Настоящее изобретение в общем случае относится к впитывающим изделиям, изготовленным из целлюлозного волокна. Более конкретно, изобретение относится к многослойному впитывающему полотенцу, санитарно-гигиенической бумаге и т.п., снабженным впитывающим внутренним слоем с локальными колебаниями базового веса бумаги, включающим в себя области, обедненные волокнами, упоминаемые здесь как клетки. В отношении впитываемой жидкости продукты по изобретению обладают восприимчивостью, подобной губке.
Уровень техники
Способы изготовления санитарно-гигиенической бумаги, полотенца и т.п. хорошо известны, включая различные особенности, такие как лощение, сквозная сушка, крепирование материала, сухое крепирование, мокрое крепирование и тому подобное. Традиционные способы мокрого прессования (CWP) имеют определенные преимущества перед традиционными способами сквозной сушки горячим воздухом (TAD), включая: (1) более низкие затраты энергии, связанные с механическим удалением воды, вместо транспирационной сушки горячим воздухом и (2) более высокие производительности, которые более легко достигаются с помощью способов, в которых для формования полотна применяется мокрое прессование. С другой стороны, способы сквозной сушки горячим воздухом становятся предпочтительным способом для новых капиталовложений, в частности для производства мягких пухлых продуктов, таких как санитарно-гигиеническая бумага и полотенца высшего качества.
В качестве средства воздействия на свойства продукта применительно к способам изготовления бумаги, которые включают в себя механическое или уплотнительное обезвоживание бумажного полотна, также было применено крепирование материала. См. патенты США №№ 4689119 и 4551199 (автор Weldon); 4849054 и 4834838 (автор Klowak) и 6287426 (автор Edwards и др.). Операция крепирования материала осложнена трудностями, связанными с эффективным переносом полотна высокой или средней консистенции в сушильный барабан. Упомянем также патент США № 6350349 (автор Hermans и др.), в котором описан перенос мокрого полотна с вращающейся поверхности переноса на материал. Дополнительные патенты, относящиеся к крепированию материала путем его прохождения через фиксированный зазор (гэп-формера) или очень быстрого перемещения,- операции, известные в данной области, включают в себя следующие патенты США №№ 4834838; 4482429; 4445638, а также патент 4440597 (авторы Wells и др.).
Что касается способов изготовления бумаги, в качестве средства для получения текстуры и пухлости также применялось формование материала. В связи с этим в патенте США № 6610173 (автор Lindsay и др.) представлен способ тиснения бумажного полотна во время процесса мокрого прессования, который приводит к асимметричным выпячиваниям материла, соответствующим деформирующим каналам деформирующего элемента. В патенте № 6610173 сообщается, что перенос при разности скоростей во время процесса прессования способствует улучшению формования и тиснения полотна с помощью деформирующего элемента. Сообщается о получении полотен санитарно-гигиенической бумаги с характерными наборами физических и геометрических характеристик, таких как сетка с уплотненным рисунком и повторяющийся рисунок выпячиваний с асимметричными структурами. Что касается мокрого способа формования полотна с применением текстурированных материалов, см. также следующие патенты США №№ 6017417 и 5672248 (автор того и другого Wendt и др.); 5508818 и 5510002 (автор Hermans и др.) и 4637859 (автор Trokhan). Что касается применения материалов, применяемых для придания текстуры преимущественно сухому листу, см. патент США № 6585855 (автор Drew и др.), а также патентную публикацию США № US 2003/00064.
Структуры с локальными колебаниями базового веса также известны в области изготовления бумаги. О таких структурах сообщалось в связи с сохранением волокна и получением зон повышенной впитываемости. Например, в патенте США № 6136146 (автор Phan и др.), озаглавленном «Non-through Air Dried Paper Web Having Different Basis Весs and Densities», описано бумажное полотно, включающее в себя, по меньшей мере, две области, отличающиеся по плотности, и две области, отличающиеся по базовому весу бумаги. Бумажное полотно включает в себя область в виде непрерывной сетки с относительно высоким базовым весом и множество дискретных областей с относительно низким базовым весом, распределенных на всем протяжении области в виде непрерывной сетки с относительно высоким базовым весом, и множество дискретных областей со средним базовым весом, ограниченных областями с относительно низким базовым весом.
В патенте США № 5503715 (автор Trokhan и др.), озаглавленном «Method and Apparatus for making Cellulosic Fibrous Structures By Selectively Obturated Drainage and Cellulosic Fibrous Structures Produced Thereby», также описано целлюлозное полотно с областями, отличающимися базовым весом. Такая структура представляет собой бумагу, обладающую фактически непрерывной сеткой с высоким базовым весом и дискретными областями с низким базовым весом, сформированную с помощью формующей ленты, имеющей зоны с различными сопротивлениями потоку. Базовый вес области бумаги обычно обратно пропорционален сопротивлению потоку в зоне формующей ленты, на которой формуется полотно.
В патенте США № 4942077 (автор Wendt и др.), озаглавленном «Tissue Webs Having Irregular Pattern of Densified Areas», описаны крепированные полотна санитарно-гигиенической бумаги, имеющие, по меньшей мере, в отдельных уплотненных зонах, содержащих более высокие массовые концентрации волокна, рисунок в виде пунктирной линии вдоль машинного направления бумаги.
Двухслойные и трехслойные впитывающие продукты описаны в следующих публикациях: патент США № 6746558 (автор Hoeft и др.), озаглавленный «Absorbent Paper Product of Least Three Plies and Method of Manufacture», патент США № 5215617 (автор Grupe), озаглавленный «Method for making Plied Towels», и патент США № 4803032 (автор Shultz), озаглавленный «Method of Spot Embossing a Fibrous Sheet».
Известно, что способ тиснения/фиксирования складок (крепирования) при производстве полотенец обеспечивает пустоты между двумя фиксированными слоями, удерживающие воду, которая впитывается на всем протяжении бумажного листа. Что касается бумажных листов, изготовленных CWP-способами, такие пустоты получаются при фиксации двух листов, которые сушат в горизонтальном положении и затем подвергают сухому крепированию. Намокание такого типа полотенец приводит к их растягиванию и затем разрушению по мере их возвращения в сухие состояния. Следовательно, действительно высокие эксплуатационные свойства полотенец можно создавать с помощью TAD-способа, при котором лист сушится в отформованном состоянии (материала). При намокании полотенца, полученные по TAD-способу, могут фактически растягиваться, увеличивая свою водоудерживающую способность и визуальное восприятие более высоких эксплуатационных свойств, которые подобны свойствам сухой губки.
Согласно настоящему изобретению впитывающие продукты, которые подобно губке обладают восприимчивостью к впитываемой жидкости, получаются без необходимости проведения сквозной сушки.
Сущность изобретения
В настоящем изобретении с успехом используется полотно крепированного материала, где полотно можно отжимать и затем перераспределять волокно на крепирующей ленте или материале, так чтобы оно обладало локальными колебаниями базового веса, которые сохраняются при намокании полотна. Для получения действительно высоких эксплуатационных свойств в виде впитывающей способности уникальная структура расположена внутри многослойного продукта.
Таким образом, согласно настоящему изобретению получают многослойный впитывающий лист из целлюлозного волокна, снабженный сплошными наружными поверхностями и внутренним впитывающим слоем, расположенным между наружными поверхностями; внутренний впитывающий слой включает в себя нетканую сетку из волокна, содержащую: (i) множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством (ii) множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между областями с хохолком, соединенными с их помощью, и (iii) множество клеток, обедненных волокнами, между обогащенными волокнами и соединяющими областями, также характеризующихся локальным базовым весом, более низким, чем у обогащенных волокнами областей. Лист может представлять собой двухслойный лист или трехслойный лист. В некоторых случаях нетканая сетка внутреннего слоя представляет собой открытую ячеистую структуру, определяемую множеством клеточек с областями, обедненными волокнами, где, например, пустоты в клетках имеют средний поперечный размер приблизительно от 10 до приблизительно 2500 микрон или где пустые клетки или пустоты имеют средний поперечный размер приблизительно от 50 до приблизительно 500 микрон. Клетки не должны быть лишены волокон, в таком случае поперечный размер клетки описывается границей, определяемой областями с хохолком и соединяющими областями, которые могут иметь поперечный размер приблизительно от 50 до приблизительно 2500 микрон и, предпочтительно, приблизительно от 100 до приблизительно 500 микрон. В таких случаях клетки, обедненные волокнами, содержат множество покровных областей из волокна, связывающего области с хохолком с соседними областями с хохолком и соединяющие области с соседними соединяющими областями.
Кроме того, другими особенностями изобретения, которые могут характеризовать многослойный продукт в различных вариантах осуществления изобретения, являются: пухлость, по меньшей мере, приблизительно 6 куб.см/г; пухлость, по меньшей мере, приблизительно 7,5 куб.см/г; пухлость, по меньшей мере, приблизительно 10 куб.см/г; пухлость, по меньшей мере, приблизительно 15 куб.см/г; впитывающая способность, по меньшей мере, 5 г/г; впитывающая способность, по меньшей мере, приблизительно 7 г/г; впитывающая способность, по меньшей мере, приблизительно 9 г/г; впитывающая способность, по меньшей мере, приблизительно 11 г/г; впитывающая способность, по меньшей мере, приблизительно 13 г/г; объемная доля пустот приблизительно от 0,7 до приблизительно 0,9; объемная доля пустот приблизительно от 0,75 до приблизительно 0,85; степень восстановления формы после намокания, по меньшей мере, приблизительно 0,6; степень восстановления формы после намокания, по меньшей мере, приблизительно 0,65 и/или степень восстановления формы после намокания приблизительно от 0,6 до приблизительно 0,8.
В еще одном аспекте изобретения получают трехслойный впитывающий лист, содержащий:
a) первый наружный слой из целлюлозного листа с практически сплошной поверхностью;
b) второй наружный слой из целлюлозного листа с практически сплошной поверхностью;
c) внутренний впитывающий слой, помещенный посередине между наружными слоями, фактически состоящий из нетканой волокнистой сетки из целлюлозного волокна, содержащий: (i) множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством (ii) множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между клетками с хохолком, соединенными с их помощью, и (iii) множество клеток, обедненных волокнами, между областями, обогащенными волокнами и соединяющими областями, также характеризующихся локальным базовым весом бумаги, более низкой, чем у обогащенных волокнами областей.
Применяя способ, описанный в одновременно рассматриваемой патентной заявке США № 10/679,862, озаглавленной «Fabric Crepe Process for Making Absorbent Sheet» (Attorney Docket No.2389; GP-02-12, описание которой включено здесь в полном объеме путем ссылки), можно соединять вместе два слоя полотенечного основного листа с высокими эксплуатационными свойствами, применяя традиционную технологию обработки, для выпуска продукта, обладающего эксплуатационными свойствами, подобными TAD-способу. Однако, несмотря на то, что такие полотенца могут составить конкуренцию на потребительском и техническом уровне, полотенца по TAD-способу обладают более высокой водоудерживающей способностью при заданном базовом весе и растяжении. Один из путей преодоления такого недостатка - переход к 3-слойной структуре. Вместо объединения трех слоев одинаковой подструктуры один из слоев изготавливают с совершенно другим набором параметров крепирования. Например, центральный слой полотенца можно изготавливать в виде не непрерывной структуры подобно представленной здесь структуре. Для значительного улучшения водоудерживающей способности путем выбора подходящего базового веса и степени крепирования материала можно получать необходимую степень пористости структуры центрального слоя. Поскольку такой центральный слой можно изготавливать с более низким базовым весом по сравнению с наружными слоями, общая масса полотенца будет значительно меньше, чем у традиционного 3-слойного полотенца. Кроме того, поскольку такой центральный слой является еще более гибким, чем наружные слои, которые и так очень гибкие, конечный полотенечный продукт обладает не только удивительно маленькой жесткостью, но еще обладает удивительно высокой способностью восстанавливать форму после намокания. (Способность восстанавливать форму после намокания можно определить как способность смятого намокшего полотенца заново раскрываться, например, когда из него отжат избыток влаги.)
Двухслойный вариант осуществления изобретения содержит:
a) первый слой, имеющий практически сплошную первую поверхность и вторую поверхность с локальными колебаниями базового веса, содержащую: (i) множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством (ii) множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между клетками с хохолком, соединенными с их помощью, и (iii) множество клеток, обделенных волокнами, между обогащенными волокнами и соединяющими областями, также характеризующихся локальным базовым весом, более низким, чем у обогащенных волокнами областей;
b) второй слой, имеющий практически сплошную третью поверхность и четвертую поверхность с локальным колебанием базового веса, содержащую: (i) множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством (ii) множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между клетками с хохолком, соединенными с их помощью, и (iii) множество клеток, обедненных волокнами, между областями, обогащенными волокнами и соединяющими областями, также характеризующихся локальным базовым весом, более низким, чем у обогащенных волокнами областей, в которых слои прикрепляются друг к другу так, чтобы для образования внутреннего слоя листа вторая поверхность первого слоя соприкасалась с четвертой поверхностью второго слоя, а первая поверхность первого слоя и третья поверхность второго слоя являлись наружными поверхностями листа.
Полотенце по настоящему изобретению можно дополнительно обрабатывать для получения продукта личной гигиены типа женского гигиенического пакета или женской прокладки, прикрепляемой к нижнему белью, или типа защитного устройства. Это достигается путем обработки наружных слоев защитным материалом, как описано в одновременно рассматриваемой патентной заявке США, серийный № 10/702414, озаглавленной «Absorbent Sheet Exhibiting Resistance to Moisture Penetration» (Attorney Docket No. 2376; GP-01-24), описание которой включено сюда в полном объеме путем ссылки. Поскольку такой защитный материал остается пористым и в то же время обладает защитными свойствами, такое свойство можно применять для получения поверхности прокладки, которая ощущается сухой, даже когда нижние слои пропитаны влагой. Несмотря на то, что поверхность прокладки должна была бы отталкивать водосодержащие материалы, волокна непосредственно под обработанной поверхностью остаются достаточно гидрофильными, тем самым заставляя любые водосодержащие жидкости, вступающие в контакт с поверхностью, впитываться сквозь находящиеся внутри пустоты устройства. Однако движению жидкости в обратном направлении препятствует тот факт, что на поверхности устройства со стороны кожи подобные влагоотводящие материалы отсутствуют. Следовательно, даже несмотря на то, что устройство наполнено жидкостью, поверхность, находящаяся в контакте с кожей, остается сухой и, следовательно, соприкосновение ощущается сухим и комфортным. Точно также другую сторону устройства также можно обрабатывать аналогичным образом. Поскольку пористость устройства относительно не зависит от способа обработки защитного материала, при применении устройство будет «дышать», значительно добавляя общего комфорта владельцу. Одно из дополнительных достоинств производства такого устройства заключается в том, что все присутствующие волокна пригодны для повторного использования в стандартных способах изготовления бумаги.
Таким образом, в одном из предпочтительных вариантов осуществления изобретения, по меньшей мере, одна из наружных поверхностей листа, находящаяся в тесном контакте с волокнами в полотне, снабжена композицией на основе плавленого воска; композиция на основе плавленого воска содержит воск и эмульгатор, расплавляемые непосредственно «in situ» на листе и располагающиеся на листе таким образом, чтобы открытая промежуточная микроструктура между волокнами в полотне практически сохранялась и лист имел боковую гидрофобную наружную поверхность с временем задержки проникновения влаги, по меньшей мере, приблизительно 2 секунды, а также имел угол смачивания водой, по меньшей мере, 50 градусов при времени соприкосновения с поверхностью одна минута. Обычно боковая наружная гидрофобная поверхность листа имеет задержку проникновения влаги приблизительно от 3 до приблизительно 40 секунд. Предпочтительно, чтобы наружная гидрофобная поверхность листа имела задержку проникновения влаги, по меньшей мере, приблизительно 5 секунд и в некоторых случаях задержку проникновения влаги, по меньшей мере, приблизительно 10 секунд.
Несмотря на многие отмеченные выше достоинства, 3-слойная структура значительно увеличивает стоимость конечного продукта. Обнаружено, что продукты, обладающие подобными структурами, можно изготавливать модифицированным способом крепирования материала. Вместо изготовления отдельного центрального слоя, обладающего низкой жесткостью и высокой пористостью, можно применять две отдельные структуры, в каждой из которых один из двух слоев можно было бы применять для изготовления двухслойного полотенца. Тщательно выбирая конструкцию крепирующего материала, так чтобы существовали относительно длинные зазоры между ребрами (выступами) в CD-направлении, которые являются не слишком глубокими, на стороне материала листа можно получать сетеобразные структуры, показанные на прилагаемых фотографиях, при условии, что применяется достаточная разность скоростей крепирующего материала. Если выбраны надлежащие условия (конструкция материала, базовый вес, разность скоростей крепирования), сторона материала листа будет «сдвигаться» на некоторое расстояние от стороны ведущего валка таким образом, чтобы могла получаться сетеобразная структура. Кроме того, на стадии крепирования материала со стороны ведущего валка лист также крепируется, но в гораздо меньшей степени. Поскольку конструкция материала выбирается таким образом, чтобы после образования сетеобразной структуры большая часть пустот в материале содержала наполнитель, лист со стороны ведущего валка будет «покрыт пустотами», образующимися на стороне материала. Затем при последующей обработке две стороны материала будут соединяться вместе для максимального увеличения пустот, присутствующих в конечном продукте. Поскольку все упомянутые структуры сушат с получением основного листа, конечный продукт будет очень похож на TAD-продукт, однако с намного более низкой жесткостью и лучшими обтирочными характеристиками благодаря относительно низкой пористости наружной поверхности листа. В одновременно рассматриваемой патентной заявке США, серийный № 10/679862, озаглавленной «Fabric Crepe Process for Making Absorbent Sheet» (Attorney Docket No. 2389; GP-02-12), сообщается о подобном способе и его видоизменениях в той степени, в которой для получения широкого диапазона эксплуатационных характеристик с относительно низкой чувствительностью к применяемым типам волокон регулируются технологические параметры.
Эффективность настоящего изобретения можно дополнительно улучшить с помощью других модификаций способа. Например, для улучшения степени, с которой лист «сдвигается» на стадии крепирования, можно применять валки большего диаметра с более жесткими покрытиями. Такие условия обеспечивают весьма малый угол скольжения между крепирующим материалом и листом на ведущем валке. Меньшие углы обеспечивают лучшее скольжение перед тем, как лист смыкается с материалом. Еще одна модификация относится к применению технологических характеристик, о которых сообщается в патенте США № 6379496. В упомянутом патенте сообщается о регулировании температуры поверхности ведущего валка таким образом, чтобы лист частично подсушивался со стороны валка, что увеличивает сцепление листа с валком, тем самым оттягивая момент, при котором лист смыкается с крепирующим материалом. Такое затягивание по времени позволяет применять материалы с еще большими зазорами между ребрами в CD-направлении или получать листы с более низким базовым весом. Как сообщается в патенте США № 6379496, одновременно с более сухой стороной валка лист со стороны материала может быть значительно более влажным, чем композит в среднем. Такое более высокое содержание влаги в наружной части листа облегчает сдвиг листа и формование его на крепирующем материале, что дополнительно повышает общую эффективность способа и эксплуатационные свойства конечного продукта.
Таким образом, способ получения двустороннего целлюлозного листа с локальным колебанием базового на одной из его сторон на практике осуществляется посредством:
a) обезвоживания бумагообразующей бумажной массы для формования находящегося в процессе формования полотна с очевидным случайным распределением волокна для изготовления бумаги;
b) нанесения обезвоженного полотна с очевидным случайным распределением волокна на поверхность переноса вращающегося нагреваемого цилиндра, движущегося с первой скоростью;
c) регулирования температуры нагреваемого вращающегося цилиндра для обеспечения профиля влажности внутри полотна;
d) крепирования полотна с поверхности переноса на ленте при консистенции приблизительно от 30 до приблизительно 60 процентов с использованием узорчатой крепирующей ленты; стадии крепирования, осуществляемой под давлением в зазоре крепирующей ленты, задаваемым между поверхностью переноса и крепирующей лентой, где лента перемещается со второй скоростью, более низкой, чем скорость упомянутой поверхности переноса; рисунок ленты, параметры зазора, приращение скорости, профиль влажности и консистенция полотна выбираются таким образом, чтобы полотно крепировалось с поверхности переноса и волокно, более удаленное от поверхности цилиндра, повторно распределялось на крепирующей ленте, в то время как волокно, примыкающее к нагреваемому вращающемуся цилиндру, сохраняло свое очевидное случайное распределение волокон; и
е) сушки полотна для образования листа, в котором сторона листа, наиболее удаленная от нагреваемого вращающегося цилиндра и контактирующая с крепирующей лентой, снабжается сеткообразной структурой с колебанием локального базового веса, содержащей: (i) множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством (ii) множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между клетками с хохолком, соединенными с их помощью, и (iii) множество клеток, обедненных волокнами, между областями, обогащенными волокнами и соединяющими областями, также характеризующихся локальным базовым весом, более низким, чем обогащенные волокнами области.
В рамках осуществления способа полотно в то время, как оно удерживается на крепирующем материале, можно сушить с помощью нескольких сушильных цилиндров и/или с помощью сушильного барабана воздушно-турбинного типа. Креповый материал может составлять от 10 до 100 процентов. В некоторых случаях требуется, по меньшей мере, приблизительно 40, 60 или 80 процентов крепового материала. Цилиндр можно нагревать паром под давлением между 50 и 150 фунтов на кв. дюйм, в то время как полотно обычно сушится на цилиндре до консистенции 40-50 процентов твердых веществ. Обезвоженное полотно необязательно наносится на нагреваемый вращающийся цилиндр с помощью крепирующего клея, включающего в себя, например, поливиниловый спирт.
