Настоящее изобретение относится к способу получения трехмерного изделия из порошка путем избирательного спекания посредством электромагнитного облучения порошка, где порошок содержит, по меньшей мере, один полимерный материал и где полученное трехмерное изделие имеет преимущественно пониженную кристалличность по сравнению с обычным избирательным спеканием посредством электромагнитного облучения. Кроме того, настоящее изобретение относится к трехмерному объекту, полученному указанным способом, устройству для указанного процесса и применению предварительно выбранного полимерного порошка в указанном способе.
Из публикации DE 4410046 известно, что способ получения трехмерного изделия путем избирательного спекания посредством электромагнитного облучения может быть проведен послойно с помощью источника электромагнитного излучения. В таком способе трехмерные изделия получают послойным образом путем наложения слоев порошка и соединения их друг с другом избирательным отверждением порошков в местоположениях в слоях, соответствующих поперечным сечениям изделий.
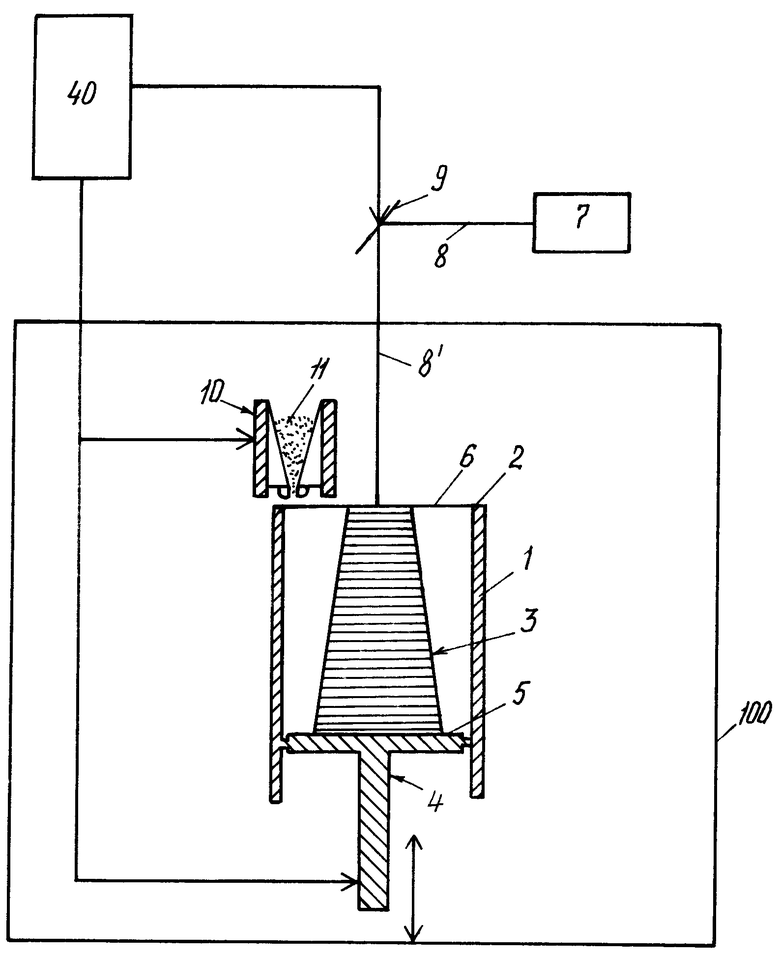
Фиг.1 иллюстрирует пример устройства лазерного спекания, посредством которого может быть осуществлен способ послойного изготовления трехмерного изделия. Как видно из фиг.1, устройство включает контейнер 1. Этот контейнер открыт в верхней части и ограничен в нижней части опорой 4 для поддержания изделия 3, которое должно быть образовано. Верхним краем 2 контейнера (или его боковыми стенками) определяется рабочая плоскость 6. Изделие располагается на верхней стороне опоры 4 и формируется из множества слоев строительного материала в форме порошка, который может быть отвержден посредством электромагнитного облучения, где слои располагаются параллельно верхней стороне опоры 4. Опора может перемещаться в вертикальном направлении, то есть параллельно боковой стенке контейнера 1, с помощью регулирующего высоту приспособления. В результате положение опоры 4 относительно рабочей плоскости 6 можно регулировать.
Над контейнером 1, или точнее над рабочей плоскостью 6, предусмотрено устройство 10 нанесения для нанесения порошкообразного материала 11, который должен быть отвержден, на поверхность 5 основы подложки или на ранее отвержденный слой. Кроме того, облучающее устройство в форме лазера 7, который испускает направленный луч 8 света, располагается над рабочей плоскостью 6. Этот луч 8 света направляют в виде отраженного луча 8' к рабочей поверхности 6 с помощью отражающего устройства 9, такого как вращающееся зеркало. Регулирующий элемент 40 обеспечивает регулирование опоры 4, устройства 10 нанесения и отражающего устройства 9. Позиции 1-6, 10 и 11 расположены внутри корпуса установки 100.
