ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Приоритет этой заявки испрашивается по предварительной заявке на патент США №62/055,367, поданной 25 сентября 2014 года. Указанная заявка полностью включена в настоящее описание посредством ссылки.
ВКЛЮЧЕНИЕ ПОСРЕДСТВОМ ССЫЛКИ
[0002] Все патенты, заявки на патенты, документы, ссылки, инструкции изготовителя, описания, спецификации изделий и описания продуктов для любых продуктов, упомянутых в данном документе, включены в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0003] Бесконечные ткани и ленты, и в частности, промышленные ткани, используемые в качестве лент при производстве изделий из ткани. Используемый здесь термин «ткань» означает бумажные косметические салфетки, туалетную бумагу и бумажные полотенца.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
[0004] Хорошо известны способы изготовления тканевых продуктов, таких как бумажные салфетки и бумажные полотенца. Мягкие, абсорбирующие одноразовые изделия из тканей, таких как косметические салфетки, туалетная бумага и бумажные полотенца, являются широко распространенной чертой современной жизни в современных индустриальных обществах. Хотя существует множество способов изготовления таких продуктов, в целом их изготовление начинают с образования целлюлозного волокнистого полотна в секции формования машины для изготовления ткани. Целлюлозное волокнистое полотно формируют путем осаждения волокнистой суспензии, то есть водной дисперсии целлюлозных волокон, на движущуюся формующую сетку в формовочной секции машины для изготовления ткани. Большое количество воды сливается из суспензии через формующую сетку, оставляя целлюлозное волокнистое полотно на поверхности формующей сетки. Дальнейшая обработка и сушка целлюлозного волокнистого полотна обычно протекает по меньшей мере с использованием одного из двух хорошо известных способов.
[0005] Эти способы обычно называют влажным прессованием и сушкой. При влажном прессовании вновь образованное целлюлозное волокнистое полотно переносится в прессовую ткань и переходит из формовочной секции в прессовую секцию, которая содержит по меньшей мере одну зону прессования. Целлюлозное волокнистое полотно проходит через зону прессования, поддерживаемое прессовой тканью, или, как это часто бывает, между двумя такими прессовыми тканями. В зоне прессования целлюлозное волокнистое полотно подвергается сжимающим усилиям, которые выжимают из него воду. Вода принимается прессовой тканью или тканями и, в идеале, не возвращается в волокнистое полотно или ткань.
[0006] После прессования ткань переносится, например, прессовой тканью во вращающийся сушильный янки-цилиндр, который нагревается, в результате чего ткань по существу высушивается на поверхности цилиндра. Влага в полотне, когда оно укладывается на поверхность сушильного янки-цилиндра, заставляет полотно прилипать к поверхности, и при производстве изделий из ткани и изделий типа полотенца полотно обычно крепируют с поверхности сушилки с помощью крепирующего шабера. Крепированное полотно может быть дальше подвергнуто обработке, например, пропуская его через каландр и наматывая до выполнения дальнейших операций преобразования. Действие крепирующего шабера на ткани, как известно, вызывает раздробление части межволоконных связей в ткани механическим разрушающим действием шабера на полотно, когда в него входит шабер. Однако между волокнами целлюлозы при высушивании влаги из полотна образуются довольно сильные межволоконные связи. Прочность этих связей такова, что даже после обычного крепирования полотно сохраняет воспринимаемое ощущение твердости, достаточно высокой плотности и низкой объемной и водопоглощающей способности. Для снижения прочности межволоконных связей, которые образуются способом мокрого прессования, можно использовать способ Сквозной Воздушной Сушки («TAD»). В процессе TAD вновь образованное целлюлозное волокнистое полотно переносится в ткань TAD посредством воздушного потока, создаваемого вакуумом или всасыванием, который отклоняет полотно и приводит его в соответствии, по меньшей мере частично, топографии ткани TAD. Ниже по движению от точки переноса полотно, переносимое тканью TAD, проходит через Сушильную Воздушную Камеру и вокруг нее, где поток нагретого воздуха, направленный в полотно и через ткань TAD, высушивает полотно до требуемой степени. Наконец, ниже по движению от Сушильной Воздушной Камеры, полотно может быть перенесено на поверхность сушильного янки-цилиндра для дальнейшего и полного высушивания. Полностью высушенное полотно затем удаляют с поверхности сушильного янки-цилиндра с помощью ракельного шабера, который укорачивает или крепирует полотно, тем самым, дополнительно увеличивая объем. Затем укороченное полотно наматывают на рулоны для последующей обработки, включая упаковку в форму, подходящую для отгрузки и покупки потребителями.
[0007] Как отмечалось выше, существует несколько способов изготовления объемных тканевых продуктов, и приведенное выше описание следует понимать как схему общих этапов, выполняемых некоторыми из этих способов. Кроме того, существуют процессы, которые являются альтернативой процессу Сквозной Воздушной Сушки, которые пытаются достичь свойств «ткани типа TAD» или свойств полотенца без использования узлов TAD и высоких затрат энергии, связанных с процессом TAD.
[0008] Свойства объемности, впитывающей способности, прочности, мягкости и эстетического вида важны для многих продуктов при использовании по их прямому назначению, особенно когда волокнистые целлюлозные продукты являются косметическими салфетками, туалетной бумагой или бумажными полотенцами. Для получения тканевого продукта, имеющего эти характеристики на машине для изготовления ткани, будет использоваться тканое полотно, которую часто изготавливают так, что контактная поверхность листа имеет топографические вариации. Эти топографические вариации часто измеряются как просто разница между ткаными нитями пряжи на поверхности ткани. Например, разность плотностей обычно измеряется как разница в высоте между поднятой нитью утка или основы или разницей по высоте между областями перехода в машинном направления (MD) и областями перехода в поперечном направлении (CD) в плоскости поверхности ткани.
[0009] В некоторых процессах изготовления ткани, как упомянуто выше, из образовавшейся целлюлозной композиции сначала формируют вододисперсионный свежесформированный сетчатый материал с использованием одной или нескольких формующих сеток. Перенося сформированное и частично обезвоженное полотно в прессовую секцию, содержащую одну или несколько зон прессования и одну или несколько прессовых тканей, полотно дополнительно обезвоживают с помощью прилагаемой сжимающей силы в зоне прессования. В некоторых бумагоделательных машинах после этой стадии обезвоживания прессованием полотну придается форма или трехмерная текстура, при этом полотно далее упоминается как структурированный лист. Один способ придать форму полотну включает использование операции крепирования, когда полотно все еще находится в полутвердом формуемом состоянии. Операция крепирования использует крепирующую структуру, такую как лента или структурирующая ткань, при этом операция крепирования происходит под давлением в зоне прессования, причем полотно в зону прессования принудительно направляется в отверстия в крепирующей структуре. После крепирования можно также использовать вакуум для дальнейшего затягивания полотна в отверстия в крепирующей структуре. После завершения формования полотно высушивают, чтобы по существу удалить любую требуемую остающуюся воду с использованием хорошо известного оборудования, например сушильного янки-цилиндра.
[0010] Существуют различные конфигурации структурирующих тканей и лент, известных в данной области техники. Конкретные примеры ленты и структурирующих тканей, которые могут быть использованы для крепирования в процессе изготовления ткани, можно найти в патенте США №7815768 и в патенте США №8454800, которые полностью включены в данное описание посредством ссылки.
[0011] Структурирующие ткани или ленты обладают многими свойствами, которые делают их пригодными для использования в операции крепирования. В частности, тканые структурирующие ткани, изготовленные из полимерных материалов, таких как полиэтилентерефталат (PET), являются прочными, размерно-устойчивыми и имеют трехмерную текстуру, обусловленную структурой переплетения и промежутками между нитями, которые составляют тканую структуру. Ткани, таким образом, могут обеспечивать как прочную, так и гибкую крепирующую структуру, которая может выдерживать напряжения и силы во время использования на машине для изготовления ткани. Отверстия в структурирующей ткани, в которые во время формования вошло полотно, могут быть выполнены как промежутки между ткаными нитями. Более конкретно, отверстия могут быть выполнены трехмерным образом, так как имеются «области перехода» или скрещивания сплетенных нитей по определенному желаемому рисунку как в машинном направлении (MD), так и поперечном машинном направлении (CD). По существу, существует ограниченное по своей сути множество отверстий, которые могут быть созданы для структурирующей ткани. Кроме того, сама природа ткани, являющейся тканой структурой, состоящей из нитей, эффективно ограничивает максимальный размер и возможные формы отверстий, которые могут быть образованы. Таким образом, несмотря на то, что тканые структурирующие ткани структурно хорошо подходят для крепирования в процессах изготовления ткани с точки зрения прочности, долговечности и гибкости, существуют ограничения на типы формования тканевого полотна, которые могут быть достигнуты при использовании тканых структурирующих тканей. В результате, существуют пределы одновременного достижения более высокого калибра и более высокой мягкости салфетки или полотенца, изготовленного с использованием тканого материала для операции крепирования.
[0012] Как альтернатива тканому структурирующему полотну, в качестве поверхности формирования полотна в операции крепирования можно использовать экструдированную полимерную ленточную структуру. В этих экструдированных полимерных структурах могут быть выполнены отверстия (или дырки или пустоты) различных размеров и различных форм, например, лазерным сверлением, механической штамповкой, тиснением, формованием или любыми другими подходящими для этой цели средствами.
[0013] Однако, удаление материала из экструдированной полимерной структуры ленты при формировании отверстий, тем не менее, приводит к уменьшению прочности и стойкости как к растяжению в MD, так и к ползучести, а также к уменьшению долговечности ленты. Таким образом, существует практический предел по размеру и/или плотности отверстий, которые могут быть выполнены в экструдированной полимерной ленте, причем в то же самое время лента должна быть пригодна для процесса крепирования ткани.
[0014] Одно требование к крепирующей ленте или ткани заключается в том, что они должны быть выполнены таким образом, чтобы, по существу препятствовать прохождению целлюлозных волокон в полотне салфетки или полотенечного изделия через отверстия крепирующей ленты в зоне крепирования. В результате свойства листа, такие как калибр, прочность и внешний вид будут менее оптимальными.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0015] В соответствии с различными вариантами выполнения, далее описана многослойная лента для крепирования и структурирования полотна в процессе изготовления ткани. Ленту можно также использовать в других процессах изготовления ткани, таких как «Сквозная Воздушная Сушка» (TAD), Энергоэффективная Технологически Усовершенствованная Сушка («eTAD»), Усовершенствованные Системы Формования Тканей («ATMOS») и Новая Тканевая Технология («NTT»).
[0016] Лента содержит первый слой, выполненный из экструдированного полимерного материала, причем первый слой образует первую поверхность ленты, на которую наносится частично обезвоженное формирующееся полотно ткани. Первый слой имеет множество проходящих через него отверстий, причем отверстия имеют среднюю площадь поперечного сечения в плоскости первой или контактной поверхности листа, равную по меньшей мере приблизительно 0,1 мм2. Лента также содержит второй слой, прикрепленный к первому слою, причем второй слой образует вторую поверхность ленты. Второй слой имеет множество проходящих через него отверстий, причем множество отверстий второго слоя имеет меньшую площадь поперечного сечения вблизи границы раздела между первым слоем и вторым слоем, чем площадь поперечного сечения множества отверстий первого слоя вблизи поверхности раздела между первым слоем и вторым слоем.