Еще один способ получения многослойного впитывающего листа согласно изобретению включает в себя:
a) получение первого и второго слоя посредством:
(i) обезвоживания бумагообразующей бумажной массы для формования находящегося в процессе формования полотна с очевидным случайным распределением волокна для изготовления бумаги;
(ii) нанесения обезвоженного полотна с очевидным случайным распределением волокна на поверхность переноса вращающегося нагреваемого цилиндра, движущегося с первой скоростью;
(iii) регулирования температуры нагреваемого вращающегося цилиндра для обеспечения профиля влажности внутри полотна;
(iv) крепирования полотна с поверхности переноса на ленте при консистенции приблизительно от 30 до приблизительно 60 процентов с использованием узорчатой крепирующей ленты; стадии крепирования, осуществляемой под давлением в зазоре крепирующей ленты, задаваемом между поверхностью переноса и крепирующей лентой, где лента перемещается со второй скоростью, более низкой, чем скорость упомянутой поверхности переноса; рисунок ленты, параметры зазора, приращение скорости, профиль влажности и консистенция полотна выбираются таким образом, чтобы полотно крепировалось с поверхности переноса, и волокно, более удаленное от поверхности цилиндра, повторно распределялось на крепирующей ленте, в то время как волокно, примыкающее к нагреваемому вращающемуся цилиндру, сохраняло свое очевидное случайное распределение волокон; и
(v) сушки полотна для образования листа,
при котором сторона листа, более удаленная от нагреваемого вращающегося цилиндра и контактирующая с крепирующей лентой, снабжается сеткообразной структурой с колебанием локального базового веса, содержащей: (i) множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством (ii) множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между клетками с хохолком, соединенными с их помощью, и (iii) множество клеток, обедненных волокнами, между областями, обогащенными волокнами и соединяющими областями, также характеризующихся локальным базовым весом, более низким, чем обогащенные волокнами области; и
b) сложение вместе первого и второго слоев так, чтобы их стороны с сеткообразной структурой с колебанием локальным базовым весом соприкасались друг с другом таким образом, чтобы впитывающий лист имел внутренний слой с клетками, обедненными волокнами.
Кроме того, еще один способ получения многослойного впитывающего листа по изобретению включает в себя:
a) получение целлюлозного листа с локальным колебанием базового веса посредством:
(i) обезвоживания бумагообразующей бумажной массы для формования находящегося в процессе формования полотна с очевидным случайным распределением волокна для изготовления бумаги;
(ii) нанесения обезвоженного полотна с очевидным случайным распределением волокна на передающую поверхность переноса, движущуюся с первой скоростью;
(iii) крепирования полотна с поверхности переноса на ленте при консистенции приблизительно от 30 до приблизительно 60 процентов с использованием узорчатой крепирующей ленты; стадии крепирования, осуществляемой под давлением в зазоре крепирующей ленты, задаваемом между поверхностью переноса и крепирующей лентой, где лента перемещается со второй скоростью, более низкой, чем скорость упомянутой поверхности переноса; рисунок ленты, параметры зазора, приращение скорости, профиль влажности и консистенция полотна выбираются таким образом, чтобы полотно крепировалось с поверхности переноса и перераспределялось на крепирующей ленте, и
(iv) сушки полотна для образования листа;
где лист содержит нетканую волокнистую сетку, содержащую: (i) множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством (ii) множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между клетками с хохолком, соединенными с их помощью, и (iii) множество клеток, обедненных волокнами, между областями, обогащенными волокнами и соединяющими областями, также характеризующихся локальным базовым весом, более низким, чем обогащенные волокнами области, и
с) сложение целлюлозного листа с колебанием локального базового веса, по меньшей мере, со вторым целлюлозным листом так, чтобы клетки, обедненные волокнами, находились внутри многослойного листа.
В некоторых вариантах осуществления изобретения способ по изобретению эффективен для применения на практике таким образом, чтобы лист с локальным колебанием базового веса характеризовался индексом крепирования материала (определенным далее) приблизительно от 0,5 до приблизительно 3. Обычно индекс крепирования материала составляет, по меньшей мере, приблизительно 0,75; обычно предпочтительно, чтобы индекс крепирования материала составлял, по меньшей мере, приблизительно 1. Когда необходимы области, лишенные волокон, содержащие области с очень низким локальным базовым весом, предпочтительными являются индексы крепирования материала, по меньшей мере, приблизительно 1,5 или 2.
Краткое описание чертежей
Ниже изобретение подробно описано со ссылкой на чертежи, в которых одинаковые цифры обозначают одинаковые части и на которых:
Фиг. 1 представляет собой микрофотографию (х 8) открытого ячеистого полотна, включающего в себя множество областей с высоким базовым весом, соединенных с помощью областей с более низким базовым весом, простирающихся между ними;
Фиг. 2 представляет собой микрофотографию, показывающую увеличенную деталь (x 32) полотна, показанного на фиг. 1;
Фиг. 3 представляет собой микрофотографию (x 8), показывающую открытое ячеистое полотно, показанное на фиг. 1, наложенное на крепирующий материал, применяемый при производстве полотна;
Фиг. 4 представляет собой микрофотографию, показывающую полотно с базовым весом, равным 19 фунтов/стопа, полученное с помощью 17%-ного крепирования материала;
Фиг. 5 представляет собой микрофотографию, показывающую полотно с базовым весом, равным 19 фунтов/стопа, полученное с помощью 40%-ного крепирования материала;
Фиг. 6 представляет собой микрофотографию, показывающую полотно с базовым весом, равным 27 фунтов/стопа, полученное с помощью 28%-ного крепирования материала;
Фиг. 7 представляет собой изображение поверхности (х 10) впитывающего листа с указанием областей, где брались образцы поверхности и участков для SEM-фотографии;
Фиг. 8-10 представляют собой SEM-фотографии поверхности образца материала, взятого из листа, показанного на фиг. 7;
Фиг. 11 и 12 представляют собой SEM-фотографии листа, показанного на фиг. 7 в поперечном сечении MD;
Фиг. 13 и 14 представляют собой SEM-фотографии листа, показанного на фиг. 7, на участке вдоль MD;
Фиг. 15 и 16 представляют собой SEM-фотографии листа, показанного на фиг. 7, также на участке вдоль MD;
Фиг. 17 и 18 представляют собой SEM-фотографии листа, показанного на фиг. 7 в поперечном сечении MD;
Фиг. 19 представляет собой схематический чертеж, иллюстрирующий структуру внутреннего впитывающего слоя многослойных продуктов по настоящему изобретению;
Фиг. 20 представляет собой схематический чертеж бумагоделательной машины, применимой для изготовления впитывающего листа с локальным колебанием базового веса;
Фиг. 21 представляет собой схематический чертеж еще одной бумагоделательной машины, применимой для изготовления впитывающего листа с локальным колебанием базового веса;
Фиг. 22 представляет собой схематический чертеж, иллюстрирующий тиснение и сложение двухслойного продукта по настоящему изобретению;
Фиг. 23 представляет собой схематический чертеж, иллюстрирующий тиснение и сложение трехслойного продукта по настоящему изобретению;
Фиг. 24A представляет собой схематический чертеж, иллюстрирующий угол смачивания между каплей воды и поверхностью;
Фиг. 24B, 24C и 24D представляют собой графическое представление данных по углу смачивания впитывающего листа, снабженного композицией из плавленого воска на одной из его поверхностей; и
Фиг. 25 иллюстрирует производство двухслойного продукта по изобретению, снабженного поверхностью, обработанной воском.
Подробное описание
Ниже изобретение описывается со ссылкой на некоторые варианты осуществления. Такое обсуждение приводится только в целях иллюстрации. Модификации конкретных примеров в рамках сущности и объема настоящего изобретения, изложенные в прилагаемой формуле изобретения, будут совершенно очевидны для специалиста в данной области.
Если иное не указано в контексте, применяемая здесь терминология приводится в своем общепринятом значении, а определения приводятся непосредственно ниже.
Значение термина «целлюлозный», «целлюлозный лист» и т.п. включает в себя любой продукт, содержащий волокно для изготовления бумаги, с целлюлозой в качестве основного компонента. «Волокно для изготовления бумаги» включает в себя целлюлозы из первичного сырья или используемые повторно целлюлозные волокна или смеси волокон, содержащие целлюлозные волокна. Волокна, подходящие для изготовления полотен по настоящему изобретению, включают в себя: недревесные волокна, такие как хлопковые волокна или производные хлопка, манильская пенька, кенаф, сабейская трава (sabai grass), лен, ковыль тянущийся, солома, джутовая пенька, багасса, шелковые волокна ваточника (milkweed floss) и волокна из листвы ананаса; и древесные волокна, такие как волокна, получаемые из лиственных и хвойных пород деревьев, включая волокна из древесины мягких пород, такие как волокна из крафт-целлюлозы северных и южных мягких древесных пород; волокна из древесины твердых пород, такие как эвкалипт, клен, береза, осина или т.п. Волокна для изготовления бумаги можно выделять из исходного материала с помощью любого из ряда химических способов дефибрирования, хорошо знакомых специалисту в данной области, включая сульфатную, сульфитную, полисульфидную, натронную варку целлюлозы и т.д. Если требуется, целлюлозную массу можно отбеливать химическими средствами, включая применение хлора, диоксида хлора, кислорода и т.п. Продукты по настоящему изобретению могут содержать смесь традиционных волокон (либо полученных из первичного целлюлозного сырья, либо из источников повторно используемого сырья) и богатых лигнином трубчатых волокон высокой крупности, таких как беленая химическо-термомеханическая масса BCTMP). Термин «бумажные массы» и тому подобная терминология относится к водосодержащим композициям, включающим в себя волокна для изготовления бумаги, влагостойкие смолы, разрыхлители и т.п. для изготовления бумажных продуктов.
Применяемый здесь термин «мокрое прессование полотна или бумажной массы» относится к механическому обезвоживанию путем мокрого прессования на обезвоживающем сукне, например, с применением механического давления, непрерывно прилагаемого к поверхности полотна по мере прохождения зазора. Таким образом, мокрое прессование находящегося в процессе формования полотна относится, например, к удалению воды из находящегося в процессе формования полотна, имеющего консистенцию менее 30 процентов, путем приложения к нему давления и/или к увеличению консистенции полотна приблизительно на 15 процентов или более путем приложения к нему давления, в то время как мокрое полотно находится в контакте с сукном. Терминология «без мокрого прессования», «обезвоживание без уплотнения» и другая подобная терминология означают, что полотно не прессуется по всей своей поверхности с целью выдавливания воды из мокрого полотна. В отличие от мокрого прессования сначала полотно обычно обезвоживается путем сушки на сушильной сетке сушильного цилиндра. Локализованное сжатие или формование с помощью ребер (выступов) на материале практически не обезвоживает полотно и, соответственно, не считается мокрым прессованием полотна для удаления воды. Сушка находящегося в процессе формования полотна, таким образом, по своей природе является скорее термической сушкой, чем прессованием.
Если не оговорено иначе, «базовый вес», BWT, bwt и т.п. относится к весу продукта с площадью 3000 квадратных футов/стандартную стопу. Консистенция относится к процентному содержанию твердых веществ в находящемся в процессе формования полотне, например, в пересчете на абсолютно сухое вещество. Термин «воздушно-сухая» означает содержание остаточной влаги, условно принятое равным приблизительно 10 процентам влаги для целлюлозной массы и приблизительно 6% для бумаги. Находящееся в процессе формования полотно, содержащее 50 процентов воды и 50 процентов абсолютно сухой целлюлозы, имеет консистенцию 50 процентов.
Упоминаемые здесь толщины бумаги (калибры) и/или пухлость, если не указано иначе, представляют собой толщины 8 листов. Листы укладывают в стопку и для измерения толщины выбирают приблизительно центральную часть стопы. Испытуемые образцы предпочтительно кондиционируют в атмосферных условиях при 23°±1,0°C (73,4°±1,8°F) при относительной влажности воздуха 50%, по меньшей мере, приблизительно 2 часа и затем измеряют с помощью прибора Thwing-Albert Model 89-II-JR или толщиномера Progage Electronic Thickness Tester с диаметром измерительных наконечников 2 дюйма (50,8-мм), статической нагрузке 539±10 граммов и скорости опускания 0,231 дюймов/сек. Для испытания конечного продукта каждый лист подвергаемого испытанию продукта должен иметь такое же число слоев, как у продукта для продажи. Выбирают и укладывают в стопку вместе восемь листов. При испытании салфеток прежде, чем сложить их в стопку, салфетки полностью разворачивают. При испытании основного листа, снятого с перемотно-разрезных станков, каждый лист, подвергаемый испытанию, должен иметь такое же число слоев, которое получается при снятии с перемотно-разрезного станка. Выбирают и укладывают в стопку вместе восемь листов. При испытании основного листа, снятого с намоточного барабана бумагоделательной машины, следует применять одинарные слои. Выбирают и укладывают в стопку вместе восемь листов, уложенных в машинном направлении (MD). На изготовленном по заказу тисненном или печатном продукте пытаются избежать проведения измерений в таких областях, если они вообще возможны. Пухлость также можно получать как производное от плотности, выраженной в единицах объем/масса путем деления толщины на базовый вес.
Впитывающую способность продуктов по изобретению измеряют с помощью простого измерителя впитывающей способности. Простой измеритель впитывающей способности представляет собой, в частности, прибор, применимый для измерения свойств гидрофильности и впитывающей способности образца санитарно-гигиенической бумаги, салфеток или полотенца. В таком испытании образец санитарно-гигиенической бумаги, салфеток или полотенца размером 2,0 дюйма в диаметре закрепляют между верхней плоской пластмассовой крышкой и дном, снабженным канавками для образца. Образец санитарно-гигиенической бумаги, салфетки или полотенца в виде диска удерживается на месте с помощью поверхности с выступом, расположенным по периметру, шириной 1/8 дюйма. При этом образец не сдавливается держателем. К образцу через трубку диаметром 1 мм в центральную часть дна с образцом подводят деионизованную воду при 73°F. Такая вода подается при гидростатическом напоре минус 5 мм. В начале измерения приток воды производится порциями, вводимыми с помощью измерительного устройства. Таким образом, вода впитывается образцом санитарно-гигиенической бумаги, салфетки или полотенца из упомянутой центральной точки ввода, радиально растекаясь под действием капиллярных сил. Когда скорость впитывания воды становится ниже 0,005 г воды за 5 секунд, испытание завершают. Количество воды, удаленной из резервуара и впитанной образцом, взвешивают и выражают в виде количества граммов воды на квадратный метр образца или количества граммов воды на грамм листа. На практике применяют систему испытания впитывающей способности M/K Systems Inc. Gravimetric Absorbency Testing System. Она представляет собой коммерческую систему от компании M/K Systems Inc., 12 Garden Street, Danvers, Mass., 01923. WAC или впитывающая способность в отношении воды, также упоминаемая как SAT, фактически определяется измерительным устройством как таковым. WAC определяется как точка, где кривая зависимости веса от времени имеет «нулевой» угол наклона, то есть всасывание воды образцом прекращается. Критерии окончания испытания выражаются в максимальном изменении веса воды, которая впитывается в течение фиксированного периода времени. Таким критерием в сущности является достижение нулевого угла наклона на кривой зависимости веса от времени. В качестве критериев окончания испытания в программе применяется величина изменения 0,005 г в течение интервала времени 5 секунд за исключением способа, который обозначается как «Slow SAT», в случае которого критериями окончания является 1 мг в течение 20 секунд.
Пределы прочности при растяжении в сухом состоянии (MD и CD), растяжимость бумаги, их относительные показатели, модуль удлинения до разрыва, прочность и деформацию бумаги измеряют с помощью стандартной разрывной машины марки «Инстрон» или другого подходящего устройства для измерения относительного удлинения при растяжении, которое можно оснащать разными способами, обычно применяя полоски санитарно-гигиенической бумаги или полотенца шириной 3 или 1 дюйм, выдержанные при относительной влажности воздуха 50% и 23°C (73,4°F), с помощью которого испытание на растяжение проводят при скорости поперечной головки 2 дюйма/мин.
MD означает машинное направление бумаги и CD означает направление, поперечное машинному.
Степени растяжения представляют собой не что иное, как отношения значений, определенных посредством упомянутых ранее способов. Если не оговаривается иначе, способность к растяжению относится к способности сухого листа.
На всем протяжении данного описания и формулы изобретения, когда упоминается находящееся в процессе формования полотно с очевидным случайным распределением ориентации волокон (или применяется подобная терминология), такое упоминание относится к распределению ориентации волокон, которое получается в результате, когда для укладки бумажной массы на формующем материале применяются известные способы формования. При микроскопическом исследовании волокна создают видимость ориентированных случайным образом, даже если в зависимости от скорости выпуска струи на сетку может происходить значительное смещение ориентации волокон в машинном направлении, создающее прочность при растяжении полотна в машинном направлении, превышающую прочность при растяжении в направлении, поперечном ходу бумаги на машине.
Фт/мин относится к числу футов в минуту.
Степень крепирования материала выражается через разность скоростей крепирующей ленты или материала и передающего цилиндра или поверхности и задается как отношение скорости полотна непосредственно перед крепированием и скорости полотна непосредственно после крепирования, например:
Степень крепирования материала = скорость передающего цилиндра ÷ скорость крепирующего материала.
Крепирование материала также можно выразить в виде процентного содержания, рассчитанного как:
Крепирование материала (в процентах) = (степень крепирования материала - 1) x 100%.
PLI или pli означает силу в фунтах на погонный дюйм.
Индекс крепирования материала применяется для характеристики способа, с помощью которого получают лист с локальным колебанием базового веса. Индекс также представляет собой структурный параметр листа, поскольку более высокий индекс крепирования материала приводит к большему колебанию локального базового веса. Индекс крепирования материала представляет собой отношение степени крепирования материала (в процентах), деленное на средний базовый вес листа крепированного материала в фунтах/3000 квадратный фут ст.стопы.
Приращение скорости означает разность в скоростях.
Твердость (при вдавливании индентора) по Пьюзи-Джонсу измеряется согласно американскому стандарту ASTM D 531 и относится к определению глубины вдавливания (стандартный образец и стандартные условия).
Параметры зазора включают в себя, без ограничения, давление в зазоре, длину зазора, твердость ведущего валка, угол наклона материала, угол отвода материала, постоянство и приращение скорости между поверхностями в зазоре.
Длина зазора означает длину, через посредство которой соприкасаются поверхности зазора.
Во время крепирования материала в зазоре между валками волокно перераспределяется на материале, приводя к способу, приемлемому в меньшей степени, чем идеальные условия формования, которые иногда наблюдаются при использовании формера Фурдринье. В машине Фурдринье секция формования включает в себя две основные части: напорный ящик и стол Фурдринье. Последний состоит из сетки, движущейся через различные устройства, регулирующие обезвоживание. Фактически формование происходит на всем протяжении стола Фурдринье. Регулирующими факторами процесса формования обычно являются гидродинамические эффекты обезвоживания, направленный сдвиг и турбулентность, создаваемая на всем протяжении стола. Конечно, напорный ящик также имеет важное влияние на процесс обычно в масштабе, который намного больше структурных элементов бумажного полотна, комков волокон. Поэтому напорный ящик может обуславливать такие крупномасштабные эффекты, как колебания в распределении интенсивности подачи потока, скоростей и концентраций поперек рабочей ширины машины; вихревые полосы поперек и параллельно машинному направлению бумаги, вызванные течением с ускорением при подходе к напускной щели (напорного ящика); и меняющиеся по времени неконтролируемые колебания или пульсации потока в напорном ящике. Присутствие завихрений, параллельных MD-направлению, в спускных отверстиях напорного ящика является обычным. Формеры Фудринье дополнительно описаны в публикации «The Sheet Forming Process», Parker, J.D., Ed., TAPPI Press (1972, повторно опубликованной в 1994) Atlanta, GA.
Передающая поверхность переноса относится к поверхности, с которой полотно крепируется на крепирующем материале. Передающая поверхность переноса может представлять собой поверхность вращающегося барабана, описанного далее, или может представлять собой поверхность сплошной гладкой движущейся ленты или другого движущегося материала, который может обладать текстурой поверхности и т.п. Передающая поверхность переноса необходима для поддержки полотна и облегчения крепирования при высоком содержании твердых веществ, как можно будет понять из обсуждения, которое следует ниже.
Продукты по настоящему изобретению обладают способностью к восстановлению формы после намокания, которая обнаруживается в испытаниях по восстановлению формы после отжима влаги. В частности, подходящим в качестве показателя является степень восстановления формы после намокания, которая определяет способность продукта к упругому восстановлению после сжатия. Для измерения данного параметра каждый испытуемый образец получали в виде кондиционированного образца (24 часа, 50% RH, 73°F (23°C)), состоящего из стопки из двух или более сухих стандартных листов, нарезанных на квадраты по 2,5 дюйма (6,4 см) при условии, что масса стопки предпочтительно составляет от 0,2 до 0,6 г. Порядок испытания начинается с обработки сухого образца. На образец равномерно наносят влагу, применяя мелкодисперсный аэрозоль из деионизованной воды, чтобы довести степень влагосодержания (г воды/г сухого волокна) приблизительно до 1,1. Такое достигается путем нанесения 95-110% дополнительной влаги в расчете на массу кондиционированного образца. Такой способ позволяет поместить обычные целлюлозные материалы в диапазон влагосодержания, где физические свойства относительно малочувствительны к содержанию влаги (например, чувствительность намного меньше, чем в случае степеней влагосодержания менее 70%). Затем увлажненный образец помещают в устройство, предназначенное для проведения испытания. Чтобы задать образцу определенные последовательные циклы сжатия, для сжатия применяли программируемое устройство для измерения предела прочности. Первоначальное сжатие образца при 0,025 фунт/кв.дюйм (0,172 кПа) обеспечивает первоначальную толщину (цикл A), после чего следуют две повторные нагрузки при 2 фунт/кв.дюйм (13,8 кПа) с последующим снятием нагрузки (циклы B и C). В заключение образец снова сжимают при 0,025 фунт/кв.дюйм (0,172 кПа), получая при этом конечную толщину (цикл D). (Подробности такой процедуры, включая скорости сжатия, приведены ниже).