При получении трехмерного изделия 3 порошкообразный материал 11 наносят послойно на опору 4 или на ранее отвержденный слой и отверждают в местоположениях каждого слоя порошка, который соответствует изделию, с помощью лазерного луча 8'. После каждого избирательного отверждения слоя опору опускают на толщину слоя порошка, который должен быть нанесен впоследствии.
Существует и может быть использовано много модификаций способов и устройств для получения трехмерного изделия путем избирательного спекания посредством электромагнитного облучения по сравнению с системой, описанной выше. Например, вместо использования лазера и/или луча света могут быть использованы другие системы для избирательного высвобождения электромагнитного излучения, такие как, например, системы экспонирования фоторезистивной маски или др.
Однако в известных ранее способах избирательного спекания посредством электромагнитного облучения полимерных порошков недостаточное внимание было уделено механическим свойствам полученных изделий.
Таким образом, задачей настоящего изобретения является усовершенствование способа получения трехмерного изделия путем селективного спекания посредством электромагнитного облучения полимерных порошков, которое приводит к улучшенным механическим свойствам полученных изделий.
В соответствии с настоящим изобретением неожиданно установлено, что, когда наблюдается, что полученные трехмерные изделия имеют определенный интервал кристалличности, может быть получено заметное улучшение некоторых очень важных механических свойств, включая, но без ограничения ими, высокую жесткость, высокую прочность при сжатии, высокое сопротивление удару, высокую максимальную прочность при растяжении и изгибе, а также высокое относительное удлинение при разрыве и высокую температуру теплоотражения, при этом, с другой стороны, противоположные или компромиссные свойства, такие как хорошая стойкость к химическому воздействию и низкая усадка после изготовления за счет последующей кристаллизации, хорошо уравновешиваются. Кроме того, неожиданно было установлено, что конкретные технологические условия, в особенности относящиеся к периоду охлаждения после спекания, и в особенности критерии выбора, связанные с предварительно выбранными полимерными материалами, соответствующим образом по отдельности или в комбинации вносят вклад в значительное усиление рассмотренных выше механических свойств и сбалансирование характеристик. Более того, в полученном трехмерном изделии могут быть достигнуты заметно улучшенные сочетания как регулируемой кристалличности, так и низкой пористости, что дает дополнительное усовершенствование описанных выше свойств. Преимущества изобретения особенно очевидны, когда в качестве полимерного материала полимерного порошка используют полимер простого полиарилэфиркетона, или сополимер простого полиарилэфиркетона, или полиамидный полимер, или полиамидный сополимер. Кроме того, преимущества настоящего изобретения также возможны в случае композитов, где значение кристалличности относится к полимерной матрице композита. Такие композиты содержат один или несколько наполнителей и/или вспомогательных добавок, помимо матрицы соответствующего полимера, сополимера или смеси.
В качестве предпочтительной альтернативы классическим методикам переработки полимеров, включающим переработку полимеров под давлением, таким как, например, литьевое формование, способ в соответствии с настоящим изобретением может быть проведен послойно в аддитивном процессе, где последующие слои изделия, которое формируется из способного к отверждению порошкообразного материала, последовательно отверждают с помощью электромагнитного облучения на местах, соответствующих поперечному сечению изделия.
Различные аспекты, преимущества и предпочтительные варианты осуществления настоящего изобретения, которые обобщены в приведенных ниже пунктах, соответствующим образом по отдельности и в комбинации вносят вклад в решение задачи настоящего изобретения.
(1). Способ получения трехмерного изделия из порошка путем избирательного спекания посредством электромагнитного облучения порошка, где порошок содержит предварительно выбранный полимер или сополимер и подвергается избирательному спеканию так, что полученное трехмерное изделие имеет конечную кристалличность, которая находится в таком интервале, что улучшается баланс общих механических свойств - модуля Юнга, прочности при растяжении и относительного удлинения при разрыве.
Модуль Юнга полимера или сополимера составляет предпочтительно, по меньшей мере, 500 МПа, более предпочтительно, по меньшей мере, 1000 МПа и в особенности, по меньшей мере, 2000 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 20 МПа, более предпочтительно, по меньшей мере, 30 МПа и в особенности, по меньшей мере, 40 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 1%, более предпочтительно, по меньшей мере, 2%, еще более предпочтительно, по меньшей мере, 5% и в особенности, по меньшей мере, 20%.
Чтобы проиллюстрировать более конкретные значения, например, в случае полимера полиарилэфиркетона и сополимеров полиарилэфиркетона модуль Юнга составляет предпочтительно, по меньшей мере, 3000 МПа, более предпочтительно, по меньшей мере, 3500 МПа и в особенности, по меньшей мере, 4000 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 50 МПа, более предпочтительно, по меньшей мере, 70 МПа и в особенности, по меньшей мере, 90 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 1,5%, более предпочтительно, по меньшей мере, 2%, еще более предпочтительно, по меньшей мере, 3% и в особенности, по меньшей мере, 5%; а в случае полиамидного полимера и полиамидных сополимеров модуль Юнга составляет предпочтительно, по меньшей мере, 1000 МПа, более предпочтительно, по меньшей мере, 1500 МПа, еще более предпочтительно, по меньшей мере, 2500 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 35 МПа, более предпочтительно, по меньшей мере, 45 МПа и в особенности, по меньшей мере, 70 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 5%, более предпочтительно, по меньшей мере, 20%, еще более предпочтительно, по меньшей мере, 40% и в особенности, по меньшей мере, 60%.