[0017] Кроме того, в альтернативном варианте выполнения диаметр отверстий в первом слое может, на границе раздела между двумя слоями, иметь такой же или меньший диаметр, чем отверстия второго слоя.
[0018] В соответствии с другим вариантом выполнения, описана многослойная лента для структурирования тканевого полотна посредством процесса TAD, eTAD, ATMOS или NTT или крепирования и структурирования полотна в процессе крепирования ткани. Лента содержит первый слой, выполненный из экструдированного полимерного материала, причем первый слой обеспечивает первую поверхность ленты. Первый слой имеет множество проходящих через него отверстий, причем отверстия имеют объем, равный по меньшей мере приблизительно 0,5 мм3. Второй слой прикреплен к первому слою на поверхности раздела, причем второй слой обеспечивает вторую поверхность ленты, а второй слой сформирован из тканого материала, имеющего проницаемость по меньшей мере приблизительно 200 CFM (приблизительно 1600 л/м2*с).
[0019] В соответствии с еще одним вариантом выполнения, предложена многослойная лента для крепирования и/или структурирования полотна в процессе изготовления ткани. Лента содержит первый слой, выполненный из экструдированного полимерного материала, причем первый слой образует первую поверхность ленты. Первый слой имеет множество проходящих через него отверстий, причем первая поверхность (i) обеспечивает площадь контакта от приблизительно 10% до приблизительно 65%, a (ii) плотность отверстий составляет от приблизительно 10/см 2 до приблизительно 80/см2. Второй слой прикреплен к первому слою, причем второй слой образует вторую поверхность ленты, при этом второй слой имеет множество проходящих через него отверстий. Отверстия второго слоя имеют меньшую площадь поперечного сечения вблизи границы раздела между первым слоем и вторым слоем, чем отверстия на поверхности первого слоя вблизи границы раздела между первым слоем и вторым слоем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020] Фиг. 1 изображает схематический вид конфигурации машины для изготовления салфеток или полотенец, имеющей крепирующую ленту.
[0021] Фиг. 2 изображает схематический вид, иллюстрирующий секции мокрого прессования и крепирования лентой машины для изготовления ткани, показанной на Фиг. 1.
[0022] Фиг. 3 иллюстрирует схему альтернативной конструкции машины для изготовления ткани, имеющей два блока TAD.
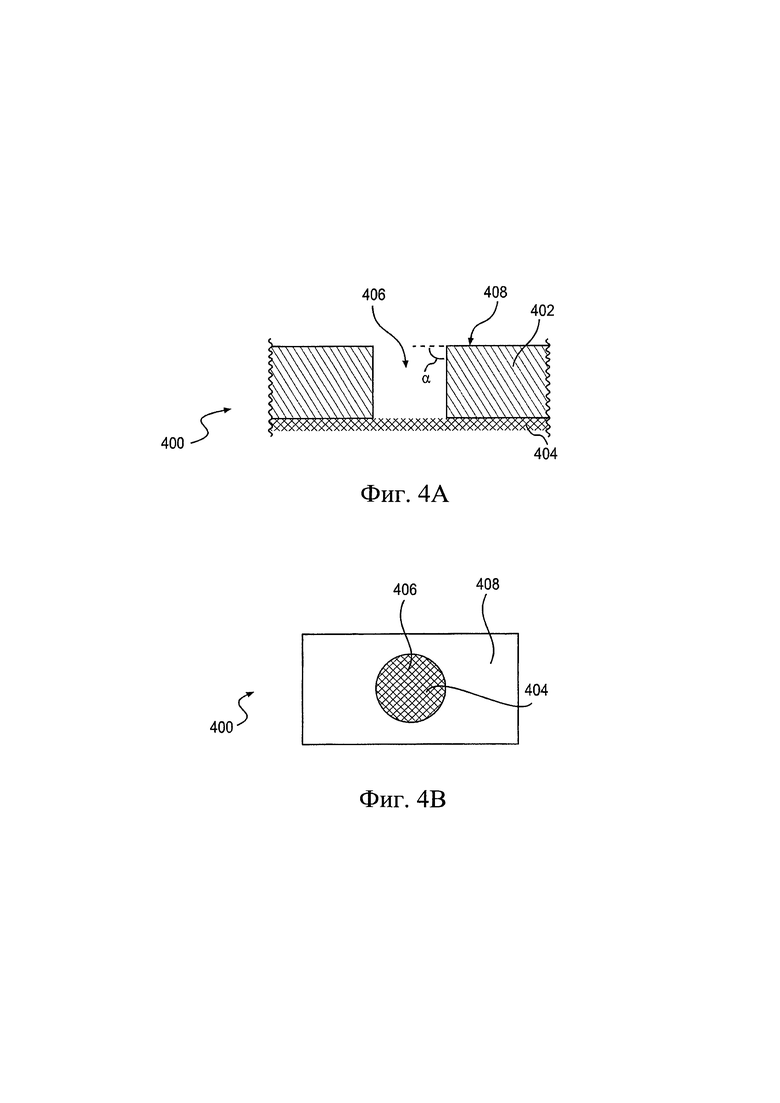
[0023] Фиг. 4А изображает поперечный разрез части многослойной крепирующей ленты, в соответствии с одним вариантом выполнения.
[0024] Фиг. 4В изображает вид сверху части, показанной на Фиг. 4А.
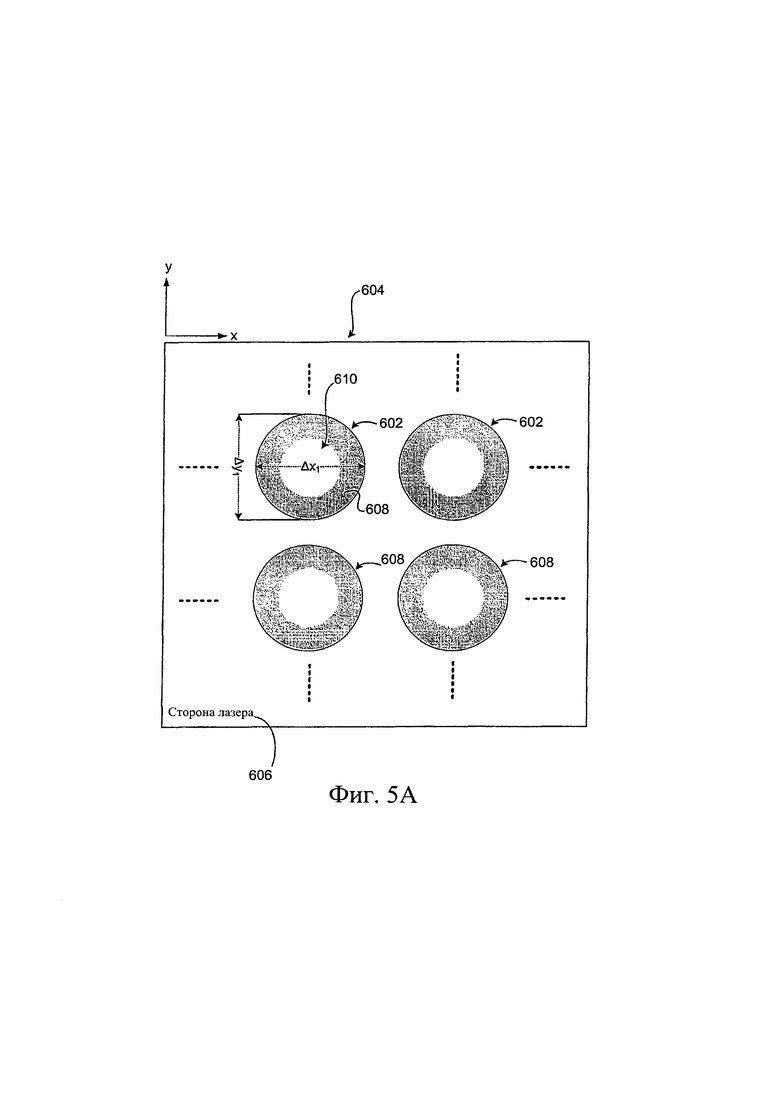
[0025] Фиг. 5А изображает вид сверху отверстий в экструдированном верхнем слое, в соответствии с вариантом выполнения.
[0026] Фиг. 6В изображает вид сверху отверстий в экструдированном верхнем слое, в соответствии с вариантом выполнения.
[0027] Фиг. 6 изображает поперечный разрез одного из отверстий, показанных на Фиг. 6А и 5В.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
[0028] В настоящем документе описаны варианты выполнения ленты, которая может использоваться в процессах изготовления ткани. В частности, ленту можно использовать для придания текстуры или структуры салфетке или полотну полотенца в одном из процессов TAD, eTAD, ATMOS и NTT, либо в процессе крепирования лентой, при этом лента имеет многослойную структуру.
[0029] Термин «салфетка или полотенце», как он используется в настоящем документе, охватывает любой продукт для салфеток или полотенец, содержащий целлюлозу в качестве основного компонента. Этот термин может включать, например, продукты, продаваемые в виде бумажных полотенец, туалетной бумаги, косметических салфеток и т.д. Композиция бумажной массы, используемая для изготовления этих продуктов, может содержать целлюлозные волокна или вторичные целлюлозные волокна или волокнистые смеси, содержащие целлюлозные волокна. Древесные волокна включают, например, волокна, полученные из лиственных и хвойных деревьев, в том числе волокна хвойных пород, такие как крафт-волокна неплотной древесины северных и южных пород, и волокна плотной древесины таких пород, как эвкалипт, клен, береза, осина и т.п. Термин «композиция бумажной массы» и подобная терминология относится к водным композициям, включающим целлюлозные волокна и, необязательно, смолы, повышающие прочность во влажном состоянии, разрыхлители и т.п., для изготовления изделий из ткани.
[0030] Как используется в настоящем документе, исходная образующаяся смесь волокон и жидкости, обезвоживается, текстурируется (структурируется), крепируется и высушивается до конечного продукта в процессе изготовления ткани, будет упоминаться далее как «полотно» и/или «свежесформированное полотно».
[0031] Термины «машинное направление» (MD) и «поперечное направление» (CD) используются в соответствии с их хорошо понятным значением в данной области техники. То есть MD ленты или крепирующей структуры относится к направлению перемещения ленты или крепирующей структуры в процессе изготовления ткани, тогда как CD относится к направлению, перпендикулярному MD ленты или крепирующей структуры. Аналогичным образом, при ссылке на тканевые продукты, MD тканевого продукта относится к направлению на продукте, в котором продукт перемещается в процессе изготовления ткани, a CD относится к направлению на тканевом продукте, перпендикулярному MD продукта.
