1. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:
a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
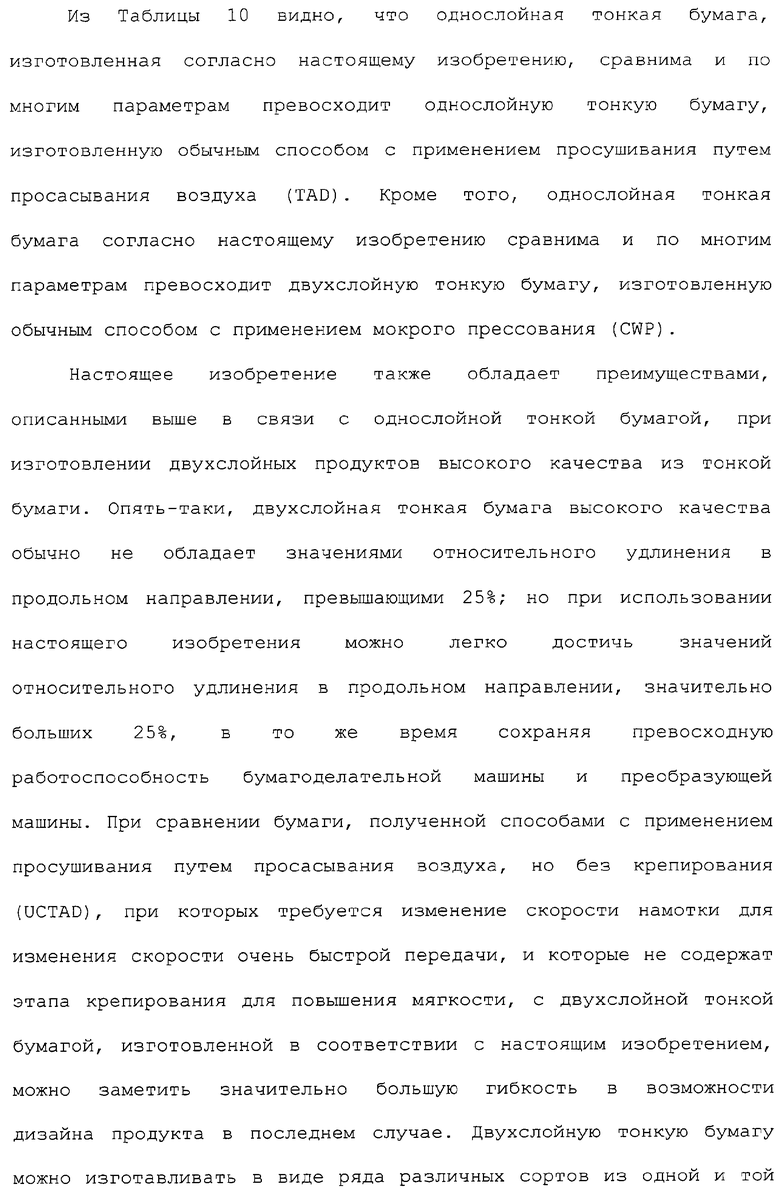
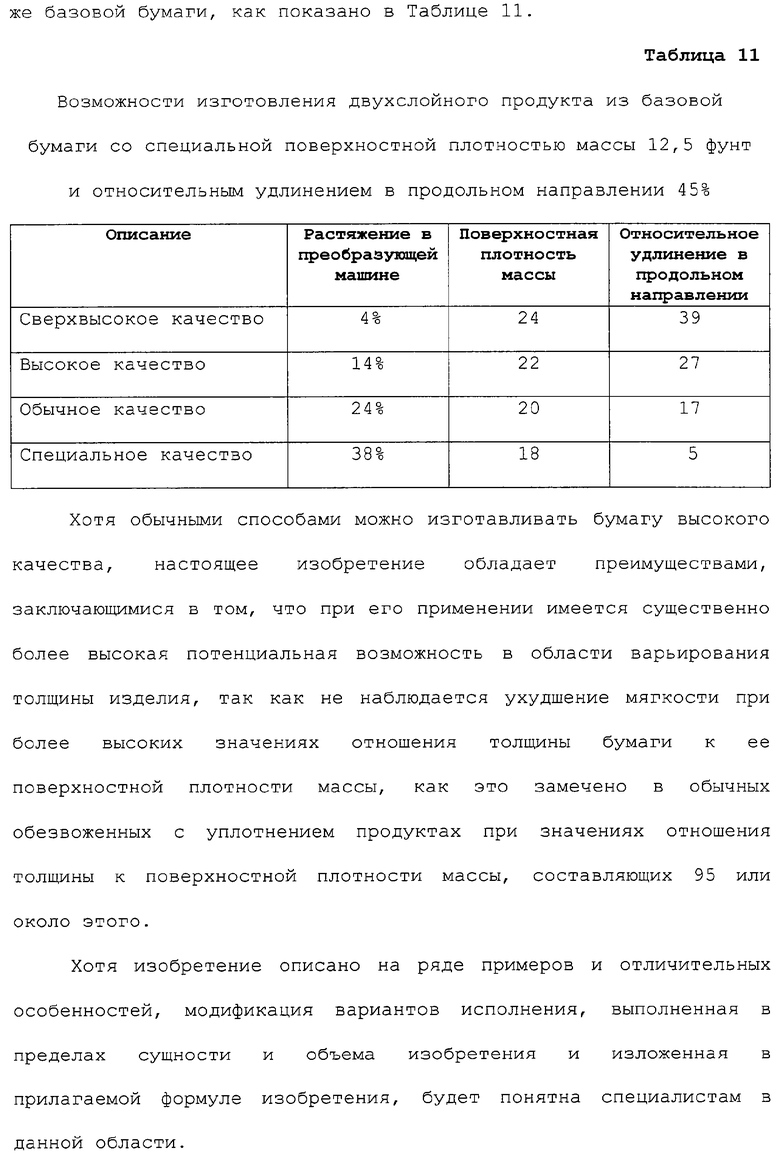
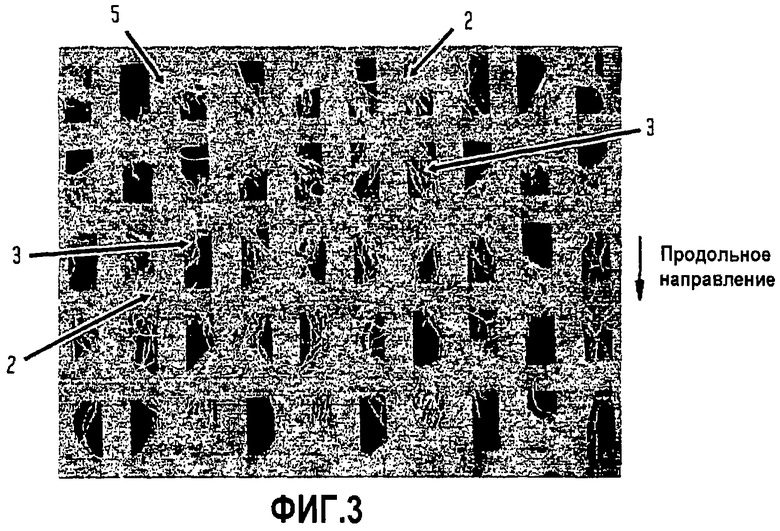
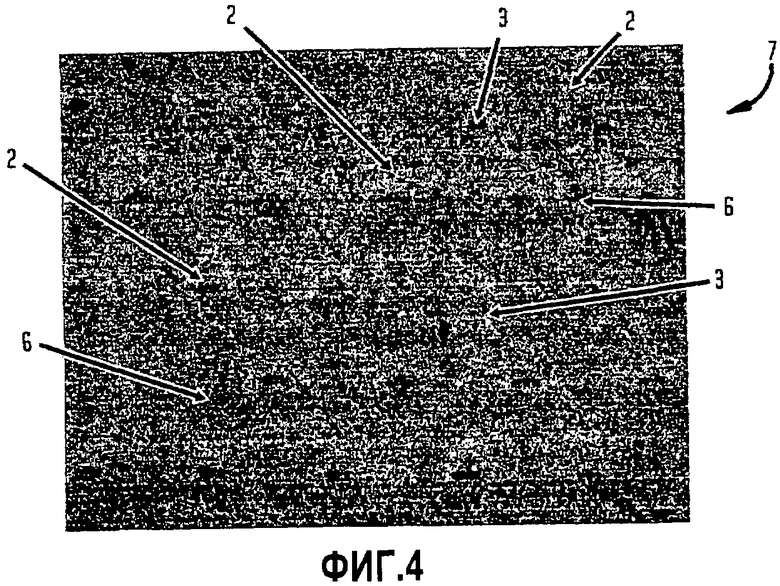
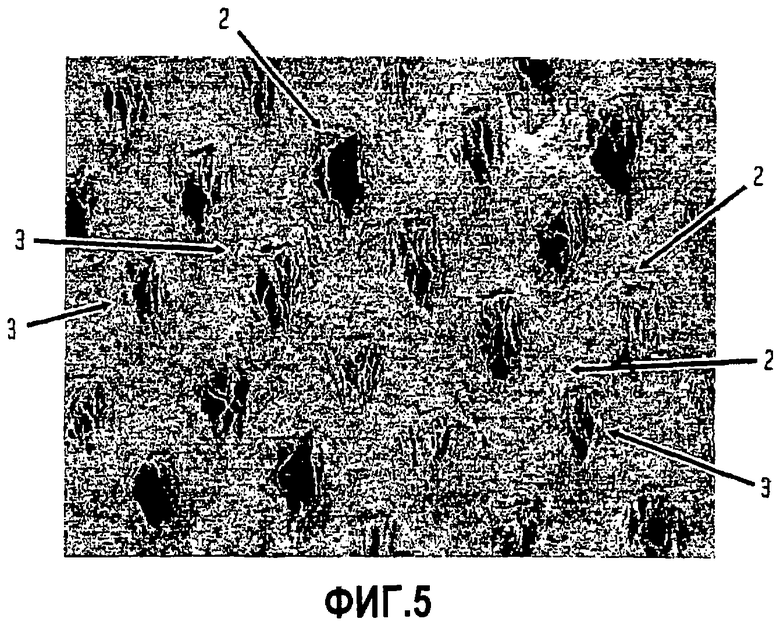
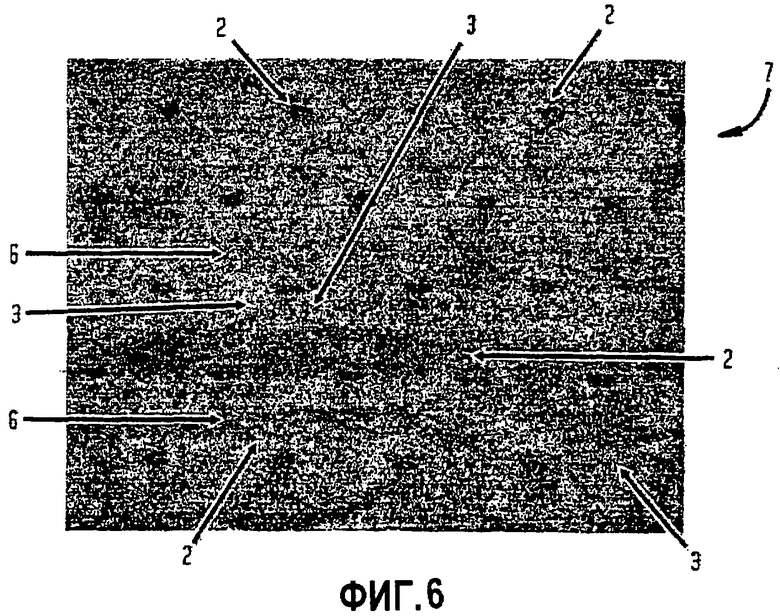
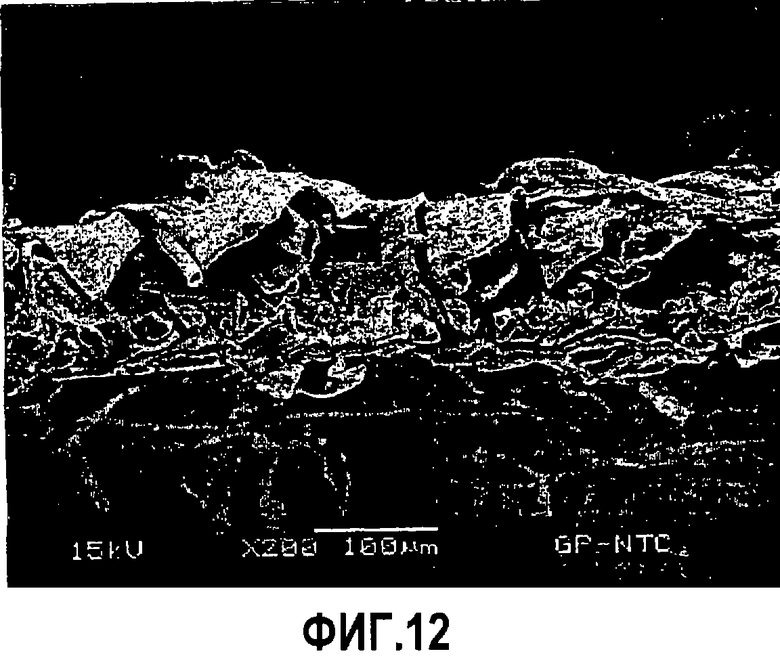
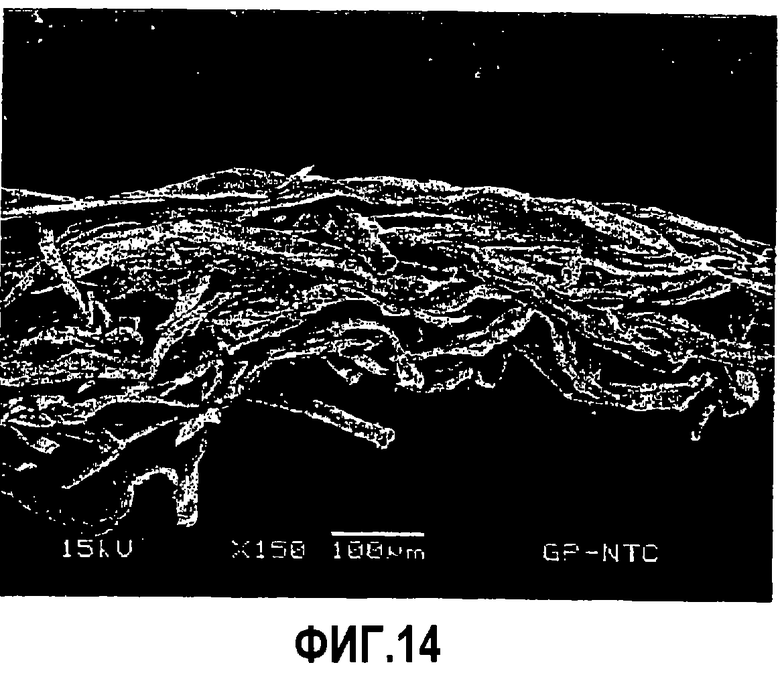
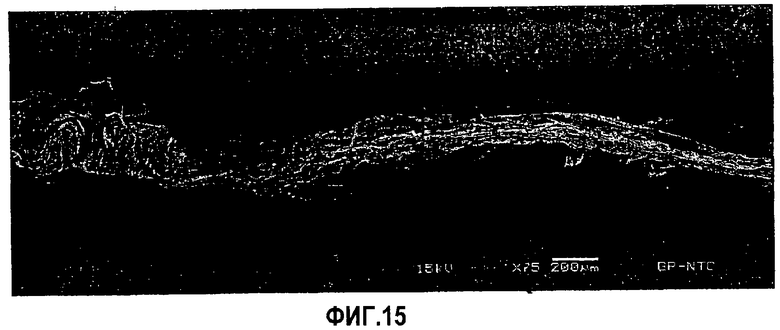
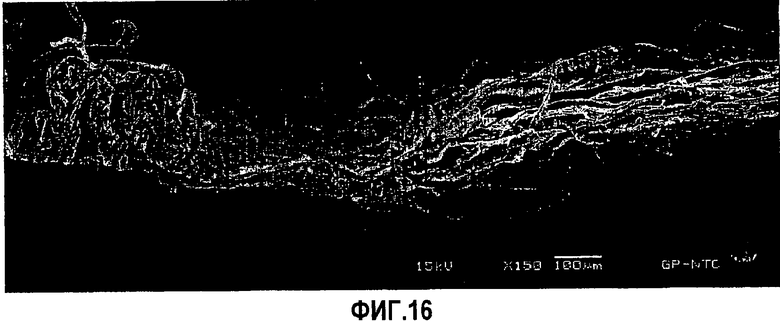
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы, включающих по меньшей мере (i) множество участков со скоплением нагроможденных волокон с большой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена к направлению между участками с нагроможденными волокнами; и
d) сушку полотна.
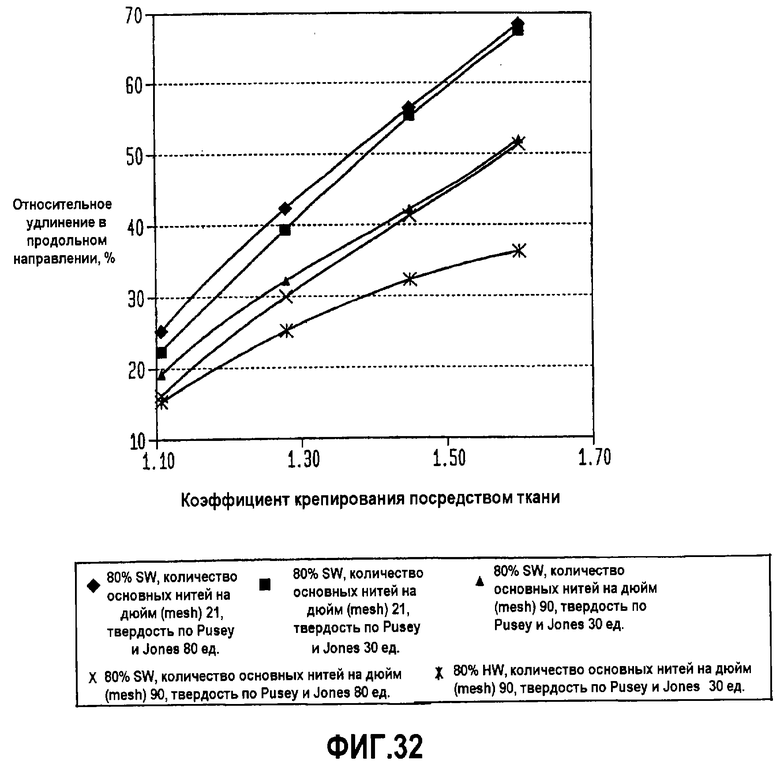
2. Способ по п.1, выполняемый при степени крепирования посредством транспортерной ленты, составляющей по меньшей мере около 20%.3. Способ по п.1, выполняемый при степени крепирования посредством транспортерной ленты, составляющей по меньшей мере около 40%.4. Способ по п.1, выполняемый при степени крепирования посредством транспортерной ленты, составляющей по меньшей мере около 60%.5. Способ по п.1, выполняемый при степени крепирования посредством транспортерной ленты, составляющей по меньшей мере около 