(2). Способ получения трехмерного изделия из порошка путем избирательного спекания посредством электромагнитного облучения порошка, отдельно или в комбинации с приведенным выше пунктом (1), где порошок содержит предварительно выбранный полимер или сополимер и подвергается избирательному спеканию так, что полученное трехмерное изделие имеет конечную кристалличность 80% или меньше, предпочтительно 55% или меньше, в особенности 5-70%, более предпочтительно 15-50% и в особенности 15-35%.
(3). Способ по пунктам (1) или (2), и в этом способе слои изделия, которое формируется из способного к отверждению порошкообразного материала, последовательно отверждают в местах, соответствующих поперечному сечению изделия.
(4). Способ по любому из предыдущих пунктов, и в этом способе электромагнитное облучение обеспечивается с помощью лазера.
(5). Способ по любому из предыдущих пунктов, который включает предопределенную и/или регулируемую стадию охлаждения после завершения стадии спекания.
(6). Способ по любому из предыдущих пунктов, где полученное трехмерное изделие имеет пористость менее 10%, предпочтительно 5%, более предпочтительно 3% и наиболее предпочтительно менее 2%.
(7). Способ по любому из предыдущих пунктов, где порошок, содержащий полимер или сополимер, имеет температуру плавления Тпл в интервале от 100 до 450°С, предпочтительно от 150 до 400°С и более предпочтительно от 250 до 400°С.
(8). Способ по любому из предыдущих пунктов, где полимер или сополимер имеет молекулярную массу Mn, по меньшей мере, 10000, предпочтительно от 20000 до 200000, более предпочтительно от 20000 до 100000, или Mw, по меньшей мере, 20000, предпочтительно от 30000 до 500000, более предпочтительно 30000-200000.
(9). Способ по любому из предыдущих пунктов, где полимер или сополимер имеет степень полимеризации от 10 до 10000, более предпочтительно от 20 до 5000 и в особенности от 50 до 1000.
(10). Способ по любому из предыдущих пунктов, где полимер или сополимер содержит, по меньшей мере, одну ароматическую группу в основной цепи, предпочтительно, по меньшей мере, в одном из повторяющихся звеньев основной цепи.
(11). Способ по пункту (10), где ароматические группы независимо друг от друга означают незамещенные или замещенные, моноциклические или полициклические ароматические углеводороды.
(12). Способ по пунктам (10) или (11), где ароматические группы соответствующим образом и независимо друг от друга выбраны из группы, состоящей из 1,4-фенилена, 4,4'-бифенилена, 4,4'-изопропилидендифенилена, 4,4'-дифенилсульфона, 1,4-, 1,5- и 2,6-нафталина, 4,4'-терфенилена и 2,2-ди(4-фенилен)пропана.
(13). Способ по пунктам (10)-(12), где ароматические группы замещены одной или несколькими боковыми цепями.
(14). Способ по пунктам (10)-(13), где боковые цепи соответствующим образом и независимо друг от друга выбраны из С1-С6-линейных цепей, или разветвленных цепей, или циклических алкильных и алкоксигрупп и арильных групп.
(15). Способ по пункту (13) или (14), где боковые цепи соответствующим образом и независимо друг от друга выбраны из метила, изопропила, трет-бутила или фенила.
(16). Способ по любому из предыдущих пунктов, где концевые группы основной цепи полимера или сополимера модифицированы.
(17). Способ по любому из предыдущих пунктов, где используют смесь, по меньшей мере, двух различных полимеров или сополимеров.
(18). Способ по пункту (17), где один компонент смеси снижает конечную кристалличность полученного изделия.
(19). Способ по любому из предыдущих пунктов, где полимер или сополимер выбран из группы, состоящей из полиамида (ПА), полиарилэфиркетона (ПАЭК), полиарилэфирсульфона (ПAЭЭ), сложного полиэфира, простого полиэфира, полиолефина, полистирола, полифениленсульфида, поливинилиденфторида, полифениленоксида, полиимида и сополимеров и смесей, содержащих, по меньшей мере, один из названных выше полимеров.
(20). Способ по любому из предыдущих пунктов, где полимер или сополимер выбран из группы, состоящей из полиамида, полиарилэфиркетона и сополимеров и смесей, содержащих, по меньшей мере, один из названных выше полимеров.
(21). Способ по любому из предыдущих пунктов, где полимер или сополимер представляет собой полиарилэфиркетон (ПАЭК), выбранный из группы, состоящей из полиэфирэфиркетона (ПЭЭK), полиэфиркетонкетона (ПЭКК), полиэфиркетона (ПЭК), полиэфирэфиркетонкетона (ПЭЭКК), полиэфиркетонэфиркетонкетона (ПЭКЭКК) и полиэфирэфирэфиркетона (ПЭЭЭК), и сополимеров и смесей, содержащих, по меньшей мере, один из названных выше полимеров.