[0032] «Отверстия», как указано в настоящем документе, включают отверстия, дырки или пустоты, которые могут быть разных размеров и различной формы и которые могут быть выполнены в экструдированных полимерных структурах ленты, например, лазерным сверлением, механической штамповкой, тиснением, формованием или любыми другими средствами, подходящими для этой цели.
Машины для изготовления тканей
[0033] Процессы, использующие представленные в настоящем документе варианты выполнения ленты и производящие тканевые продукты, могут включать компактное обезвоживание бумажной массы для изготовления ткани, имеющей случайное распределение волокон, чтобы образовывать полутвердое полотно, а затем крепирование полотна к ленте так, чтобы перераспределять волокна и придавать форму (текстурировать) полотно для получения тканевых продуктов с требуемыми свойствами. Эти этапы процессов можно выполнять на машинах для изготовления тканей, имеющих различные конфигурации. Ниже приводятся два неограничивающих примера таких машин для изготовления тканей.
[0034] На Фиг. 1 показан первый пример машины 200 для изготовления ткани. Машина 200 представляет собой машину с тремя петлями ткани, которая содержит прессовую секцию 100, в которой выполняется операция крепирования. Вверх по потоку от прессовой секции 100 находится формовочная секция 202, которая в случае машины 200 упоминается в уровне техники как Сеточная часть. Формовочная секция 202 содержит напорную камеру 204, который наносит бумажную массу на формующую сетку 206, поддерживаемую валиками 208 и 210, первоначально формируя, тем самым, тканевое полотно. Формовочная секция 202 также содержит формующий валок 212, который поддерживает прессовую ткань 102, так что полотно 116 также непосредственно формируется на прессовой ткани 102. Прогон 214 прессовой ткани продолжается до секции 216 башмачного пресса, где влажное полотно осаждается на опорный валик 108, при этом полотно 116 подвергается влажному прессованию одновременно с переносом на опорный валик 108.
[0035] Пример альтернативной конфигурации машины 200 для изготовления ткани содержит формующую секцию из двойной ткани, вместо Сеточной части формовочной секции. В такой конфигурации ниже по движению от формующей секции из двойной ткани остальная часть компонентов такой машины для изготовления ткани могут быть выполнены и расположены аналогично тому, как это выполнено в машине 200 для изготовления ткани. Пример машины для изготовления ткани с формующей секцией из двойной ткани можно увидеть в заявке на патент США №2010/0186913. Дополнительные примеры альтернативных формующих секций, которые могут быть использованы в машине для изготовления тканей, включают формирователь двойной ткани с С-образным обходом, формирователь двойной ткани с S-образным обходом или формирователь всасывающего нагружающего валика. Специалисты поймут, как эти или даже другие альтернативные формующие секции могут быть интегрированы в машину для изготовления ткани.
[0036] Полотно 116 переносят на крепирующую ленту 112 в зоне 120 крепирования лентой, а затем с помощью вакуумной камеры 114 создают вакуум, как будет описано более подробно ниже. После этой операции крепирования полотно 116 осаждают на сушильный янки-цилиндр 218 в другой зоне 216 прессования, тогда как на поверхность янки-цилиндра распылением может быть нанесен крепирующий клей. Перенос в сушильный янки-цилиндр 218 может происходить, например, с площадью контакта от приблизительно 4% до приблизительно 40% под давлением между полотном 116 и поверхностью янки-цилиндра при давлении от приблизительно 250 фунтов на линейный дюйм (PLI) до приблизительно 350 PLI (от приблизительно 43,8 кН/метр до приблизительно 61,3 кН/метр). Перенос в зоне 216 прессования может происходить при консистенции полотна, например, от приблизительно 25% до приблизительно 70%. Следует отметить, что термин «консистенция» в том смысле, в котором он используется в настоящем документе, относится к процентному содержанию твердых веществ свежесформированного полотна, например, рассчитанному на основе абсолютно сухой массы. При некоторых консистенциях иногда бывает трудно прижать полотно 116 к поверхности сушильного янки-цилиндра 218 достаточно плотно, чтобы полностью удалить полотно с крепирующей ленты 112. Чтобы увеличить адгезию между полотном 116 и поверхностью сушильного янки-цилиндра 218, на поверхность сушильного янки-цилиндра 218 может быть нанесен клей. Клей может обеспечивать возможность высокоскоростной работы системы и высокую скорость воздушной сушки при быстром воздушном потоке, а также обеспечивать возможность последующего отслаивания полотна 116 от сушильного янки-цилиндра 218. Примером такого клея является поливиниловый спирт / полиамидная адгезивная композиция. Тем не менее, специалисты в этой области техники поймут широкий спектр альтернативных клевов и, кроме того, количества клеев, которые могут быть использованы для облегчения переноса полотна 116 в сушильный янки-цилиндр 218.
[0037] Полотно 116 высушивают на сушильном янки-цилиндре 218, который представляет собой нагретый цилиндр и с высокой скоростью струйной подачи воздуха в вытяжной янки-шкаф вокруг сушильного янки-цилиндра 218. Когда сушильный янки-цилиндр 218 вращается, полотно 116 отслаивается от сушильного янки-цилиндра 218 в положении 220. Затем полотно 116 может быть намотано на приемную катушку (не показана). Катушка может работать быстрее, чем сушильный янки-цилиндр 218 в установившемся состоянии, чтобы придать полотну 116 дополнительный креп. Необязательно, для обычного сухого крепирования полотна 116 можно использовать крепирующий шабер 222. В любом случае, шабер может быть установлен для прерывистого зацепления и использоваться для контроля накопления материала на поверхности янки-цилиндра.
[0038] На Фиг. 2 показаны детали прессовой секции 100, где происходит крепирование. Прессовая секция 100 содержит прессовую ткань 102, всасывающий валик 104, башмачный пресс 106 и опорный валик 108. Башмачный пресс фактически установлен в цилиндре, а указанный цилиндр имеет ленту, установленную на его окружности, похожую, таким образом, на ролик 106, показанный на Фиг. 1. Опорный валик 108, необязательно, может быть нагрет, например, паром. Прессовая секция 100 также содержит крепирующий валик 110, крепирующую ленту 112 и вакуумную камеру 114. Крепирующая лента 112 может быть выполнена в виде многослойной ленты, как описано ниже.
[0039] В зоне 120 крепирования полотно 116 переносится на верхнюю сторону крепирующей ленты 112. Зона 120 ограничена между опорным валиком 108 и крепирующей лентой 112, причем крепирующая лента 112 прижата к опорному валику 108 крепирующим валиком 110. При этом переносе в зоне 120 крепирования целлюлозные волокна полотна 116 перегруппировываются и ориентируются. После переноса полотна 116 на ленту 112 можно использовать вакуумную камеру 114 для присасывания к полотну 116, чтобы, по меньшей мере частично, вытягивать мелкие складки. Приложенное всасывание может также помочь при волочении полотна 116 в отверстия в крепирующей ленте 112, тем самым, дополнительно формируя полотно 116. Дополнительные детали этого формования полотна 116 описаны ниже.
[0040] Зона 120 крепирования обычно проходит на любое расстояние или ширину зазора крепирующей ленты, например, от приблизительно 1/8 дюйма до приблизительно 2 дюйма (от приблизительно 3,18 мм до приблизительно 50,8 мм), более конкретно, от приблизительно 0,5 дюйма до приблизительно 2 дюйма (от приблизительно 12,7 мм до приблизительно 50,8 мм). (Несмотря на то, что термин «ширина» является обычно используемым термином, расстояние зазора измеряется в MD). Давление прижима в зоне 120 возникает из нагрузки между крепирующим валиком 110 и опорным валиком 108. Крепирующее давление обычно составляет от приблизительно 20 до приблизительно 100 PLI (от приблизительно 3,5 кН/метр до приблизительно 17,5 кН/метр), более конкретно, от приблизительно 40 до приблизительно 70 PLI (от приблизительно 7 кН/метр до приблизительно 12,25 кН/метр). В то время как минимальное давление в зоне крепирования может составлять 10 PLI (1,75 кН/метр) или 20 PLI (3,5 кН/м), специалист в данной области техники поймет, что в коммерческой машине максимальное давление может быть таким высоким, насколько это возможно, и ограничивается только конкретным используемым механизмом. Таким образом, могут использоваться давления свыше 100 PLI (17,5 кН/метр), 500 PLI (87,5 кН/метр) или 1000 PLI (175 кН/метр) или более.
[0041] В некоторых вариантах выполнения может быть желательным реструктурировать межволоконные характеристики полотна 116, тогда как в других случаях может быть желательным воздействовать на свойства только в плоскости полотна 116. Параметры зоны крепирования могут влиять на распределение волокон в полотне 116 в различных направлениях, включая создание изменений в направлении z (то есть, объем полотна 116), а также в направлениях MD и CD. В любом случае перенос из крепирующей ленты 112 оказывает большое влияние на то, что крепирующая лента 112 перемещается медленнее, чем полотно 116 перемещается от опорного валика 108, и происходит значительное изменение скорости. В этом отношении степень крепирования часто упоминается как коэффициент крепирования, при этом коэффициент рассчитывается как:
Коэффициент крепирования (%) = (S1/S2-1)*100,
где S1 представляет собой скорость опорного валика 108, a S2 представляет собой скорость крепирующей ленты 112. Как правило, полотно 116 крепируют с коэффициентом от приблизительно 5% до приблизительно 60%. На самом деле, можно использовать высокие коэффициенты крепирования, приближающиеся к или даже превышающие 100%.
[0042] Фиг. 3 изображает второй пример машины 300 для изготовления ткани, которая может использоваться в качестве альтернативы описанной выше машине 200 для изготовления ткани. Машина 300 выполнена для Сквозной Воздушной Сушки (TAD), в которой вода по существу удаляется из полотна 116 за счет перемещения высокотемпературного воздуха через полотно 116. Как показано на Фиг. 3, композиция бумажной массы первоначально подается в машину 300 через напорную камеру 302. Композиция бумажной массы направляется в струе в зазор между формующей сеткой 304 и переносящей тканью 306, когда они проходят между формующим валиком 308 и нагружающим валиком 310. Формовочная ткань 304 и переносящая ткань 306 преобразуются в непрерывные петли и расходятся после прохождения между формовочным валком 308 и нагружающим валиком 310. После отделения от формующей сетки 304 переносящая ткань 306 и полотно 116 проходят через обезвоживающую зону 312, в которой всасывающие камеры 314 удаляют влагу из полотна 116 и переносящей ткани 306, увеличивая, тем самым, консистенцию полотна 116, например, от приблизительно 10% до приблизительно 25%. Затем полотно 116 переносят на поверхность 316 Сквозной Воздушной Сушилки, которая может представлять собой описанную в настоящем документе многослойную ленту. В некоторых вариантах выполнения для облегчения переноса полотна 116 на ленту 316 применяется вакуум, как показано с помощью вакуумных вспомогательных камер 318 в зоне 320 переноса.