80%.6. Способ по п.1, в котором полотно обладает относительным удлинением в поперечном направлении, составляющим около 5-20%.7. Способ по п.1, в котором полотно обладает относительным удлинением в поперечном направлении, составляющим около 5-10%.8. Способ по п.1, в котором полотно обладает относительным удлинением в поперечном направлении, составляющим около 6-8%.9. Способ по п.1, в котором полотно обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 15%.10. Способ по п.1, в котором полотно обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 30%.11. Способ по п.1, в котором полотно обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 55%.12. Способ по п.1, в котором полотно обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 75%.13. Способ по п.1, в котором полотно обладает отношением значений прочности на разрыв в продольном и поперечном направлениях, составляющим менее приблизительно 1,1.14. Способ по п.1, в котором полотно обладает отношением значений прочности на разрыв в продольном и поперечном направлениях, составляющим менее приблизительно 0,5-0,9.15. Способ по п.1, в котором полотно обладает отношением значений прочности на разрыв в продольном и поперечном направлениях, составляющим около 0,6-0,8.16. Способ по п.1, в котором полотно крепируют посредством транспортерной ленты при его концентрации массы около 35-55%.17. Способ по п.1, в котором полотно крепируют посредством транспортерной ленты при его концентрации массы около 40-50%.18. Способ по п.1, в котором давление в крепирующей зоне контакта составляет 7,14-14,28 кг/лин.см (40-80 фунт/лин.дюйм).19. Способ по п.1, в котором давление в крепирующей зоне контакта составляет 8,93-12,50 кг/лин.см (50-70 фунт/лин.дюйм).20. Способ по п.1, в котором крепирующую транспортерную ленту поддерживают в крепирующей зоне контакта посредством поддерживающего вала, твердость поверхности которого составляет около 20-120 ед. по шкале Пуссей и Джонса.21. Способ по п.1, в котором крепирующую транспортерную ленту поддерживают в крепирующей зоне контакта посредством поддерживающего вала, твердость поверхности которого составляет около 25-90 ед. по шкале Пуссей и Джонса.22. Способ по п.1, в котором крепирующая зона контакта составляет по меньшей мере около 1,587 мм.23. Способ по п.1, в котором крепирующая зона контакта составляет по меньшей мере около 3,175 мм.24. Способ по п.1, в котором крепирующая зона контакта составляет около 12,7-50,8 мм.25. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте;
d) сушку полотна;
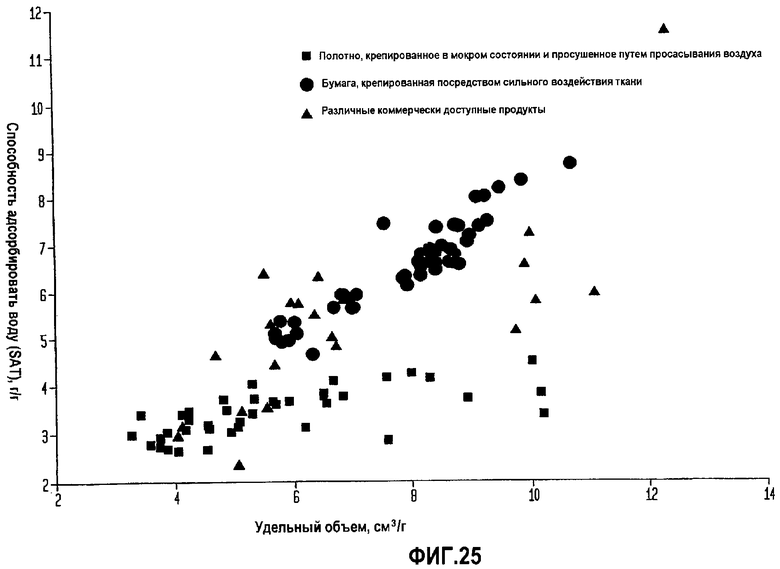
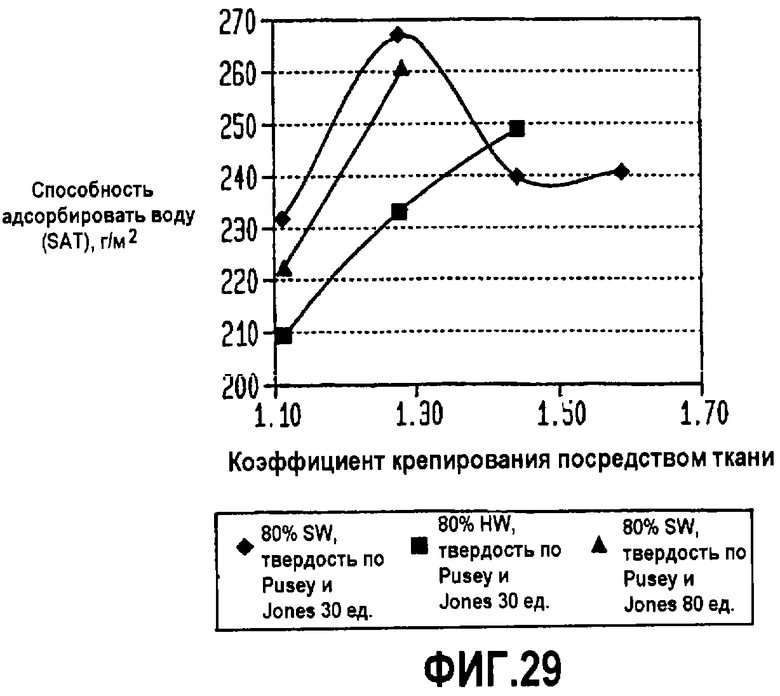
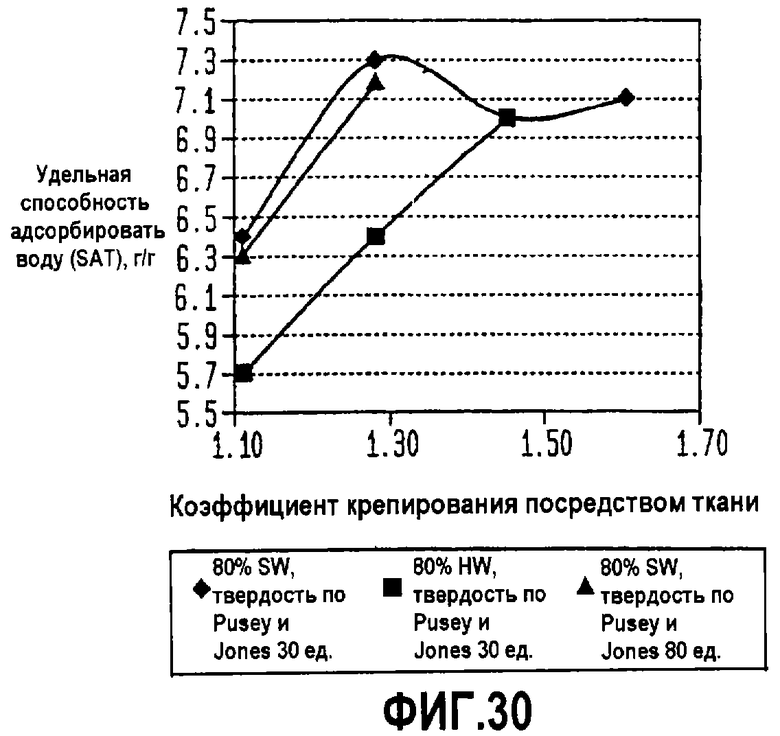
в котором полотно обладает абсорбирующей способностью, составляющей по меньшей мере 5 г/г.