(22). Способ по любому из предыдущих пунктов, где полимер или сополимер представляет собой полиарилэфиркетон (ПАЭК), выбранный из группы, состоящей из ПЭЭК, ПЭК, ПЭКЭКК, и сополимеров и смесей, содержащих, по меньшей мере, один из названных выше полимеров.
(23). Способ по любому из предыдущих пунктов, где сополимер представляет собой сополимер полиарилэфиркетон (ПАЭК)/полиарилэфирсульфон (ПAЭС).
(24). Способ по пункту (23), где соотношение количества сульфоновых групп к количеству кетогрупп в ПАЭК/ПAЭS-сополимере находится в интервале от 50:50 до 10:90.
(25). Способ по пунктам (23) или (24), где сополимер полиарилэфиркетон (ПАЭК)/полиарилэфирсульфон (ПAЭС) выбран из группы, включающей диблок-сополимеры полиарилэфиркетон (ПАЭК)/полиарилэфирсульфон (ПAЭС) или триблок-сополимеры ПАЭК/ПAЭС/ПАЭК, предпочтительно из группы, состоящей из диблок-сополимеров (ПЭК)/(ПЭС) и триблок-сополимеров ПЭК/ПЭС/ПЭК.
(26). Способ по любому из пунктов (19)-(25), где полимер или сополимер полиарилэфиркетона (ПАЭК) имеет молекулярную массу Mn, по меньшей мере, 9000, предпочтительно от 10000 до 100000, более предпочтительно от 15000 до 50000 и наиболее предпочтительно от 20000 до 35000, или Mw от 20000 до 500000, предпочтительно от 40000 до 200000 и более предпочтительно от 50000 до 125000.
(27). Способ по любому из пунктов (20)-(26), где полимер или сополимер полиарилэфиркетона (ПАЭК) имеет вязкость расплава в интервале 0,05-1,0 кН·с/м2, предпочтительно 0,15-0,6 кН·с/м2 и в особенности 0,2-0,45 кН·с/м2.
(28). Способ по пункту (19), где полимер или сополимер полиарилэфиркетона (ПАЭК) имеет степень полимеризации n предпочтительно от 10 до 1000, более предпочтительно от 20 до 500 и в особенности от 40 до 250.
(29). Способ по любому из пунктов (19)-(28), где полимер или сополимер представляет собой полиарилэфиркетон (ПАЭК) и где полученное трехмерное изделие имеет конечную кристалличность от 5 до 45%, предпочтительно от 10 до 40%, более предпочтительно от 15 до 35%, даже более предпочтительно от 15 до 30% и наиболее предпочтительно от 20 до 25%.
(30). Способ по любому из пунктов (19)-(29), где полимер или сополимер представляет собой полиарилэфиркетон (ПАЭК) и где полученное трехмерное изделие имеет плотность, по меньшей мере, 1,24 г/см3, более предпочтительно 1,26 г/см3, даже более предпочтительно 1,28 г/см3 и наиболее предпочтительно >1,30 г/см3.
(30). Способ по пункту (19), где полимер или сополимер представляет собой полиамид (ПА) и где полученное трехмерное изделие имеет конечную кристалличность от 10 до 50%, более предпочтительно от 15 до 40%, даже более предпочтительно от 15 до 35% и наиболее предпочтительно от 20 до 30%.
(32). Способ по пункту (31), где полиамидный (ПА) полимер или сополимер имеет, по меньшей мере, одно повторяющееся звено основной цепи, где длина, по меньшей мере, одной алифатической цепи находится в интервале предпочтительно от С4 до С18, более предпочтительно от С6 до С12 и в особенности от С10 до С12.
(33). Способ по пункту (32), где полимер или сополимер представляет собой полиамид (ПА) и где полученное трехмерное изделие имеет плотность, по меньшей мере, 0,90 г/см3, более предпочтительно 0,95 г/см3 и в особенности 1,00 г/см3.
(34). Способ по любому из предыдущих пунктов, включающий стадию охлаждения изделия от температуры, которая на 1-50°С, более предпочтительно 1-30°С, даже более предпочтительно 1-20°С и наиболее предпочтительно 1-10°С ниже Тпл полимера или сополимера, составляющего порошок, до температуры Тст полимера или сополимера, составляющего порошок, при скорости охлаждения 0,01-10°С/мин, предпочтительно 0,1-5°С/мин, более предпочтительно 1-5°С/мин, после получения изделия, где Тпл представляет собой температуру плавления и Тст представляет собой температуру стеклования полимера или сополимера, составляющего порошок, соответственно.
(35). Способ получения трехмерного изделия из порошка с помощью стадии избирательного спекания посредством электромагнитного облучения порошка, где порошок содержит, по меньшей мере, один полимерный или сополимерный материал и где способ включает предопределенную и/или регулируемую стадию охлаждения после завершения стадии спекания.