[0043] Лента 316, переносящая полотно 116, затем проходит вокруг Сквозных Воздушных Сушилок 322 и 324, при этом консистенция полотна 116 увеличивается, например, до приблизительно 60%-90%. После прохождения сушилок 322 и 324 полотно 116, более или менее, навечно принимает окончательную форму или текстуру. Затем полотно 116 переносят в сушильный янки-цилиндр 326 без существенного ухудшения свойств полотна 116. Как описано выше, в соответствии с машиной 200 на сушильный янки-цилиндр 322 может быть распылен клей непосредственно перед контактом с переносящим полотном для облегчения переноса. После того, как полотно 116 достигает консистенции приблизительно 96% или больше, используется еще один крепирующий шабер, который может понадобиться для отведения полотна 116 от сушильного янки-цилиндра 326; затем полотно 116 захватывается барабаном 328. Скорость вращения барабана можно регулировать относительно скорости сушильного янки-цилиндра 326, чтобы еще больше регулировать крепирование, которое прикладывается к полотну 116, когда оно удаляется из сушильного янки-цилиндра 326.
[0044] Следует еще раз отметить, что машины для изготовления тканей, изображенные на Фиг. 1 и 3, являются просто примерами возможных конфигураций, которые могут использоваться с описанными в настоящем документе вариантами выполнения ленты. Дополнительные примеры включают примеры, описанные в вышеупомянутой заявке США №2010/0186913.
Многослойные крепирующие ленты
[0045] Описанные в настоящем документе варианты выполнения представляют собой многослойную ленту, которая может использоваться для операций крепирования или сушки в машинах для изготовления тканей, таких как описанные выше. Как будет видно из раскрытого в настоящем документе описания, структура многослойной ленты обеспечивает много преимущественных характеристик, которые особенно подходят для операций крепирования. Следует отметить, однако, что, поскольку в настоящем документе лента описана с точки зрения своей структуры, структура ленты может быть использована для приложений, отличных от операций крепирования, таких как TAD, NTT, ATMOS или любой процесс формования, который обеспечивает форму или текстуру полотна ткани.
[0046] Крепирующая лента имеет разнообразные свойства, чтобы удовлетворительно работать в машинах для изготовления тканей, таких как описаны выше. С одной стороны, крепирующая лента выдерживает напряжения, приложенное натяжение, сжатие и потенциальное истирание со стороны неподвижных элементов, которые действуют на крепирующую ленту во время работы. По существу, крепирующая лента является прочной, то есть обладает высоким модулем упругости (для размерной устойчивости), особенно в MD. С другой стороны, крепирующая лента также является гибкой и долговечной, чтобы плавно работать на высокой скорости в течение длительного периода времени. Если крепирующая лента выполнена слишком ломкой, она будет подвергаться растрескиванию или другому разламыванию во время работы. Сочетание прочности и одновременно гибкости ограничивает потенциальные материалы, которые могут быть использованы для формирования крепирующей ленты. То есть, структура крепирующей ленты обладает способностью сочетать прочность, устойчивость как в MD, так и в CD, долговечность и гибкость.
[0047] Помимо того, что крепирующая лента является одновременно и прочной и гибкой, в идеале она должен обеспечивать возможность образования отверстий и форм различных размеров в контактном слое ленты с тканью. Отверстия в крепирующей ленте образуют купола, которые определяют калибр окончательной структуры ткани, как описано ниже. Отверстия в крепирующей ленте также могут быть использованы для придания крепируемому полотну определенных форм, текстур и узоров и, таким образом, образующимся в результате тканевым продуктам. Путем использования различных размеров, плотностей, распределений и глубины отверстий верхнего слоя ленты, можно изготавливать тканевые продукты с различными визуальными рисунками, объемом и другими физическими свойствами. По существу, потенциальные материалы или комбинация материалов для использования при формировании поверхностного слоя крепирующей ленты включают способность образовывать различные отверстия в желаемых формах, плотностях и рисунках в материале поверхностного слоя многослойной ленты, которая должна быть использована для поддержки и текстурирования полотна во время крепирования.
[0048] Экструдированные полимерные материалы могут быть сформированы в крепирующие ленты, имеющие различные отверстия, и, следовательно, экструдированные полимерные материалы являются возможными материалами для использования при формировании крепирующей ленты. В частности, точно выполненные отверстия могут быть сформированы в экструдированной структуре полимерной ленты различными способами, включая, например, лазерное сверление или резку, тиснение и/или механическую штамповку.
[0049] Варианты выполнения крепирующей ленты, как описано в настоящем документе, обеспечивают желаемые аспекты многослойной крепирующей ленты за счет обеспечения различных свойств ленты в разных слоях всей структуры многослойной ленты. В вариантах выполнения многослойная лента содержит верхний слой, выполненный из экструдированного полимерного материала, который позволяет создавать в слое отверстия с различными формами, размерами, рисунками и плотностями. Нижний слой многослойной ленты сформирован из структуры, которая обеспечивает прочность, размерную устойчивость и долговечность ленты. Применяя эти характеристики в нижнем слое, верхний экструдированный полимерный слой может быть выполнен с более крупными отверстиями, чем в противном случае можно было бы выполнить в ленте, содержащей только экструдированный монолитный полимерный слой, потому что верхний слой многослойной ленты не должен вносить большого вклада, если вообще должен, в прочность, устойчивость и долговечность ленты.
[0050] В соответствии с вариантами выполнения, многослойная крепирующая лента содержит по меньшей мере два слоя. Как используется в настоящем документе, термин «слой» представляет собой непрерывную, отдельную часть структуры ленты, которая физически отделена от другого непрерывного, отдельного слоя в структуре ленты. Как описано ниже, примером двух слоев в многослойной ленте является экструдированный полимерный слой, который соединен с помощью клея со слоем ткани. Примечательно, что слой, как он определен в настоящем документе, может включать структуру, имеющую другую структуру, по существу встроенную в нее. Например, в патенте США №7118647 описана лента бумагоделательной машины, в котором слой, изготовленный из фоточувствительной смолы, имеет упрочняющий элемент, встроенный в смолу. Эта светочувствительная смола с упрочняющим элементом представляет собой один слой. В то же время, однако, светочувствительная смола с упрочняющим элементом не представляет собой «многослойную» структуру, в том смысле как используется в настоящем документе, поскольку светочувствительная смола с упрочняющим элементом не является двумя непрерывными отдельными частями структуры ленты, которые являются физически различимыми или отделенными друг от друга.
[0051] Далее описываются детали верхнего и нижнего слоев многослойной ленты, выполненной в соответствии с вариантами выполнения. В настоящем документе «верхняя» или «контактирующая с листом» сторона многослойной крепирующей ленты относится к стороне ленты, на которую наносят полотно. Следовательно, «верхний слой» представляет собой часть многослойной ленты, которая образует поверхность, на которой в операции крепирования формируется целлюлозное полотно. «Нижняя» или «машинная» сторона крепирующей ленты, как используется в настоящем документе, относится к противоположной стороне ленты, то есть к той стороне, которая обращена и контактирует с технологическим оборудованием, таким как крепирующий валик и вакуумная камера. И, соответственно, «нижний слой» образует нижнюю боковую поверхность.
Верхний слой
[0052] Одна из функций экструдированного полимерного верхнего слоя многослойной ленты, выполненной в соответствии с вариантам выполнения, состоит в обеспечении структуры, в которой могут быть выполнены отверстия, причем отверстия проходят через слой с одной стороны слоя к другой его стороне, а отверстия придают полотну куполообразные формы во время этапа в процессе изготовления ткани. В вариантах выполнения может не потребоваться, чтобы верхний слой как таковой придавал многослойной крепирующей ленте прочность, устойчивость, растяжение или сопротивление ползучести или долговечность, поскольку эти свойства могут обеспечиваться главным образом нижним слоем, как описано ниже. Кроме того, отверстия в верхнем слое могут и не быть выполнены так, чтобы препятствовать вытягиванию целлюлозных волокон из полотна, по существу, полностью через верхний слой в процессе изготовления ткани, поскольку это «предотвращение» также может быть достигнуто нижним слоем, как описано ниже.
[0053] В вариантах выполнения верхний слой многослойной ленты выполнен из экструдированного гибкого термопластичного материала. В этом отношении нет особых ограничений в отношении типов термопластичных материалов, которые могут быть использованы для формирования верхнего слоя, при условии, что материал, как правило, обладает такими свойствами, как сжимаемость, усталость при изгибе и сопротивление растрескиванию, а также способность временно приклеивать и, при необходимости, освобождать полотно от поверхности. И, как будет очевидно специалистам в данной области техники из раскрытого в настоящем документе описания, существует множество возможных гибких термопластичных материалов, которые могут быть использованы, чтобы обеспечивать, по существу, аналогичные свойства термопластиков, конкретно обсуждаемых в настоящем документе. Следует также отметить, что используемый в настоящем документе термин «термопластичный материал» предназначен для включения термопластичных эластомеров, например материалов типа «каучук». Следует также отметить что, в качестве добавок к экструдированному слою для улучшения некоторого требуемого свойства, термопластичный материал может включать другие термопластичные материалы в форме волокон (то есть измельченное полиэфирное волокно) или не термопластичные материалы, такие как материалы из композитных материалов.
[0054] Термопластический верхний слой может быть изготовлен с помощью любой подходящей технологии, например, путем формования или экструдирования. Например, термопластичный верхний слой (или любые дополнительные слои) могут быть изготовлены из множества секций, которые стыкуются и соединяются друг с другом бок о бок по спирали. Такая методика формирования этого слоя из экструдированных полос материала может быть такой, как описано в патенте США №5360656, выданном на имя Рексфельта и др., все содержание которого включено в настоящий документ посредством ссылки. Кроме того, экструдированный слой может быть изготовлен из экструдированных полос, состыкованных друг с другом и соединенных бок о бок, как описано в патенте США №6723208, полное содержание которого включено в настоящий документ посредством ссылки. Или, в этом отношении, слой может быть сформирован из экструдированных полос способом, как описано в патенте США №8764943.
[0055] Состыкованные кромки могут быть скошены под углом или образованы другими способами, такими как показаны в патенте США №6630223, выданном на имя Хансена, раскрытие которого включено в настоящее описание посредством ссылки.
[0056] Другие способы формирования этого слоя известны в данной области техники. Отдельные бесконечные петли из экструдированного материала могут быть сформированы и сшиты в бесконечную петлю соответствующей длины с помощью CD или диагонально ориентированного шва способами, известными специалистам в данной области техники. Эти бесконечные петли затем приводят в конструкцию, состыкованную бок-о-бок, с количеством петель, продиктованных CD шириной петель, и полной шириной CD, необходимой для готовой ленты. Состыкованные кромки могут быть созданы и соединены друг с другом с использованием способов, известных в данной области техники, например, как описано в патенте США №6630223, упоминаемом выше.