26. Способ по п.25, в котором полотно обладает абсорбирующей способностью, составляющей по меньшей мере около 6 г/г.27. Способ по п.25, в котором полотно обладает абсорбирующей способностью, составляющей по меньшей мере около 7 г/г.28. Способ по п.25, в котором полотно обладает абсорбирующей способностью, составляющей по меньшей мере около 8 г/г.29. Способ изготовления крепированной посредством ткани абсорбирующей целлюлозной бумаги, включающий следующие этапы:a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна;
b) укладку обезвоженного полотна, на поверхность вращаемого передаточного цилиндра, вращаемого с первой скоростью так, чтобы скорость поверхности цилиндра составляла по меньшей мере 304,8 м/мин (1000 фут/мин);
c) крепирование посредством ткани полотна с передаточного цилиндра при концентрации массы полотна около 30-60% под сильным воздействием ткани в крепирующей зоне контакта, образованного между передаточным цилиндром и крепирующей тканью, перемещаемой со второй скоростью, меньшей скорости перемещения поверхности передаточного цилиндра, в котором полотно крепируют с поверхности цилиндра и переформовывают на крепирующей ткани;
d) сушку полотна;
при этом полотно обладает абсорбирующей способностью, составляющей по меньшей мере около 5 г/г, и относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%.