(36). Способ по пункту (34) или (35), где стадия охлаждения предопределена и/или регулируется так, что полученное трехмерное изделие имеет конечную кристалличность, которая находится в таком интервале, что улучшается баланс общих механических свойств - модуля Юнга, прочности при растяжении и относительного удлинения при разрыве. Модуль Юнга полимера или сополимера составляет предпочтительно, по меньшей мере, 500 МПа, более предпочтительно, по меньшей мере, 1000 МПа и в особенности, по меньшей мере, 2000 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 20 МПа, более предпочтительно, по меньшей мере, 30 МПа и в особенности, по меньшей мере, 40 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 1%, более предпочтительно, по меньшей мере, 2%, еще более предпочтительно, по меньшей мере, 5% и в особенности, по меньшей мере, 20%. Чтобы проиллюстрировать более конкретные значения, например, в случае полимера полиарилэфиркетона и сополимеров полиарилэфиркетона модуль Юнга составляет предпочтительно, по меньшей мере, 3000 МПа, более предпочтительно, по меньшей мере, 3500 МПа и в особенности, по меньшей мере, 4000 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 50 МПа, более предпочтительно, по меньшей мере, 70 МПа и в особенности, по меньшей мере, 90 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 1,5%, более предпочтительно, по меньшей мере, 2%, еще более предпочтительно, по меньшей мере, 3% и в особенности, по меньшей мере, 5%; а в случае полиамидного полимера или полиамидных сополимеров модуль Юнга составляет предпочтительно, по меньшей мере, 1000 МПа, более предпочтительно, по меньшей мере, 1500 МПа, еще более предпочтительно, по меньшей мере, 2500 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 35 МПа, более предпочтительно, по меньшей мере, 45 МПа и в особенности, по меньшей мере, 70 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 5%, более предпочтительно, по меньшей мере, 20%, еще более предпочтительно, по меньшей мере, 40% и в особенности, по меньшей мере, 60%.
(37). Способ по пункту (35) или (36), где конечная кристалличность полученного изделия составляет 80% или меньше, предпочтительно 50% или меньше, в особенности 5-70%, более предпочтительно 15-50% и особенно 15-35%.
(38). Способ по любому из пунктов (35)-(37), где на стадии охлаждения изделие охлаждают от температуры, которая на 1-50°С, более предпочтительно 1-30°С и наиболее предпочтительно 1-10°С ниже Тпл полимера или сополимера, составляющего порошок, до температуры Тст полимера или сополимера, составляющего порошок, при скорости охлаждения 0,01-10°С/мин, предпочтительно 0,01-5°С/мин, более предпочтительно 1-5°С/мин, после получения изделия, где Тпл представляет собой температуру плавления и Тст представляет собой температуру стеклования полимера или сополимера, составляющего порошок, соответственно.
(39). Способ по любому из пунктов (35)-(38), где полимер или сополимер представляет собой полимер или сополимер, определенный в пунктах (7)-(33).
(40). Трехмерное изделие, полученное избирательным спеканием полимеров, сополимера или смеси полимеров в порошкообразной форме посредством электромагнитного облучения, где конечная кристалличность находится в таком интервале, что улучшается соотношение общих механических свойств - модуля Юнга, прочности при растяжении и относительного удлинения при разрыве. Модуль Юнга полимера или сополимера составляет предпочтительно, по меньшей мере, 500 МПа, более предпочтительно, по меньшей мере, 1000 МПа и в особенности, по меньшей мере, 2000 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 20 МПа, более предпочтительно, по меньшей мере, 30 МПа и в особенности, по меньшей мере, 40 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 1%, более предпочтительно, по меньшей мере, 2%, еще более предпочтительно, по меньшей мере, 5% и в особенности, по меньшей мере, 20%. Чтобы проиллюстрировать более конкретные значения, например, в случае полимера простого полиарилэфиркетона и сополимеров простого полиарилэфиркетона, модуль Юнга составляет предпочтительно, по меньшей мере, 3000 МПа, более предпочтительно, по меньшей мере, 3500 МПа и в особенности, по меньшей мере, 4000 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 50 МПа, более предпочтительно, по меньшей мере, 70 МПа и в особенности, по меньшей мере, 90 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 1,5%, более предпочтительно, по меньшей мере, 2%, еще более предпочтительно, по меньшей мере, 3% и в особенности, по меньшей мере, 5%; а в случае полиамидного полимера или полиамидных сополимеров модуль Юнга составляет предпочтительно, по меньшей мере, 1000 МПа, более предпочтительно, по меньшей мере, 1500 МПа, еще более предпочтительно, по меньшей мере, 2500 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 35 МПа, более предпочтительно, по меньшей мере, 45 МПа и в особенности, по меньшей мере, 70 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 5%, более предпочтительно, по меньшей мере, 20%, еще более предпочтительно, по меньшей мере, 40% и в особенности, по меньшей мере, 60%. Трехмерное изделие, отдельно или в комбинации с пунктом (40), полученное избирательным спеканием полимера, сополимера или смеси полимеров в порошкообразной форме посредством электромагнитного облучения, где конечная кристалличность составляет 80% или меньше, предпочтительно 50% или меньше, в особенности 5-70%, более предпочтительно 15-50% и особенно 15-35%.
(41). Трехмерное изделие по любому из пунктов (40)-(41), где полимер или сополимер представляет собой полимер или сополимер, определенный в пунктах (7)-(33).