[0057] В конкретных вариантах выполнения материалом, используемым для формирования верхнего слоя многослойной ленты, является полиуретан. В целом, термопластичные полиуретаны получают реакцией (1) диизоцианатов с короткоцепочечными диолами (т.е. удлинителями цепи) и (2) диизоцианатов с длинноцепочечными бифункциональными диолами (то есть с полиолами). Практически неограниченное количество возможных комбинаций, обеспечиваемых изменением структуры и/или молекулярной массы реакционных соединений, позволяет получить огромное разнообразие полиуретановых составов. Отсюда следует, что полиуретаны - это термопластичные материалы, которые могут быть изготовлены с очень широким спектром свойств. При рассмотрении полиуретанов для использования в качестве экструдированного верхнего слоя в многослойной крепирующей ленте, выполненной в соответствии с вариантами выполнения, твердость полиуретана может регулироваться для достижения компромисса свойств, таких как устойчивость к истиранию, сопротивление растрескиванию и сжимаемость по толщине.
[0058] В качестве альтернативы полиуретану, пример конкретного полиэфирного термопластика, который может быть использован для формирования верхнего слоя в других вариантах выполнения изобретения, продается компанией E.I. du Pont de Nemours and Company из Вилмингтона, штат Дэлавэр, США, под названием HYTREL®. HYTREL® представляет собой полиэфирный термопластичный эластомер с сопротивлением растрескиванию, сжимаемостью и растягивающими свойствами, способствующими формированию верхнего слоя описанного в настоящем документе многослойной крепирующей ленты.
[0059] Термопласты, такие как описанные выше полиуретаны и сложные полиэфиры, являются предпочтительными материалами для формирования верхнего слоя многослойной ленты, выполненной в соответствии с изобретением, особенно когда рассматривается возможность образования отверстий разных размеров, форм, плотностей и конфигураций в экструдированном термопластичном материале. Отверстия в экструдированном термопластичном верхнем слое могут быть образованы с использованием различных технологий. Примеры таких технологий включают лазерную гравировку, сверление или резку или механическую штамповку с тиснением или без него. Как будет понятно специалистам в данной области техники, такие способы могут быть использованы для образования отверстий большого и постоянного размера с различными узорами, размерами и плотностями. Фактически, в термопластичном верхнем слое с использованием таких технологий могут быть выполнены отверстия любого типа (размеров, формы, угла боковой стенки и т.д.).
[0060] При рассмотрении различных конфигураций отверстий, которые могут быть выполнены в экструдированном верхнем слое, должно быть понятно, что отверстия или даже рисунки или плотности не обязательно должны быть одинаковыми по всей поверхности. То есть некоторые из отверстий, выполненных в экструдированном верхнем слое, могут иметь конфигурации, отличающиеся от конфигурации других отверстий, которые сформированы в экструдированном верхнем слое. Фактически, в экструдированном верхнем слое могут быть предусмотрены различные отверстия для обеспечения различных текстур полотна в процессе изготовления ткани. Например, некоторые отверстия в экструдированном верхнем слое могут иметь такие размеры и форму, чтобы обеспечить формирование в тканевом полотне во время операции крепирования куполообразных структур. В то же время, другие отверстия в верхнем слое могут иметь намного больший размер и разнообразные формы, чтобы обеспечить рисунки в тканевом полотне, которые эквивалентны рисункам, которые достигаются при операции тиснения, однако без последующей потери объема листа и других желаемых свойств ткани.
[0061] В отношении размера отверстий для формирования куполообразных структур в тканевом полотне при операции крепирования лентой экструдированный верхний слой вариантов выполнения многослойной лентой допускает выполнение отверстий гораздо больших размеров, чем альтернативные структуры, такие как ткани с тканой структурой и экструдированные монолитные полимерные ленточные структуры. Размер отверстий может быть определен количественно с точки зрения площади поперечного сечения отверстий в плоскости поверхности многослойной ленты, обеспечиваемой верхним слоем. В некоторых вариантах выполнения отверстия в экструдированном верхнем слое многослойной ленты имеют среднюю площадь поперечного сечения на контактирующей с листом (верхней) поверхности, равную по меньшей мере от приблизительно 0,1 мм2 до по меньшей мере приблизительно 1,0 мм2. Более конкретно, отверстия имеют среднюю площадь поперечного сечения от приблизительно 0,5 мм2 до приблизительно 15 мм2, или, еще более конкретно, от приблизительно 1,5 мм2 до приблизительно 8,0 мм2, или даже более конкретно, от приблизительно 2,1 мм2 до приблизительно 7,1 мм2.
[0062] В экструдированной полимерной монолитной ленте, например, отверстия таких размеров потребуют удаления объема материала, образующего полимерную монолитную ленту, так что лента, вероятно, не будет достаточно прочной, чтобы выдерживать суровость и напряжение процесса крепирования лентой. Специалисты в данной области также легко поймут, что тканое полотно, используемое в качестве крепирующей ленты, вряд ли могло бы быть выполнено с отверстиями эквивалентных размеров, так как нити ткани не могли бы быть сплетены (разнесены друг от друга или с приданием определенного размера), чтобы обеспечить такой эквивалент этим размерам и тем не менее обеспечить достаточную структурную целостность, чтобы иметь возможность работать в процессе крепирования лентой или в другом процессе структурирования ткани.
[0063] Размер отверстий в экструдированном слое также может быть определен количественно в терминах объема. В настоящем документе объем отверстия относится к пространству, которое отверстие занимает в толщине поверхностного слоя ленты. В вариантах выполнения отверстия в экструдированном полимерном верхнем слое многослойной ленты могут иметь объем, равный по меньшей мере приблизительно 0,05 мм3. В частности, объем отверстий может составлять от приблизительно 0,05 мм3 до приблизительно 2,5 мм3, или, более конкретно, объем отверстий находится в пределах от приблизительно 0,05 мм3 до приблизительно 11 мм3. В других вариантах выполнения отверстия могут иметь размер, равный по меньшей мере 0,25 мм3 и больше.
[0064] Другие уникальные характеристики многослойной ленты включают процент площади контакта, обеспечиваемой верхней поверхностью ленты. Процент площади контакта верхней поверхности относится к проценту поверхности ленты, которая не является отверстием. Процент контактного слоя связан с тем, что в предлагаемой многослойной ленте могут быть выполнены более крупные отверстия, чем в тканых структурирующих материалах или в экструдированных полимерных монолитных лентах. То есть, отверстия фактически уменьшают площадь контакта верхней поверхности ленты и, поскольку многослойная лента может иметь большие отверстия, процент площади контакта уменьшается. В некоторых вариантах выполнения экструдированная верхняя поверхность многослойной ленты обеспечивает от приблизительно 10% до приблизительно 65% площади контакта. В более конкретных вариантах выполнения верхняя поверхность обеспечивает от приблизительно 15% до приблизительно 50% площади контакта, а в еще более конкретных вариантах выполнения верхняя поверхность обеспечивает от приблизительно 20% до приблизительно 33% площади контакта. Как упоминалось выше, в этом слое могут иметься области, которые имеют плотность отверстий, отличную от плотности отверстий остальной структуры.
[0065] Плотность отверстия является еще одним критерием относительного размера и количества отверстий в верхней поверхности, обеспечиваемой экструдированным верхним слоем многослойной ленты. В настоящем документе плотность отверстий экструдированной верхней поверхности относится к количеству отверстий на единицу площади, например, количеству отверстий на квадратный сантиметр. В конкретных вариантах выполнения верхняя поверхность, обеспечиваемая верхним слоем, имеет плотность отверстий от приблизительно 10/см2 до приблизительно 80/см2. В более конкретных вариантах выполнения верхняя поверхность, обеспечиваемая верхним слоем, имеет плотность отверстий от приблизительно 20/см2 до приблизительно 60/см2, а в еще более конкретных вариантах выполнения верхняя поверхность имеет плотность отверстий от приблизительно 25/см2 до приблизительно 35/см2. Как упоминалось выше, в этом слое могут иметься области, которые имеют плотность отверстий, отличную от плотности отверстий остальной структуры. Как описано в настоящем документе, отверстия в экструдированном верхнем слое многослойной ленты образуют куполообразные структуры в полотне во время операции крепирования. Варианты выполнения многослойной ленты могут обеспечивать более высокие плотности отверстий, чем плотности, которые могут быть сформированы в экструдированной монолитной ленте, и более высокие плотности отверстий, чем это можно было бы достичь с помощью тканого материала. Таким образом, многослойную ленту можно использовать для формирования большего количества куполообразных структур в полотне во время операции крепирования, чем обеспечивают экструдированная полимерная монолитная лента или тканый структурирующий материал и, соответственно, многослойную ленту можно использовать в процессе изготовления ткани, в котором производят тканевые продукты, имеющие большее количество куполообразных структур, чем тканые структурирующие материалы или экструдированные монолитные ленты, придавая, тем самым, требуемые характеристики тканевому продукту, такие как мягкость и впитывающую способность.
[0066] Другим аспектом крепирующей поверхности, сформированной посредством экструдированного верхнего слоя многослойной ленты, которая влияет на процесс крепирования, является твердость верхней поверхности. Без привязки к теории полагают, что более мягкая крепирующая структура (лента или ткань) обеспечивает лучшую равномерность давления внутри зоны крепирования, обеспечивая более однородный тканевый продукт.
[0067] При рассмотрении материала, используемого для экструдирования верхнего слоя вариантов выполнения многослойной ленты, хорошо подходящим материалом является полиуретан, как обсуждалось выше. Полиуретан является относительно мягким материалом для использования в крепирующей ленте, особенно по сравнению с материалами, которые могут быть использованы для формирования экструдированной полимерной монолитной крепирующей ленты.
[0068] В качестве альтернативы полиуретану, в качестве материала для экструдированного верхнего слоя, может быть использован термопластичный сложный полиэфир, выпускаемый фирмой E.I. du Pont de Nemours and Company из Вилмингтона, штат Дэлавэр, США, под названием HYTREL®. HYTREL® представляет собой полиэфирный термопластичный эластомер со сжимаемостью, сопротивлением растрескиванию и свойствами растяжения, способствующими формированию экструдированного верхнего слоя описанного в настоящем документе многослойной крепирующей ленты.
[0069] Соответственно, в вариантах выполнения верхний слой может быть сформирован с использованием экструдированного термопластичного эластомерного материала. Термопластичные эластомеры (ТРЕ) могут быть выбраны, например, из сложного полиэфира ТРЕ, ТРЕ на основе нейлона и термопластичного полиуретанового (TPU) эластомера. ТРЕ и TPU, которые могут быть использованы для того, чтобы выполнить целую линейку вариантов выполнения ленты так, что после экструзии, степень твердости варьируется, соответственно, приблизительно от 60А до приблизительно 95А и от приблизительно 30D до приблизительно 85D по Шору. Для изготовления лент можно использовать как эфиры, так и сложные эфиры сорта TPU. Эти ленты также могут быть изготовлены из смесей различных сортов ТРЕ или эластомеров TPU на основе сложных полиэфиров или нейлонов, в зависимости от требования конечного применения и конечных свойств многослойной ленты. Эластомеры ТРЕ и TPU также могут быть модифицированы с использованием добавок термостабилизатора для контроля и повышения термостойкости ленты. Примеры ТРЕ на основе сложного полиэфира включают термопластики, продаваемые под следующими названиями: HYTREL® (DuPont), Arnitei® (DSM), Riteflex® (Ticona), Pibiflex® (Enichem). Примеры ТРЕ на основе нейлона включают Pebax® (Arkema), Vetsamid-E® (Creanova), Grilon® / Grilamid® (EMS-Chemie). Примеры TPU-эластомеров включают Estane®, Pearlthane® (Lubrizol), Ellastolan® (BASF), Desmopan® (Bayer) и Pellethane® (DOW).