Можно учитывать три показателя способности к восстановлению после намокания, которые относительно малочувствительны к числу слоев в образце, применяемом в стопке. Первый показатель относится к пухлости мокрого образца при 2 фунт/кв.дюйм (13,8 кПа). Он упоминается как «пухлость при сжатии». Второй показатель (более соответствующий следующим примерам) выражается термином «степень восстановления формы после намокания», которая представляет собой отношение толщины влажного образца при 0,025 фунт/кв.дюйм (0,172 кПа) в конце испытания на сжатие (цикл D) к толщине влажного образца при 0,025 фунт/кв.дюйм (0,172 кПа), измеренной в начале испытания (цикл A). Третий показатель представляет собой «отношение работы нагрузки», которое представляет собой отношение работы нагрузки при втором сжатии при 2 фунт/кв.дюйм (13,8 кПа) (цикл C) к работе нагрузки при первом сжатии при 2 фунт/кв.дюйм (13,8 кПа) (цикл B) во время описанной выше последовательности для увлажненного образца. Если нагрузку представить графически в виде функции от толщины, работа нагрузки представляет собой площадь под кривой по мере того, как образец переходит от ненагруженного состояния к максимальной нагрузке в данном цикле. Для совершенно упругого материала упругое последействие (восстановление формы) и отношение работы нагрузки были бы равны единице. Три описанных выше показателя относительно независимы от числа слоев в стопке и служат в качестве применимых показателей способности к восстановлению после намокания. Это также может относиться к коэффициенту уплотнения, который определяется как отношение толщины увлажненного образца при максимальной нагрузке в первом цикле сжатия при 2 фунт/кв.дюйм (13,8 кПа) к первоначальной толщине увлажненного образца при 0,025 фунт/кв.дюйм (0,172 кПа).
При проведении измерений по восстановлению после сжатия в мокром состоянии образцы следует подвергать кондиционированию в течение, по меньшей мере, 24 часов в условиях, определяемых TAPPI (50% RH, 73°F (23°C)). Образцы получают высечкой квадратов 2,5 x 2,5 дюйма (6,4 x 6,4 см). Масса кондиционированных образцов, по возможности, должна составлять около 0,4 г и для эффективности сравнений находится в диапазоне от 0,25 до 0,6 г. Требуемая масса 0,4 г достигается при применении стопки из 2 или более листов, если масса 1 м2 листа составляет менее 65 г/кв.м. Например, для номинальных листов с массой 30 г/кв.м общую массу около 0,4 г обычно будет иметь стопка из 3 листов.
Измерения деформации при сжатии выполняют, применяя универсальную испытательную машину Instron (RTM) 4502 Universal Testing Mashine, связанную с компьютером 826 PC, работающим с программным обеспечением Instron (RTM) Series XII (выпуска 1989) и аппаратно-программным обеспечением Version 2. Для сжатия образцов применяют 100 кН динамометрический элемент с круглыми плитами диаметром 2,25 дюйма (5,72 см). Нижняя плита имеет сборный узел на шаровой опоре для осуществления точной юстировки плит. Для обеспечения параллельных поверхностей нижняя плита закреплена на месте, в то время как приложение нагрузки (30-100 фунт-сила) (130-445 Н) осуществляется с помощью верхней плиты. Верхняя плита также должна быть закреплена на месте с помощью стандартной кольцевой гайки, чтобы исключить люфт верхней плиты в то время, когда прикладывается нагрузка.
Спустя, по меньшей мере, один час выхода на режим после начала испытания применяют панель с контрольно-измерительными приборами, чтобы установить экстензометр на нулевую отметку, в то время как плиты входят в контакт (при нагрузке 10-30 фунтов (4,5-13,6 кг)). С помощью верхней плиты со свободной подвеской уравновешивают откалиброванный динамометрический элемент, чтобы получить нулевой отсчет. Экстензометр и динамометрический элемент следует периодически проверять, чтобы предотвратить дрейф базовой отметки (смещение начала отсчета). Измерения должны проводиться при контролируемой влажности и температуре окружающей среды согласно требованиям TAPPI (50% ± 2% RH и 73°F (23°C)). Затем верхнюю плиту поднимают на высоту 0,2 дюйма и регулирование испытательной машину Instron передают компьютеру.
Применяя программное обеспечение для испытания в режиме циклической нагрузки Instron Series XII Cyclic Test, порядок измерения устанавливают с помощью 7 маркеров (дискретные случаи), состоящих из 3 циклических блоков (наборов команд) в следующем порядке:
Блок 1 дает команду поперечной головке опускаться со скоростью 1,5 дюйма/мин (3,8 см/мин), пока прилагается нагрузка 0,1 фунта (45 г) (параметр Instron составляет -0,1 фунта (-45 г), поскольку сжатие задается как сила со знаком минус). Регулирование происходит путем смещения. Когда требуемая нагрузка повышается, приложенная нагрузка уменьшается до нуля.
Блок 2 контролирует, чтобы поперечная головка находилась в диапазоне от приложенной нагрузки 0,05 фунта (23 г) до максимальной нагрузки 8 фунтов (3,6 кг) и затем возвращалась к 0,05 фунта (23 г) со скоростью 0,4 дюйма/мин (1,02 см/мин). Применяя программное обеспечение Instron, режим регулирования осуществляется путем смещения, тип ограничения соответствует нагрузке, первый уровень соответствует -0,05 фунта (-23 г), второй уровень соответствует -8 фунтам (-3.6 кг), время выдержки соответствует 0 сек и число переходов равно 2 (сжатие, затем ослабление); «нет воздействия» предусматривает конец работы блока.
В Блоке 3 применяется регулирование смещения и тип ограничения для простого поднятия поперечной головки до 0,2 дюйма (0,51 см) со скоростью 4 дюйма/мин (10,2 см/мин) с нулевым временем выдержки. Другие параметры программного обеспечения Instron соответствуют 0 на первом уровне, 0,2 дюйма (0,51 см) на втором уровне, 1 переход и «нет воздействия» при окончании работы блока.
Когда выполнение происходит в заданном выше порядке (Маркеры 1-7), программа Instron сжимает образец при 0,025 фунт/кв.дюйм (0,1 фунт-сила) [0,172 кПа (0,44 Н)], уменьшает сжатие, затем сжимает при 2 фунт/кв.дюйм (8 фунтов) [13,8 кПа (3,6 кг)] с последующей декомпрессией и поднятием поперечной головки на 0,2 дюйма (0,51 см), затем снова сжимает образец при 2 фунт/кв.дюйм (13,8 кПа), уменьшает сжатие, поднимает поперечную головку на 0,2 дюйма (0,51 см), снова сжимает при 0,025 фунт/кв.дюйм (0,1 фунт-сила) [0,172 кПа (0,44 Н)] и затем поднимает поперечную головку. Регистрацию данных следует выполнять с интервалами не более, чем каждые 0,02 дюйма (0,051 см) или 0,4 фунта (180 г) (смотря по тому, который достигается сначала) для Блока 2 и с интервалами не более, чем 0,01 фунта (4,5 г) для Блока 1. Предпочтительно регистрацию данных выполнять каждые 0,004 фунта (1,8 г) в Блоке 1 и каждые 0,05 фунта (23 г) или 0,005 дюймов (0,13 мм) (смотря по тому, который достигается сначала) в Блоке 2.
Результаты, полученные на выходе программного обеспечения Series XII, устанавливают расширение (толщину) при максимальных нагрузках для Маркеров 1, 2, 4 и 6 (при каждой максимальной нагрузке 0,025 фунт/кв.дюйм (0,172 кПа) и 2,0 фунт/кв.дюйм (13,8 кПа)), работу нагрузки для Маркеров 2 и 4 (два сжатия при 2,0 фунт/кв.дюйм (13,8 кПа) ранее названных циклов B и C соответственно) и отношение конечной толщины к первоначальной толщине (отношение толщин, по меньшей мере, для первого сжатия при 0,025 фунт/кв.дюйм (0,172 кПа)). Результаты, полученные для толщины в зависимости от нагрузки, графически изображаются на экране во время функционирования Блоков 1 и 2.
При выполнении измерения сухой кондиционированный образец увлажняют (наносят деионизованную воду при 72-73°F (22,2-22,8°C)). Влагу наносят равномерно с помощью мелкодисперсного аэрозоля до увеличения массы влажного образца приблизительно в 2,0 раза по сравнению с массой исходного образца (наносится 95-110% дополнительной влаги, предпочтительно 100% дополнительной влаги, в расчете на массу кондиционированного образца; такой уровень влагосодержания должен давать степень абсолютного влагосодержания от 1,1 до 1,3 г воды/г абсолютно сухого волокна, где термин «абсолютно сухое волокно» относится к сушке в течение, по меньшей мере, 30 минут в сушильном шкафу при 105°C). Аэрозоль следует наносить равномерно на отдельные листы (для стопок в более чем 1 лист) с нанесением аэрозоля как на лицевую, так и заднюю часть каждого листа, чтобы обеспечить равномерное нанесение влаги. Такого нанесения можно достичь, применяя традиционный пластмассовый флакон для аэрозольной упаковки с контейнером или другим защитным средством, удерживающим большую часть аэрозоля и позволяющим приближаться к образцу приблизительно не более 10-20% аэрозоля, находящегося в баллоне, - мелкодисперсного аэрозоля. Во время нанесения аэрозоля его источник должен находиться на расстоянии, по меньшей мере, 10 дюймов от образца. В общем случае должна быть соблюдена тщательность при нанесении, чтобы гарантировать, что образец равномерно увлажняется мелкодисперсным аэрозолем. Во время процесса нанесения влаги образец следует несколько раз взвешивать, чтобы достичь требуемого влагосодержания. Между завершением испытаний деформации при сжатии на сухом образце и завершением нанесения влаги должно пройти не более трех минут. Должно пройти 45-60 секунд от окончательного нанесения аэрозоля до начала следующего испытания деформации при сжатии, чтобы обеспечить время внутреннего капиллярного затекания и поглощения аэрозоля. От трех до четырех минут пройдет между завершением цикла испытания деформации при сухом сжатии и началом цикла испытания деформации при мокром сжатии.
Как только требуемый диапазон массы достигнут, на что указывают цифровые весы, образец центрируют на нижней плите машины Instron и начинают цикл испытания. После измерения образец помещают в сушильный шкаф при 105°C для сушки и затем регистрируют его абсолютный сухой вес (образец следует сушить в течение 30-60 минут, после чего измеряют сухой вес).
Между двумя циклами сжатия при 2 фунт/кв.дюйм (13,8 кПа) может происходить восстановление деформаций ползучести, так что время между циклами может иметь значение. Для параметров, измеряемых в упомянутых испытаниях на машине Instron, существует период в 30 секунд (± 4 сек) между началом сжатия во время двух циклов при 2 фунт/кв.дюйм (13,8 кПа). Начало сжатия определяется как момент, при котором показание динамометрического элемента превышает 0,03 фунта (13,6 г). Точно также существует интервал в 5-8 секунд между началом сжатия при первом измерении толщины (линейное нарастание до 0,025 фунт/кв.дюйм (0,172 кПа)) и началом следующего цикла сжатия при 2 фунт/кв.дюйм (13,8 кПа)). Интервал между началом второго цикла сжатия при 2 фунт/кв.дюйм (13,8 кПа) и началом сжатия для измерения конечной толщины составляет приблизительно 20 секунд.
Чтобы закрепить полотно на переносящем цилиндре, описанном далее, необязательно применяется крепирующий клей, и предпочтительно, когда лист, крепированный на материале, окончательно сушится на янки-цилиндре. Клей предпочтительно представляет собой гигроскопичный, способный повторно впитывать влагу, практически несшивающийся клей. Примерами предпочтительных клеев являются те, которые включают в себя поли(виниловый спирт) общего класса, описанный в патенте США № 4528316 (авторы Soerens и др.) Другие подходящие клеи описаны в одновременно рассматриваемой предварительной патентной заявке США, № 60/372255, поданной 12 апреля 2002 г., озаглавленной «Improved Creping Adhesive Modifier and Process for Producing Paper Products» (Attorney Docket No. 2394). Описания патента США № 4528316 и заявки № 60/372255 включены здесь путем ссылки. Подходящие клеи необязательно содержат модификаторы и т.п. Предпочтительно экономно применять сшиватель или в большинстве случаев вовсе не применять сшиватель в клее таким образом, чтобы смола при применении была практически несшиваемой.
Крепирующие клеи могут содержать термоотверждающуюся или нетермоотверждающуюся смолу, пленкообразующий полукристаллический полимер и необязательно неорганический сшивающий агент, а также модификаторы. Крепирующий клей по настоящему изобретению также необязательно может включать в себя любые известные в данной области компоненты, включая, но не ограничиваясь перечисленным, органические сшиватели, масла на основе углеводородов, поверхностно-активные вещества или пластификаторы.
Модификаторы крепирования, которые можно применять, включают в себя комплекс четвертичного аммония, содержащий, по меньшей мере, один нециклический амид. Комплекс четвертичного аммония также может содержать один или несколько атомов азота (или других атомов), которые способны взаимодействовать с алкилирующими или кватернизирующими агентами. Такие алкилирующие или кватернизирующие агенты могут содержать нуль, одну, две, три или четыре нециклические амидсодержащие группы. Амидсодержащая группа представлена следующей структурной формулой:
где R7 и R8 представляют собой нециклические молекулярные цепи из органических или неорганических атомов.
Предпочтительные нециклические бис-амидные комплексы четвертичного аммония можно представить формулой:
где R1 и R2 могут представлять собой нециклические, насыщенные или ненасыщенные алифатические группы с длинной цепью; R3 и R4 могут представлять собой нециклические, насыщенные или ненасыщенные алифатические группы с длинной цепью, галоген, гидроксид, алкоксилированную жирную кислоту, алкоксилированный жирный спирт, полиэтиленоксидную группу или органическую спиртовую группу; и R5 и R6 могут представлять собой нециклические, насыщенные или ненасыщенные алифатические группы с длинной цепью. Модификатор присутствует в клее для крепирования в количестве приблизительно от 0,05% до приблизительно 50%, более предпочтительно приблизительно от 0,25% до приблизительно 20% и наиболее предпочтительно приблизительно от 1% до приблизительно 18% в расчете на общее количество твердых веществ в клеящей композиции для крепирования.
Модификаторы включают в себя модификаторы, получаемые от корпорации Goldschmidt Corporation (Essen, Германия) или от корпорации Process Application Corporation (Washington Crossing, PA). Модификаторы, подходящие для крепирования, от корпорации Goldschmidt Corporation включают в себя, но не ограничиваются перечисленным, VARISOFT® 222LM, VARISOFT® 222, VARISOFT® 110, VARISOFT® 222LT, VARISOFT® 110 DEG и VARISOFT® 238. Модификаторы, подходящие для крепирования, от корпорации Process Application Corporation включают в себя, но не ограничиваются перечисленным, PALSOFT 580 FDA или PALSOFT 580C.
Другие модификаторы крепирования, применяемые в настоящем изобретении, включают в себя, но не ограничиваются перечисленным, такие соединения, как описанные в заявке WO/01/85109, которая включена здесь в полном объеме путем ссылки.
Крепирующие клеи, применяемые в связи с настоящим изобретением, могут включать в себя любую подходящую термоотверждающуюся или нетермоотверждающуюся смолу. Смолы согласно настоящему изобретению предпочтительно выбирают из термоотверждающихся и нетермоотверждающихся полиамидных смол или глиоксилированных полиакриламидных смол. Полиамиды, применяемые в настоящем изобретении, могут быть разветвленными или неразветвленными, насыщенными или ненасыщенными.
Полиамидные смолы, применяемые в настоящем изобретении, могут включать в себя полиаминоамидэпихлоргидриновые (PAE) смолы такого же общего типа, который применяется в качестве влагостойких смол. PAE-смолы описаны, например, в публикации «Wet-Strength Resins and Their Applications», в гл. 2, H. Epsy, озаглавленной Alkaline-Curing Pоlymeric Amine-Epichlorohydrin Resins, которая включена здесь в полном объеме путем ссылки. Предпочтительные PAE-смолы для применения по настоящему изобретению включают в себя водорастворимый продукт реакции полимеризации эпигалогенгидрина, предпочтительно эпихлоргидрина, и водорастворимого полиамида с вторичной аминогруппой, производного от полиалкиленполиамина и насыщенной алифатической двухосновной карбоновой кислоты, содержащей приблизительно от 3 до приблизительно 10 атомов углерода.
Неполный перечень нетермоотверждающихся катионных полиамидных смол можно найти в патенте США № 5338807, опубликованном Espy и др. и включенном здесь путем ссылки. Нетермоотверждающуюся смолу можно синтезировать при непосредственном взаимодействии в водном растворе полиамидов дикарбоновой кислоты и метилбис-(3-аминопропил)амина с эпихлоргидрином. Карбоновые кислоты могут включать в себя насыщенные и ненасыщенные дикарбоновые кислоты, содержащие приблизительно от 2 до 12 атомов углерода, включая, например, щавелевую, малоновую, янтарную, глутаровую, адипиновую, пилеминовую, субериновую, азелаиновую, себациновую, малеиновую, итаконовую, фталевую и терефталевую кислоты. Предпочтительными являются адипиновая и глутаровая кислоты с наиболее предпочтительной адипиновой кислотой. Можно применять сложные эфиры алифатических дикарбоновых кислот и ароматических дикарбоновых кислот, таких как фталевая кислота, а также комбинации таких дикарбоновых кислот или сложных эфиров.
Термоотверждающиеся полиамидные смолы для применения в настоящем изобретении можно изготовить из продукта реакции эпигалогенгидриновой смолы и полиамида, содержащего вторичный амин или третичные амины. При получении такой смолы двухосновная карбоновая кислот сначала подвергается взаимодействию с полиалкиленполиамином, необязательно в водном растворе, в условиях, подходящих для получения водорастворимого полиамида. Получение смолы завершается взаимодействием водорастворимого амида с эпигалогенгидрином, в частности эпихлоргидрином, с образованием водорастворимой термоотверждающейся смолы.
Получение водорастворимой термоотверждающейся полиамидэпигалогенгидриновой смолы описано в патентах США №№ 2926116; 3058873 и 3772076, опубликованных Kiem, все из которых включены здесь в полном объеме путем ссылки.
Вместо обобщенного полиамина полиамидная смола может быть основана на DETA. Два примера структур такой полиамидной смолы приведены ниже. На структуре 1 показаны два типа концевых групп: группа на основе дикислоты и монокислоты:
СТРУКТУРА 1

Структура 2 показывает полимер с одной концевой группой на основе дикислоты и другой концевой группой на основе азотсодержащей группы:
СТРУКТУРА 2

Отметим, что хотя обе структуры основаны на DETA, для образования упомянутого полимера можно применять другие полиамины, включая те, которые могут иметь в боковых цепях третичный амид.
Полиамидная смола имеет вязкость приблизительно от 80 до приблизительно 800 сантипуаз и общее количество твердых веществ приблизительно от 5% до приблизительно 40%. Полиамидная смола присутствует в клее для крепирования по настоящему изобретению в количестве приблизительно от 0% до приблизительно 99,5%. Согласно еще одному варианту осуществления изобретения полиамидная смола присутствует в клее для крепирования в количестве приблизительно от 20% до приблизительно 80%. В еще одном варианте осуществления изобретения полиамидная смола присутствует в клее для крепирования в количестве приблизительно от 40% до приблизительно 60% в расчете на общее количество твердых веществ в клеящей композиции для крепирования.
Полиамидные смолы для применения по настоящему изобретению можно получать от корпорации Ondeo-Nalco Corporation, расположенной в Naperville, Illinois, и корпорации Hercules Corporation, расположенной в Wilmington, Delaware. Клеящие смолы для крепирования, применяемые в настоящем изобретении, от корпорации Ondeo-Nalco Corporation включают в себя, но не ограничиваются перечисленным, CREPECCEL® 675NT, CREPECCEL® 675P и CREPECCEL® 690HA. Подходящие клеящие смолы для крепирования, поставляемые корпорацией Hercules Corporation, включают в себя, но не ограничиваются перечисленным, HERCULES 82-176, Unisoft 805 и CREPETROL A-6115.
Другие полиамидные смолы для применения по настоящему изобретению включают в себя, например, смолы, описанные в патентах США №№ 5961782 и 6133405, оба из которых включены здесь путем ссылки.
Крепирующий клей также может содержать пленкообразующий полукристаллический полимер. Пленкообразующие полукристаллические полимеры для применения в настоящем изобретении можно выбирать, например, из гемицеллюлозы, карбоксиметилцеллюлозы, и наиболее предпочтительно они включают в себя поливиниловый спирт (PVOH). Поливиниловые спирты, применяемые в клее для крепирования, могут иметь средний молекулярный вес приблизительно от 13000 до приблизительно 124000 дальтонов. Согласно одному из вариантов осуществления изобретения поливиниловые спирты имеют степень гидролиза приблизительно от 80% до приблизительно 99,9%. Согласно еще одному варианту осуществления изобретения поливиниловые спирты имеют степень гидролиза приблизительно от 85% до приблизительно 95%. В еще одном варианте осуществления изобретения поливиниловые спирты имеют степени гидролиза приблизительно от 86% до приблизительно 90%. Также согласно одному из вариантов осуществления изобретения поливиниловые спирты предпочтительно имеют вязкость, измеренную при 20 градусах Цельсия для 4%-ного водного раствора, приблизительно от 2 до приблизительно 100 сантипуаз. Согласно еще одному варианту осуществления изобретения поливиниловые спирты имеют вязкость приблизительно от 10 до приблизительно 70 сантипуаз. В еще одном варианте осуществления изобретения поливиниловые спирты имеют вязкость приблизительно от 20 до приблизительно 50 сантипуаз.
Обычно поливиниловый спирт присутствует в клее для крепирования в количестве приблизительно от 10% до 90% или от 20% до приблизительно 80% или более. В некоторых вариантах осуществления изобретения поливиниловый спирт присутствует в клее для крепирования в количестве приблизительно от 40% до приблизительно 60% по массе в расчете на общее количество твердых веществ в клеящей композиции для крепирования.
Поливиниловые спирты для применения по настоящему изобретению включают в себя спирты, получаемые от компаний Monsanto Chemical Co. и Celanese Chemical. Подходящие поливиниловые спирты от компании Monsanto Chemical Co. включают в себя гелватолы (Gelvatols), включая, но не ограничиваясь перечисленным, GELVATOL 1-90, GELVATOL 3-60, GELVATOL 20-30, GELVATOL 1-30, GELVATOL 20-90 и GELVATOL 20-60. Что касается гелватолов (Gelvatols), первая цифра указывает на процентное содержание остаточного поливинилацетата, а следующие ряды чисел при умножении на 1000 дают число, соответствующее средней молекулярной массе.