(42). Устройство для получения трехмерного изделия из порошка путем избирательного спекания посредством электромагнитного облучения порошка, состоящего из устройства регулирования температуры для предопределенного охлаждения изделия после окончания получения изделия.
(43). Устройство по пункту (43), где устройство регулирования температуры настраивают в зависимости от порошкообразного материала.
(44). Устройство по пункту (43) или (44), где устройство регулирования температуры настраивают в зависимости от типа полимера, сополимера или полимерной смеси, составляющих порошкообразный материал.
(45). Применение полимерного порошка при получении трехмерного изделия посредством избирательного спекания электромагнитным облучением, где полимер предварительно выбран с целью снижения конечной кристалличности полученного изделия.
(46). Применение по пункту (46), где кристалличность снижают так, чтобы улучшить соотношение общих механических свойств - модуля Юнга, прочности при растяжении и относительного удлинения при разрыве. Модуль Юнга полимера или сополимера составляет предпочтительно, по меньшей мере, 500 МПа, более предпочтительно, по меньшей мере, 1000 МПа и в особенности, по меньшей мере, 2000 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 20 МПа, более предпочтительно, по меньшей мере, 30 МПа и в особенности, по меньшей мере, 40 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 1%, более предпочтительно, по меньшей мере, 2%, еще более предпочтительно, по меньшей мере, 5% и в особенности, по меньшей мере, 20%. Чтобы проиллюстрировать более конкретные значения, например, в случае полимера полиарилэфиркетона и сополимеров полиарилэфиркетона модуль Юнга составляет предпочтительно, по меньшей мере, 3000 МПа, более предпочтительно, по меньшей мере, 3500 МПа и в особенности, по меньшей мере, 4000 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 50 МПа, более предпочтительно, по меньшей мере, 70 МПа и в особенности, по меньшей мере, 90 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 1,5%, более предпочтительно, по меньшей мере, 2%, еще более предпочтительно, по меньшей мере, 3% и в особенности, по меньшей мере, 5%; а в случае полиамидного полимера или полиамидных сополимеров модуль Юнга составляет предпочтительно, по меньшей мере, 1000 МПа, более предпочтительно, по меньшей мере, 1500 МПа, еще более предпочтительно, по меньшей мере, 2500 МПа; прочность при растяжении составляет предпочтительно, по меньшей мере, 35 МПа, более предпочтительно, по меньшей мере, 45 МПа и в особенности, по меньшей мере, 70 МПа; и относительное удлинение при разрыве составляет предпочтительно, по меньшей мере, 5%, более предпочтительно, по меньшей мере, 20%, еще более предпочтительно, по меньшей мере, 40% и в особенности, по меньшей мере, 60%.
(47). Применение по пункту (46) или (47), где кристалличность понижена так, что конечная кристалличность составляет 80% или меньше, предпочтительно 50% или меньше, в особенности 5-70%, более предпочтительно 15-50% и особенно 15-35%.
(48). Применение по любому из пунктов (46)-(48), где предварительно выбранный полимер представляет собой полимер, определенный в пунктах (7)-(33).
(49). Применение по любому из пунктов (45)-(48), где полимер также предварительно выбран с целью снижения пористости полученного трехмерного изделия.
Фиг.1 иллюстрирует устройство лазерного спекания для послойного получения трехмерного изделия.
Чтобы усовершенствовать способ получения трехмерного изделия из порошка путем избирательного спекания посредством электромагнитного облучения порошка, содержащего, по меньшей мере, один полимер или сополимер, проведена серия интенсивных испытаний с целью установления критических факторов, которые особенно приемлемы для получения трехмерных изделий, имеющих улучшенные механические свойства.
В результате установлено, что некоторые механические свойства трехмерного изделия, полученного избирательным спеканием полимерных порошкообразных материалов, значительно улучшаются при ограничении кристалличности полученного изделия и, в особенности, при регулировании полученной кристалличности в пределах определенного интервала. Неожиданно это приводит к заметному улучшению некоторых очень важных механических свойств, включая, но без ограничения ими, высокую жесткость, высокую прочность при сжатии, высокое сопротивление удару, высокую максимальную прочность при растяжении и изгибе, а также высокое относительное удлинение при разрыве и высокую температуру теплоотражения, при этом, с другой стороны, компромиссные свойства, такие как хорошая стойкость к химическому воздействию и низкая усадка после получения за счет последующей кристаллизации, хорошо уравновешиваются. Кроме того, снижение пористости полученного изделия также становится возможным, что вносит дополнительный вклад в улучшение механических свойств полученного изделия.