30. Способ по п.29, в котором скорость поверхности передаточного цилиндра составляет по меньшей мере около 609,6 м/мин (2000 фут/мин).31. Способ по п.29, в котором скорость поверхности передаточного цилиндра составляет по меньшей мере около 1219,2 м/мин (4000 фут/мин).32. Способ по п.29, в котором скорость поверхности передаточного цилиндра составляет по меньшей мере около 1828,8 м/мин (6000 фут/мин).33. Способ по п.29, в котором полотно обладает абсорбирующей способностью, составляющей около 5-12 г/г.34. Способ по п.29, в котором абсорбирующая способность полотна (г/г) составляет по меньшей мере около 0,7 удельного объема полотна (см3/г).35. Способ по п.29, в котором абсорбирующая способность полотна (г/г) составляет по меньшей мере около 0,75-0,9 удельного объема полотна (см3/г).36. Способ по п.29, в котором водная бумажная волокнистая композиция содержит полимер, прочный в мокром состоянии.37. Способ по п.29, в котором полимер, прочный в мокром состоянии, содержит полиамидэпихлоргидрин.38. Способ по п.29, в котором полотно обезвоживают до концентрации массы, составляющей по меньшей мере 10%, до укладки его на передаточной цилиндр.39. Способ по п.29, в котором полотно обезвоживают до концентрации массы, составляющей по меньшей мере около 20%, до укладки его на передаточной цилиндр.40. Способ по п.29, в котором полотно обезвоживают путем его мокрого прессования с помощью бумагоделательного сукна, при этом укладывая полотно на передаточной цилиндр.41. Способ по п.40, в котором этап мокрого прессования полотна с помощью бумагоделательного сукна при укладывании полотна на передаточный вал осуществляют в прессе с прессовой плитой.42. Способ по п.29, в котором передаточный вал является прессовым валом с прессовой плитой, и исходное полотно дополнительно обезвоживают путем мокрого прессования полотна при укладывании его при этом на передаточной цилиндр.43. Способ по п.29, дополнительно содержащий этапы: формования исходного полотна на формующей ткани; передачи исходного полотна на бумагоделательное сукно и обезвоживание полотна путем мокрого прессования его между бумагоделательным сукном и передаточным цилиндром.44. Способ по п.29, в котором крепирующая зона контакта ткани соответствует по меньшей мере двойному расстоянию между уточными нитями крепирующей ткани.45. Способ по п.29, в котором крепирующая зона контакта ткани соответствует по меньшей мере четырем расстояниям между уточными нитями крепирующей ткани.46. Способ по п.29, в котором крепирующая зона контакта ткани соответствует по меньшей мере десяти расстояниям между уточными нитями крепирующей ткани.47. Способ по п.29, в котором крепирующая зона контакта ткани, соответствует по меньшей мере двадцати расстояниям между уточными нитями крепирующей ткани.48. Способ по п.29, в котором крепирующая зона контакта ткани соответствует по меньшей мере сорока расстояниям между уточными нитями крепирующей ткани.49. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего в общем хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего в общем хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков с различной ориентацией волокон, включающих по меньшей мере (i) множество участков со скоплением волокон, имеющих ориентационный уклон в направлении, поперечном продольному направлению, взаимно соединенных посредством (ii) множества соединительных участков, в которых ориентационный уклон волокон смещен относительно ориентации волокон участков со скоплением волокон; и d) сушку полотна.
50. Способ по п.49, в котором множество участков со скоплением волокон и соединительных участков повторяются в виде регулярного рисунка взаимно соединенных участков по всему полотну, где ориентационные наклоны волокон участков со скоплением волокон и соединительных участков расположены в поперечном направлении друг к другу.51. Способ по п.49, в котором волокна участков со скоплением волокон по существу ориентированы в поперечном направлении.52. Способ по п.49, в котором множество участков со скоплением волокон обладает более высокой поверхностной плотностью массы, чем соединительные участки.53. Способ по п.49, в котором по меньшей мере часть соединительных участков состоит из волокон, по существу ориентированных в продольном направлении.54. Способ по п.49, в котором имеет место повторяющийся рисунок, включающий множество участков со скоплением волокон, первое множество соединительных участков, ориентация волокон в которых наклонена к продольному направлению, и второе множество соединительных участков, ориентация волокон в которых наклонена к продольному направлению, но смещена относительно ориентационного наклона первого множества соединительных участков.55. Способ по п.54, в котором волокна по меньшей мере одного множества соединительных участков по существу ориентированы в продольном направлении.56. Способ по п.49, в котором участки со скоплением волокон содержат множество U-образных складок, расположенных поперек продольного направления.57. Способ по п.49, в котором крепирующая лента представляет собой крепирующую ткань, снабженную поперечными пережимами, определяющими крепирующие поверхности, расположенные поперек продольного направления.58. Способ по п.57, в котором распределение участков со скоплением волокон соответствует расположению поперечных пережимов на крепирующей ткани.59. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту вводят в контакт с передаточной поверхностью на ширине зоны контакта посредством деформируемого крепирующего вала, где ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию с передаточной поверхности и перераспределялось на крепирующей ленте; и
d) сушку полотна.
60. Способ по п.59, в котором крепирующий вал снабжен деформируемым покрытием с толщиной, составляющей по меньшей мере 25% ширины зоны контакта.61. Способ по п.59, в котором крепирующий вал снабжен деформируемым покрытием с толщиной, составляющей по меньшей мере 50% ширины зоны контакта.62. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы, включающих по меньшей мере (i) множество участков со скоплением нагроможденных волокон с большой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена к направлению между участками с нагроможденными волокнами;
d) передачу полотна с крепирующей транспортерной ленты на сушильный цилиндр при концентрации массы полотна около 30-60%, где полотно приклеивают к сушильному цилиндру с помощью гигроскопичного, повторно смачиваемого связующего, приспособленного к прикреплению полотна к сушильному цилиндру;
e) сушку полотна на сушильном цилиндре;
f) крепирование полотна с сушильного цилиндра.
