияние всасывания при изготовлении листа данного изобретения. Фиг.22 представляет собой микрофотографию вдоль МD целлюлозного листа, полученного согласно настоящему изобретению, янки-стороной вверх, полученного без всасывания. Фиг.23 представляет собой микрофотографию целлюлозного листа, изготовленного согласно данному изобретению, когда всасывающая коробка 66 была включена. Из этих фигур видно, что всасывание увеличивает объем (и впитывающую способность) листа. На фиг.22 видно, что существуют микроскладки, входящие в макроскладки листа. На фиг.23 микроскладки больше не видны. В целях сравнения на фиг.24 показан соответствующий вид в разрезе вдоль машинного направления CWP листа основы. Здесь видно, что волокно является относительно плотным и не демонстрирует увеличенного и однородного объема продуктов данного изобретения.
Анализ ослабления бета-частиц
Чтобы количественно оценить изменение локального базового веса, применяли технологию ослабления бета-частиц.
Бета-частицы получаются, когда нестабильное ядро со слишком большим числом протонов или нейтронов спонтанно распадается, давая более стабильный элемент. Этот процесс может производить положительные или отрицательные частицы. Когда радиоактивный элемент со слишком большим числом протонов претерпевает бета-распад, протон превращается в нейтрон, испуская положительно заряженную бета-частицу или позитрон (β +) и нейтрино. Напротив, радиоактивный элемент со слишком большим числом нейтронов претерпевает бета-распад путем превращения нейтрона в протон, испуская отрицательно заряженную бета-частицу или электрон (β -) и антинейтрино. Прометий (147 61 Рm) претерпевает отрицательный бета-распад.
Бета-измерение основано на способе подсчета числа бета-частиц, которые проходят сквозь образец и попадают в детектор, расположенный напротив источника в течение того же периода времени. Траектории бета-частиц широко отклоняются, когда они взаимодействуют с веществом; некоторые остаются внутри него, другие проходят насквозь или рассеиваются после частичной потери энергии и в итоге покидают вещество с широким диапазоном углов.
Anderson, D.W. (1984) Absorption of Ionizing Radiation, Baltimore, University Park Press, (pp.69) устанавливает, что при средних величинах пропускания пропускание может быть вычислено следующим образом:
I=I 0 e -βρt = I 0 e -βw
где I0 обозначает интенсивность падающего на материал излучения;
β обозначает массовый коэффициент эффективного бета-поглощения в см2/г;
t обозначает толщину в см;
ρ обозначает плотность в г/см3;
w обозначает базовый вес в г/см2.
Автономный профиломер, снабженный радиоизотопным датчиком АТ-100 (Adaptive Technologies, Inc., Fredrick, MD), содержащим 1800 микрокюри прометия, калибровали, используя поликарбонатный коллиматор, имеющий апертуру диаметром приблизительно 18 мил (0,46 мм). Калибровку выполняли, помещая коллиматор поверх источника бета-частиц и измеряя подсчеты в течение 20 секунд. Операцию повторяли с 0, 1, 2, 3, 4, 5, 6, 7, 8 слоями пленки из полиэтилентерефталата, имеющей базовый вес 10,33 фунтов/3000 фут2 стопу (16,8 г/м2). Результаты даны в Таблице 1 и графически представлены на фиг.25.
Калибровка
Откалиброванный аппарат затем использовали, чтобы измерять локальный базовый вес в образце впитывающего листа, имеющего обычно структуру, показанную на фиг.18. Измерения базового веса делали обычно в положениях 1-9, схематично указанных на фиг.26. Результаты даны в Таблице 2.
Изменение локального базового веса
Из вышеуказанного видно, что локальный базовый вес в положении 6 (обогащенная волокном область) много выше, на 50% или около того, чем в положении 2 области низкого базового веса. Локальный базовый вес в положении 1 между складками был соответственно относительно низким; однако локальные базовые веса в положениях 4 и 7 были немного выше, чем ожидалось, возможно из-за присутствия складок в образце, имевшего место во время тканевого или наматывающего крепирования.
Предлагаемые продукты и способ их изготовления являются чрезвычайно полезными для широкого множества продуктов. Например, на фиг.27 показано сравнение испытанной мягкости для различных продуктов двухслойных тканей для ванной.
Продукт 2005 изготовили из однослойной ткани, тогда как продукт 2006 изготовили из многослойной ткани данного изобретения. Заметим, что продукты, изготовленные из многослойной ткани, демонстрировали гораздо большую мягкость при заданном растяжении. Эти данные также показаны на фиг.28.
Подробности относительно различных тканевых продуктов суммированы в Таблицах 3, 4 и 5. Ткань 44М представляет собой однослойную ткань, тогда как ткань W013 является многослойной тканью, обсуждаемой в связи с фиг.7 и последующими.
Сравнение листа основы и свойств конечных продуктов
Сравнение свойств (2-слойные)
Сравнение конечных продуктов и СВС продукта
Сравнение листа основы и свойств конечных продуктов для 44М/МD и W013 тканей
Из Таблиц от 3 до 5 видно, что способ и продукты данного изобретения, изготовленные с многослойной тканью, обеспечивают гораздо большую толщину при данном базовом весе, а также увеличенную мягкость.
Таблица 6 выше также показывает, что тканевые продукты данного изобретения, изготовленные с W0-13 тканью, демонстрируют гораздо большую мягкость с еще более высокой прочностью на разрыв, очень удивительный результат, так как обычный здравый смысл учит, что мягкость быстро уменьшается с увеличением прочности на разрыв.