Поливиниловые спирты, представляющие собой продукты компании Celanese Chemical, предназначенные для применения в клее для крепирования (прежде до октября 2000 называемые продукты Airvol от компании Air Products), перечислены ниже:
Поливиниловый спирт, применяемый в клее для крепирования
Крепирующий клей также может содержать одну или более сшивающих неорганических солей или агентов. Считается, что такие добавки лучше применять экономно или совсем не применять в связи с настоящим изобретением. Неполный перечень ионов многовалентных металлов включает в себя кальций, барий, титан, хром, марганец, железо, кобальт, никель, цинк, молибден, олово, сурьму, ниобий, ванадий, вольфрам, селен и цирконий. Можно применять смеси ионов металлов. Предпочтительные анионы включают в себя ацетат, формиат, гидроксид, карбонат, хлорид, бромид, иодид, сульфат, тартрат и фосфат. Примером предпочтительной неорганической сшивающей соли является соль циркония. Соль циркония для применения в одном из вариантов осуществления настоящего изобретения можно выбрать из одного или более соединений циркония с валентностью плюс четыре, таких как карбонат аммония и циркония, ацетилацетонат циркония, ацетат циркония, карбонат циркония, сульфат циркония, фосфат циркония, карбонат калия и циркония, фосфат циркония и натрия и тартрат натрия и циркония. Подходящие соединения циркония включают в себя, например, соединения, описанные в патенте США № 6207011, который включен здесь путем ссылки.
Сшивающая неорганическая соль может присутствовать в клее для крепирования в количестве приблизительно от 0% до приблизительно 30%. В еще одном варианте осуществления изобретения сшивающий неорганический агент может присутствовать в клее для крепирования в количестве приблизительно от 1% до приблизительно 20%. В еще одном варианте осуществления изобретения сшивающая неорганическая соль может присутствовать в клее для крепирования в количестве приблизительно от 1% до приблизительно 10% по массе в расчете на общее количество твердых веществ в клеящей композиции для крепирования. Соединения циркония для применения по настоящему изобретению включают в себя соединения, получаемые от компании EKA Chemicals Co. (ранее Hopton Industries) и Magnesium Elektron, Inc. Подходящие коммерческие соединения циркония от компании EKA Chemicals Co. представляют собой AZCOTE 5800M и KZCOTE 5000, а от компании Magnesium Elektron, Inc. - AZC или KZC.
Крепирующий клей согласно настоящему изобретению необязательно может включать в себя любые другие компоненты, общепринятые в данной области, включая, но не ограничиваясь перечисленным, органические сшиватели, масла на основе углеводородов, поверхностно-активные вещества, амфотерные вещества, смачиватели, пластификаторы или другие агенты для обработки поверхности. Обширный, но неполный перечень органических сшивателей включает в себя глиоксаль, малеиновый ангидрид, бисмалеимид, бисакриламид и эпигалогенгидрин. Органические сшиватели могут представлять собой циклические или нециклические соединения. Пластификаторы для применения в настоящем изобретении могут включать в себя пропиленгликоль, диэтиленгликоль, триэтиленгликоль, дипропиленгликоль и глицерин.
Крепирующий клей можно наносить в виде отдельной композиции или можно наносить его компоненты по частям. Более конкретно, полиамидную смолу можно наносить отдельно от поливинилового спирта (PVOH) и модификатора.
Согласно настоящему изобретению впитывающее бумажное полотно производят путем диспергирования волокон для изготовления бумаги в водосодержащей бумажной массе (суспензии) и укладки водосодержащей бумажной массы на формовочную сетку бумагоделательной машины. Можно применять любую подходящую схему формования. Например, обширный, но неполный перечень, кроме формеров Фурдринье (Fourdrinier), включает в себя кресчент-формер, двухсеточный формер с С-образной траекторией прохождения полотна бумаги через формующую часть (конструкция С-типа), двухсеточный формер с S-образной траекторией прохождения полотна бумаги через формующую часть (конструкция S-типа) или формер с отсасывающим грудным валом. Формующий материал (сетка) может представлять собой любой подходящий перфорированный элемент, включая однослойные материалы, двухслойные материалы, трехслойные материалы, фотополимерные материалы и т.п. Неполное описание уровня техники в области формующих материалов включает в себя патенты США №№ 4157276; 4605585; 4161195; 3545705; 3549742; 3858623; 4041989; 4071050; 4112982; 4149571; 4182381; 4184519; 4314589; 4359069; 4376455; 4379735; 4453573; 4564052; 4592395; 4611639; 4640741; 4709732; 4759391; 4759976; 4942077; 4967085; 4998568; 5016678; 5054525; 5066532; 5098519; 5103874; 5114777; 5167261; 5199261; 5199467; 5211815; 5219004; 5245025; 5277761; 5328565 и 5379808, все из которых включены здесь в полном объеме путем ссылки. В частности, один из формующих материалов, применимых в настоящем изобретении, представляет собой материал Voith Fabrics Forming Fabric 2164, производимый корпорацией Voith Fabrics Corporation (Shreveport, LA).
Пенообразование водосодержащей бумажной массы на формующей сетке или материале можно использовать в качестве средства для регулирования проницаемости или пористости листа при мокром крепировании. Способы пенообразования описаны в патенте США № 4543156 и канадском патенте № 2053505, описания которых включены здесь путем ссылки. Вспененную бумажную массу с волокнами получают из водной суспензии волокон, смешанной с вспененным жидким носителем непосредственно перед ее введением в напорный ящик. Суспензия целлюлозы, поставляемая в систему, имеет консистенцию в диапазоне приблизительно от 0,5 до приблизительно 7 процентов волокон по массе, предпочтительно в диапазоне приблизительно 2,5 до приблизительно 4,5 процентов по массе. Суспензию целлюлозы добавляют к вспененной жидкости, содержащей воду, воздух и поверхностно-активное вещество и содержащей от 50 до 80 процентов воздуха по объему, для образования вспененной бумажной массы с волокнами, имеющей консистенцию в диапазоне приблизительно от 0,1 до приблизительно 3 процентов волокон по массе, путем простого смешения из-за естественной турбулентности и смешения, свойственного обрабатываемым элементам. Добавление целлюлозной массы в виде суспензии низкой консистенции приводит к избытку вспененной жидкости, извлекаемой благодаря формующим сеткам. Избыток вспененной жидкости спускается из системы и может применяться где-либо еще или обрабатываться для извлечения из него поверхностно-активного вещества.
Бумажная масса может содержать химические добавки для изменения физических свойств производимой бумаги. Такие химические составы хорошо известны специалисту в данной области и могут применяться в любой известной комбинации. Такие добавки могут представлять собой модификаторы поверхности, умягчители, разрыхлители, добавки для увеличения прочности, латексы, замутнители, оптические отбеливатели, красители, пигменты, проклеивающие агенты, защитные химические составы, удерживающие добавки, добавки, уменьшающие растворимость, органические или неорганические сшиватели или их комбинации; упомянутые химические составы, необязательно содержащие полиолы, крахмалы, PPG-сложные эфиры, PEG-сложные эфиры, фосфолипиды, поверхностно-активные вещества, полиамины, HMCP или и т.п.
Целлюлозную массу можно смешивать с агентами, регулирующими прочность, такими как агенты, повышающие прочность в мокром состоянии, агенты, повышающие прочность в сухом состоянии, и разрыхлители/умягчители и т.п. Подходящие агенты, повышающие прочность в мокром состоянии, известны специалисту в данной области. Обширный, но неисчерпывающий перечень применимых добавок для повышения прочности включает в себя мочевиноформальдегидные смолы, меламиноформальдегидные смолы, глиоксилированные полиакриламидные смолы, полиамидэпихлоргидриновые смолы и т.п. Термоотверждающиеся полиакриламиды получают при взаимодействии акриламида с хлоридом диаллилдиметиламмония (DADMAC) с получением катионного полиакриламидного coполимера, который в конечном счете подвергают взаимодействию с глиоксалем для получения катионной сшиваемой смолы, повышающей прочность в мокром состоянии, глиоксилированного полиакриламида. Такие материалы широко описаны в патентах США №№ 3556932 (авторы Coscia и др.) и 3556933 (авторы Williams и др.), оба из которых включены здесь в полном объеме путем ссылки. Смолы указанного типа коммерчески доступны под торговой маркой PAREZ 631NC корпорации Bayer Corporation. Для получения сшиваемых смол, которые применимы в качестве агентов, повышающих прочность в мокром состоянии, можно применять различные мольные отношения акриламид/-DADMAC/глиоксаль. Кроме того, для получения характеристик прочности в мокром состоянии при отверждении вместо глиоксаля можно использовать другие диальдегиды. Особенно полезными являются полиамидэпихлоргидриновые смолы, повышающие прочность в мокром состоянии, примером которых являются смолы, продаваемые под торговыми марками Kymene 557LX и Kymene 557H компании Hercules Incorporated of Wilmington, Delaware и Amres® от компании Georgia-Pacific Resins, Inc. Такие смолы и способ получения смол описаны в патенте США № 3700623 и в патенте США № 3772076, каждый из которых включен здесь в полном объеме путем ссылки. Подробное описание полимерных эпигалогенгидриновых смол дано в главе 2: Alkaline-Curing Polymeric Amine-Epichlorohydrin (автор Espy) в публикации Wet Strength Resins and Their Application (L. Chan, Editor, 1994), включенной здесь в полном объеме путем ссылки. Довольно обширный перечень смол, повышающих прочность в мокром состоянии, описан Westfelt в публикации Cellulose Chemistry and Technology, том 13, стр. 813, 1979, которая включена здесь путем ссылки.
Также можно включать подходящие агенты, умеренно повышающие прочность в мокром состоянии. Обширный, но не исчерпывающий перечень применимых агентов, умеренно повышающих прочность в мокром состоянии, включает в себя алифатические и ароматические альдегиды, включая глиоксаль, малоновый диальдегид, янтарный диальдегид, глутаральдегид и диальдегидкрахмалы, а также замещенные или прореагировавшие крахмалы, дисахариды, полисахариды, хитозан или другие прореагировавшие продукты реакции полимеризации мономеров или полимеры с альдегидными группами и, необязательно, азотсодержащими группами. Типичные азотсодержащие полимеры, которые можно подходящим образом подвергать взаимодействию с альдегидсодержащими мономерами или полимерами, включают в себя виниламиды, акриламиды и родственные азотсодержащие полимеры. Такие полимеры придают положительный заряд альдегидсодержащему продукту реакции. Кроме того, можно применять другие коммерчески доступные агенты, умеренно повышающие прочность в мокром состоянии, такие как PAREZ 745, производимый компанией Cytec, наряду с агентами, описанными, например, в патенте США № 4605702.
Смола, умеренно повышающая прочность в мокром состоянии, может представлять собой один из ряда водорастворимых органических полимеров, содержащих альдегидные единицы и катионные единицы, применяемых для повышения прочности при растяжении бумажного продукта в сухом и мокром состояниях. Такие смолы описаны в патентах США №№ 4675394; 5240562; 5138002; 5085736; 4981557; 5008344; 4603176; 4983748; 4866151; 4804769 и 5217576. Можно применять модифицированные крахмалы, продаваемые под торговыми марками CO-BOND® 1000 и CO-BOND® 1000 Plus компаниями National Крахмал и Chemical Company of Bridgewater, N.J. Перед применением катионный альдегидный водорастворимый полимер можно приготовить путем предварительного нагрева водной суспензии с приблизительно 5%-ным содержанием твердых веществ, поддерживая ее при температуре приблизительно 240 градусов по Фаренгейту и pH приблизительно 2,7 в течение приблизительно 3,5 минут. В заключение суспензию можно резко охлаждать и разбавлять путем добавления воды для получения смеси, содержащей приблизительно 1,0% твердых веществ, при температуре приблизительно менее 130 градусов по Фаренгейту.
Другие агенты, умеренно повышающие прочность в мокром состоянии, также доступные от компаний National Крахмал и Chemical Company, продаются под торговыми марками CO-BOND® 1600 и CO-BOND® 2300. Такие крахмалы поставляются в виде водных коллоидных дисперсий и не требуют предварительного нагрева перед применением.
Можно применять агенты, умеренно повышающие прочность в мокром состоянии, такие как глиоксилированный полиакриламид. Агенты, умеренно повышающие прочность в мокром состоянии, такие как глиоксилированные полиакриламидные смолы, получают при взаимодействии акриламида с хлоридом диаллилдиметиламмония (DADMAC) с получением катионного полиакриламидного coполимера, который в конечном счете подвергают взаимодействию с глиоксалем для получения катионной сшиваемой смолы, умеренно или временно повышающей прочность в мокром состоянии глиоксилированного полиакриламида. Такие материалы широко описаны в патенте США № 3556932 (авторы Coscia и др.) и в патенте США № 3556933 (авторы Williams и др.), оба из которых включены здесь путем ссылки. Смолы такого типа коммерчески доступны под торговой маркой PAREZ 631NC компании Cytec Industries. Можно применять различные мольные отношения акриламид/DADMAC/глиоксаль для получения сшиваемых смол, которые применимы в качестве агентов, повышающих прочность в мокром состоянии. Кроме того, вместо глиоксаля можно применять другие диальдегиды для получения характеристик прочности в мокром состоянии.
Подходящие агенты, повышающие прочность в сухом состоянии, включают в себя крахмал, гуаровую камедь, полиакриламиды, карбоксиметилцеллюлозу и т.п. Особенно полезной является карбоксиметилцеллюлоза, которая, например, продается под торговой маркой Hercules CMC компанией Hercules Incorporated of Wilmington, Delaware. Согласно одному из вариантов осуществления изобретения целлюлозная масса может содержать приблизительно от 0 до приблизительно 15 фунтов/тонну агента, повышающего прочность в сухом состоянии. Согласно еще одному варианту осуществления изобретения целлюлозная масса может содержать приблизительно от 1 до приблизительно 5 фунтов/тонну агента, повышающего прочность в сухом состоянии.
Подходящие разрыхлители также известны специалисту в данной области. Разрыхлители или умягчители также можно включать в целлюлозную массу или распылять на полотно после его формования. В настоящем изобретении также можно применять материалы-умягчители, включая, но не ограничиваясь перечисленным, класс амидоаминовых солей, производных от аминов частично нейтрализованных кислот. Такие материалы описаны в патенте США № 4720383 и публикациях Evans, Chemistry and Industry, 5 июля 1969, стр. 893-903; Egan, J.Am. Oil Chemist's Soc ., т. 55 (1978), стр. 118-121; и Trivedi и др., J.Am.Oil Chemist's Soc., июнь 1981, стр. 754-756, включенных здесь в полном объеме путем ссылки, в которых указано, что умягчители зачастую комерчески доступны только в виде сложных смесей, а не отдельных соединений. Хотя в последующем обсуждении большое внимание будет уделено преимущественным продуктам, следует понимать, что обычно на практике можно применять коммерчески доступные смеси.
Quasoft 202-JR является подходящим материалом-умягчителем, который можно получать алкилированием продукта конденсации олеиновой кислоты и диэтилентриамина. Условия синтеза, при которых применяется недостаток алкилирующего агента (например, диэтилсульфата) и только одна стадия алкилирования с последующим регулированием pH для протонирования неэтилированных продуктов реакции, приводит к смеси, состоящей из катионных этилированных и катионных неэтилированных продуктов реакции. Небольшая часть (например, приблизительно 10%) полученного амидоамина циклизуется в соединения имидазолина. Поскольку только имидазолиновые части упомянутых материалов представляют собой соединения четвертичного аммония, композиции в целом являются чувствительными к pH. Следовательно, при использовании настоящего изобретения на практике с таким классом химических соединений pH в напорном ящике должен составлять приблизительно от 6 до 8, более предпочтительно от 6 до 7 и наиболее предпочтительно от 6,5 до 7.
Четвертичные соединения аммония, такие как четвертичные соли диалкилдиметиламмония, также являются подходящими, особенно когда алкильные группы содержат приблизительно от 10 до 24 атомов углерода. Такие соединения имеют преимущества, поскольку относительно малочувствительны к pH.
Можно применять биодеградируемые умягчители. Типичные биодеградируемые катионные умягчители/разрыхлители описаны в патентах США №№ 5312522; 5415737; 5262007; 5264082 и 5223096, все из которых включены здесь в полном объеме путем ссылки. Соединения представляют собой биодеградируемые сложные диэфиры четвертичных соединений аммония, сложные эфиры с кватернизированным амином; а типичными биодеградируемыми умягчителями являются биодеградируемые сложные эфиры на основе растительных масел с функциональными группами, образованными хлоридом четвертичного аммония, и сложный диэфир с хлоридом диурецилдиметиламмония.
При некоторых вариантах осуществления изобретения особенно предпочтительная композиция-разрыхлитель включает в себя компонент в виде четвертичного амина, а также неионогенное поверхностно-активное вещество.
Подходящие крепирующие материалы включают в себя однослойные, многослойные структуры или композит, предпочтительно с открытой ячеистой структурой. Материалы могут обладать, по меньшей мере, одной из следующих характеристик: (1) на стороне крепирующего материала, которая соприкасается с мокрым полотном («верхняя» сторона), число нитей в машинном направлении (MD) составляет от 10 до 200 на дюйм (сетки) и число нитей в поперечном по ходу машины направлении (CD) также составляет от 10 до 200 на дюйм (номер); (2) диаметр нити обычно меньше 0,050 дюйма; (3) на верхней стороне расстояние между самой высокой точкой ребер в MD-направлении и самой высокой точкой на ребрах в CD-направлении составляет приблизительно от 0,001 до приблизительно 0,02 или 0,03 дюйма; (4) между указанными двумя уровнями могут находиться ребра (выступы), образованные нитями либо в MD-направлении, либо в CD-направлении, которые создают геометрическую форму поверхности с трехмерным внешним видом по типу выступ/впадина, который передается листу во время стадии крепирования на материале; (5) материал может быть ориентирован в любом подходящем направлении так, чтобы достичь требуемого воздействия на обработку и на свойства продукта; для увеличения волнистости в продукте в MD-направлении на верхней стороне могут присутствовать длинные ребра основы или на верхней стороне могут присутствовать длинные ребра с желобками, если для воздействия на характеристики крепирования по мере того, как полотно переносится с переносящего цилиндра на крепирующий материал, требуется большая волнистость в CD-направлении; и (6) материал может быть изготовлен с определенными геометрическими рисунками, которые приятны глазу и которые обычно повторяются через каждые 2-50 нитей основы. Подходящие коммерчески доступные материалы с грубой структурой включают в себя ряд материалов, производимых компанией Voith Fabric.
Таким образом, крепирующий материал может относится к классу, описанному в патенте США № 5607551 (авторы Farrington и др.) сols. 7-8, а также к материалам, описанным в патенте США № 4239065 (автор Trokhan) в патенте США № 3974025 (автор Ayers). Такие материалы могут иметь приблизительно от 20 до приблизительно 60 ячеек на дюйм и образуются из монофиламентных полимерных волокон с диаметрами, обычно находящимися в диапазоне приблизительно от 0,008 до приблизительно 0,025 дюймов. Как нити основы, так и уточные монофиламентные нити могут быть одного диаметра, хотя и не обязательно.
В некоторых случаях филаментные нити ткутся и дополнительно оснащаются изогнутой конфигурацией, по меньшей мере, в Z-направлении (толщины материала) для получения первой группировки или решетки из точек пересечения обоих наборов филаментных нитей, лежащих в плоскости верхней поверхности; и заранее заданной второй группировки или решетки из точек пересечения, расположенных на плоскости, находящейся под верхней поверхностью. Решетки вплетаются таким образом, что участки с точками пересечения, расположенными в плоскости верхней поверхности, образуют на верхней поверхности материала решетку с углублениями, похожими на плетеную корзину; углубления расположены в шахматном порядке как в машинном направлении (MD), так и в направлении, поперечном машинному (CD), и так, что пролеты каждого углубления соответствуют, по меньшей мере, одной точке пересечения, лежащей на плоскости, находящейся под верхней поверхностью. На виде сверху каждое из углублений по отдельности по периметру окружено контуром, подобным «частоколу», содержащим участки из множества точек пересечения, лежащих в плоскости верхней поверхности. Замкнутый контур материала может содержать термостабилизированные моноволокна из термопластичного материала; верхние поверхности из точек пересечения, лежащих в плоскости верхней поверхности, могут представлять собой монопланарные плоские поверхности. Конкретные варианты осуществления изобретения включают в себя атласные переплетения, а также гибридные переплетения с тремя или более зевами (sheds), и номера сетки приблизительно от 10 × 10 до приблизительно 120 × 120 филаментных нитей на дюйм (от 4 × 4 до приблизительно 47 × 47 на сантиметр). Хотя предпочтительный диапазон номеров сетки составляет приблизительно от 18 × 16 до приблизительно 55 × 48 филаментных нитей на дюйм (от 9 × 8 до приблизительно 22 × 19 на сантиметр).
Если требуется, вместо крепирующего материала, непосредственно описанного выше, в качестве крепирующего материала можно применять альтернативный материал, такой как сушильная сетка. Подходящие материалы описаны в патентах США 5449026 (тканый вариант) и 5690149 (вариант, когда пленочные MD-нити расположены друг над другом) (автор Lee), а также в патенте США 4490925 (автор Smith) (спиральный вариант).
Материалы, применяемые в связи с сушкой листа перед крепированием материала и/или в связи с очень быстрым переносом перед крепированием материала, могут представлять собой либо материалы, описанные как крепирующие материалы, либо упомянутые выше сушильные сетки.
Перед крепированием материала с поверхности переноса необязательно выполняется очень быстрый перенос. Очень быстрый перенос осуществляется при консистенции полотна приблизительно от 10 до 30 процентов, предпочтительно менее 30 процентов и происходит по мере переноса через фиксированный зазор в отличие от крепирования материала под давлением. Обычно очень быстрый перенос выполняют на «Rush Transfer» приблизительно от 10 до приблизительно 30 процентов при консистенции приблизительно от 10 до приблизительно 30 процентов, в то время как крепирование материала с высоким содержанием твердых веществ в зазоре между валками обычно выполняется при консистенции, по меньшей мере, 35 процентов. Дополнительные подробности в отношении «Rush Transfer» показаны в патенте США № 4440597 (автор Wells и др.). Обычно очень быстрый перенос выполняют, применяя вакуум, чтобы облегчить удаление полотна с донорного материала и последующую его фиксацию на принимающем или рецепторном материале. Наоборот, на стадии крепирования материала вакуум, соответственно, не требуется, если крепирование материала упоминается как осуществляемое «под давлением»; такое упоминание относится к приложению нагрузки к рецепторному материалу относительно поверхности переноса, хотя при затратах на дополнительное усложнение системы помощь вакуума можно использовать при условии, что величина вакуума является недостаточной, чтобы помешать перемещению или перераспределению волокна.