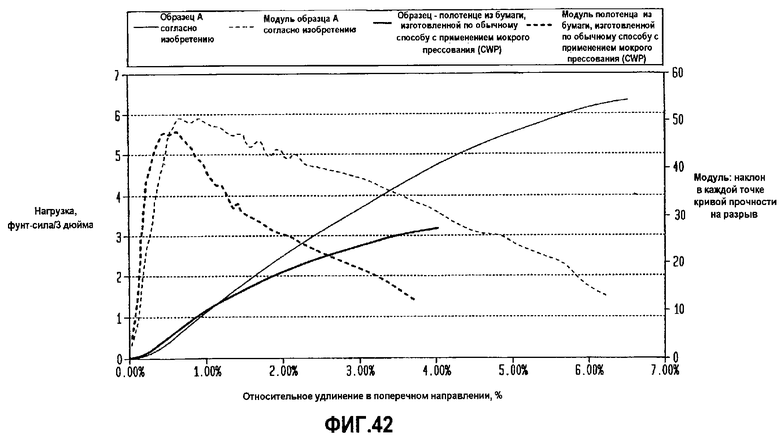
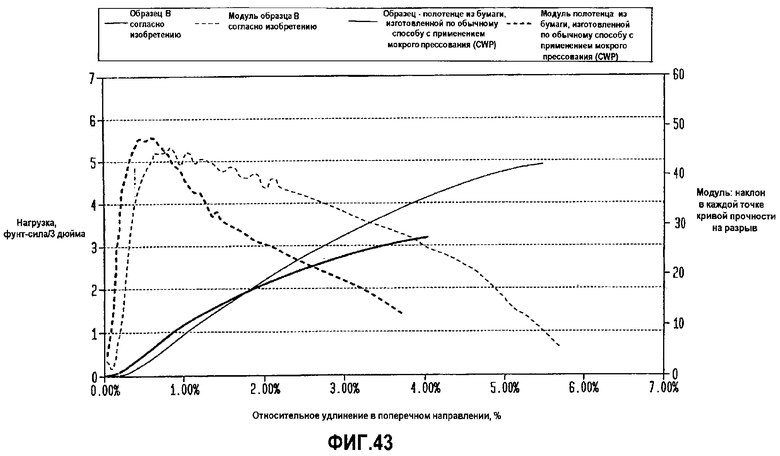
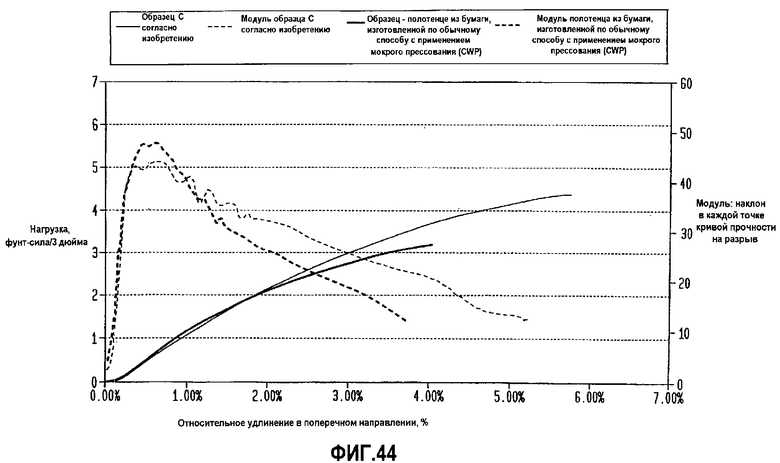
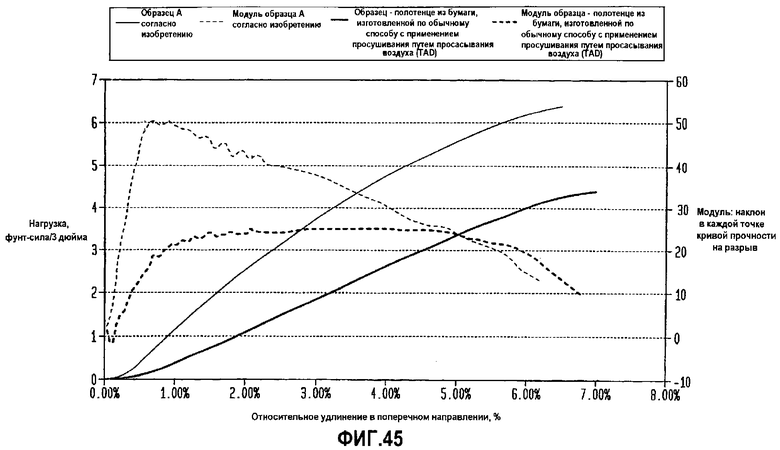
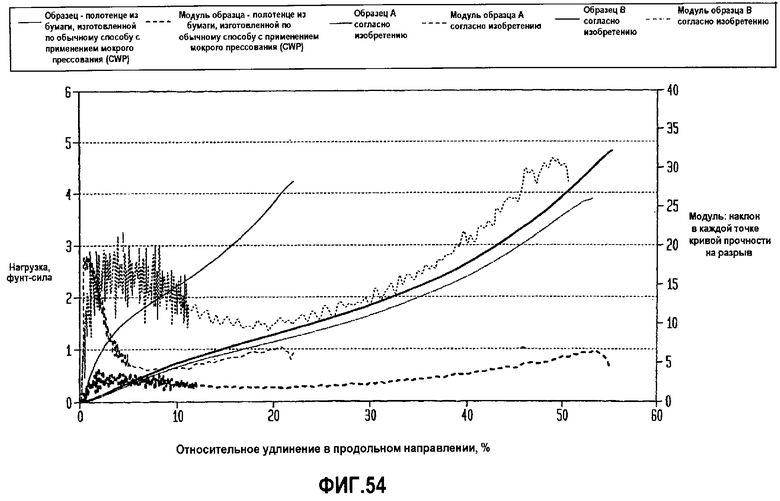
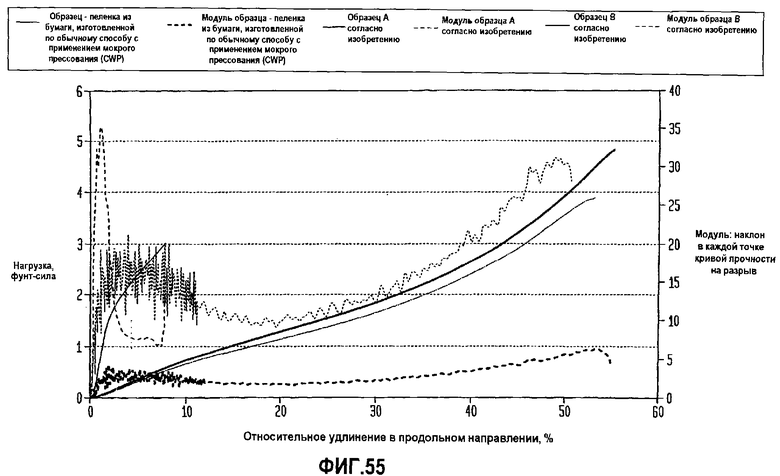
63. Способ по п.62, в котором полотно крепируют с передаточного цилиндра при концентрации массы полотна в диапазоне около 35-55%.64. Способ по п.62, в котором полотно крепируют с передаточного цилиндра при концентрации массы полотна в диапазоне около 40-50%.65. Способ по п.62, в котором связующее является по существу несшивающимся связующим.66. Способ по п.62, в котором крепирующее связующее содержит поливиниловый спирт.67. Способ по п.62, в котором крепирующее связующее содержит около 10-90%-ного поливинилового спирта из расчета содержания полимеров в связующем.68. Способ по п.62, в котором крепирующее связующее содержит поливиниловый спирт и по меньшей мере второй полимер и в котором массовое отношение поливинилового спирта к суммарной массе поливинилового спирта и второго полимера составляет по меньшей мере около 3:4.69. Способ по п.62, в котором крепирующее связующее содержит поливиниловый спирт и по меньшей мере второй полимер, в котором массовое отношение поливинилового спирта к суммарной массе поливинилового спирта и второго полимера составляет по меньшей мере около 5:6.70. Способ по п.62, в котором крепирующее связующее содержит поливиниловый спирт и по меньшей мере второй полимер и в котором массовое отношение поливинилового спирта к суммарной массе поливинилового спирта и второго полимера составляет по меньшей мере около 5:6 и самое большое около 7:8.71. Способ по п.62, в котором упомянутое крепирующее связующее состоит по существу из поливинилового спирта и амидного полимера, опционно включая один или более модификаторов.72. Способ по п.62, в котором крепирующее связующее включает модификатор, содержащий четвертичный аммониевый комплекс с по меньшей мере одним нециклическим амидом.73. Способ по п.62, осуществляемый при скорости производственной линии, составляющей по меньшей мере около 304,8 м/мин (1000 фут/мин).74. Способ по п.62, осуществляемый при скорости производственной линии, составляющей по меньшей мере около 609,6 м/мин (2000 фут/мин).75. Способ по п.62, осуществляемый при скорости производственной линии, составляющей по меньшей мере около 914,4 м/мин (3000 фут/мин).76. Способ по п.62, осуществляемый при скорости производственной линии, составляющей по меньшей мере около 1524 м/мин (5000 фут/мин).77. Способ по п.62, в котором этап сушки полотна на сушильном цилиндре включает сушку полотна ударным воздействием высокоскоростными потоками нагретого воздуха в сушильном кожухе вокруг сушильного цилиндра.78. Способ по п.77, в котором скорость ударных потоков воздуха составляет около 4571,9-9143,8 м/мин (15000-30000 фут/мин).79. Способ по п.78, в котором на сушильной машине «Янки» сушку полотна осуществляют с производительностью около 20-50 фунтов воды/кв.фут-ч.80. Способ по п.62, в котором полотно обезвоживают до концентрации массы по меньшей мере 10% перед укладкой его на передаточную поверхность.81. Способ по п.62, в котором полотно обезвоживают до концентрации массы по меньшей мере 30% перед укладкой его на передаточную поверхность.82. Способ по п.62, в котором полотно обезвоживают путем мокрого прессования посредством бумагоделательного сукна во время укладывания полотна на передаточной цилиндр.83. Способ по п.82, в котором этап мокрого прессования полотна посредством бумагоделательного сукна во время укладывания полотна на передаточную поверхность производят, используя пресс с прессовой плитой.84. Способ по п.62, в котором передаточный вал является прессовым валом с прессовой плитой, и частично обезвоженное полотно обезвоживают путем мокрого прессования полотна во время укладки его на передаточный вал.85. Способ по п.62, осуществляемый при суммарной степени крепирования, составляющей по меньшей мере около 20%.86. Способ по п.62, осуществляемый при суммарной степени крепирования, составляющей по меньшей мере около 40%.87. Способ по п.62, осуществляемый при суммарной степени крепирования, составляющей по меньшей мере около 50%.88. Способ по п.62, осуществляемый при суммарной степени крепирования, составляющей по меньшей мере около 60%.89. Способ по п.62, осуществляемый при суммарной степени крепирования, составляющей по меньшей мере около 80%.90. Полотно из целлюлозного волокна, содержащее: (i) множество участков нагроможденных скоплений волокон, обладающих относительно высокой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена вдоль направления между участками с нагроможденными волокнами, взаимно соединенных таким образом.91. Полотно из целлюлозного волокна по п.90, дополнительно включающее множество покровных участков волокон, перекрывающих пролеты между участками нагроможденных волокон полотна и соединительными участками полотна так, что полотно имеет по существу непрерывные поверхности.92. Полотно из целлюлозного волокна по п.90, обладающее абсорбирующей способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%, и отношением прочности на разрыв в продольном и поперечном направлениях, составляющим менее приблизительно 1,1, в котором бумага обладает максимальным модулем в поперечном направлении при относительном удлинении в поперечном направлении, составляющем менее 1%, и сохраняет модуль в поперечном направлении, составляющий по меньшей мере 50% его максимального модуля в поперечном направлении, до относительного удлинения в поперечном