Настоящее изобретение также обеспечивает уникальную комбинацию свойств для изготовления однослойных полотенец и делает возможным использовать повышенные количества повторно применяемого волокна без отрицательного влияния на исполнение продукта или осязательные свойства. В этой связи оценивали смеси бумажной массы, содержащие повторно применяемое волокно. Результаты суммированы в Таблицах 7, 8 и 9.


Данные листа основы
Продолжение


Значительное увеличение в толщине видно на фиг.29, которая показывает, что листы основы, полученные с многослойной тканью, демонстрируют увеличенную толщину относительно листов основы, полученных с однослойными крепирующими тканями. Ясно виден удивительный объем при сравнении данных продуктов с TAD продуктами или продуктами, изготовленными с однослойной тканью. На фиг.30А-30F показаны различные листы основы. Фиг.30А и 30D соответственно представляют собой микрофотографии янки-стороны и тканевой стороны листа основы, полученного с однослойной тканью, полученного согласно способу, описанному выше в связи с фиг.5. Фиг.30В и 30Е представляют собой микрофотографии янки-стороны и тканевой стороны листа основы, полученного с двухслойной крепирующей тканью согласно данному изобретению, используя способ, описанный в целом в связи с фиг.5 выше. Фиг.30С и 30F представляют собой микрофотографии янки-стороны и тканевой стороны листа основы, полученного с помощью обычного TAD способа. Из микрофотографий на фиг.30В и 30Е видно, что лист основы данного изобретения, полученный с двухслойной тканью, дает более высокую приподнятость, чем другие материалы, показанные на фиг.30А, D, С и F. Данное наблюдение согласуется с фиг.31, которая показывает относительную мягкость продуктов на фиг.30А и фиг.30D (однослойная ткань) и других продуктов, изготовленных с увеличенными уровнями повторно применяемого волокна согласно данному изобретению. Из фиг.31 видно, что можно получить лист основы полотенца с эквивалентной мягкостью, используя до 50% повторно применяемого волокна. Это является существенным преимуществом, так как полотенца могут производиться без использования дорогостоящей бумажной массы природной дугласовой пихты, например.
Продукты и способ настоящего изобретения, таким образом, аналогично подходят для использования в отношении бесконтактных автоматических распределителей полотенец класса, описанного в одновременно рассматриваемых предварительной заявке на патент США №60/779614, поданной 6 марта 2006, и предварительной заявке на патент США №60/693699, поданной 24 июня 2005, описания которых включены сюда посредством ссылки. В этой связи, данный лист основы подходящим образом получают на бумагоделательной машине класса, показанного на фиг.32.
Фиг.32 представляет собой схематичное изображение бумагоделательной машины 410, имеющей обычную двухсеточную формующую секцию 412, пробег 414 ленты, секцию 416 колодочного сдавливания, крепирующую ткань 60 и янки-цилиндр 420, подходящие для осуществления настоящего изобретения. Формующая секция 412 включает в себя пару формирующих тканей 422, 424, поддерживаемых множеством валов 426, 428, 430, 432, 434, 436 и формующим валом 438. Напорный ящик 440 обеспечивает бумажную массу, выходящую в виде струи в машинном направлении на прижим 442 между формующим валом 438 и валом 426, и тканями. Бумажная масса образует зарождающееся полотно 444, которое обезвоживается на данных тканях с помощью всасывания, например, посредством всасывающей коробки 446.
Зарождающееся полотно продвигается на ленту 42 бумагоделательной машины, которая поддерживается множеством валов 450, 452, 454, 455, и лента находится в контакте с прижимаемым колодкой валом 456. Данное полотно имеет низкую консистенцию, когда переносится на ленту. Переносу может помогать всасывание, например, вал 450 может быть всасывающим валом, при необходимости, или может использоваться захватывающая или всасывающая колодка, как известно в данной области техники. Когда полотно достигает прижимаемого колодкой вала, оно может иметь консистенцию 10-25%, предпочтительно от 20 до 25% или около того, когда оно входит в прижим 458 между прижимаемым колодкой валом 456 и переносящим валом 52. Переносящий вал 52 может быть нагреваемым валом, при необходимости. Было обнаружено, что увеличение давления пара на вал 52 помогает увеличить время между требуемым удалением избытка адгезива от цилиндра янки-осушителя 420. Подходящее давление пара может быть приблизительно 95 psig или около, принимая во внимание, что вал 52 является выпуклым валом, а вал 62 имеет вогнутый профиль, противостоящий таким образом, что площадь контакта между валами зависит от давления в вале 52. Таким образом, нужно заботиться о поддержании соответствующего контакта между валами 52, 62, когда применяется повышенное давление.
Вместо прижимаемого колодкой вала, вал 456 может быть обычным валом с давлением всасывания. Если применяют колодочное сдавливание, желательно и предпочтительно, чтобы вал 454 представлял собой всасывающий вал, эффективный для удаления воды из ленты до того, как лента входит в сдавливаемый колодкой прижим, так как вода из бумажной массы будет вдавливаться в ленту в сдавливаемом колодкой прижиме. В любом случае, использование всасывающего вала при 454 обычно желательно, чтобы гарантировать, что полотно остается в контакте с лентой во время изменения направления, как будет видно из чертежа специалисту в данной области техники.
Полотно 444 сдавливается влажным образом на ленте в прижиме 458 с помощью надавливающей колодки 50. Полотно, таким образом, обезвоживается сдавливанием при 458, обычно путем увеличения консистенции на 15 или больше единиц на данной стадии способа. Конфигурацию, показанную при 458, обычно называют колодочным сдавливанием; в связи с настоящим изобретением, цилиндр 52 функционирует в качестве переносящего цилиндра, который работает, перенося полотно 444 с высокой скоростью, обычно 1000 ф/мин - 6000 ф/мин (305 м/мин - 1830 м/мин), на крепирующую ткань.