Изделия, полученные избирательным спеканием посредством электромагнитного облучения порошка, содержащего, по меньшей мере, один полимер, как правило, имеют значения кристалличности существенно выше, чем изделия, полученные с помощью классических методик переработки полимеров, таких как, например, литьевое формование. То есть в способе получения трехмерного изделия из порошка избирательным спеканием посредством электромагнитного облучения порошка, содержащего, по меньшей мере, один полимер, например, по типу способа, представленного на фиг.1, значения кристалличности в полученном изделии без регулирования кристалличности в соответствии с настоящим изобретением имеет тенденцию становиться главными. В частности, в процессе послойного создания обычно используют высокую температуру слоя порошка, лежащую приблизительно на 1-50°С, предпочтительно на 1-30°С, даже более предпочтительно на 1-20°С и наиболее предпочтительно на 1-10°С ниже температуры плавления Тпл полимера. Изделие, как правило, подвергают воздействию относительно высоких технологических температур в течение значительного периода времени и обычно еще пропускают через очень длительный период охлаждения. Чтобы предупредить или минимизировать искривление детали во время процесса создания, технологическая температура должна поддерживаться близко к температуре плавления полимерного порошка, чтобы обеспечить хорошее связывание последовательных слоев и минимизировать образование пор вследствие недостаточного плавления полимерных частиц. Следовательно, температуру слоя порошка поддерживают в течение всего процесса создания выше температуры кристаллизации полимера Тк. Само полученное изделие в течение длительного периода времени может быть подвергнуто воздействию температуры выше Тк. В конце процесса создания, когда все источники нагревания устройства для спекания выключают, начинается охлаждение от Тк вследствие потери тепла в окружающую среду. Из-за низкой теплопроводности полимерного порошка и большого слоя порошка это может занимать от нескольких часов до нескольких дней (в зависимости от используемого полимерного порошка и технологических условий, то есть без определения заранее подходящей скорости охлаждения), что в конечном итоге будет дополнительно усиливать кристаллизацию полимерного изделия во время процесса охлаждения. Без соответствующего регулирования кристаллизация может иметь место даже после изготовления спеченного лазером полимерного изделия. Как следствие, относительно высокие и частично исключительно высокие значения кристалличности могут быть получены при получении изделия без соответствующего регулирования характеристик кристалличности в соответствии с настоящим изобретением. В свою очередь, без соответствующего ограничения кристалличности значимые механические свойства изделия могут быть ухудшены.
С другой стороны, при способе избирательного спекания в соответствии с настоящим изобретением кристалличность в полученном изделии может быть полезным устанавливать на еще достаточно высоком уровне, чтобы также обеспечить положительное влияние на высокую устойчивость к химическому воздействию, низкую усадку после изготовления при температурах выше Тст или высокую жесткость полученного изделия. Следовательно, с помощью настоящего изобретения можно получить прекрасное соотношение свойств.
Когда кристалличность изделия, полученного из полимерного порошкообразного материала, соответствующим образом ограничена и предпочтительно установлена в пределах конкретного интервала, можно получить значительное улучшение некоторых очень важных механических свойств, таких как прочность при растяжении, модуль Юнга и относительное удлинение при разрыве. Особенно эффективным и предпочтительным средством ограничения и регулирования значений кристалличности полученного изделия являются: 1) предварительный выбор соответствующего типа полимерного материала, 2) подгонка структурных характеристик и/или модификация полимера, содержащегося в предварительно выбранном порошке, и/или 3) обращение внимания на предопределенную и/или регулируемую стадию охлаждения после окончания процесса спекания изделия.
Таким образом, в соответствии с предпочтительным вариантом осуществления настоящего изобретения предопределенная и/или регулируемая стадия охлаждения применяется к изделию после окончания получения изделия после спекания. Предопределенная и/или регулируемая стадия охлаждения может быть осуществлена путем заранее установленного медленного охлаждения, возможно более медленного охлаждения, чем естественное (пассивное) охлаждение, или путем активного охлаждения, чтобы обеспечить более быстрое охлаждение. Так как условия предопределенной и/или регулируемой стадии охлаждения главным образом зависят от типа и свойств используемого полимера, сополимера или полимерной смеси, полезные установки для указанной стадии охлаждения могут быть проверены экспериментально, с условием, что конечная кристалличность составляет предпочтительно 80% или менее, предпочтительно 50% или менее, в особенности 5-70%, более предпочтительно 15-50% и в особенности 15-35%.
Например, при использовании материалов ПАЭК в качестве типичных примеров и для поиска способов предупреждения сморщивания, ПЭЭК (полиэфирэфиркетоны) более нуждаются в хорошо определенной низкой скорости охлаждения после процесса спекания/создания изделия, тогда как другие материалы ПАЭК типа ПЭК (полиэфиркетон) предпочтительно охлаждают с высокой скоростью охлаждения после процесса спекания/создания. Предпочтительные скорости охлаждения ПАЭК после процесса спекания/создания: когда полученное изделие охлаждают от технологической температуры, которая предпочтительно находится при температуре ниже на 1-10°С температуры плавления порошка, до Тст используемого ПАЭК, скорость охлаждения предпочтительно составляет 0,01-10°С/мин, более предпочтительно 0,1-5°С/мин и наиболее предпочтительно 1-5°С/мин, чтобы минимизировать и гарантировать низкую последующую кристаллизацию и низкое сморщивание деталей. Например, с предварительно выбранным порошком ПЭК и при соответствующем прикладывании скорости охлаждения, например 0,3°С/мин, достигают низкую кристалличность, например 36%, что обеспечивает улучшенные механические свойства, например предел прочности 79 МПа (см. пример 5). Кроме того, ограничение кристалличности до 31%, например, путем применения более высокой скорости охлаждения, например больше 0,3°С/мин, неожиданно дает дополнительно улучшенную прочность при растяжении 88 МПа (см. пример 6).