Вне связи с теорией считается, что перераспределение волокна от обычной случайной структуры до узорчатой достигается с помощью соответствующего выбора консистенции, рисунка материала, параметров зазора и приращения скорости, разности в скорости между поверхностью переноса и крепирующей лентой. Как станет ясно из последующего обсуждения, чтобы достичь требуемого перераспределения волокна и комбинации свойств, могут потребоваться приращения скорости, по меньшей мере, 100 фт/мин, 200 фт/мин, 500 фт/мин, 1000 фт/мин, 1500 фт/мин или даже более 2000 фт/мин в некоторых условиях. Во многих случаях достаточны приращения скорости приблизительно от 500 фт/мин до приблизительно 2000 фт/мин. Как показано ниже в таблице 2, продукты, полученные способом крепирования материала, сравниваются с традиционными продуктами.
Сравнение типичных свойств полотна
В настоящем изобретении предлагается преимущество, которое позволяет применять относительно низкосортные или иные доступные источники энергии для обеспечения термической энергии, применяемой для сушки полотна. Другими словами, согласно изобретению нет необходимости обеспечивать качество нагреваемого воздуха для сквозной сушки или нагреваемый воздух, подходящий для сушильной камеры, поскольку сушильные барабаны можно нагревать от любого источника, включая утилизацию отходов или рекуперацию тепла, например, от источника комбинированного производства тепла и электроэнергии. Еще одно преимущество изобретения состоит в том, что оно может использовать имеющиеся в наличии производственные средства, такие как сушильные барабаны и формеры Фурдринье плоскосеточных бумагоделательных машин, чтобы производить основной лист высшего качества для санитарно-гигиенической бумаги и полотенца и таким образом намного снижать необходимые капиталовложения для изготовления продуктов высшего качества.
Когда здесь упоминается сушка полотна в то время, как оно удерживается «на крепирующем материале», или применяется подобная терминология, имеется в виду, что значительная часть полотна выпячивается в пустоты крепирующего материала в то время, как, само собой разумеется, другая значительная часть полотна непосредственно соприкасается с ним.
Один из предпочтительных путей практического применения изобретения включает в себя сушку полотна на сушильном барабане, в то время как оно соприкасается с крепирующим материалом, который также служит в качестве сушильного материала. Сушку на сушильном барабане можно применять саму по себе или в сочетании с сушкой воздушно-турбинного типа; сочетание особенно удобно, если в распоряжении имеется схема двухъярусной секции сушки, как описано далее. Сушку воздушно-турбинного типа, если требуется, также можно применять только в качестве средства для сушки полотна в то время, когда оно удерживается на крепирующем материале. Подходящее роторное оборудование для сушки воздушно-турбинного типа сушки описано в патенте США № 6432267 (автор Watson) и в патенте США № 6447640 (авторы Watson и др.). Поскольку способ по изобретению можно легко осуществить на практике на имеющемся в наличии оборудовании, можно с успехом использовать любые имеющиеся в наличии сушильные барабаны с плоской поверхностью, чтобы к тому же сохранить собственные средства.
Различные конструкции внутреннего слоя оцениваются со ссылкой на Фиг.1-19. Фиг. 1 представляет собой микрофотографию открытого ячеистого полотна 1 с очень низким базовым весом, содержащего множество областей 2 с хохолком с относительно высокого базового веса, соединенных с помощью множества соединяющих областей 3 с более низким базовым весом. Как можно хорошо видеть на увеличенном изображении Фиг. 2, целлюлозные волокна соединяющих областей 3 имеют ориентацию, которая отклоняется вдоль направления, по которому они простираются между областями 2 с хохолком. Ориентация и колебание локального базового веса оказались неожиданными, с точки зрения того факта, что находящееся в процессе формования полотно, когда оно формуется и без больших нарушений переносится на поверхность переноса перед проведением его мокрого крепирования, очевидно имеет случайную ориентацию волокон. Ясно видно, что приданная волокну упорядоченная структура имеет в наивысшей степени низкий базовый вес там, где полотно 1 имеет открытые участки 4 и, следовательно, открытую ячеистую структуру с клетками, обедненными волокнами в областях, лишенных волокон, упоминаемых как пустоты.
На Фиг. 3 показано полотно вместе с крепирующим материалом 5, на котором волокна перераспределяются в зазоре при мокром крепировании после обычного формования со случайным распределением до консистенции 40-50 процентов или перед крепированием с переносящего цилиндра.
В то время как структуру, включающую в себя области с хохолком и переориентированными волокнами, легко наблюдать в вариантах осуществления открытой ячеистой структуры с очень низким базовым весом, как видно на Фиг. 4-6, когда базовый вес увеличивается, упорядоченная структура продуктов по изобретению также видна там, где покровные области из волокна 6 перекрывают области с хохолком и соединяющие области таким образом, что лист 7 имеет практически сплошные поверхности, что особенно хорошо видно на Фиг. 4 и 6, где более темные области соответствуют более низкому базовому весу, в то время как почти сплошные белые области соответствуют относительно уплотненному волокну.
Из Фиг.4-6 также можно оценить влияние переменных параметров обработки и т.п. На обеих Фиг. 4 и 5 показан 19 фунтовый лист; однако рисунок, с точки зрения колебания базового веса, на Фиг. 5 более выпуклый, поскольку крепирование материала было значительно выше (40% против 17%). На Фиг.6 также показано полотно с более высоким базовым весом (27 фунтов) при 28% крепировании, где все области с хохолком, соединяющие и покровные области, являются выпуклыми.
Кроме того, со ссылкой на Фиг.7-18 проведена дополнительная оценка перераспределения волокон от обычного случайного расположения в узорчатое распределение, включая ориентированное смещение, а также перераспределение обогащенных волокнами областей, соответствующее структуре крепирующего материала.
Фиг.7 представляет собой микрофотографию (х10) целлюлозного полотна, из которого получен ряд образцов, и с помощью сканирующего электронного микроскопа получены снимки (SEM), на которых дополнительно показана структура волокна. На левой стороне Фиг. 7 показана область поверхности, для которой получены SEM-изображения поверхности 8, 9 и 10. На полученных SEM-изображениях видно, что волокна соединяющих областей имеют ориентацию, смещенную вдоль их направления между областями с хохолком, как было отмечено ранее в связи с микрофотографиями. Кроме того, на Фиг. 8, 9 и 10 видно, что сформированные покровные области имеют ориентацию волокон вдоль машинного направления. Такая особенность достаточно ярко проиллюстрирована на Фиг.11 и 12.
На Фиг. 11 и 12 представлен вид в разрезе вдоль линии XS-A, указанной на Фиг. 7. При 200-кратном увеличении (Фиг. 12) особенно хорошо видно, что волокна ориентированы по направлению к рассматриваемому сечению или в машинном направлении, поскольку большинство волокон было разрезано, когда получали сечение образца.
На Фиг. 13 и 14 на разрезе образца вдоль линии XS-B, указанной на Фиг. 7, видно меньше разрезанных волокон, особенно на средних участках микрофотографий, что снова указывает на смещение ориентации в MD-направлении в данных областях. Отметим, что в обогащенной волокнами области слева на Фиг. 13 видны U-образные складки. См. также Фиг. 15.
Фиг. 15 и 16 представляют собой SEM-снимки участка образца, приведенного на Фиг.7, вдоль линии XS-C. На данных фигурах видно, что области с хохолком (слева) «складываются в стопку» с более высоким локальным базовым весом. Кроме того, на SEM-снимке Фиг. 16 видно, что большое число волокон в области с хохолком (слева) разрезано, что указывает на переориентацию волокон в данной области в направлении, поперечном MD-направлению, в данном случае вдоль CD-направления. Также заслуживает упоминания тот факт, что наблюдаемое число концов волокон уменьшается по мере движения слева направо, что указывает на ориентацию в направлении MD по мере удаления от областей с хохолком.
Фиг. 17 и 18 представляют собой SEM-снимки участка образца, приведенного на Фиг. 7, вдоль линии XS-D. Здесь видно, что смещение ориентации волокон изменяется по мере движения в поперечном CD-направлении. Слева в соединяющей или связывающей области видно большое число «концов», что указывает на смещение в MD-направлении. В середине концов меньше, поскольку кромка области с хохолком пройдена, что указывает на большее смещение в CD-направлении, до тех пор, пока не приблизились к другой соединяющей области, когда отрезанных волокон снова становится больше, что снова указывает на увеличение смещения в MD-направлении.
Вне связи с теорией считается, что перераспределение волокна достигается с помощью выбора подходящей консистенции, материала или рисунка материала, параметров зазора и приращения скорости, разности в скорости между поверхностью переноса и крепирующим материалом. Как станет очевидно из последующего обсуждения, чтобы достичь требуемого перераспределения волокна и сочетания свойств, в некоторых условиях могут потребоваться приращения скорости, по меньшей мере, 100 фт/мин, 200 фт/мин, 500 фт/мин, 1000 фт/мин, 1500 фт/мин или даже более 2000 фт/мин. Во многих случаях будут достаточными приращения скорости приблизительно от 500 фт/мин до приблизительно 2000 фт/мин.
На Фиг. 19 приведено схематическое изображение листа 1 с колебанием локального базового веса, включающего в себя области 2 с хохолком с относительно высоким базовым весом, соединенные соединяющими областями 3 с относительно низким базовым весом, простирающимися между ними. Покровные области 6 простираются между соседними соединяющими областями и областями с хохолком и включают в себя открытые или пустые области 4, которые вообще не содержат волокна; то есть лишены волокна. Области между соседними соединяющими областями и областями с хохолком из-за своей губкообразной структуры упоминаются как «клетки» и включают в себя области 6 и 4. «Поперечный размер» клеточек равен средней ширине областей, ограниченных областями с хохолком 2 и соединяющими областями 3, как показано в точках 11a, 11b. Данный параметр можно апроксимировать путем усреднения расстояния между ребрами в CD-направлении и ребрами в MD-направлении, как можно определить из Фиг. 3. С другой стороны, «поперечный размер» открытых областей или пустот 4 определяется путем измерения общей открытой площади (A), числа пустот (N) и расчета поперечного размера пустот согласно формуле:
Поперечный размер пустот = (4A/Nπ)1/2.
Такой параметр характеризует пустые области листа.
На Фиг. 20 схематически показана бумагоделательная машина 10, которую можно применять для осуществления настоящего изобретения на практике. Бумагоделательная машина 10 включают в себя участок формования 12, прессовой участок 14, валок для крепирования 16, а также участок сушки на сушильном барабане 18. Участок формования 12 включает в себя: напорный ящик 20, формующий материал или сетку 22, которая опирается на множество валков для создания формовочного стола 21. Таким образом, бумагоделательная машина оборудована формующим валком 24, опорными валками 26, 28, а также передающим валком 30.
Прессовой участок 14 включает в себя сукно для изготовления бумаги 32, опирающееся на валки 34, 36, 38, 40, и башмачный прессовый вал 42. Башмачный прессовый вал 42 включает в себя башмак 44 для прессования полотна, расположенный вплотную к передающему барабану или валку 46. Передающий валок или барабан 46, если требуется, можно нагревать. В одном из предпочтительных вариантов осуществления изобретения температура регулируется таким образом, чтобы поддерживать профиль влажности в полотне при получении двустороннего листа с локальным колебанием базового веса, который не распространяется на поверхность полотна при соприкосновении с цилиндром 46. Обычно для нагревания цилиндра 46 применяется пар, как отмечается в патенте США № 6379496 (автор Edwards и др.). Валок 46 включает в себя поверхность переноса 48, на которую во время производства наносится полотно. Валок для крепирования 16 отчасти поддерживает крепирующий материал 50, который также опирается на несколько валков 52, 54 и 56.
Участок сушки на сушильном барабане 18 также включает в себя множество сушильных барабанов 58, 60, 62, 64, 66, 68 и 70, как показано на диаграмме, на которой барабаны 66, 68 и 70 расположены на первом ярусе, а барабаны 58, 60, 62 и 64 расположены на втором ярусе. Барабаны 66, 68 и 70 непосредственно соприкасаются с полотном, тогда как барабаны в другом ярусе соприкасаются с материалом. При таком двухъярусном расположении, когда полотно отделено от барабанов 60 и 62 материалом, существует некоторое преимущество для применения сушильных барабанов 60 и 62 воздушно-турбинного типа, которые могут представлять собой барабаны с отверстиями, чтобы поток воздуха соответствовал схематически указанному для 61 и 63.
Дополнительно имеется накат бумагоделательной машины 72, который включает в себя направляющий валок 74 и намоточный барабан 76, схематически показанные на диаграмме.
Бумагоделательную машину 10 эксплуатируют таким образом, чтобы полотно передвигалось в машинном направлении, указанном стрелками 78, 82, 84, 86 и 88 на Фиг. 20. Как показано на диаграмме, бумажную массу для изготовления бумаги с низкой консистенцией, менее 5%, наносят на материал или сетку 22 для формования полотна 80 на столе 21. Полотно 80 передается в машинном направлении к прессовому участку 14 и переносится на прессовое сукно 32. При этом перед переносом на сукно полотно обычно обезвоживается на сетке 22 до консистенции приблизительно от 10 до 15 процентов. Чтобы содействовать переносу на сукно 32, валок 34 также может представлять собой вакуумный барабан. На сукне 32 полотно 80 обезвоживается обычно до консистенции приблизительно от 20 до приблизительно 25 процентов перед входом в прессовой зазор, указанный как 90. В зазоре 90 полотно прессуется на цилиндре 46 посредством башмачного прессового вала 42. При этом башмак 44 оказывает давление в том месте, после которого полотно переносится на поверхность 48 валка 46 при консистенции приблизительно от 40 до 50 процентов на передающем валке. Передающий валок 46 перемещается в машинном направлении, указанном с стрелкой 84, с первой скоростью.
Материал 50 перемещается в направлении, указанном стрелкой 86, и подхватывает полотно 80 в крепирующем зазоре, указанном как 92. Материал 50 перемещается со второй скоростью, более низкой, чем первая скорость поверхности переноса 48 валка 46. Таким образом, полотно обеспечивается крепированием материала обычно в количестве приблизительно от 10 до приблизительно 100 процентов в машинном направлении.
Крепирующий материал устанавливает границы крепирующего зазора по всей длине, на которой крепирующий материал 50 адаптируется к поверхности контакта 48 валка 46; то есть прикладывает значительное давление к полотну относительно передающего цилиндра. С этой целью ведущий (или крепирующий) валок 16 может быть снабжен мягкой способной деформироваться поверхностью, которая будет увеличивать длину крепирующего зазора и увеличивать угол крепирующего материала между материалом и листом и точку контакта, или в качестве валка 16 можно было бы применять башмачный прессовый вал для увеличения эффективного контакта с полотном в зазоре крепирующего материала 92 с высокой динамической нагрузкой, где полотно 80 переносится на материал 50 и продвигается в машинном направлении. Применяя различное оборудование в крепирующем зазоре, можно регулировать угол крепирующего материала или угол, под которым изделие отводится из крепирующего зазора. На валке 16 можно применять покрытие с твердостью по Пьюзи-Джонсу приблизительно от 25 до приблизительно 90. Таким образом можно влиять на природу и количество перераспределенного волокна, расслоение/разрыхление, которые могут возникать в зазоре крепирующего материала 92 путем регулирования указанных параметров зазора. В некоторых вариантах осуществления изобретения может быть желательно преобразование характеристик внутренних волокон в z-направлении, в то время как в других случаях может потребоваться воздействовать на свойства только в плоскости полотна. Параметры крепирующего зазора могут влиять на распределение волокна в полотне в различных направлениях, включая стимулирование изменений в z-направлении, а также в MD- и CD-направлении. В любом случае перенос с передающего цилиндра на крепирующий материал представляет собой высокую динамическую нагрузку, поскольку материал перемещается более медленно, чем полотно, и возникает значительное изменение скорости. Обычно полотно во время переноса с передающего цилиндра на материал крепируется приблизительно на 10-60 процентов и даже выше.
Крепирующий зазор 92 обычно распространяется по всей длине зазора крепирующего материала приблизительно от 1/8 дюйма до приблизительно 2 дюймов, обычно от 1/2 дюйма до 2 дюймов. Для крепирующего материала с 32 нитями на дюйм в CD-направлении в полотне 80 будет насчитываться приблизительно от 4 до 64 уточных филаментных нитей в зазоре.
Давление в зоне контакта валков в зазоре 92, то есть нагрузка между ведущим валком 16 и передающим валком 46, соответствует 20-100, предпочтительно 40-70 фунтов на погонный дюйм (PLI).
После крепирования на материале полотно 80 удерживается на материале 50 и подается на участок сушки на сушильном барабане 18. На участке сушки на сушильном барабане 18 полотно сушится до консистенции приблизительно от 92 до 98 процентов перед тем, как сматываться на намоточный барабан 76. Отметим, что на участке сушки применяется множество нагреваемых сушильных барабанов 66, 68 и 70, которые непосредственно соприкасаются с полотном на материале 50. Сушильные барабаны или валки 66, 68 и 70 нагреваются паром до повышенной температуры, действенной для сушки полотна. Валки 58, 60, 62 и 64 также нагреваются, хотя данные валки соприкасаются непосредственно с материалом, а не с полотном.
При некоторых вариантах осуществления изобретения желательно исключить в процессе открытые участки полотна бумаги, такие как открытый участок полотна бумаги между крепированием и сушкой материала и намоточным барабаном 76. Этого легко достичь с помощью продления крепирующего материала до намоточного барабана и перемещения полотна непосредственно с материала к намоточному барабану, как описано в патенте США № 5593545 (авторы Rugowski и др.)
На Фиг. 21 показана еще одна бумагоделательная машина 110 для применения в связи с настоящим изобретением. Бумагоделательная машина 110 представляет собой машину с тремя контурами материала, содержащую участок формования 112, обычно упоминаемый в данной области как “CRESCENT FORMER”. Участок формования 112 включает в себя формующую сетку 122, которая опирается на множество валков, таких как валки 132, 135. Участок формования также включает в себя формовочный валок 138, который поддерживает сукно для изготовления бумаги 148 так, чтобы полотно 144 формовалось непосредственно на сукне 148. Движущееся сукно 114 переносится к участку с башмачным прессом 116, где влажное полотно переносится на ведущий валок 160 и отжимается одновременно с переносом. Затем полотно 144 крепируется на материале 118 в зазоре крепирующего материала 176 и проходит через еще один прессовой зазор 182 перед нанесением на Янки-цилиндр 120 с применением крепирующего клея, как отмечено выше. При некоторых вариантах осуществления система включает в себя отсасывающий сеткоповоротный валик 154; однако трехконтурную систему можно компоновать различными путями, при которых сеткоповоротный валок не требуется. Такая особенность, в частности, важна в связи с модернизацией бумагоделательной машины, поскольку затраты на перенастройку, связанные с оборудованием, то есть с оборудованием для дефибрирования или обработки волокон и/или с крупным и дорогостоящим оборудованием для сушки, таким как Янки-цилиндр или множество сушильных барабанов, сделало бы модернизацию чрезмерно дорогой за исключением тех случаев, когда усовершенствования можно проектировать совместимыми с имеющимся в наличии оборудованием.
Чтобы получать обладающие признаками изобретения многослойные продукты по изобретению, лист с локальным колебанием базового веса, показанный на Фиг. 1-19, получают на бумагоделательной машине, описанной в связи с Фиг.20, 21. Двухсторонний лист можно складывать с другим двухсторонним листом со сплошными наружными поверхностями или лист с локальным колебанием базового веса можно включать в качестве внутреннего слоя трехслойной структуры.
На Фиг. 22 показан аппарат 200 для тиснения и складывания, в котором первый двусторонний слой 211 подвергается тиснению с помощью первой сопряженной пары валков 212. Слой 211 имеет сплошную наружную поверхность 213, а также внутреннюю поверхность 215 с областями, обедненными волокнами, как отмечалось выше. Второй слой 223 подвергается тиснению с помощью валков 224. Слой 222 также имеет сплошную наружную поверхность 223 и внутреннюю поверхность 225 с областями, обедненными волокнами. Два слоя подаются в складывающий зазор 230 и складываются вместе для образования двухслойной структуры 240, в которой их стороны с областями, обедненными волокнами, соприкасаются друг с другом внутри листа, а сплошные поверхности 213, 223 образуют наружные поверхности многослойной впитывающей структуры. Чтобы прикрепить листы друг к другу, на лист 211 с помощью формного валика для глубокой печати, указанного как 242, необязательно наносится клей; во многих случаях для целей скрепления листов достаточно сопряженных элементов в зазоре 230.
Многослойные структуры, обладающие признаками изобретения, также удобно получать в виде трехслойных структур, как показано фактически на фигуре 23. На Фиг. 23 показан блок сложения 250, в котором центральный слой 252 с локальным колебанием базового веса складывается с наружными слоями 254, 256. Центральный слой 252, внутренний слой впитывающей структуры, может иметь области с открытыми ячейками, как показано на Фиг. 1, или может иметь сплошные поверхности, если требуется. Слои 254, 256, если требуется, могут иметь локальные колебания базового веса или могут представлять собой традиционный впитывающий лист. Наружные поверхности слоев 254, 256 являются сплошными поверхностями.
Блок тиснения на Фиг. 23 включает в себя валки 258, 260, 262, 264 и 266, которые вращаются в направлениях, указанных стрелками, и спроектированы и смонтированы так, чтобы они способствовали прикреплению листов друг к другу. Здесь снова необязательно применяется клей, и следует принять во внимание, что можно использовать любой подходящий регламент сложения.
Продукты по изобретению также можно снабжать боковой гидрофобной поверхностью, как описано в одновременно рассматриваемой заявке США № 10/702414, поданной 6 ноября 2003 и озаглавленной «Absorbent Sheet Exhibiting Resistance to Moisture Penetration» (Attorney Docket No. 2376; GP-01-24), и как дополнительно отмечено ниже.