Цилиндр 52 имеет гладкую поверхность 464, которая может быть обеспечена адгезивом (таким же, как крепирующий адгезив, используемый на янки-цилиндре) и/или антиадгезивами, если нужно. Полотно 444 пристает к переносящей поверхности 464 цилиндра 52, который вращается с высокой угловой скоростью, так что полотно продолжает продвигаться в машинном направлении, указанном стрелками 466. На данном цилиндре полотно 444 имеет, в целом, случайное очевидное распределение ориентации волокна.
Направление 466 называется машинным направлением (МD) полотна, а также направлением бумагоделательной машины 410; поперечным направлением (CD) является направление в плоскости полотна, перпендикулярное к МD.
Полотно 444 входит в прижим 458 при консистенции 10-25% или около, и обезвоживается, и сушится до консистенции от приблизительно 25 до приблизительно 70 за время, в течение которого оно переносится на крепирующую ткань 60, как показано на чертеже.
Ткань 60 поддерживается множеством валов 468, 472 и сдавливающим прижим валом 474 и образует прижим 64 тканевого крепирования с переносящим цилиндром 52, как показано.
Крепирующая ткань задает крепирующий прижим на расстоянии, где крепирующая ткань 60 контактирует с валом 52, то есть прикладывает существенное давление к полотну относительно переносящего цилиндра. Для этого крепирующий вал 62 может обеспечиваться мягкой деформируемой поверхностью, которая будет увеличивать ширину крепирующего прижима и увеличивать угол тканевого крепирования между тканью, и листом, и точкой контакта, или прижимаемый колодкой вал может быть использован в качестве вала 62, чтобы увеличить эффективный контакт с полотном в тесном прижиме 64 тканевого крепирования, когда полотно 444 переносится на ткань 60 и продвигается в машинном направлении.
Крепирующий прижим 64 обычно распространяется на расстояние или ширину прижима тканевого крепирования в пределах от приблизительно 1/8" до приблизительно 2", обычно от 1/2" до 2" (от приблизительно 0,3 до приблизительно 5,1 см, обычно от 1,3 до 5,1 см). Для крепирующей ткани с 32 СD прядями на дюйм (12,5 CD прядей на сантиметр) полотно 444, таким образом, будет предоставлять от приблизительно 4 до приблизительно 64 нитей утка в прижиме.
Прижимное давление в прижиме 64, то есть нагрузка между крепирующим валом 62 и переносящим валом 52, подходящим образом составляет 20-200 (9-91 кг), предпочтительно 40-70 фунтов (18-32 кг) на линейный дюйм (PLI) (подходящим образом 3,6-36 кг, предпочтительно 7-13 кг на линейный см (plcm)).
После тканевого крепирования полотно продолжает продвигаться вдоль МD 466, где оно влажным образом придавливается на янки-цилиндр 480 в переносящем прижиме 482. При необходимости всасывание прикладывают к полотну посредством всасывающей коробки 66.
Перенос в прижиме 482 происходит при консистенции полотна от приблизительно 25 до приблизительно 70%. При этой консистенции полотну трудно приставать к поверхности 484 цилиндра 480 достаточно крепко, чтобы тщательно удалять полотно с ткани. Этот аспект способа является важным, в частности, когда желательно использовать кожух для высокоскоростной сушки.
Применение особых адгезивов помогает умеренно влажному полотну (консистенция 25-70%) прилипать к янки-цилиндру в достаточной степени, чтобы позволить высокоскоростную работу данной системы и высокоскоростную принудительную струевую воздушную сушку и последующее отслаивание полотна от янки-цилиндра. В этой связи, адгезивную композицию поливиниловый спирт/полиамид, как указано выше, наносят на 486 предпочтительно при величине меньше чем приблизительно 40 мг/м2 листа. Накопление регулируют, как описано ниже.
Полотно сушат на янки-цилиндре 480, который представляет собой нагреваемый цилиндр, и с помощью высокоскоростной струи принудительного воздуха в янки-кожухе 488. Кожух 488 может иметь изменяемую температуру. Во время работы температуру можно непрерывно контролировать на влажном конце А кожуха и сухом конце В кожуха, используя инфракрасный детектор или любое другое подходящее средство при необходимости. При вращении цилиндра полотно 444 отслаивается от цилиндра при 489 и наматывается на натяжную катушку 490. Катушка 490 может работать на 5-30 ф/мин или 1,5-9,1 м/мин (предпочтительно 10-20 ф/мин; 3-6 м/мин) быстрее, чем янки-цилиндр в стационарном состоянии, когда скорость линии составляет 2100 ф/мин (640,5 м/мин), например. Крепирующий скребок С обычно применяют, и чистящий скребок D, установленный для прерывистого введения, используют для регулирования наслаивания. Когда адгезивное наслаивание снимается с янки-цилиндра 480, предпочтительно путем подачи на сброс при 500 для повторного использования в производственном способе, полотно обычно отделено от данного продукта на катушке 490.
Вместо наматывания с цилиндра 480 при 489 во время стационарной работы, как показано, полотно можно крепировать от осушающего цилиндра 480, используя крепирующий скребок, такой как крепирующий скребок С, если это желательно.
Используя вышеописанные процедуры, ряд продуктов "намотанных" полотенец был приготовлен, используя ткань W013. Параметры способа и признаки продукта приведены в Таблицах 10, 11 и 12 ниже.