[0070] Свойства верхней поверхности экструдированного верхнего слоя могут быть изменены посредством нанесения покрытия сверху на контактную поверхность листа. В этом отношении покрытие может быть добавлено на верхнюю поверхность, например, для увеличения или уменьшения характеристики высвобождения листа верхней поверхности. Кроме того, или в качестве альтернативы, покрытие может быть намертво добавлено к верхней поверхности экструдированного слоя, чтобы, например, улучшить стойкость к истиранию верхней поверхности. Это может быть применено до или после того, как отверстия будут помещены в верхний слой. Примеры таких покрытий включают как гидрофобные, так и гидрофильные композиции, в зависимости от конкретных процессов изготовления ткани, в которых должна использоваться многослойная лента.
Нижний слой
[0071] Нижний слой многослойной крепирующей ленты служит для обеспечения прочности, устойчивости к растяжению в MD направлении и ползучести, устойчивости в CD направлении и долговечности ленты.
[0072] Как и верхний слой, нижний слой также содержит множество отверстий, проходящих через толщу слоя. По меньшей мере одно отверстие в нижнем слое может быть совмещено по меньшей мере с одним отверстием в экструдированном верхнем слое, и, таким образом, отверстия выполнены через толщину многослойной ленты, то есть через верхний и нижний слои. Отверстия в нижнем слое, однако, меньше, чем отверстия в верхнем слое. То есть, отверстия в нижнем слое вблизи границы раздела между экструдированным верхним слоем и нижним слоем, имеют меньшую площадь поперечного сечения, чем отверстия в верхнем слое вблизи границы раздела между верхним и нижним слоями. Следовательно, отверстия в нижнем слое могут препятствовать вытягиванию целлюлозных волокон из полотна ткани полностью через структуру многослойной ленты, когда лента / полотно подвергаются воздействию вакуума. Как обсуждалось выше, целлюлозные волокна, которые вытягиваются из полотна через ленту, вредны для процесса изготовления ткани, поскольку волокна накапливаются в тканевой машине с течением времени, например, накапливаются на внешнем краю вакуумной камеры. Накапливание волокон требует времени простоя машины для очистки волокна. Потеря волокон также вредна для сохранения хороших свойств тканевого листа, таких как впитывающую способность и внешний вид. Следовательно, отверстия в нижнем слое могут быть сконфигурированы таким образом, чтобы по существу препятствовать вытягиванию волокон целлюлозы на всем протяжении ленты. Однако, так как нижний слой не обеспечивает крепирующую поверхность и, таким образом, не влияет на форму полотна во время операции крепирования, конфигурация отверстий в нижнем слое для предотвращения вытягивания волокна не оказывает существенного влияния на операцию крепирования лентой.
[0073] В вариантах выполнения многослойной ленты в качестве нижнего слоя многослойной крепирующей ленты выбран тканый материал. Как обсуждалось выше, тканые структурирующие ткани обладают прочностью и долговечностью, чтобы выдерживать, например, напряжения и условия, связанные с операцией по крепированию лентой. И, таким образом, тканые структурирующие ткани сами по себе используются в качестве тканей при крепировании или в других процессах структурирования тканей. Однако также могут использоваться и другие тканые ткани различных структур, если они обладают требуемыми свойствами. Таким образом, в соответствии с вариантам выполнения, тканый материал может обеспечивать прочность, устойчивость, долговечность и другие свойства многослойной крепирующей ленты.
[0074] В конкретных вариантах выполнения многослойной крепирующей ленты тканый материал, выбранный для нижнего слоя, может иметь схожие характеристики с ткаными структурирующими материалами, которые используются сами по себе в качестве крепирующих структур. Такие ткани имеют тканую структуру, которая, по сути, имеет множество «отверстий», образованных между нитями, составляющими структуру ткани. В этом отношении эффект от отверстий в тканом материале можно определить количественно как воздухопроницаемость, т.е. величину, определяющую поток воздуха через ткань. Проницаемость ткани в сочетании с отверстиями в экструдированном верхнем слое позволяет воздуху проходить через ленту. Такой воздушный поток может быть вытянут через ленту с помощью вакуумной камеры в машине для изготовления ткани, как описано выше. Другим аспектом тканого слоя ткани является способность препятствовать целлюлозным волокнам из полотна полностью проходить через многослойную ленту в вакуумной камере.
[0075] Проницаемость ткани измеряется в соответствии с хорошо известным оборудованием и испытаниями в данной области техники, такими как измерительные приборы Frazier® для измерения дифференциального давления для измерения воздухопроницаемости компании Frazier Precision Instrument Company из Хагерстауна, штат Мэрилэнд, США. В вариантах выполнения многослойной ленты проницаемость нижнего слоя ткани составляет по меньшей мере приблизительно 200 CFM (приблизительно 1600 л/м2*с). В более конкретных вариантах выполнения проницаемость нижнего слоя ткани составляет от приблизительно 200 CFM до приблизительно 1200 CFM (от приблизительно 1600 л/м2*с до приблизительно 9600 л/м2*с), а в еще более конкретных вариантах выполнения проницаемость нижнего слоя ткани составляет от приблизительно 300 CFM до приблизительно 900 CFM (от приблизительно 2400 л/м2*с до приблизительно 7200 л/м2*с). В других вариантах выполнения проницаемость нижнего слоя ткани составляет от приблизительно 400 CFM до приблизительно 600 CFM (от приблизительно 3200 л/м2*с до приблизительно 4800 л/м2*с).
[0076] Кроме того, следует понимать, что все варианты многослойных лент, описанных здесь, проницаемы как для воздуха, так и для воды.
[0077] ТАБЛИЦА 1 показывает конкретные примеры тканых материалов, которые могут быть использованы для формирования нижнего слоя в многослойных крепирующих лент. Все ткани, идентифицированные в ТАБЛИЦЕ 1, изготовлены компанией Albany International Corp. из Рочестера, штат Нью-Хэмпшир, США.
[0078]

Многослойная структура
[0079] Многослойную ленту, выполненную в соответствии с вариантами выполнения, формируют путем соединения или ламинирования вышеописанных слоев экструдированного полимерного верхнего и тканого материала. Как будет понятно из раскрытого в настоящем документе описания, связь между слоями может быть достигнута с использованием множества различных способов, некоторые из которых описаны более подробно ниже.
[0080] Фиг. 4А изображает разрез части многослойной крепирующей ленты 400, выполненной в соответствии с вариантом выполнения, показанный не в масштабе. Лента 400 содержит экструдированный полимерный верхний слой 402 и нижний слой 404 из тканого материала. Верхний слой 402 обеспечивает верхнюю поверхность 408 ленты 400, на котором полотно крепируется и/или структурируется во время операции крепирования в процессе изготовления ткани. В верхнем слое 402, как описано выше, выполнено отверстие 406. Следует отметить, что отверстие 406 проходит через толщину верхнего слоя 402 от верхней поверхности 408 до поверхности, обращенной к нижнему слою 404 ткани. Поскольку нижний слой 404 ткани является структурой с определенной воздухопроницаемостью, можно прикладывать вакуум к нижней стороне слоя 404 тканого материала ленты 400 и, таким образом, пропускать поток воздуха через отверстие 406 и тканый материал 404. Во время крепирования с использованием ленты 400 целлюлозные волокна из полотна втягиваются в отверстие 406 в верхнем слое 402, что приведет к формированию куполообразной структуры в полотне.
[0081] На Фиг. 4В изображен вид сверху ленты 400, если смотреть вниз на участок с отверстием 406, показанным на Фиг. 4А. Как видно из Фиг. 4А и 4В, в то время как тканый материал 404 позволяет пропускать вакуум (и воздух) через ленту 400, ткань 404 также эффективно «закрывает» отверстие 406 в верхнем слое. Второй слой 404 ткани фактически обеспечивает множество отверстий, которые имеют меньшую площадь поперечного сечения вблизи границы раздела между экструдированным полимерным верхним слоем 402 и вторым слоем 404 тканого материала. Таким образом, тканый материал 404 может по существу предотвращать прохождение целлюлозных волокон из полотна через всю ленту 400. Как описано выше, тканый материал 404 также придает ленте 400 прочность, долговечность и устойчивость.
[0082] Отверстия 406 в экструдированном полимерном слое в ленте 400 таковы, что стенки отверстий 406 проходят перпендикулярно поверхностям ленты 400. В других вариантах выполнения, однако, стенки отверстий 406 могут быть расположены под различными углами относительно поверхностей лент. Угол отверстий 406 можно выбирать и изготавливать, когда отверстия формируются с помощью таких технологий, как лазерное сверление, резка или механическая перфорация и/или тиснение. В конкретных примерах боковые стенки имеют углы от приблизительно 60° до приблизительно 90° и, более конкретно, от приблизительно 75° до приблизительно 85°. Однако в альтернативных конфигурациях угол боковой стенки может быть больше, чем приблизительно 90°. Отметим, что угол боковой стенки, упоминаемый в настоящем документе, измеряется, как показано углом а на Фиг. 4А.
[0083] Фиг. 5А и 5В изображают вид сверху множества отверстий 102, которые, в соответствии с другим иллюстративным вариантом выполнения, выполнены по меньшей мере в одном экструдированном верхнем слое 604. Создание отверстий, как описано ниже, также описано в патенте США №8454800, который полностью включен в настоящее описание посредством ссылки. В соответствии с одним аспектом, на Фиг. 5А показано множество отверстий 602 с точки зрения верхней поверхности 606, которая обращена к лазерному источнику (не показан), в результате чего лазерный источник выполнен с возможностью создания отверстий в экструдированном слое 604. Каждое отверстие 606 может иметь коническую форму, где внутренняя поверхность 608 каждого отверстия 602 сужается внутрь от отверстия 610 на верхней поверхности 606 до отверстия 612 (Фиг. 5В) на нижней поверхности 614 по меньшей мере одного экструдированного слоя 604 ленты. Диаметр отверстия 610 вдоль направления х-координаты обозначается как Δх1, тогда как диаметр отверстия 610 вдоль направления у-координаты обозначается как Δу1. Со ссылкой на Фиг. 5В, аналогично, диаметр отверстия 612 вдоль направления х-координаты обозначается как Δх2, а диаметр отверстия 612 вдоль направления у-координаты обозначается как Δу2. Как видно из Фиг. 5А и 5В, диаметр Δх1 отверстия 610 вдоль направления х на верхней стороне 606 ленты 604 больше, чем диаметр Δх2 отверстия 612 вдоль направления х на нижней стороне 614, по меньшей мере одного экструдированного слоя 604 ленты. Кроме того, диаметр Δу1 отверстия 610 вдоль направления у на верхней стороне 606 ткани 604 больше, чем диаметр Δу2 отверстия 612 вдоль направления у на нижней стороне 614 ленты 604.