По меньшей мере, одна поверхность из целлюлозных волокон устойчива к проникновению влаги, в то же время сохраняя обычно свою впитывающую способность. В предпочтительных вариантах осуществления изобретения обработанные полотна обладают такими физическими свойствами, как воздухопроницаемость и прочность при растяжении в мокром состоянии, подобными или точно такими же, как свойства необработанного продукта. Полотно, обработанное незначительным количеством (% по массе) воска и эмульгатором, в течение ограниченного периода времени характеризуется углом смачивания водой, почти таким же, как у воска, и таким образом регулирует переход жидкости в полотно гораздо больше, чем можно было бы ожидать от заданного относительно небольшого количества присутствующего воска. То есть небольшое количество воска может увеличивать угол смачивания целлюлозного полотна водой обычно от 0 градусов до исходного значения угла смачивания, аналогичного воску, приблизительно 90 градусов, в то время как впитывающая способность полотна сохраняется. Наносимая на полотно водная композиция воск/эмульгатор не обладает требуемыми, описанными здесь защитными свойствами до тех пор, пока остаток не нагревается выше его точки плавления вместе с полотном in situ. Вне связи с какой-либо теорией считается, что эмульгатор действует на воск в качестве диспергирующей добавки и помогает поверхностям волокон распределять воск в полотне так, чтобы воск не имел обособленной макроструктуры; воск связывается с большей частью площади поверхности волокон с образованием гидрофобной поверхности обработанного полотна. Обычный способ обработки полотна согласно изобретению включает в себя увлажнение, по меньшей мере, одной поверхности полотна водной дисперсией, содержащей воск и эмульгатор, и нагревание полотна выше точки плавления воска для растворения воска в дисперсии и получения на полотне гидрофобной поверхности. Гидрофобная поверхность гораздо более гидрофобна, чем полотно из целлюлозных волокон, и обычно в течение одной минуты имеет угол смачивания водой 50 градусов или более.
Чтобы измерить замедление проникновения влаги на поверхности однослойного или многослойного впитывающего листа, образец кондиционируют при 23°C и относительной влажности воздуха 50%. Кондиционированный образец без усилия прикрепляют к рамке без значительного растяжения как в машинном, так и в поперечном направлении, но с достаточным натяжением во всех направлениях, чтобы разгладить лист. Лист в рамке подвешивают горизонтально так, чтобы обе поверхности листа не соприкасались с любой другой поверхностью, то есть соприкасались только с воздухом, поскольку соприкосновение поверхности с листом может значительно влиять на времена проникновения влаги. Поверхность, для которой снимаются характеристики, располагают наверху и осторожно помещают на нее каплю (0,10 мл) окрашенной воды. Одновременно с нанесением на поверхность капли окрашенной воды включают таймер и останавливают его, когда капля полностью впитается в лист и уже не выступает над поверхностью, что наблюдается визуально невооруженным глазом. Регистрируют время как задержку проникновения влаги. Испытание проводят при комнатной температуре.
Угол между касательной к поверхности капли жидкости у ее границы раздела воздух/жидкость в точке соприкосновения капли с твердым телом и поверхностью твердой подложки, на которой лежит капля (измеряемой на протяжении жидкости), обычно называется контактным углом жидкости с твердым телом (углом смачивания). См. Фиг. 24A. Угол смачивания можно измерять в любой точке на линии соприкосновения трех фаз воздух/жидкость/твердое. Здесь термин «углы смачивания» относится к углам смачивания впитывающего листа водой при комнатной температуре, измеряемым с помощью гониометра. Хотя было обнаружено, что лист, обработанный воском, обладает углами смачивания, которые немного изменяются со временем, разности между углами смачивания на обработанной поверхности и противоположной (необработанной) поверхности листа остаются относительно постоянными, как видно на Фиг. 24B и 24C. Кроме того, поскольку угол смачивания необработанного целлюлозного листа составляет 0 градусов, абсолютное увеличение угла смачивания является достоверной количественной характеристикой продуктов по изобретению. Углы смачивания определяют с помощью приклеивания образца к предметному стеклу микроскопа размером 75 x 25 мм. Готовят предметное стекло для размещения образца с помощью узкой полоски двухсторонней липкой ленты. Слой образца, обычно основной лист, приклеивают к ленте, располагая сверху ту поверхность, которая подвергается испытанию. Затем предметное стекло помещают на предметный столик гониометра и на поверхность, подвергаемую испытанию, помещают каплю (0,01 мл) дистиллированной воды. Одновременно с размещением капли на поверхности образца начинают отсчет времени и с помощью гониометра регистрируют изображение образца на границе капля/лист через 1, 3, 5, 7, 9 и 11 минут, применяя телескопический объектив для съемки крупным планом и прибор для записи видеосигналов. Видеосигналы анализируются для определения угла смачивания с помощью графического изображения касательного вектора, идущего от линии соприкосновения капли воды с поверхностью листа, как проиллюстрировано на Фиг. 24A. Можно использовать любой подходящий гониометр. Одним из подходящих приборов является гониометр компании Rame-Hart Inc., в котором используется камера Panasonic camera WV-BP312, а для измерения угла смачивания применяется программное обеспечение на основе Java.
Применяемый воск включает в себя относительно низкоплавкие твердые при комнатной температуре органические смеси или соединения с относительно высокой молекулярной массой, обычно подобные композиции на основе жиров и масел, если не считать того, что они содержат немного или совсем не содержат глицеридов. Некоторые воски представляют собой углеводороды, другие - сложные эфиры жирных кислот и спиртов. Воски термопластичны, но поскольку они не являются высокомолекулярными полимерами, они не относятся к семейству пластмасс. Общие свойства включают в себя гладкие текстуры, низкую токсичность и отсутствие нежелательного запаха и окраски. Воски обычно являются горючими веществами с хорошими диэлектрическими свойствами. Они растворимы в большинстве органических растворителей и нерастворимы в воде. Типичные классы восков кратко перечислены ниже.
Природные воски включают в себя карнаубские воски, парафиновые воски, горные воски и микрокристаллические воски. Карнаубский воск представляет собой природный воск растительного происхождения, производимый из листьев деревьев Бразильской пальмы (Copernica cerifera). Карнаубский воск представляет собой относительно твердый хрупкий воск, основной особенностью которого является смазывающая способность, противодействие слипанию и соответствие требованиям FDA. Карнаубскиий воск пользуется спросом в качестве лака для покрытия консервных банок в пищевой индустрии и индустрии койлкоутинговых покрытий, а также индустрии пленочных покрытий. Точка плавления карнаубских восков обычно составляет приблизительно от 80 до приблизительно 86°C.
Парафины представляют собой низкомолекулярные воски с точками плавления в диапазоне приблизительно от 48° до приблизительно 74°C. Они имеют относительно высокую очистку и низкое содержание нефтепродуктов и представляют собой углеводороды с прямой цепью. Парафины обеспечивают противодействие слипанию, скольжение, водостойкость и устойчивость к проницаемости влаги и водяных паров.
Горные воски представляют собой минеральные воски, которые в исходной форме извлекаются из лигнита, образующегося при разложении растительных веществ. Точка плавления типичная горного воска находится в диапазоне приблизительно от 80 до приблизительно 90°C.
Микрокристаллические воски образуются при перегонке сырой нефти. Микрокристаллические воски обладают молекулярной массой приблизительно от 500 до 675 граммов/моль и точками плавления приблизительно от 73°C до приблизительно 94°C. Такие воски обладают высокоразветвленной цепью и содержат кристаллы маленького размера.
Синтетические воски включают в себя воски Фишера-Тропша, полиэтиленовые воски и дисперсии восков, состоящих из различных макромеров. Воски Фишера-Тропша производят почти монопольно в Южной Африке путем газификации угля. Они включают в себя метиленовые группы, которые могут иметь либо четное, либо нечетное число атомов углерода. Такие воски обладают молекулярными массами 300-1400 г/моль и находят различное применение.
Полиэтиленовые воски изготавливают из этилена, получаемого из природного газа или с помощью крекинга нафты. Затем этилен полимеризуется для получения восков с различными точками плавления, твердостями и плотностями. Молекулярные массы полиэтиленовых восков находятся в диапазоне приблизительно 500-3000 г/моль. Окисленные полиэтилены легко эмульгируются, тогда как неокисленные полиэтилены большей частью нет. Однако некоторые неокисленные полиэтилены успешно эмульгированы. Полиэтилены высокой плотности (HDPE) обладают намного большей степенью кристалличности, а их молекулы плотно упакованы. Точки плавления находятся в диапазоне приблизительно от 85°C до приблизительно 141°C и они применяются в лакокрасочных материалах, текстильных изделиях, покрытиях и полирующих средствах. Полиэтилены низкой плотности демонстрируют большую прочность и обладают лучшей кристаллизацией. Плотности находятся в диапазоне приблизительно от 0,9 до приблизительно 0,95 г/мл, и точки плавления находятся в диапазоне от 30°C до 141°C.
Дисперсии восков хорошо известны в данной области. Согласно настоящему изобретению предпочтительно использовать водорастворимые дисперсии восков, в частности, хорошо известные в данной области. В этом смысле отметим патент США № 6033736 (авторы Perlman и др.); патент США № 5431840 (авторы Soldanski и др.), а также патент США № 4468254 (авторы Yokoyama и др.), описания которых включены здесь путем ссылки. В общем случае дисперсия воска содержит приблизительно от 90 до приблизительно 50 процентов воды, приблизительно от 10 до приблизительно 50 процентов воскообразных твердых веществ и незначительные количества эмульгатора. «Водная дисперсия воска» и тому подобная терминология относится к стабильной смеси воска, эмульгатора и воды без значительного количества компонента-растворителя. При комнатной температуре воск находится в твердой или нерасплавленной форме, и лист обычно спрыскивают дисперсией воска в условиях окружающей среды или в близких к ним условиях. Размер частиц в дисперсии может быть больше или меньше 1 микрона со средними размерами частиц приблизительно от 100 нм до приблизительно 500 нм, типичными для применения в связи с настоящим изобретением. Обычно дисперсии содержат 20-50 мас.% твердых веществ.
Предпочтительные способы обработки
Было обнаружено, что дисперсии воска, такие как дисперсии полиэтиленового воска, дисперсии полипропиленового воска, дисперсии полибутена, дисперсии полиуретанового воска, дисперсии поликристаллического воска, дисперсии карнаубского воска и дисперсии смесей на основе карнаубского воска, можно применять для создания защитного материала для санитарно-гигиенической бумаги и полотенечных продуктов, в то же время не уменьшая их впитывающую способность или не влияя отрицательно на их внешний вид и ощущение на ощупь. Обработанная поверхность неожиданно обладает лучшим ощущением на ощупь и становится более гидрофобной, чем необработанный образец. Листы или полотна можно обрабатывать с помощью распыления дисперсии воска, содержащей 20-40 процентов твердых веществ, на полотно в количестве приблизительно 3-5 процентов или сопровождая обработку нагреванием полотна в сушильном шкафу в течение 5 минут при 100°C, когда воск обладает температурой плавления меньше 100°C.
В некоторых вариантах осуществления изобретения волокна под обработанной поверхностью кажутся более гидрофильными, чем у необработанного образца. Вне связи с какой-либо теорией такие свойства могут существовать благодаря разрушению мицеллярной структуры во время соприкосновения с волокном. Во время такого процесса воск может сначала располагаться на поверхности полотна, эмульгатор (гидрофильный материал) - компонент дисперсии может затем дополнительно переходить в полотно, улучшая гидрофильность волокна. Взаимодействие дисперсии плавленого воска с поверхностью волокон дает значительное преимущество для создания водоотталкивающего материала без отрицательного воздействия на мягкость и впитывающую способность продукта.
Также обнаружено, что водоотталкивающие свойства обработанных образцов не зависят от расположения обработанной поверхности в структуре полотна. Обработанная поверхность может располагаться либо с наружной стороны, соприкасаясь с рабочей поверхностью, либо внутри структуры полотна, а также на всем протяжении слоя. В тех случаях, когда обработанная поверхность находится снаружи, функции водоотталкивающего материала заключаются в уменьшении области увлажнения (то есть уменьшении распространения воды в xy или боковом направлении и ускорении ее перемещения в z-направлении). Более низкая площадь поверхности мокрого полотна является еще одним преимуществом изобретения, так как она уменьшает ощущение потребителем дискомфорта в тех случаях, когда продукт соприкасается с кожей в течение длительного периода времени, как в случае с женскими гигиеническими пакетами и другими продуктами личной гигиены.
В качестве альтернативы распылению водной дисперсии воска на основном листе или полотне W во время его производства можно получать более равномерное покрытие и точное заполнение с помощью нанесения воска на впитывающий лист печатным способом с последующим нагреванием полотна в сушильном шкафу при температурах, достаточных для плавления воска. Обычно желательно распределять водную дисперсию на поверхности равномерно (в отличие от распределения дисперсии в узорчатой структуре) посредством офсетной печати, как схематично показано на фигуре 25, с помощью гладкого валика для нанесения покровного слоя. На Фиг. 25 показано печатающее устройство 270, снабженное резервуаром 272 с подходящей дисперсией воска 274. Подающий валик 276 частично окунается в резервуар 272 и вращается в направлении, указанном стрелкой 278. Подающий валик 276 может быть снабжен шероховатой поверхностью или выгравирован (например, валик для глубокой печати), чтобы впитывать дополнительную жидкость по мере его вращения в резервуаре 272. Для удаления избытка дисперсии с валика необязательно применять ракельный нож 280. Нож 280 может касаться или может не касаться подающего валика 276 в зависимости от количества дисперсии, необходимого для переноса на валик, предназначенный для нанесения покровного слоя 282, и природы поверхности подающего валика.
Валик для нанесения покровного слоя 282 имеет гладкую упругую поверхность 284, которая соприкасается, как показано на Фиг., с подающим валиком 276. Поверхность 284 принимает дисперсию по мере ее вращения в направлении, указанном стрелкой 286, и отпечатывает ее на полотне W впитывающего листа, по мере того как лист передается между валиком для нанесения покровного слоя 282 и ведущий валком 287 в направлении, указанном стрелкой 288, в то время как валок 287 вращается в направлении 290. Дисперсия отпечатывается на поверхности 291 полотна W в любом подходящем количестве; обычно в таком количестве, чтобы полотно обеспечивалось количеством воска приблизительно от 1 до приблизительно 20 процентов в расчете на количество воска и целлюлозного волокна в листе, и затем плавится в сушильном шкафу, указанном как 292. Эмульгатор также присутствует в листе, хотя обычно в значительно меньших количествах, поскольку эмульгатор обычно присутствует в количествах менее 5 процентов от общего количества твердых веществ в дисперсии.
Необязательно обеспечивать воздуховод 305 для подвода нагретого воздуха, указанного стрелкой 307, к поверхности валика для нанесения покровного слоя 282 и выпускной воздуховод 311, действующий в качестве обратного в направлении потока, указанного стрелкой 309. Из-за применения нагретого воздуха для удаления избытка воды в данном месте дисперсия, предназначенная для печатного нанесения на лист, имеет повышенное содержание твердых веществ. Такую воду нельзя удалять в процессе раньше, поскольку вязкости становятся слишком высокими. Однако в данном месте при условии, что материал может переноситься на полотно, воду можно удалять независимо от повышения вязкости. В некоторых случаях от скоростной сушки поверх материала может образовываться «наружный слой», и основной материал может даже «плавиться» или начать плавиться, обеспечивая даже более высокое удаление воды и в то же время «герметизацию» полотна для того, чтобы оставшаяся вода и требуемый материал не переходили в лист. Следовательно, для достижения требуемых эффектов необходимо наносить меньше материала. Также можно обеспечить нагревание валика для нанесения покровного слоя 282 с помощью любого подходящего средства, включая электрические спирали, масляный обогрев, пар и т.п., чтобы достичь требуемых результатов.
Полотно W можно складывать с еще одним полотном W' на участке каландрирования или тиснения 294 по мере того, как полотно W продвигается вперед вдоль направления, обычно указанного стрелкой 296. Полотно W и полотно W' соединяются вместе в зазоре 298 с помощью небольшого давления между парой валков 300, 302, которые вращаются в направлениях 304 и 306 соответственно, создавая 2-слойный салфеточный продукт 308, например, как показано на фигуре. Для ускорения сцепления между волокнами слоев между слоями предпочтительно применяют клей или клейстер. Альтернативно основной лист можно складывать и затем обрабатывать воском.
Чтобы продемонстрировать влияние дисперсии плавленого воска на гидрофобность листа, полученный, как описано выше, основной лист обрабатывали на одной из сторон дисперсией воска 48040M2, содержащей 6,2 мас.% (сухой вес) MICHEM®. Измеряли изменение угла смачивания от времени на обработанной стороне (сторона A) и необработанной стороне (сторона B) пяти образцов, применяя описанную ранее процедуру. Таким образом определяли угол смачивания на линии соприкосновения воздуха (A), капли жидкости (L) и основного листа (S), как показано на Фиг. 24A, где показан угол смачивания (θ) между поверхностью (S) и касательным вектором XA со стороны капли, граничащей с воздухом. Несмотря на то, что значения θ немного изменяются со временим, разности между углами смачивания противоположных сторон листа остаются относительно постоянными. Также изменяли скорость и параметры зазора. Результаты приведены на фигурах 24B, 24C и 24D для различных условий осуществления способа.
Несмотря на то, что изобретение описано применительно к нескольким примерам, модификации указанных примеров в пределах сущности и объема изобретения будут очевидны для специалиста в данной области. С точки зрения проведенного ранее обсуждения, соответствующих сведений в данной области, одновременно рассматриваемых заявок и ссылок, обсуждаемых выше в связи с уровнем техники и подробным описанием, все описания которых включены сюда путем ссылки, подразумевается, что дополнительное описание является излишним.