Лист однослойного полотенца
Однослойное полотенце
Лист однослойного полотенца
Заметим, что здесь опять настоящее изобретение делает возможным использовать повышенные уровни повторно применяемого волокна в полотенцах без снижения качества продукта. Также, пониженная величина добавления янки-покрытий была предпочтительна при использовании 100% повторно применяемого волокна. Добавление повторно применяемого волокна также позволяет снижать использование смолы для сухой прочности.
На фиг.33 и 34 видно, что высокая длина изгиба МD продукта, полученного в агрегате cогласно фиг.32, наблюдалась при относительно высоких уровнях влажной CD прочности на разрыв и удивительно повышенных уровнях толщины.
Наматывающее крепирование
Многослойная ткань, показанная и описанная в связи с фиг.7 и 8, может обеспечивать очень сильное наматывающее крепирование с многими продуктами. Этот признак делает возможной гибкость производства и более эффективную работу бумагоделательной машины, так как большая толщина может достигаться при данном поточном крепировании, и/или скорость у влажного конца (узкое место производства для многих машин) может более полно использоваться, как будет видно из последующего обсуждения.
Примеры наматывающего крепирования
Листы основы полотенец изготавливали из бумажной массы, состоящей из 100% крафт-пульпы южной мягкой древесины. Все листы основы изготавливали с одинаковым целевым базовым весом (15 фунтов/3000 фт2 стопa; 24,4 г/м2), прочностью на разрыв (1400 г/3 дюймовое среднее геометрическое растяжение; 184 г/см среднее геометрическое растяжение) и отношением растяжения (1,0). Листы основы крепировали, используя несколько тканей. Для однослойных тканей листы крепировали, используя обе стороны ткани. Метки "МD" или "CD" в обозначении ткани указывают, находились ли кулаки в машинном направлении или поперечном направлении ткани в контакте с листом основы. Целью эксперимента было определить уровень тканевого крепирования, сверх которого не будет получено увеличения толщины листа основы.
Для каждой ткани листы основы изготавливали для указанных выше целей при выбранном уровне тканевого крепирования без наматывающего крепирования. Тканевое крепирование затем увеличивали с шагом пять процентов, и очистку и отношение струя/сетка подстраивали, как необходимо, чтобы снова получить целевые параметры листа. Этот способ повторяли до тех пор, пока увеличение тканевого крепирования не приводило к увеличению толщины листа основы или пока не достигали пределов практического осуществления.
Результаты этих экспериментов показаны на фиг.35. Эти данные показывают, что при 0% наматывающего крепирования толщина, полученная при использовании W013 ткани, может равняться или превышаться в несколько раз несколькими однослойными тканями.
Для нескольких тканей также проводили тесты, в которых наматывающее крепирование, в добавление к тканевому крепированию, использовали для достижения желаемого уровня толщины приблизительно 95 мил/8 листов (2,41 мм/8 листов). Результаты этих тестов показаны в Таблице 13. Обозначения "ТК" и "НК" указывают уровни тканевого крепирования и наматывающего крепирования соответственно, использованных для получения данных листов основы.
Результаты испытаний показывают, что для однослойных тканей ("М" и "G" ткани) приросты толщины при добавлении наматывающего крепирования были все приблизительно один мил/8 листов толщины для каждого процента применяемого наматывающего крепирования. Однако прирост толщины с добавлением наматывающего крепирования, наблюдаемый для W013 ткани, был гораздо выше; отношение прирост толщины/% наматывающего крепирования, равное 3, легко достигалось. Другим словами, вместо прироста 1 единицы толщины на 1 единицу наматывающего крепирования достигался прирост в 3 единицы толщины на единицу наматывающего крепирования, использованного в данном способе, при использовании ткани с длинными МD кулаками.
Влияние наматывающего крепирования на толщину листа основы. Все величины толщины нормализованы к базовому весу 15 фунтов/стопa (24,4 г/м2)
С тканью W013 тканевое крепирование может быть снижено в 3 раза, так как наматывающее крепирование еще сохраняет толщину. Например, если способ функционирует, достигая толщины 100 с тканью W013 при 1,35 отношении общего крепирования (30% тканевого крепирования и 4% наматывающего крепирования для 35% общего крепирования) и желательно увеличить способность к растяжению при сохранении толщины, можно сделать следующее: снизить тканевое крепирование до 21% (растяжимость будет вероятно расти) и затем увеличить наматывающее крепирование на 7% для общего отношения 1,295 или 29,5% общего крепирования, таким образом, получая одновременно большую растяжимость и сохранение толщины (меньшее крепирование и гораздо меньше тканевого крепирования, которое, как считается, более деструктивно для растяжимости, чем наматывающее крепирование).
Кроме лучшего регулирования толщины и растяжимости, бумагоделательная машина может быть сделана гораздо более производительной. Например, для 15 фунт (24,5 г/м2) листа основы полотенца потребовалось 57% поточное крепирование с тканью 44М для конечной толщины 94. Многослойная ткань W013 давала толщину 103 при приблизительно 34% поточного крепирования. Используя эти приблизительные величины, бумагоделательная машина с пределом скорости у влажного конца 6000 ф/мин (1830 м/мин) будет иметь предел скорости 3825 ф/мин (1167 м/мин) при наматывании, чтобы получить целевую толщину 94 для листа основы с тканью 44М. Однако использование ткани W013 может давать приблизительно 10 единиц толщины, что позволит ускорить наматывание до 4475 (6000/1,34 против 6000/1,57) ф/мин (1365 м/мин).