направлении, составляющего по меньшей мере 4%.93. Полотно из целлюлозного волокна по п.90, в котором абсорбирующее полотно сохраняет модуль в поперечном направлении, составляющий по меньшей мере 75% его пикового значения модуля в поперечном направлении, до относительного удлинения в поперечном направлении, составляющего 2%.94. Полотно из целлюлозного волокна по п.90, обладающее абсорбирующей способностью, составляющей около 5-12 г/г.95. Полотно из целлюлозного волокна по п.90, в котором полотно имеет рыхлую сетчатую структуру.96. Полотно по п.95, пропитанное полимерным веществом.97. Полотно по п.96, в котором полимерное вещество является отвержденным полимерным веществом.98. Абсорбирующая бумага, изготовленная из бумажной волокнистой композиции, обладающая абсорбирующей способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%, и отношением прочности на разрыв в продольном и поперечном направлениях, составляющим менее приблизительно 1,1, причем бумага обладает максимальным модулем в поперечном направлении при относительном удлинении в поперечном направлении, составляющим менее 1%, и сохраняет модуль в поперечном направлении, составляющий по меньшей мере 50% его максимального значения модуля в поперечном направлении до относительного удлинения в поперечном направлении, составляющего по меньшей мере 4%.99. Абсорбирующая бумага по п.98, сохраняющая модуль в поперечном направлении, составляющий по меньшей мере 75% его пикового значения модуля в поперечном направлении, до относительного удлинения в поперечном направлении, составляющего 2%.100. Абсорбирующая бумага по п.98, обладающая абсорбирующей способностью, составляющей около 5-12 г/г.101. Абсорбирующая бумага по п.98, обладающая абсорбирующей способностью (г/г), составляющей по меньшей мере около 0,7 удельного объема полотна (см3/г).102. Абсорбирующая бумага по п.98, обладающая абсорбирующей способностью (г/г), составляющей по меньшей мере около 0,75-0,9 удельного объема полотна (см3/г).103. Абсорбирующая бумага по п.98, обладающая относительным удлинением в поперечном направлении, составляющим около 5-20%.104. Абсорбирующая бумага по п.98, обладающая относительным удлинением в поперечном направлении, составляющим около 5-10%.105. Абсорбирующая бумага по п.98, обладающая относительным удлинением в поперечном направлении, составляющим около 6-8%.106. Абсорбирующая бумага по п.98, обладающая относительным удлинением в продольном направлении, составляющим по меньшей мере около 40%.107. Абсорбирующая бумага по п.98, обладающая относительным удлинением в продольном направлении, составляющим по меньшей мере около 50%.108. Абсорбирующая бумага по п.98, обладающая относительным удлинением в продольном направлении, составляющим по меньшей мере около 70%.109. Абсорбирующая бумага по п.98, обладающая отношением прочности на разрыв в продольном и поперечном направлениях в сухом состоянии, составляющим около 0,5-0,9.110. Абсорбирующая бумага по п.98, обладающая отношением прочности на разрыв в продольном и поперечном направлениях в сухом состоянии, составляющим около 0,6-0,8.111. Абсорбирующая бумага, изготовленная из бумажной волокнистой композиции, обладающая абсорбирующей способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%, относительным удлинением в продольном направлении, составляющим по меньшей мере около 15%, и отношением прочности на разрыв в продольном и поперечном направлениях, составляющим менее приблизительно 1,1.112. Абсорбирующая бумага, изготовленная из бумажной волокнистой композиции, обладающая абсорбирующей способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%, и модулем разрыва в продольном направлении, более высоким, чем его исходный модуль в продольном направлении.113. Абсорбирующая бумага по п.112, обладающая модулем разрыва в продольном направлении, который по меньшей мере приблизительно в 1,5 раза больше его исходного модуля в продольном направлении.114. Абсорбирующая бумага по п.112, обладающая модулем разрыва в продольном направлении, который по меньшей мере приблизительно в 2 раза больше его исходного модуля в продольном направлении.115. Абсорбирующая бумага по п.112, обладающая абсорбирующей способностью, составляющей около 5-12 г/г.116. Абсорбирующая бумага по п.112, обладающая абсорбирующей способностью (г/г), составляющей по меньшей мере около 0,7 удельного объема полотна (см3/г).117. Абсорбирующая бумага по п.112, обладающая абсорбирующей способностью (г/г), составляющей по меньшей мере около 0,75-0,9 удельного объема полотна (см3/г).118. Абсорбирующая бумага по п.112, обладающая относительным удлинением в поперечном направлении, составляющим около 5-20%.119. Абсорбирующая бумага по п.112, обладающая относительным удлинением в поперечном направлении, составляющим около 5-10%.120. Абсорбирующая бумага по п.112, обладающая относительным удлинением в поперечном направлении, составляющим около 6-8%.121. Абсорбирующая бумага по п.112, обладающая отношением прочности на разрыв в продольном и поперечном направлениях в сухом состоянии, составляющим около 0,5-0,9.122. Абсорбирующая бумага по п.112, обладающая отношением прочности на разрыв в продольном и поперечном направлениях в сухом состоянии, составляющим около 0,6-0,8.123. Способ изготовления однослойной тонкой бумаги, включающий следующие этапы:a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, давление в зоне контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы, включающих по меньшей мере: (i) множество участков со скоплением нагроможденных волокон с большой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена к направлению между участками с нагроможденными волокнами; и (iii) в котором коэффициент крепирования посредством ткани превышает приблизительно 25%;