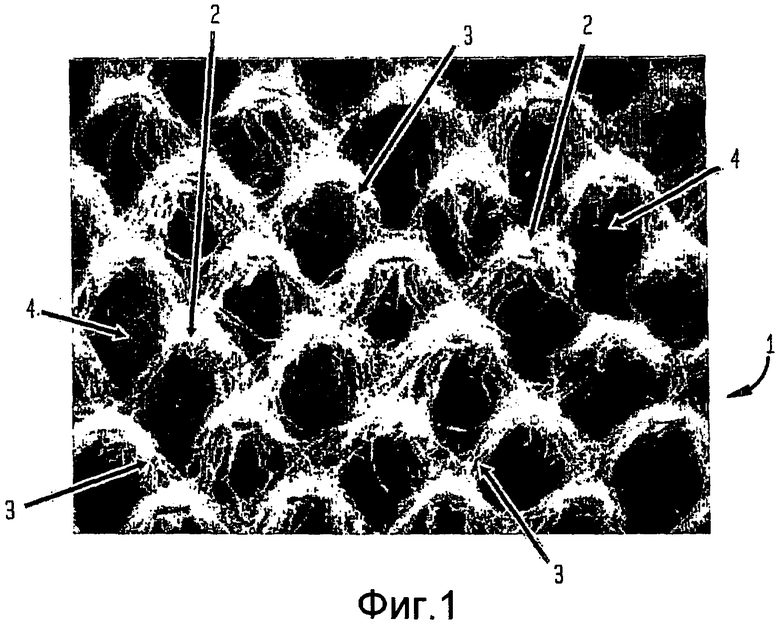
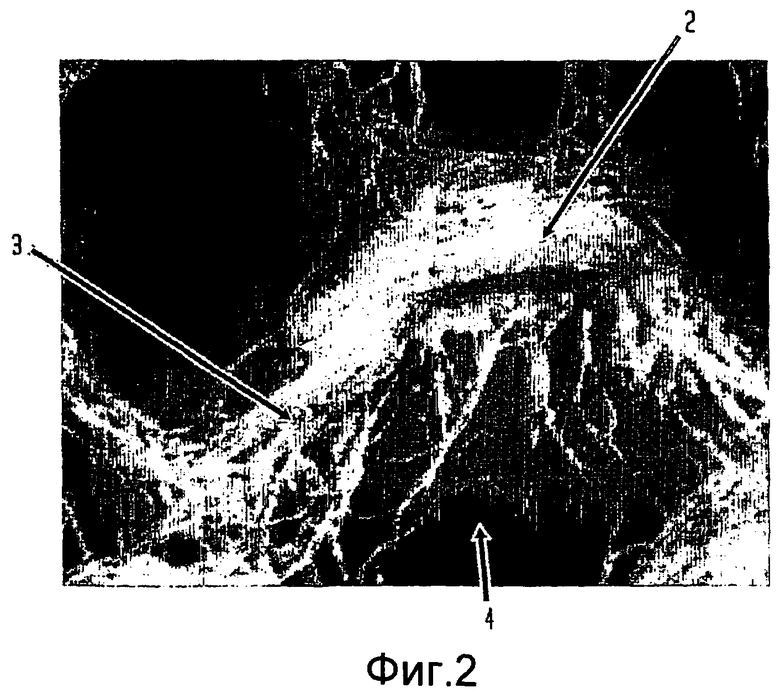
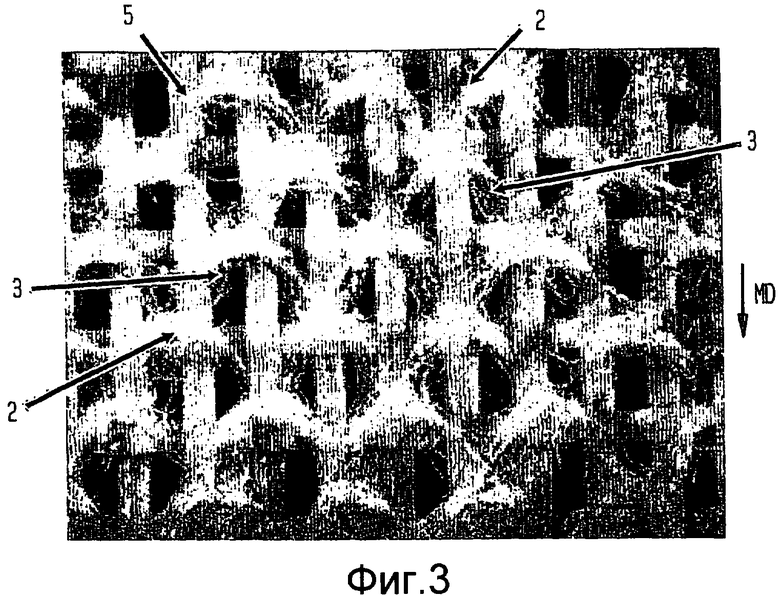
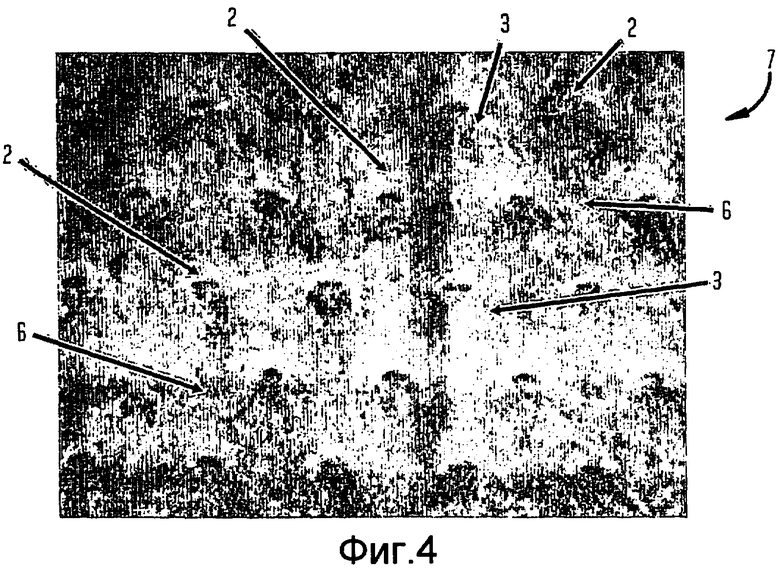
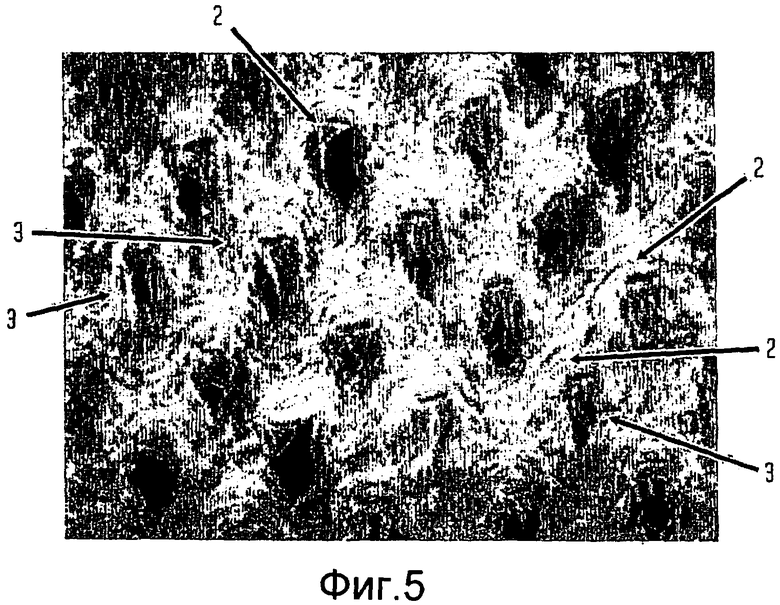
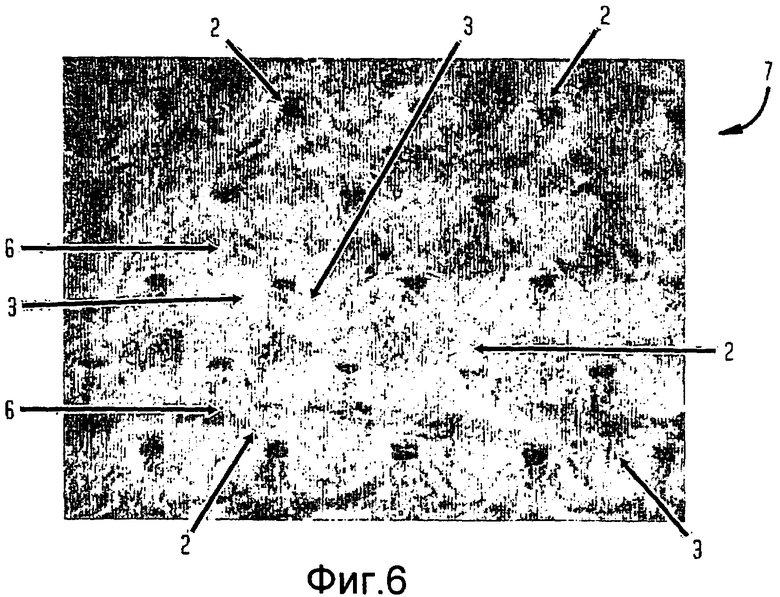
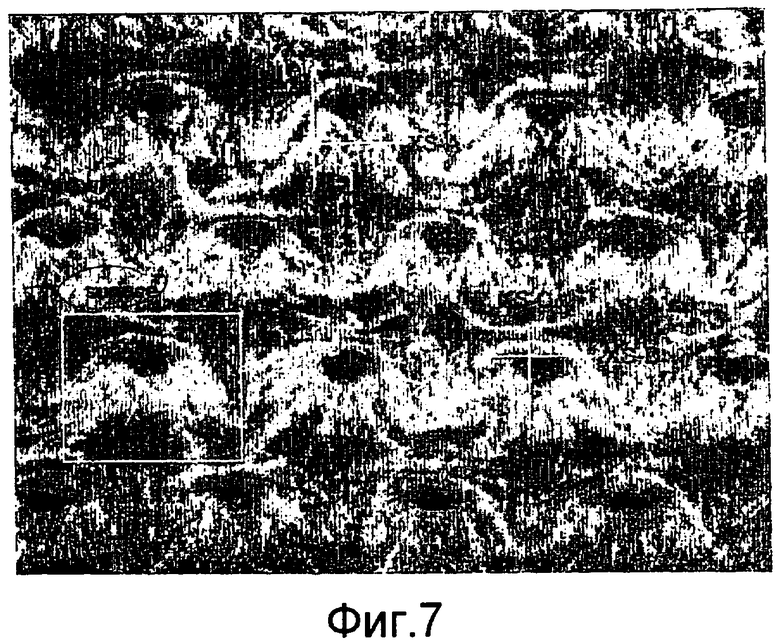
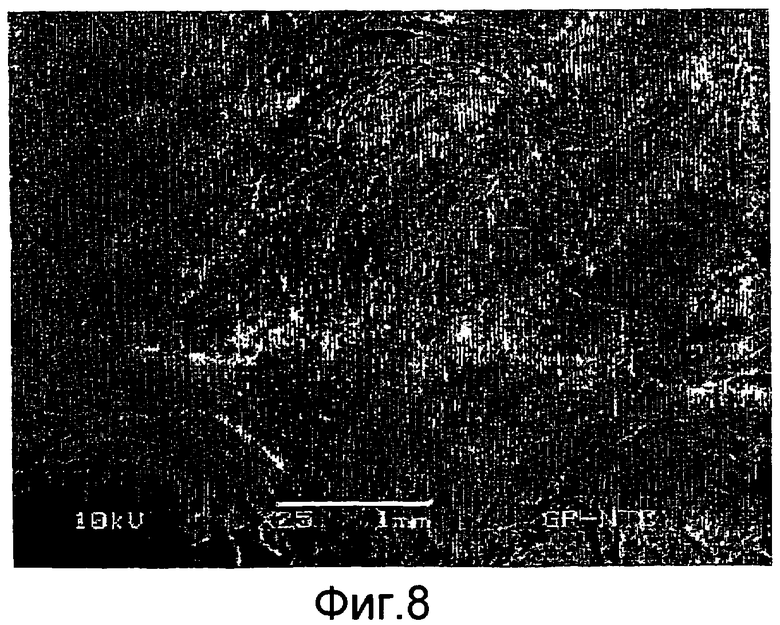
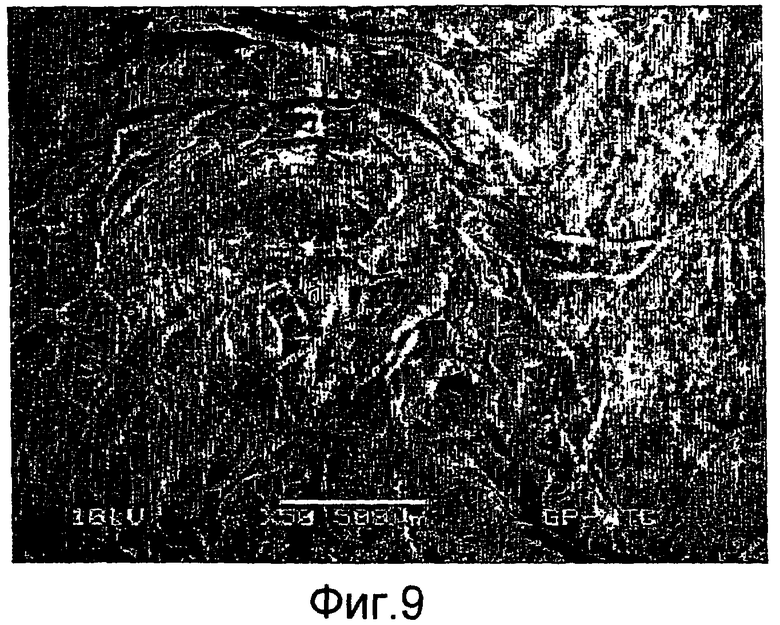
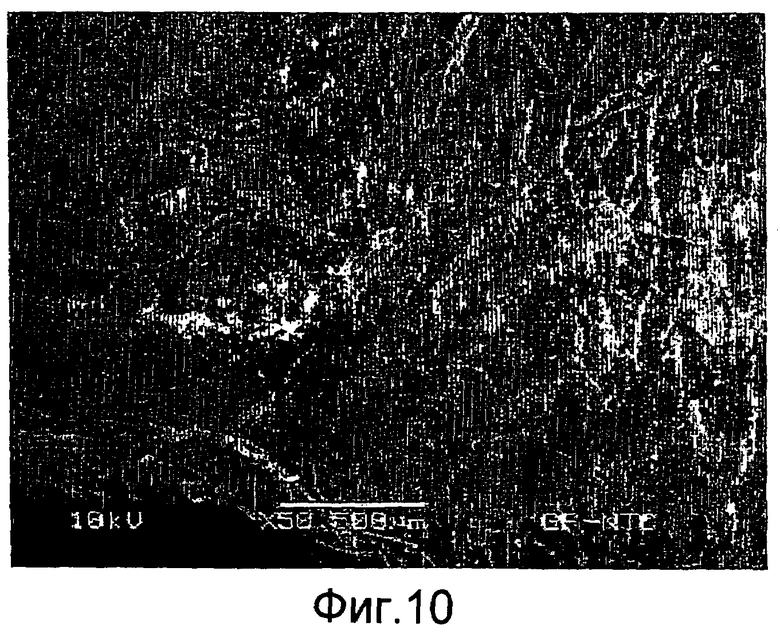
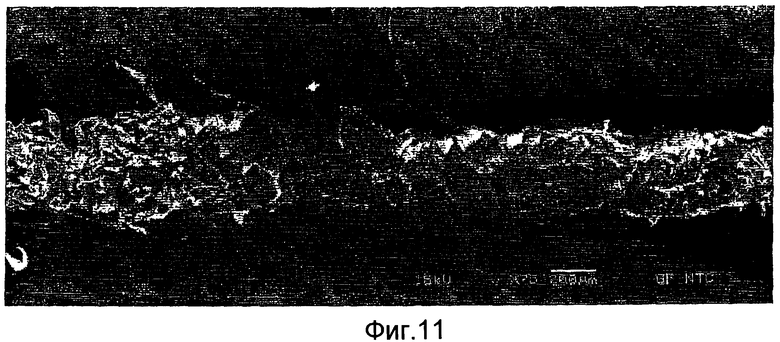
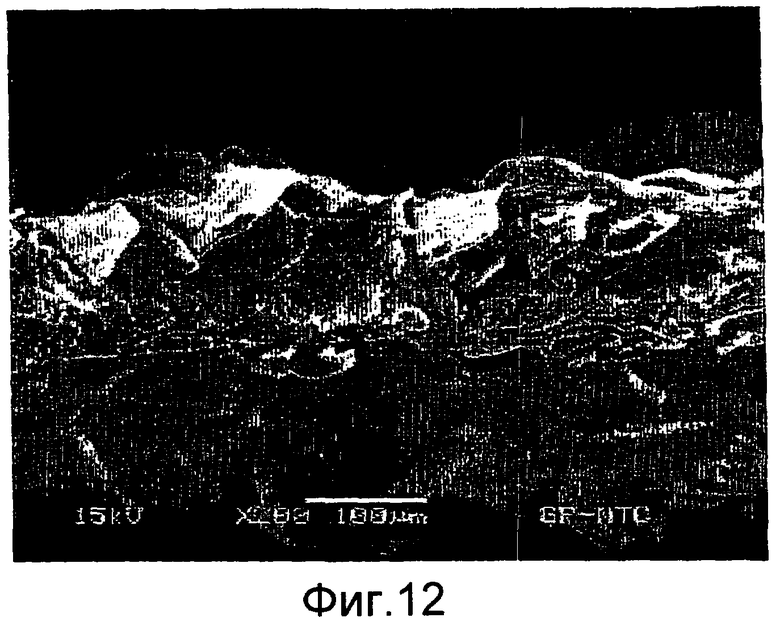
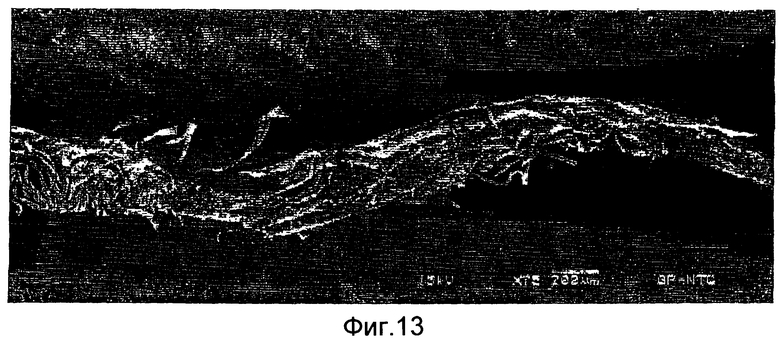
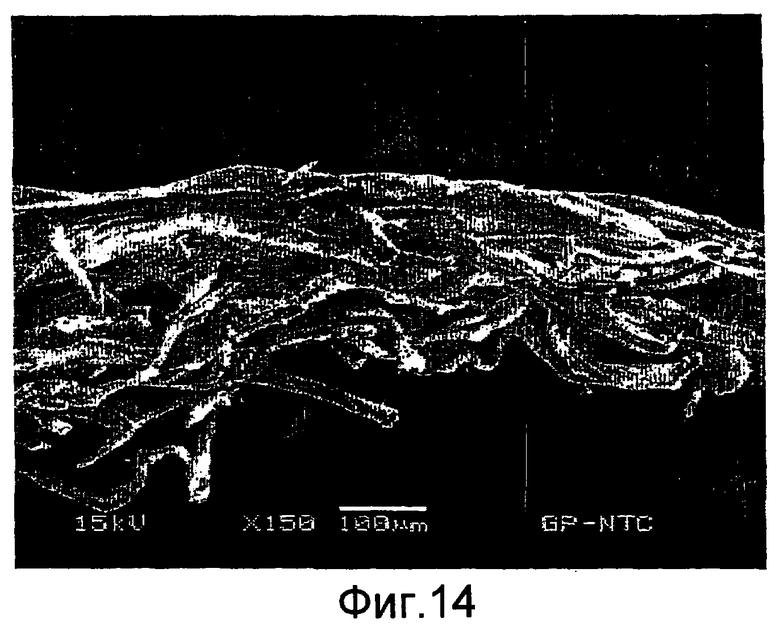
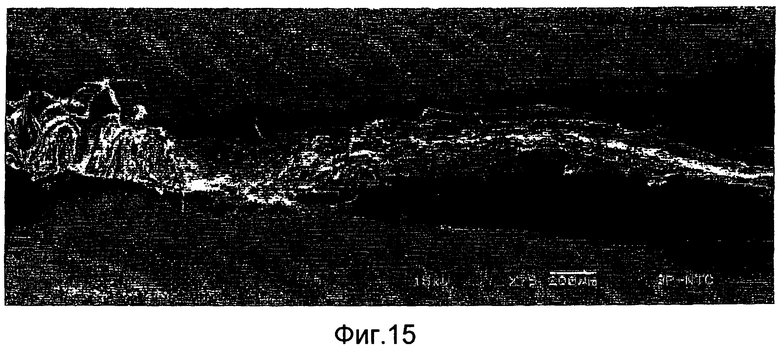
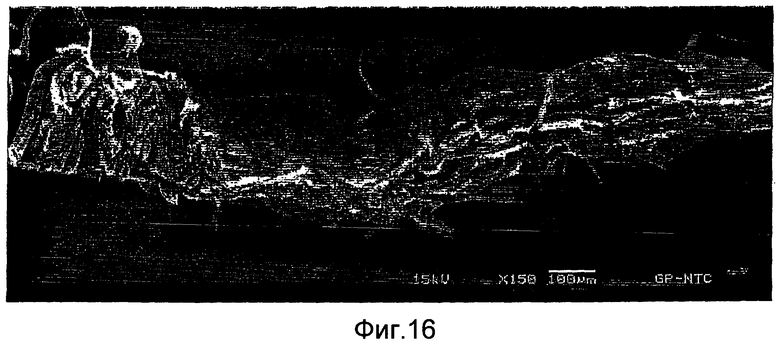
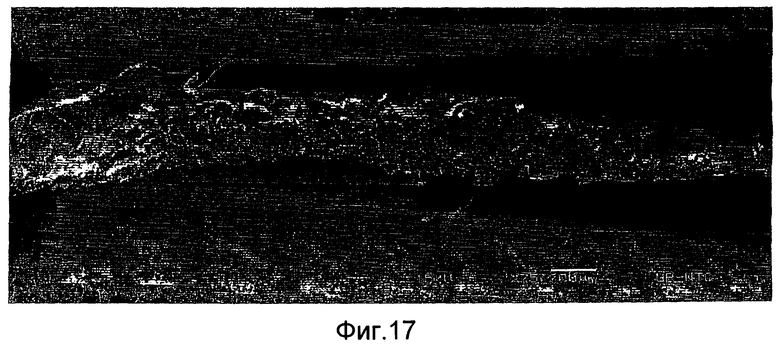
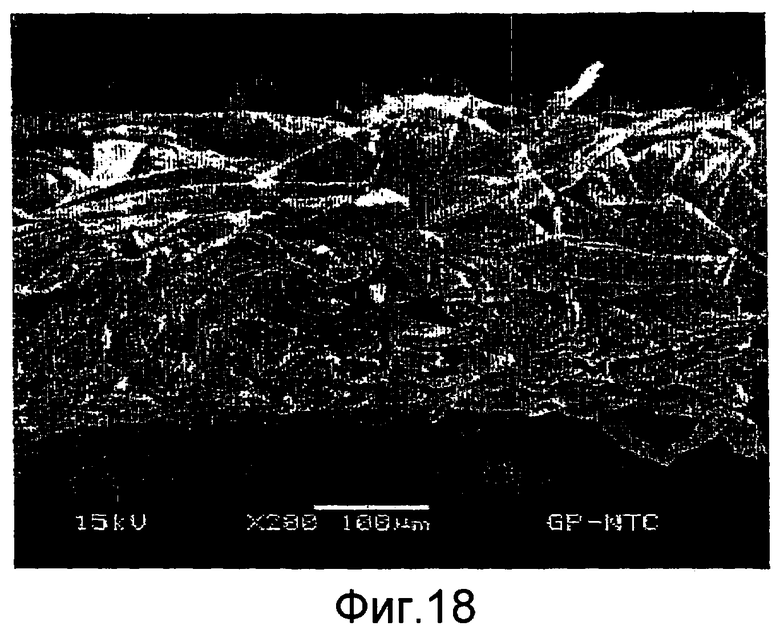
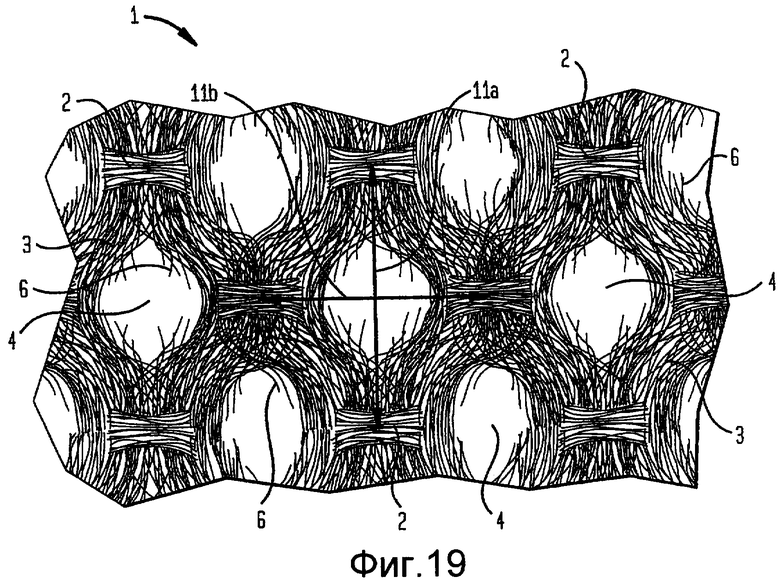
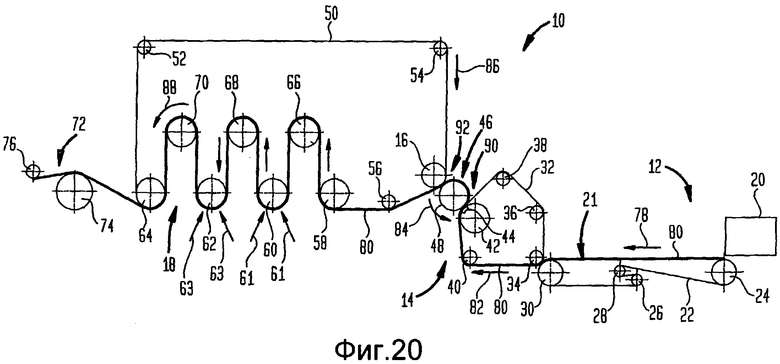
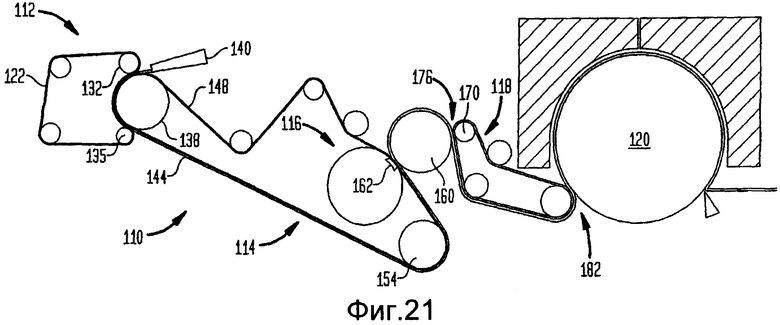
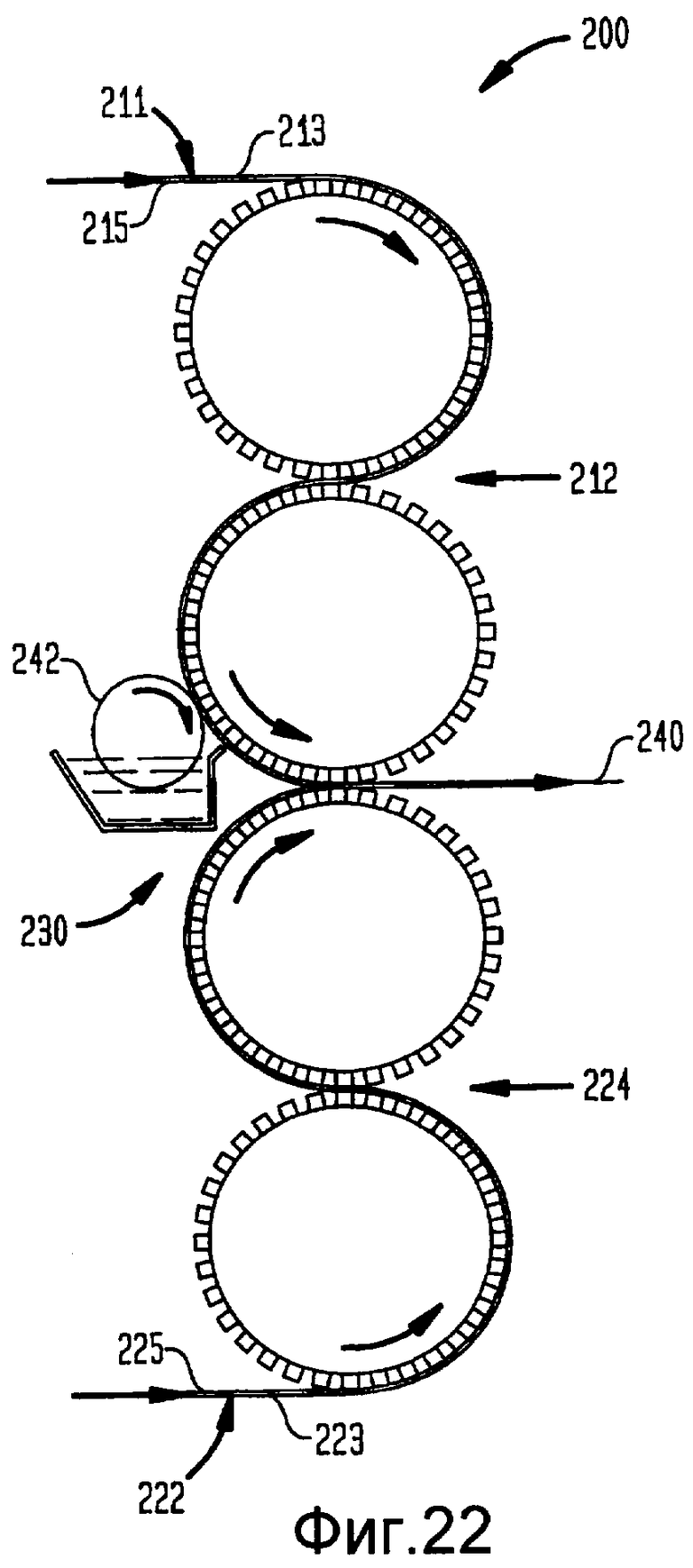
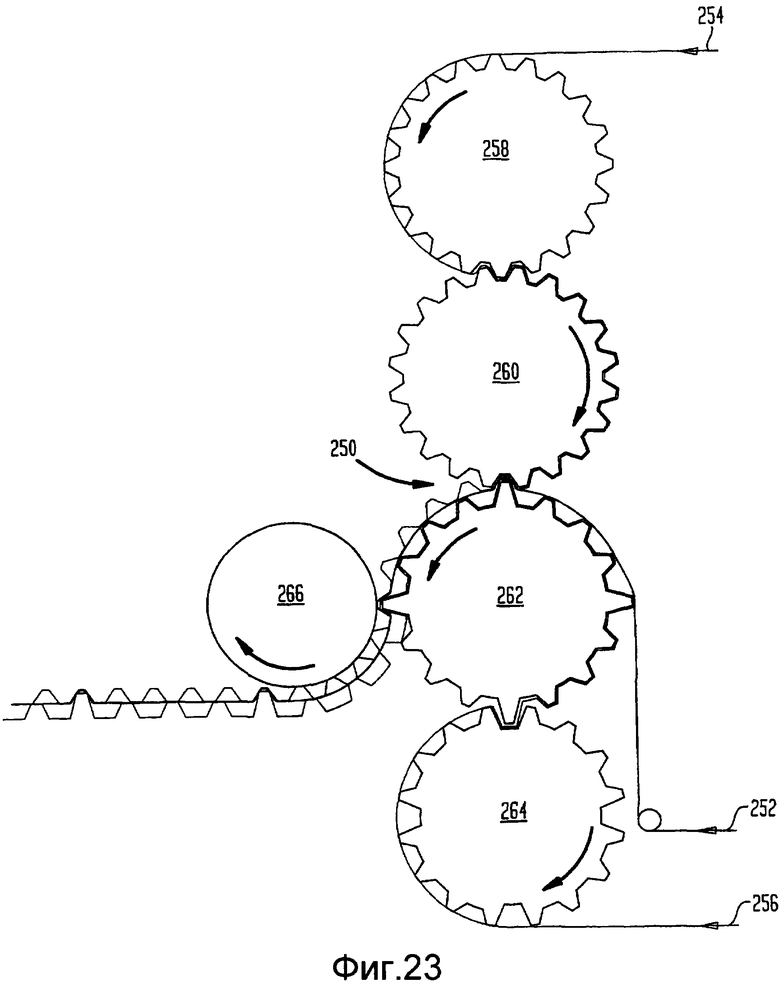
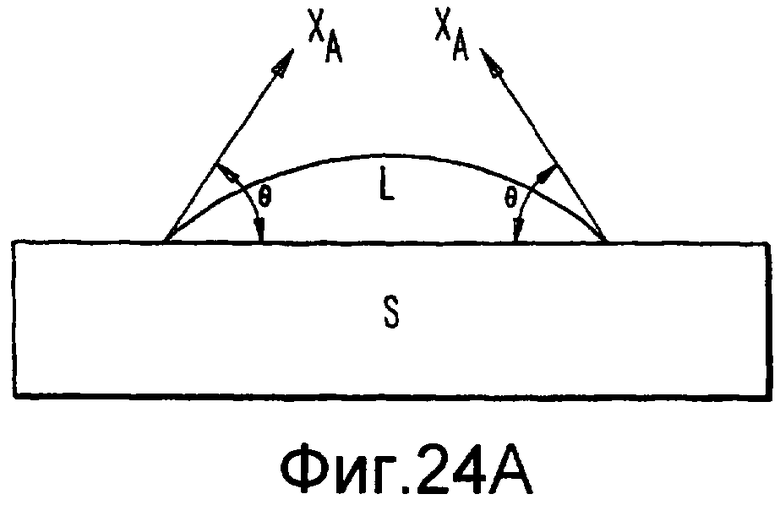
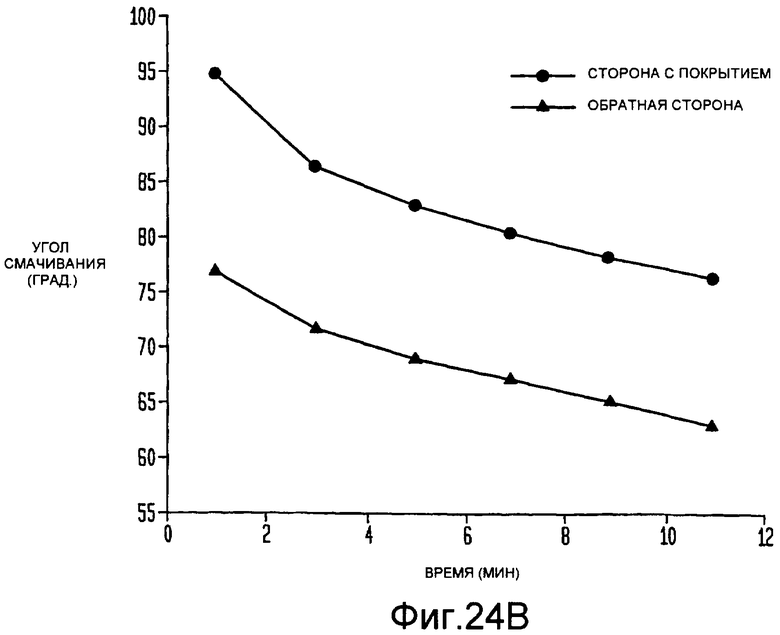
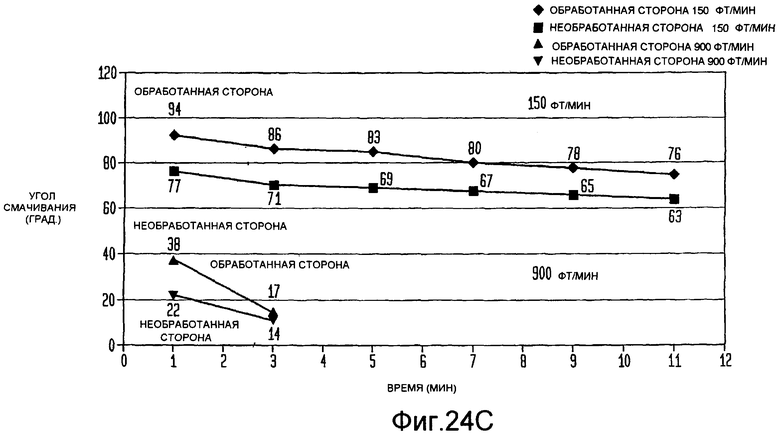
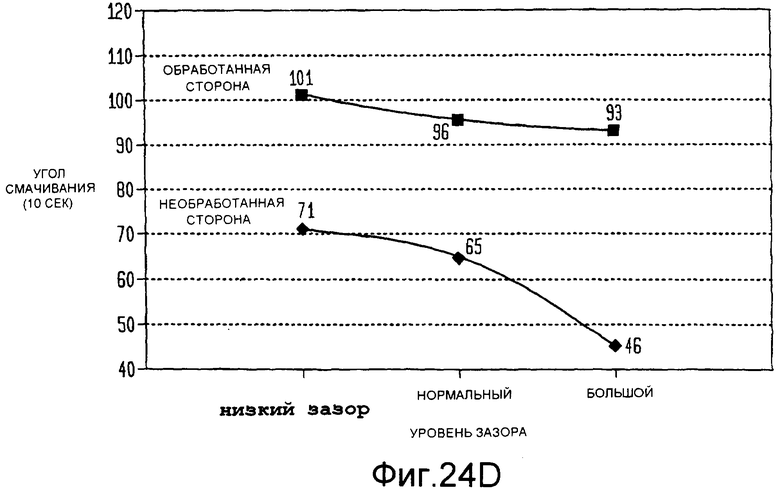
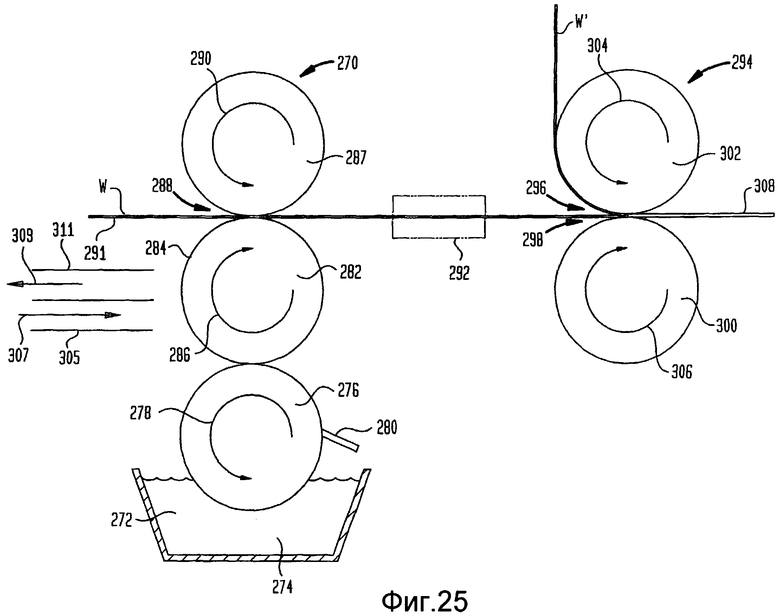
Изобретение относится к впитывающим изделиям из целлюлозного волокна. Многослойный впитывающий лист из целлюлозного волокна содержит первый и второй наружные слои со сплошной поверхностью. Между ними помещен впитывающий внутренний слой. Внутренний слой состоит из нетканой сетки из волокна. Сетка содержит множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между клетками с хохолком, соединенными с их помощью. Сетка также содержит множество клеток, обедненных волокнами, между областями, обогащенными волокнами и соединяющими областями, также характеризующихся более низким локальным базовым весом, чем у обогащенных волокнами областей. Лист имеет степень восстановления формы после намокания, по меньшей мере, приблизительно 0,6. Обеспечиваются высокие эксплуатационные свойства продукта без необходимости проведения сквозной сушки. 3 н. и 17 з.п. ф-лы, 25 ил., 2 табл.
1. Многослойный впитывающий лист из целлюлозного волокна, содержащий:
a) первый наружный слой целлюлозного листа, обладающий, по существу, сплошной поверхностью;
b) второй наружный слой из целлюлозного листа, обладающий, по существу, сплошной поверхностью; и
c) впитывающий внутренний слой, помещенный между наружными слоями, состоящий из:
преимущественно нетканой сетки из волокна, содержащей: (i) множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством (ii) множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между клетками с хохолком, соединенными с их помощью, и (iii) множество клеток, обедненных волокнами, между областями, обогащенными волокнами и соединяющими областями, также характеризующихся более низким локальным базовым весом, чем у обогащенных волокнами областей, при этом лист имеет степень восстановления формы после намокания, по меньшей мере, приблизительно 0,6.
2. Многослойный впитывающий лист по п.1, в котором нетканая сетка внутреннего слоя представляет собой открытую ячеистую структуру, определяемую множеством клеток, содержащих области, лишенные волокна.
3. Многослойный впитывающий лист по п.1, в котором пустые области клеток имеют средний поперечный размер приблизительно от 10 до приблизительно 2500 мкм.
4. Многослойный впитывающий лист по п.1, в котором клетки, обедненные волокнами, имеют средний поперечный размер приблизительно от 50 до приблизительно 2500 мкм.
5. Многослойный впитывающий лист по п.1, в котором клетки, обедненные волокнами, содержат множество покровных областей из волокна, связывающего области с хохолком с соседними областями с хохолком, и соединяющие области с соседними соединяющими областями.
6. Многослойный впитывающий лист по п.1, в котором лист имеет пухлость, по меньшей мере, приблизительно 7,5 см3/г.
7. Многослойный впитывающий лист по п.1, в котором лист имеет впитывающую способность, по меньшей мере, приблизительно 7 г/г.
8. Многослойный впитывающий лист по п.1, в котором лист имеет впитывающую способность, по меньшей мере, приблизительно 11 г/г.
9. Многослойный впитывающий лист по п.1, в котором лист имеет объемную долю пустот приблизительно от 0,7 до приблизительно 0,9.
10. Многослойный впитывающий лист по п.1, в котором, по меньшей мере, один из наружных слоев листа снабжен композицией на основе плавленого воска, находящейся в тесном контакте с волокнами в полотне, композиция на основе плавленого воска включает в себя воск и эмульгатор, расплавляемые в непосредственной близости с листом и расположенные в листе таким образом, чтобы открытая промежуточная микроструктура между волокнами в полотне практически сохранялась, и лист имел боковую, наружную гидрофобную поверхность с временем задержки проникновения влаги, по меньшей мере, приблизительно 2 с, а также угол смачивания водой, по меньшей мере, 50° при времени контакта с поверхностью одна минута.
11. Способ получения многослойного впитывающего целлюлозного листа, включающий в себя:
a) обеспечение, по меньшей мере, первого и второго слоев впитывающего целлюлозного листа;
b) получение третьего слоя посредством:
(i) обезвоживания бумагообразующей бумажной массы для формования находящегося в процессе формования полотна с очевидным случайным распределением волокна для изготовления бумаги;
(ii) нанесения обезвоженного полотна с очевидным случайным распределением волокна на поверхность переноса вращающегося нагреваемого цилиндра, движущегося с первой скоростью;
iii) крепирования полотна с поверхности переноса на ленте при консистенции приблизительно от 30 до приблизительно 60% с использованием узорчатой крепирующей ленты; стадии крепирования, осуществляемой под давлением в зазоре крепирующей ленты, задаваемом между поверхностью переноса и крепирующей лентой, где лента перемещается со второй скоростью, более низкой, чем скорость упомянутой поверхности переноса; рисунок ленты, параметры зазора, приращение скорости, профиль влажности и консистенция полотна выбираются таким образом, чтобы полотно, крепируемое с поверхности переноса, содержало:
(1) множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между клетками с хохолком, соединенными с их помощью, и
(2) множество клеток, обедненных волокнами, между областями, обогащенными волокнами и соединяющими областями, также характеризующихся более низким локальным базовым весом, чем у обогащенных волокнами областей; и
iv) сушки полотна для образования листа;
с) вложение третьего слоя между первым слоем и вторым слоем.
12. Способ по п.11, осуществляемый при степени крепирования материала приблизительно от 10 до приблизительно 100%.
13. Способ по п.11, осуществляемый при степени крепирования материала, по меньшей мере, приблизительно 40%.
14. Способ по п.11, в котором полотно крепируется на материале при консистенции приблизительно от 40 до приблизительно 50%.
15. Способ по п.11, в котором полотно сушится путем его приклеивания к Янки-цилиндру с помощью крепирующего клея, содержащего поливиниловый спирт.
16. Способ получения многослойного впитывающего листа, включающий в себя:
а) получение целлюлозного листа с локальным колебанием базового веса посредством:
(i) обезвоживания бумагообразующей бумажной массы для формования находящегося в процессе формования полотна с очевидным случайным распределением волокна для изготовления бумаги;
(ii) нанесения обезвоженного полотна с очевидным случайным распределением волокна на передающую поверхность переноса, движущуюся с первой скоростью;
(iii) крепирования полотна с поверхности переноса на ленте при консистенции приблизительно от 30 до приблизительно 60% с использованием узорчатой крепирующей ленты; стадии крепирования, осуществляемой под давлением в зазоре крепирующей ленты, задаваемом между поверхностью переноса и крепирующей лентой, где лента перемещается со второй скоростью, более низкой, чем скорость упомянутой поверхности переноса; рисунок ленты, параметры зазора, приращение скорости, профиль влажности и консистенция полотна выбираются таким образом, чтобы полотно крепировалось с поверхности переноса и волокно, более удаленное от поверхности цилиндра, повторно распределялось на крепирующей ленте, в то время как волокно, примыкающее к нагреваемому вращающемуся цилиндру, сохраняло свое очевидное случайное распределение волокон; и
(iv) сушки полотна для образования листа;
в котором сторона листа, более удаленная от нагреваемого вращающегося цилиндра и контактирующая с крепирующей лентой, снабжается сеткообразной структурой с колебанием локального базового веса, содержащей: (i) множество обогащенных волокнами областей с хохолком с относительно высоким локальным базовым весом, соединенных посредством (ii) множества соединяющих областей с более низким локальным базовым весом, в которых ориентация волокон отклоняется вдоль направления между клетками с хохолком, соединенными с их помощью, и (iii) множество клеток, обедненных волокнами, между областями, обогащенными волокнами и соединяющими областями, также характеризующихся более низким локальным базовым весом, чем у обогащенных волокнами областей; и
b) сложение целлюлозного листа с локальным колебанием базового веса, по меньшей мере, со вторым целлюлозным листом таким образом, чтобы клетки, обедненные волокнами, находились во внутреннем слое многослойного листа.
17. Способ по п.16, в котором клетки, обедненные волокнами, содержат пустые области, лишенные волокна.
18. Способ по п.17, в котором пустые области клеток имеют средний поперечный размер приблизительно от 10 до приблизительно 2500 мкм.
19. Способ по п.16, в котором целлюлозный лист с локальным колебанием базового веса характеризуется индексом крепирования материала приблизительно от 0,5 до приблизительно 3.
20. Способ по п.16, в котором целлюлозный лист с локальным колебанием базового веса характеризуется индексом крепирования материала, по меньшей мере, приблизительно 1.
| БУМАЖНАЯ ТКАНЬ И/ИЛИ ПОДОБНЫЙ БУМАЖНОЙ ТКАНИ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ КУХОННОЙ БУМАГИ, ТУАЛЕТНОЙ БУМАГИ, НОСОВЫХ ПЛАТКОВ, ВПИТЫВАЮЩИХ ПРОКЛАДОЧНЫХ ТКАНЕЙ И Т.П. | 2000 |
|
RU2222656C1 |
| US 5277761 A, 11.01.1994 | |||
| US 5709775 A, 20.11.1998 | |||
| US 5137600 A, 11.08.1992 | |||
| СЛОИСТЫЙ МАТЕРИАЛ, СОТОВАЯ СТРУКТУРА | 1994 |
|
RU2126327C1 |