Кроме того, многослойная ткань с длинными МD кулаками позволяет снизить базовый вес и сохранять толщину и растяжимость. Меньшее тканевое крепирование потребует меньше очистки, чтобы получить требуемую растяжимость, даже при заданном поточном крепировании (снова предполагая, что наматывающее крепирование гораздо менее деструктивно для растяжимости, чем тканевое крепирование). Так как вес продукта идет вниз, тканевое крепирование может быть снижено на 3 процента для каждого процента увеличения наматывающего крепирования, облегчая сохранение толщины и поддержание растяжимости.
Влияние наматывающего крепирования в Таблице 13 подтверждается в микрофотографиях на фиг.36-38, которые сделаны вдоль МD (образцы толщиной 60 микрон) крепированного тканью листа. Фиг.36 изображает полотно с 25% тканевого крепирования и без наматывающего крепирования. Фиг.37 изображает полотно, изготовленное с 25% наматывающего крепирования и 7% тканевого крепирования, где видно, что данное крепирование гораздо более заметно, чем на фиг.36. Фиг.38 изображает полотно с 35% тканевого крепирования и без наматывающего крепирования. Полотно на фиг.37 предстает заметно более крепированным, чем полотно на фиг.38, хотя было изготовлено с приблизительно таким же поточным крепированием.
Во многих случаях технологии тканевого крепирования, описанные в последующих, совместно рассматриваемых заявках, будут особенно подходящими для изготовления продуктов: патентная заявка США с порядковым №11/678669, озаглавленная "Способ регулирования наслаивания адгезива на янки-цилиндре" (Attorney Docket №20140; GР-06-1); патентная заявка США с порядковым №11/451112 (публикация № US 2006-0289133), поданная 12 июня 2006, озаглавленная "Крепированный тканью лист для распределителей" (Attorney Docket №20195; GР-06-12); патентная заявка США с порядковым №11/451111, поданная 12 июня 2006, (публикация № US 2006-0289134), озаглавленная "Способ изготовления крепированного тканью листа для распределителей" (Attorney Docket №20079; GР-05-10); патентная заявка США с порядковым №11/402609 (публикация № US 2006-0237154), поданная 12 апреля 2006, озаглавленная "Многослойное бумажное полотенце с впитывающей сердцевиной" (Attorney Docket №12601; GР-04-11); патентная заявка США с порядковым №11/151761, поданная 14 июня 2005, (публикация № US 2005/0279471), озаглавленная "Способ тканевого крепирования твердыми выступами для получения впитывающего листа с внутри-тканевой сушкой" (Attorney Docket №12633; GР-03-35); патентная заявка США с порядковым №11/108458, поданная 18 апреля 2005 (публикация № US 2005-0241787), озаглавленная "Тканевое крепирование и способ внутри-тканевой сушки для получения впитывающего листа" (Attorney Docket №12611Р1; GР-03-33-1); патентная заявка США с порядковым №11/108375, поданная 18 апреля 2005 (публикация № US 2005-0217814), озаглавленная "Способ тканевого крепирования/волочения для получения впитывающего листа" (Attorney Docket №12389Р1; GР-02-12-1); патентная заявка США с порядковым №11/104014, поданная 12 апреля 2005 (публикация № US 2005-0241786), озаглавленная "Ткани и полотенца влажного прессования с увеличенным CD вытягиванием и низкими отношениями растяжимости, изготовленные с помощью способа тканевого крепирования твердыми выступами" (Attorney Docket №12636; GР-04-5); патентная заявка США с порядковым №10/679862 (публикация № US 2004-0238135), поданная 6 октября 2003, озаглавленная "Способ тканевого крепирования для изготовления впитывающего листа" (Attorney Docket 12389; GР-02-12); предварительная патентная заявка США с порядковым №60/903789, поданная 27 февраля 2007, озаглавленная "Способ тканевого крепирования с продолжительным циклом производства" (Attorney Docket 20216; GР-06-16); и предварительная патентная заявка США с порядковым №60/808863, поданная 26 мая 2006, озаглавленная "Крепированный тканью впитывающий лист с переменным локальным базовым весом" (Attorney Docket №20179; GР-06-11). Указанные непосредственно выше заявки являются особенно существенными для выбора оборудования, материалов, рабочих условий и так далее в отношении крепированных тканью продуктов настоящего изобретения, и описания данных заявок включены сюда посредством ссылки.
Хотя данное изобретение описано подробно, модификации внутри сущности и объема данного изобретения будут легко очевидны специалистам в данной области техники. Ввиду вышеприведенного обсуждения, релевантного уровня техники в данной области техники и ссылок, включая совместно рассматриваемые заявки, обсуждаемые выше в связи с "Уровнем техники" и "Подробным описанием", все содержания которых включены сюда посредством ссылки, дополнительно описание не считается необходимым.