d) сушку полотна для получения базовой бумаги, обладающей относительным удлинением в продольном направлении, превышающим приблизительно 25% и характерной поверхностной плотностью массы;
e) преобразование базовой бумаги в однослойное тонкое бумажное изделие, обладающее поверхностной плотностью массы, меньшей той, которой обладала базовая бумага до преобразования, и относительным удлинением в продольном направлении, меньшим относительного удлинения в продольном направлении базовой бумаги до преобразования.
124. Способ по п.123, в котором базовая бумага обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 30%.125. Способ по п.123, в котором базовая бумага обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 40%.126. Способ по п.125, в котором однослойное тонкое бумажное изделие обладает относительным удлинением в продольном направлении, составляющим менее 30%.127. Способ по п.125, в котором однослойное тонкое бумажное изделие обладает относительным удлинением в продольном направлении, составляющим менее 20%.128. Способ по п.123, в котором изделие подвергают каландрированию.129. Способ по п.123, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет более приблизительно 95.130. Способ по п.123, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет от более приблизительно 95 до приблизительно 120.131. Способ по п.123, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет более приблизительно 120.132. Способ изготовления многослойной тонкой бумаги, включающий следующие этапы:a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы, включающих по меньшей мере: (i) множество участков со скоплением нагроможденных волокон с большой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена к направлению между участками с нагроможденными волокнами; и (iii) в котором коэффициент крепирования посредством ткани превышает приблизительно 25%;
d) сушку полотна для получения базовой бумаги, обладающей относительным удлинением в продольном направлении, превышающим приблизительно 25% и характерной поверхностной плотностью массы;
e) преобразование базовой бумаги в многослойное изделие из тонкой бумаги, содержащий n слоев, изготовленных из базовой бумаги, где n равно 2 или 3, обладающий относительным удлинением в продольном направлении, меньшим относительного удлинения в продольном направлении базовой бумаги.
133. Способ по п.132, в котором многослойное изделие из тонкой бумаги обладает поверхностной плотностью массы, меньшей n поверхностных плотностей массы базовой бумаги.134. Способ по п.132, в котором n=2, так что изделие из тонкой бумаги является двухслойным продуктом из тонкой бумаги.135. Способ по п.132, в котором базовая бумага обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 30%.136. Способ по п.132, в котором базовая бумага обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 40%.137. Способ по п.136, в котором многослойное изделие из тонкой бумаги обладает относительным удлинением в продольном направлении, составляющим меньше 30%.138. Способ по п.136, в котором многослойное изделие из тонкой бумаги обладает относительным удлинением в продольном направлении, составляющим меньше 20%.139. Способ по п.132, в котором изделие подвергают каландрированию.140. Способ по п.132, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет более приблизительно 95.141. Способ по п.132, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет более приблизительно 95 и доходит приблизительно до 120.142. Способ по п.132, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет более приблизительно 120.143. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:a) напуск бумажной волокнистой композиции на сукно бумагоделательной машины, находящееся в контакте с формующим валом с вакуумом;
b) по меньшей мере частичное обезвоживание бумажной волокнистой композиции путем использования вакуума со стороны формующего вала к бумагоделательному сукну для формования исходного полотна, обладающего в общем хаотическим распределением волокна бумажной волокнистой композиции;
c) обезвоживание с уплотнением исходного полотна, обладающего в общем хаотическим распределением волокна бумажной волокнистой композиции;
d) укладку обезвоженного полотна, обладающего в общем хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
e) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы, включающих по меньшей мере: (i) множество участков со скоплением нагроможденных волокон с большой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена вдоль направления между участками с нагроможденными волокнами; и
f) сушку полотна.
144. Способ по п.143, осуществляемый на бумагоделательной машине, содержащей три ткани.145. Способ по п.144, в котором этап сушки полотна содержит процесс подачи полотна в сушильную машину «Янки».146. Способ по п.145, в котором этап подачи полотна в сушильную машину «Янки» включает использование связующего, содержащего поливиниловый спирт.147. Способ по п.143, в котором бумагоделательное сукно отклонено вверх.148. Способ по п.143, в котором прижимание бумагоделательного сукна к формующему валу осуществляют посредством прессового вала.149. Способ по п.148, в котором твердость поверхности прессового вала составляет около 20-120 ед. по шкале Пуссей и Джонса.150. Способ по п.148, в котором твердость поверхности прессового вала составляет около 25-90 ед. по шкале Пуссей и Джонса.