[0084] Фиг. 6А иллюстрирует поперечный разрез одного из отверстий 602, изображенных на Фиг. 6А и 5В. Как описано выше, каждое отверстие 602 может иметь коническую форму, причем внутренняя поверхность 608 каждого отверстия 602 сужается внутрь от отверстия 610 на верхней поверхности 606 до отверстия 612 на нижней поверхности 614, по меньшей мере одного экструдированного слоя 604 ленты. Коническая форма каждого отверстия 602 может быть создана в результате падающего оптического излучения 702, генерируемого из оптического источника, такого как CO2 или другое лазерное устройство. Применяя лазерное излучение 702 с соответствующими характеристиками (например, выходной мощностью, фокусным расстоянием, длительностью импульса и т.д.), например, для экструдированного монолитного материала, как описано в настоящем документе, отверстие 602 может быть создано в результате перфорирования лазерным излучением поверхностей 606, 614 ленты 604. Напротив, коническое отверстие может быть таким, что меньший диаметр находится на контактной поверхности листа, а больший диаметр находится на противоположной поверхности. Создание отверстий с использованием лазерных устройств описано в патенте США №8445800, который полностью включен в настоящее описание посредством ссылки.
[0085] Как показано на Фиг. 6А, в соответствии с одним аспектом лазерное излучение 202 создает при ударе первый равномерно поднятый непрерывный край или выступ 704 на верхней поверхности 706 и второй равномерно приподнятый непрерывный край или выступ 706 на нижней поверхности 614 указанного по меньшей мере одного экструдированного слоя 604 ленты. Эти приподнятые края 704, 706 также могут упоминаться как приподнятый ободок или выступ. Вид сверху для приподнятого края 704 обозначен как 704А. Аналогичным образом, вид снизу для приподнятого края 706 обозначен как 706А. На обоих изображенных видах 704А и 706А пунктирные линии 705А и 705В представляют собой графические изображения, иллюстрирующие приподнятый ободок или выступ. Соответственно пунктирные линии 705А и 705В не предназначены для изображения полосок. Высота каждого приподнятого края 704, 706 может иметь значение в диапазоне от 5 до 10 мкм, измеренная от поверхности слоя. Высота рассчитывается как разница уровней между поверхностью ленты и верхней частью приподнятого края. Например, высота приподнятого края 704 измеряется как разница уровней между поверхностью 606 и верхней частью 708 приподнятого края 604. Приподнятые края, такие как 704 и 706, обеспечивают, помимо других преимуществ, локальное механическое усиление для каждого отверстия, что, в свою очередь, вносит вклад в глобальную устойчивость к деформации заданного экструдированного перфорированного слоя в крепирующей ленте. Кроме того, более глубокие отверстия приводят к образованию более крупных куполов в тканевом продукте, а также приводят, например, к увеличению объема листа и меньшей плотности. Следует отметить, что Δх1/Δх2 может быть равно 1,1 или больше, а Δу1/Δу2 может быть равно 1,1 или выше во всех случаях. В качестве альтернативы, в некоторых или во всех случаях Δх1/Δх2 может быть равно 1, а Δу1/Δу2 может быть равно 1, образуя, таким образом, отверстия цилиндрической формы.
[0086] Хотя создание отверстий с приподнятыми краями в ткани может быть выполнено с использованием лазерного устройства, предполагается, что могут быть также использованы другие устройства, способные создавать такие эффекты. Можно использовать механическую пробивку или тиснение, а затем перфорирование. Например, экструдированный полимерный слой может быть тиснен с рисунком выступов и соответствующими углублениями на поверхности по необходимому рисунку. Тогда каждый выступ, например, может быть механически перфорирован или просверлен лазерным лучом. Кроме того, приподнятые каймы, независимо от способа, используемого для открытия отверстия, могут быть на всех отверстиях или только на тех, которые выбраны или желательны.
[0087] При использовании экструдированного верхнего слоя многослойной ленты может быть желательным иметь только выпуклые каймы вокруг отверстий на контактной поверхности листа, поскольку приподнятые каймы на противоположной поверхности, которая примыкает к тканому материалу, могут мешать хорошему скреплению вместе двух слоев.
[0088] Слои многослойной ленты, в соответствии с вариантами выполнения, могут быть соединены вместе любым способом, который обеспечивает прочное соединение между слоями, чтобы позволить использовать многослойную ленту в процессе изготовления ткани. В некоторых вариантах выполнения слои соединены вместе химическим средством, например, путем использования клея. В других вариантах выполнения слои многослойной ленты могут быть соединены такими способами, как тепловая сварка, ультразвуковая сварка и лазерная термоядерная реакция, с использованием лазерных адсорбирующих добавок или без них. Специалисты в данной области оценят многочисленные способы ламинирования, которые могут быть использованы для соединения слоев, описанных в настоящем документе, для образования многослойной ленты.
[0089] Хотя варианты выполнения многослойного ленты, изображенные на Фиг. 4А, 4В, 5А и 5В и Фиг. 6, включают или относятся к двум отдельным слоям, в других вариантах выполнения между верхним и нижним слоями, показанными на чертежах, может быть предусмотрен дополнительный слой. Например, дополнительный слой может быть расположен между верхним и нижним слоями, описанными выше, чтобы обеспечить дополнительный полупроницаемый барьер, который предотвращает вытягивание целлюлозных волокон полностью через структуру ленты. В других вариантах выполнения средства, используемые для соединения верхнего и нижнего слоев вместе, могут быть выполнены в виде дополнительного слоя. Например, двухсторонний слой клейкой ленты может быть третьим слоем, который предусмотрен между верхним слоем и нижним слоем.
[0090] Общая толщина многослойной ленты, в соответствии с вариантами выполнения, может быть скорректирована для конкретной машины для изготовления ткани, и процесса, в котором должна быть использована многослойная лента. В некоторых вариантах выполнения общая толщина ленты составляет от приблизительно 0,5 см до приблизительно 2,0 см. В вариантах выполнения, которые содержат нижний слой ткани, экструдированный полимерный верхний слой может обеспечивать основную часть общей толщины многослойной ленты.
[0091] В вариантах выполнения, которые содержат нижний слой ткани, тканый материал основы может иметь множество различных форм. Например, они могут быть сотканными бесконечными или плоскими ткаными и впоследствии превращенными в бесконечную форму с тканым швом. В качестве альтернативы, они могут быть получены с помощью процесса, известного под названием модифицированного бесконечного ткачества, в котором поперечные края ткани основы имеют шовные петли, использующие нити в машинном направлении (MD). В этом процессе нити MD непрерывно переплетаются назад и вперед между поперечными краями ткани, делая поворот назад на каждом краю и формируя шовную петлю. Ткань основы, изготовленная таким образом, помещается в бесконечную форму во время установки на машине для изготовления тканей, как описано в настоящем документе, и по этой причине называется сшиваемой на машине тканью. Чтобы поместить такую ткань в бесконечную форму, два поперечных края сводят вместе, шовные петли на двух краях взаимно переплетают друг с другом, а сшивной шов или тросик направляют через канал, образованный прерывистыми шовными петлями.
[0092] Как отмечено выше в вариантах выполнения, экструдированный полимерный верхний слой (и любые дополнительные слои) могут быть изготовлены из множества секций, которые упираются и соединяются друг с другом бок о бок либо спиральной намоткой, либо рядом непрерывных петель, а примыкающие края соединяют с использованием различных способов.
[0093] Экструдированный верхний слой может быть изготовлен, среди прочих, с любым из этих экструдированных полимерных материалов, упомянутых выше. Экструдированный полимерный материал для этих полос и бесконечных петель может быть изготовлен из экструдированных рулонных изделий заданной ширины в диапазоне от 25 мм до 1800 мм и калибром (толщиной) в диапазоне от 0,10 мм до 3,0 мм. Для параллельных бесконечных петель прокатанный лист раскручивают и создают стыковое соединение или соединение внахлестку, создавая CD-шов с соответствующей длиной петли для готовой ленты. Затем петли устанавливают рядом друг с другом, так что соседние края двух петель примыкают друг к другу. Любую подготовку края (скашивание и т.д.) выполняют до того, как края будут расположены рядом друг с другом. Геометрические края (скосы, зеркальные изображения и т.д.) могут быть получены при экструзии материала. Края затем соединяют с использованием уже описанных в настоящем документе способов. Необходимое количество петель определяется шириной рулона материала и шириной окончательной ленты.
[0094] Как обсуждалось выше, преимущество многослойной структуры ленты заключается в том, что прочность, сопротивление растяжению, устойчивость размеров и долговечность ленты могут быть обеспечены одним из слоев, тогда как другой слой может не вносить существенного вклада в эти параметры. Долговечность материалов многослойной ленты в вариантах выполнения, описанных в настоящем документе, сравнивалась с долговечностью других потенциальных материалов для изготовления ленты. В этом тесте долговечность материалов ленты определялась количественно с точки зрения прочности на разрыв материалов. Как будет понятно специалистам в данной области техники, сочетание хорошей прочности на растяжение и хорошие упругие свойства приводят к получению материала с высокой прочностью на разрыв. Было выполнено испытание на прочность на разрыв из семи возможных экструдированных образцов верхних и нижних слоев материалов ленты, описанных выше. Также тестировали прочность на разрыв структурирующей ткани, используемой для крепирования. Для этих испытаний была разработана процедура, основанная, в части, на ISO 34-1 (Каучук вулканизованный и термопластичный. Определение сопротивления раздиру. Часть 1. Раздвоенные, угловые и серповидные образцы). Были использованы Instron® 5966 Dual Column Tabletop Universal Testing System компании Instron Corp. из Норвуда, штат Массачусетс, США, и BlueHill 3 Software, также от Instron Corp.из Норвуда, штат Массачусетс, США. Все тесты на раздир проводились при скорости 2 дюйма / мин. (что отличается от ISO 34-1, в котором используется скорость 4 дюйма / мин.) для расширения раздира в 1 дюйм, причем средняя нагрузка регистрируется в фунтах силы.
[0095] Детали образцов и соответствующие им сопротивления раздиру в направлениях MD и CD показаны в ТАБЛИЦЕ 2. Обратите внимание, что обозначение «пробел» для образца указывает, что образец не имел отверстия, тогда как обозначение «прототип» означает, что образец еще не был превращен в бесконечную структуру ленты, но скорее, это был просто материал ленты в испытательном образце.


[0096] Как можно видеть из результатов, показанных в ТАБЛИЦЕ 2, тканые материалы и экструдированный материал HYTREL® имели значительно большее сопротивление раздиру, чем экструдированные полимерные материалы из PET. Как описано выше, в вариантах выполнения с использованием тканого материала или экструдированного слоя материала HYTREL®, используемого для формирования одного из слоев многослойной ленты, общее сопротивление раздиру структуры многослойной ленты будет по меньшей мере таким же, как и для любого из слоев. Таким образом, многослойные ленты, которые содержат слой ткани или экструдированный слой HYTREL®, будут иметь хорошее сопротивление раздиру независимо от материала, используемого для формирования другого слоя или слоев.