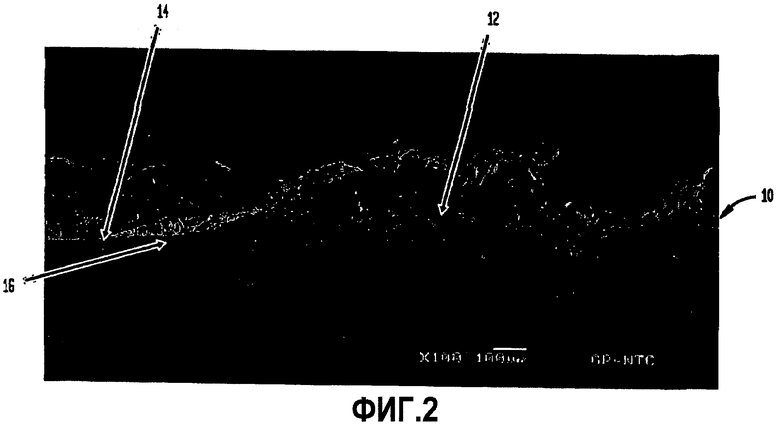


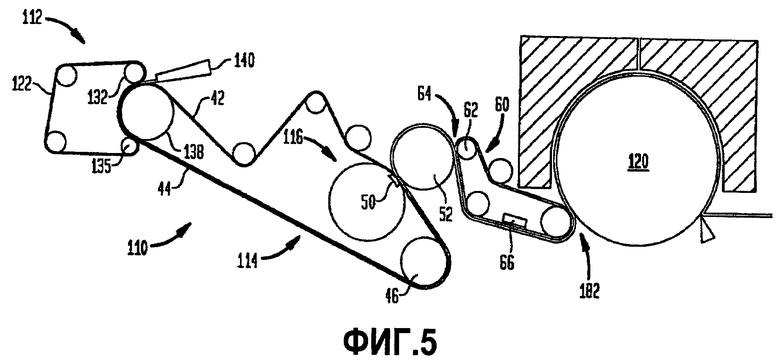

















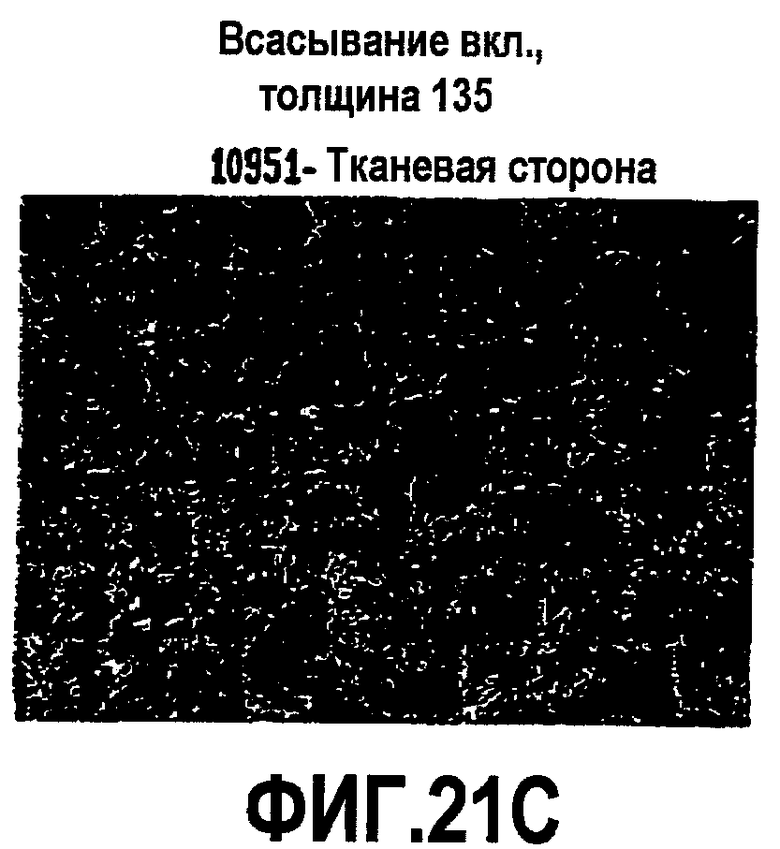





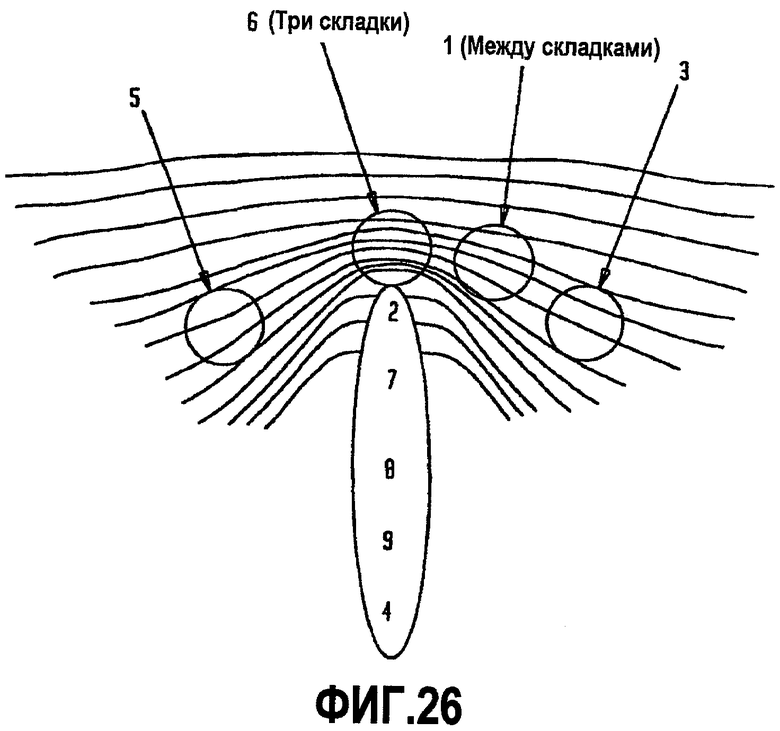


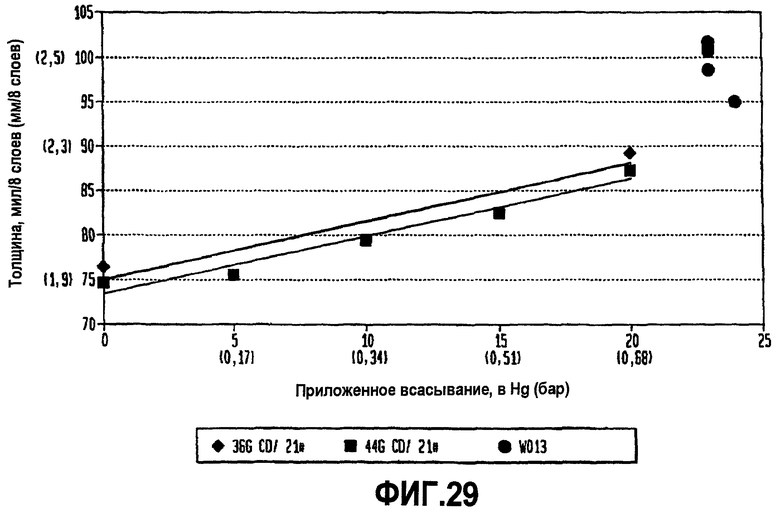







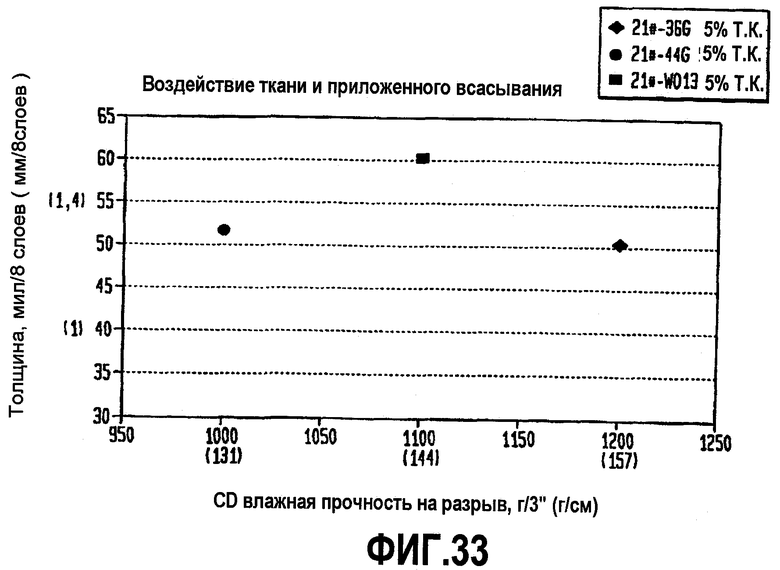
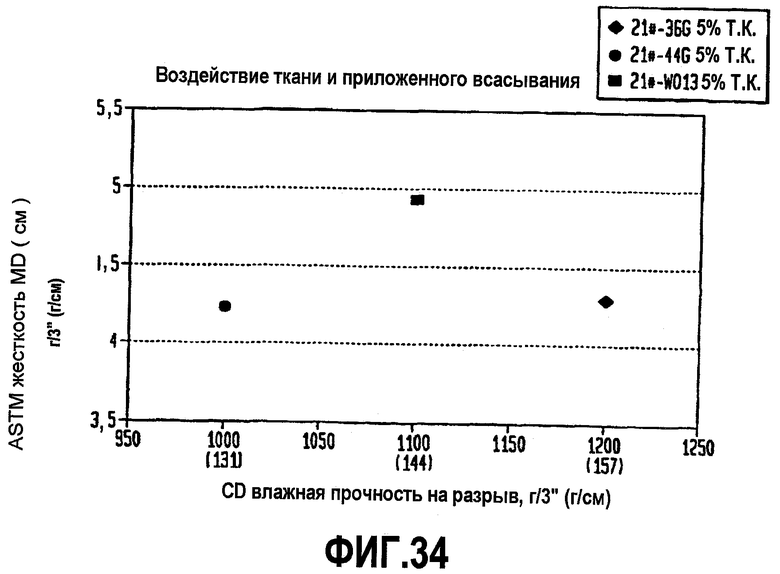



Впитывающий целлюлозный лист имеет переменный локальный базовый вес и содержит бумажно-волокнистую сетку, состоящую из множества вытянутых уплотненных областей и множества обогащенных волокном шляпочных областей. При этом вытянутые уплотненные области выполнены из спрессованных бумажных волокон. Причем уплотненные волокна ориентированы, в целом, в машинном направлении листа и имеют относительно низкий локальный базовый вес, а также передние и задние края на их продольных концах. А обогащенные волокна шляпочных областей соединены с множеством вытянутых уплотненных областей. Причем шляпочные области имеют относительно высокий локальный базовый вес и множество проходящих поперек машинного направления гребней, имеющих сводчатые профили относительно передних и задних краев множества вытянутых уплотненных областей. Изобретение также относится к способу изготовления такого листа. Группа изобретений обеспечивает создание впитывающего листа, обладающего улучшенными качествами, такими как объем, мягкость и прочность на разрыв, с использованием в качестве материала повторно применяемых волокон. 2 н. и 14 з.п. ф-лы, 46 ил., 14 табл.
1. Впитывающий целлюлозный лист, имеющий переменный локальный базовый вес, содержащий бумажно-волокнистую сетку, состоящую из:
(a) множества вытянутых уплотненных областей из спрессованных бумажных волокон, причем уплотненные волокна ориентированы, в целом, в машинном направлении (MD) листа и имеют относительно низкий локальный базовый вес, а также передние и задние края на их продольных концах; и
(b) множества обогащенных волокном, шляпочных областей, соединенных с множеством вытянутых уплотненных областей, причем шляпочные области имеют (i) относительно высокий локальный базовый вес и (ii) множество проходящих поперек машинного направления (CD) гребней, имеющих сводчатые CD профили относительно передних и задних краев множества вытянутых уплотненных областей.
2. Впитывающий целлюлозный лист по п.1, в котором вытянутые уплотненные области дополнительно характеризуются MD/CD отношением уплотненных областей, составляющим от 6 до 10.
3. Впитывающий целлюлозный лист по п.1, в котором обогащенные волокном, шляпочные области имеют смещение ориентации волокна в CD направлении листа.
4. Впитывающий целлюлозный лист по п.1, в котором уплотненные области с относительно низким базовым весом, распространяющиеся в машинном направлении, имеют смещение ориентации волокна вдоль CD направления листа.
5. Впитывающий целлюлозный лист по п.1, при этом данный лист имеет пористость, равную или большую, чем 9 г/г, и до 12 г/г.
6. Впитывающий целлюлозный лист по п.1, имеющий CD растяжение, составляющее больше, чем 6%.
7. Впитывающий целлюлозный лист по п.1, в котором уплотненные области располагаются в повторяющемся узоре из множества, в целом, параллельных линейных массивов, которые располагаются продольно в шахматном порядке относительно друг друга, так что множество промежуточных линейных массивов располагается между парой CD-выровненных уплотненных областей;
при этом уплотненные области располагаются и организованы так, что обогащенная волокном область между парой CD-выровненных уплотненных областей беспрепятственно распространяется в CD с помощью переднего и заднего краев уплотненных областей по меньшей мере одного их промежуточного линейного массива.
8. Впитывающий целлюлозный лист по п.7, в котором передние и задние MD края обогащенных волокном, шляпочных областей являются, в целом, вогнутыми внутрь, так что центральный MD участок обогащенных волокном областей меньше, чем MD участок у боковых краев обогащенных волокном площадей.
9. Впитывающий целлюлозный лист по п.8, в котором обогащенные волокном, шляпочные области занимают от приблизительно 95% до приблизительно 50% площади данного листа.
10. Впитывающий целлюлозный лист по п.9, в котором типичные площади внутри областей с относительно высоким базовым весом демонстрируют характерный локальный базовый вес по меньшей мере на 25% выше, чем характерный локальный базовый вес типичных площадей в областях с низким базовым весом.
11. Впитывающий целлюлозный лист по любому из пп.1-10, при этом данный лист имеет удельный объем больше чем 5,5 ((мил/8 слоев)/(фунт/стопа)) (больше, чем 0,085 (мм/8 слоев/ г/м2), (i) имеет пористость 9 г/г или больше, когда он имеет базовый вес 23 фунты/стопа (37,5 г/м2) или меньше, и (ii) имеет пористость 7 г/г или больше, когда он имеет базовый вес больше чем 23 фунты/стопа (37,5 г/м2).
12. Способ изготовления ленточно-крепированного впитывающего целлюлозного листа, содержащий этапы, при которых:
(a) бумажную массу подвергают сдавливающему обезвоживанию с образованием зарождающегося полотна, имеющего очевидно случайное распределение ориентации бумажного волокна;
(b) наносят обезвоженное полотно, имеющее очевидно случайное распределение ориентации волокна, на переносящую поверхность, движущуюся с первой скоростью;
(c) осуществляют ленточное крепирование данного полотна с переносящей поверхности при консистенции от приблизительно 30% до приблизительно 60%, используя узорчатую крепирующую ленту, причем этап крепирования выполняют под давлением в прижиме ленточного крепирования, определенном между переносящей поверхностью и крепирующей лентой, при этом данная лента движется со второй скоростью, меньшей, чем скорость упомянутой переносящей поверхности, причем узор ленты, параметры прижима, разницу скоростей и консистенцию полотна выбирают так, что полотно крепируется от переносящей поверхности и перераспределяется на крепирующей ленте, образуя полотно с сеткой, имеющей множество соединяющихся областей с разными локальными базовыми весами, включающими по меньшей мере (i) множество обогащенных волокном, шляпочных областей с высоким локальным базовым весом, соединяющихся посредством (ii) множества вытянутых уплотненных областей из спрессованного бумажного волокна, причем вытянутые уплотненные области имеют относительно низкий локальный базовый вес и в целом ориентированы вдоль машинного направления (MD) листа, причем вытянутые уплотненные области дополнительно отличаются отношением MD/CD, составляющим по меньшей мере 1,5 и
(d) сушат полотно, причем данный лист имеет удельный объем больше чем 5,5 ((мил/8 слоев)/(фунт/стопа)) (больше чем 0,085 (мм/8 слоев/ г/м2) и (i) имеет пористость 9 г/г или больше, когда он имеет базовый вес 23 фунты/стопа (37,5 г/м2) или меньше, или (ii) имеет пористость 7 г/г или больше, когда он имеет базовый вес больше чем 23 фунты/стопа (37,5 г/м2).
13. Способ по п.12, в котором шляпочные области включают в себя вытягиваемые макроскладки.
14. Способ по п.12, дополнительно включающий в себя этап, где вытягивают макроскладки путем вытягивания полотна вдоль MD листа.
15. Способ по любому из пп.12-15, включающий в себя дополнительные этапы, где
d) наносят полотно на американский сушильный барабан;
e) крепируют полотно с американского сушильного барабана; и
f) наматывают полотно на катушку;
функционирующие при отношении тканевое крепирование/наматывающее крепирование, составляющее от приблизительно 1 до приблизительно 20.
16. Способ по п.15, который демонстрирует отношение прирост толщины/% наматывающего крепирования, составляющее от приблизительно 1,5 до приблизительно 5.
| US 5451353 A, 19.09.1995 | |||
| US 2002134520 A, 26.09.2002 | |||
| JP 2002292835 A, 09.10.2002. |