[0097] Как отмечено выше, варианты выполнения могут содержать экструдированный полиуретановый верхний слой и нижний слой ткани. Как описано ниже, были оценены прочность на разрыв MD таких комбинаций, а также сравнивали с прочностью на разрыв MD в тканом структурирующем материале, используемом в операции крепирования. Использовалась такая же процедура тестирования, как и в описанных выше тестах. В этом тесте образец 1 представлял собой двухслойную структуру ленты с верхним слоем толщиной 0,5 мм из экструдированного полиуретана с отверстиями 1,2 мм. Нижним слоем была ткань J5076, изготовленная компанией Albany International Corp., подробности которой можно найти выше. Образец 2 представлял собой двухслойную структуру ленты с верхним слоем из экструдированного полиуретана толщиной 1,0 мм, имеющим отверстия 1,2 мм и ткань J5076 в качестве нижнего слоя. Сопротивление раздиру ткани J5076 самой по себе также оценивалось как Образец 3. Результаты этих испытаний показаны в ТАБЛИЦЕ 3.

[0098] Как можно видеть из результатов, приведенных в ТАБЛИЦЕ 3, многослойная структура ленты с экструдированным полиуретановым верхним слоем и нижним слоем ткани имела отличное сопротивление раздиру. При рассмотрении сопротивления раздиру только тканого материала можно видеть, что тканый материал дает большее сопротивление раздиру ленточных структур. Экструдированный полиуретановый слой обеспечивает пропорционально меньшее сопротивление раздиру структуры многослойной ленты. Тем не менее, хотя экструдированный полиуретановый слой сам по себе не может иметь достаточную прочность, сопротивление растяжению и долговечность в отношении сопротивления раздиру, о чем свидетельствуют результаты, приведенные в ТАБЛИЦЕ 3, когда используется многослойная структура с экструдированным полиуретановым слоем, может быть сформирована достаточно прочная ленточная структура.
Промышленная применимость
[0099] Машины, устройства, ленты, ткани, процессы, материалы и продукты, описанные в настоящем документе, могут использоваться для изготовления коммерческих продуктов, таких как косметические салфетки, туалетная бумага и полотенца.
[0100] Несмотря на то, что варианты выполнения изобретения и его модификации были подробно описаны в настоящем документе, следует понимать, что это изобретение не ограничивается этими точными вариантами и модификациями и что другие модификации и изменения могут быть выполнены специалистом без отклонения от сущности и объема изобретения, как определено прилагаемой формулой изобретения.





Описана многослойная ленточная структура, которая может использоваться для крепирования или структурирования целлюлозного полотна в процессе изготовления основанного на целлюлозе продукта. Многослойная ленточная структура позволяет формировать отверстия различной формы и размера на верхней поверхности ленты, сохраняя при этом структуру, имеющую прочность, долговечность и гибкость, необходимые для процессов изготовления основанного на целлюлозе продукта. 3 н. и 29 з.п. ф-лы, 8 ил., 3 табл.
1. Проницаемая лента для крепирования или структурирования полотна в процессе изготовления основанного на целлюлозе продукта, содержащая:
первый слой, выполненный из экструдированного полимерного материала и образующий первую поверхность ленты, на которую наносится свежесформированное целлюлозное волокнистое полотно, причем первый слой имеет множество проходящих через него отверстий, причем средняя площадь поперечного сечения указанных отверстий на плоскости первой поверхности равна по меньшей мере 0,1 мм2, и по меньшей мере один равномерно поднятый непрерывный край, образованный вокруг по меньшей мере одного из указанного множества отверстий, и
второй слой, прикрепленный к первому слою, причем второй слой образует вторую поверхность ленты и имеет множество проходящих через него отверстий.
2. Лента по п. 1, в которой первый слой содержит термопластичный эластомер, а второй слой представляет собой тканый материал.
3. Лента по п. 1, в которой средняя площадь поперечного сечения указанных отверстий в первом слое в плоскости первой поверхности составляет от 0,1 мм2 до 11,0 мм2.
4. Лента по п. 2, в которой средняя площадь поперечного сечения указанных отверстий в первом слое в плоскости первой поверхности составляет от 1,5 мм2 до 8,0 мм2.
5. Лента по п. 1, в которой первый слой представляет собой экструдированный монолитный слой, содержащий термопластичный эластомер, образованный из термопластичного эластомера, выбранного из термопластичного эластомера на основе сложного полиэфира (ТРЕ), ТРЕ на основе нейлона и эластомера на основе термопластичного полиуретана (TPU).
6. Лента по п. 2, в которой тканое полотно имеет проницаемость от 200 до 1200 CFM (от 1600 до 9600 л/м2*с).
7. Лента по п. 5, в которой термопластичный эластомер содержит ТРЕ на основе сложного полиэфира.
8. Лента по п. 1, в которой диаметр отверстий второго слоя составляет от 100 до 700 мкм.
9. Проницаемая лента для крепирования или структурирования полотна в процессе изготовления основанного на целлюлозе продукта, содержащая:
первый слой, выполненный из экструдированного полимерного материала, образующий первую поверхность ленты, причем первый слой имеет множество проходящих через него отверстий, которые имеют объем, равный по меньшей мере 0,05 мм3, и по меньшей мере один равномерно поднятый непрерывный край, образованный вокруг по меньшей мере одного из указанного множества отверстий, и
второй слой, прикрепленный к первому слою на границе раздела и образующий вторую поверхность ленты, причем второй слой выполнен из тканого материала, имеющего проницаемость по меньшей мере 200 CFM (1600 л/м2*с).
10. Лента по п. 9, в которой тканый материал имеет проницаемость от 200 до 1200 CFM (от 1600 до 9600 л/м2*с).
11. Лента по п. 9, в которой тканый материал имеет проницаемость от 300 до 900 CFM (от 2400 до 7200 л/м2*с).
12. Лента по п. 9, в которой объем указанных отверстий в первом слое составляет от 0,05 мм3 до 11 мм3.
13. Лента по п. 9, в которой объем указанных отверстий в первом слое составляет по меньшей мере 0,25 мм3.
14. Лента по п. 9, в которой экструдированный полимерный материал содержит термопластичный эластомер, содержащий ТРЕ на основе сложного полиэфира.
15. Лента по п. 9, в которой полимерный материал содержит термопластичный эластомер, содержащий эластомер TPU.
16. Лента по п. 9, в которой полимерный материал содержит термопластичный эластомер, содержащий ТРЕ на основе нейлона.
17. Проницаемая лента для крепирования или структурирования полотна в процессе изготовления основанного на целлюлозе продукта, содержащая:
первый слой, выполненный из экструдированного полимерного материала и образующий первую поверхность ленты, причем первый слой
имеет множество проходящих через него отверстий, при этом первая поверхность (i) обеспечивает от 10% до 65% площади контакта и (ii) имеет плотность отверстий от 10/см2 до 80/см2; и по меньшей мере один равномерно поднятый непрерывный край, образованный вокруг по меньшей мере одного из указанного множества отверстий, и
второй слой, прикрепленный к первому слою и образующий вторую поверхность ленты, причем второй слой имеет множество проходящих через него отверстий.
18. Лента по п. 17, в которой первая поверхность (i) обеспечивает от 15% до 50% площади контакта и (ii) имеет плотность отверстий от 20/см2 до 60/см2.
19. Лента по п. 18, в которой первая поверхность (i) обеспечивает от 20% до 40% площади контакта и (ii) имеет плотность отверстий от 25/см2 до 35/см2.
20. Лента по п. 17, в которой первый слой представляет собой экструдированный полимерный слой, а второй слой представляет собой тканый материал.
21. Лента по п. 17, в которой первый слой представляет собой экструдированный монолитный слой, содержащий термопластичный эластомер, образованный из термопластичного эластомера, выбранного из: термопластичного эластомера на основе сложного полиэфира (ТРЕ), ТРЕ на основе нейлона и эластомерного термопластичного полиуретана (TPU).
22. Лента по п. 1, в которой первый слой прикреплен ко второму слою с использованием клея, теплового сплавления, ультразвуковой сварки или лазерной сварки.
23. Лента по п. 2, в которой первый слой представляет собой экструдированный монолитный слой, содержащий термопластичный эластомер, образованный из термопластичного эластомера, выбранного из термопластичного эластомера на основе сложного полиэфира (ТРЕ), ТРЕ на основе нейлона и эластомерного термопластичного полиуретана (TPU).
24. Лента по п. 2, в которой диаметр отверстий второго слоя составляет от 100 до 700 мкм.
25. Лента по п. 9, в которой первый слой прикреплен ко второму слою с использованием клея, теплового сплавления, ультразвуковой сварки или лазерной сварки.
26. Лента по п. 17, в которой первый слой прикреплен ко второму слою с использованием клея, теплового сплавления, ультразвуковой сварки или лазерной сварки.
27. Лента по п. 1, в которой указанные отверстия второго слоя вблизи границы раздела между первым слоем и вторым слоем имеют меньшую площадь поперечного сечения, чем указанные отверстия первого слоя вблизи границы раздела между первым слоем и вторым слоем.
28. Лента по п. 1, в которой указанные отверстия второго слоя вблизи границы раздела между первым слоем и вторым слоем имеют большую площадь поперечного сечения, чем указанные отверстия первого слоя вблизи границы раздела между первым слоем и вторым слоем.
29. Лента по п. 1, в которой указанные отверстия второго слоя вблизи границы раздела между первым слоем и вторым слоем имеет одинаковую площадь поперечного сечения с указанными отверстиями первого слоя вблизи границы раздела между первым слоем и вторым слоем.
30. Лента по п. 17, в которой указанные отверстия второго слоя вблизи границы раздела между первым слоем и вторым слоем имеют меньшую площадь поперечного сечения, чем указанные отверстия на поверхности первого слоя вблизи границы раздела между первым слоем и вторым слоем.
31. Лента по п. 17, в которой указанные отверстия второго слоя вблизи границы раздела между первым слоем и вторым слоем имеют большую площадь поперечного сечения, чем указанные отверстия на поверхности первого слоя вблизи границы раздела между первым слоем и вторым слоем.
32. Лента по п. 17, в которой указанные отверстия второго слоя вблизи границы раздела между первым слоем и вторым слоем имеют одинаковую площадь поперечного сечения с указанными отверстиями на поверхности первого слоя вблизи границы раздела между первым слоем и вторым слоем.
| US 5514523 A1, 07.05.1996 | |||
| US 20100186913 A1, 29.07.2010 | |||
| Устройство для передачи раската в рабочих клетях сортопрокатных станов Трио | 1957 |
|
SU140404A1 |
| МНОГОСЛОЙНАЯ ТЕКСТИЛЬНАЯ КРЕПИРУЮЩАЯ ТКАНЬ | 2007 |
|
RU2466234C2 |
| US 20110174456 A1, 21.07.2011. | |||