Однако скорость охлаждения после получения изделия также может влиять на сморщивание и, следовательно, на стабильность размеров изделия. Неожиданно установлено, что скорость охлаждения может быть предопределена так, что трехмерное изделие имеет не только конкретный интервал кристалличности и в результате обеспечивает упомянутые выше механические свойства, но также высокую стабильность размеров, то есть оно не сморщивается.
Например, при использовании ПАЭК полимеров установлено, что порошок ПЭЭК скорее нуждается в относительно низкой скорости охлаждения, например приблизительно 0,1-0,3°С/мин, по сравнению с порошком ПЭК, чтобы получить как низкую кристалличность, так и высокую стабильность размеров (исключение сморщивания) (см. примеры 2 и 3). При более высокой скорости охлаждения материал будет иметь тенденцию к явлению сморщивания.
Далее некоторые важные структурные характеристики и модификации полимерного и сополимерного материала, которые приемлемы для предварительного выбора для способа избирательного спекания путем электромагнитного облучения, описаны на примере полимеров и сополимеров ПАЭК. Специалисту в данной области техники будет понятно, что описанные ниже структурные характеристики или модификации аналогичным образом применимы к другим типам полимеров.
Особенно подходящими альтернативными полимерными материалами, отличными от полимеров и сополимеров ПЭАК, являются, но не ограничиваются ими, полиамиды, сложные полиэфиры, простые полиэфиры, полиолефины, полистиролы, полифениленсульфиды, поливинилиденфториды, полифениленоксиды, полиимиды и их сополимеры. Подходящие полиамидные полимеры и сополимеры могут быть выбраны из группы, включающей полиамид 6, полиамид 66, полиамид 11, полиамид 12, полиамид 612, полиамид 610, полиамид 1010, полиамид 1212 и сополимеры, содержащие, по меньшей мере, один из упомянутых выше полимеров, и полиамидные эластомеры, такие как простые полиэфир-блокамиды, например материалы на основе PEBAX®. Подходящие сложные полиэфирные полимеры или сополимеры могут быть выбраны из группы, включающей полиалкилентерефталаты (например, ПЭТ, ПБТ) и их сополимеры с 1,4-циклогексан-диметилолом. Подходящие полиолефиновые полимеры или сополимеры могут быть выбраны из группы, включающей полиэтилен и полипропилен. Подходящие полистирольные полимеры или сополимеры могут быть выбраны из группы, включающей синдиотактичный и изотактичный полистирол.
Приняв данную молекулярную массу выбранного полимера, такого как ПАЭК, в качестве ориентира, установлено, что уже относительно незначительное повышение молекулярной массы полимера, содержащегося в порошке, быстро приводит к неожиданно значительному снижению кристалличности полученного изделия, что, в свою очередь, трансформируется в значительное улучшение некоторых очень важных механических свойств полученного изделия. Например, предварительно выбранный полимерный материал ПЭЭК, имеющий относительно более высокую молекулярную массу, как правило, Mn=32000 и Mw=99000, в большей степени, чем полимер, имеющий молекулярную массу, как правило, Mn=23000 и Mw=68000, способствует снижению кристалличности полученного изделия до значения ниже 50% (см., например, примеры 1 и 2, показывающие снижение от 52 до 45%). Хотя повышение молекулярной массы могло бы уменьшить плотность и, следовательно, повысить пористость, оно по существу вносит вклад в повышение прочности при растяжении и относительного удлинения при разрыве (см., например, примеры 1 и 2, показывающие значительное повышение прочности при растяжении от 44 до 71 МПа и повышение относительного удлинения при разрыве от ~1 до ~2%). Однако свыше определенной молекулярной массы имеет место эффект насыщения. Более не возможно значительное снижение кристалличности и повышение механических свойств (см. пример 3). Следовательно, молекулярную массу Mn предпочтительно подгоняют, по меньшей мере, до 9000, предпочтительно устанавливают в интервале от 10000 до 100000, более предпочтительно от 15000 до 50000 и наиболее предпочтительно от 20000 до 35000; или Mw предпочтительно устанавливают в интервале от 20000 до 500000, предпочтительно от 40000 до 200000 и более предпочтительно от 50000 до 125000.
Объяснения, аналогичные приведенным выше объяснениям для молекулярной массы, также применимы к вязкости расплава полимера или сополимера. Вязкость расплава коррелирует с молекулярной массой полимера или сополимера следующим образом: чем выше молекулярная масса полимера или сополимера, тем выше также его вязкость расплава. Следовательно, в случае полимеров или сополимеров ПАЭК предпочтительна вязкость расплава в интервале 0,05-1,0 кН·с/м2, более предпочтительно 0,15-0,6 кН·с/м2 и в особенности 0,2-0,45 кН·с/м2.
Формула, представленная ниже, показывает общую структуру полимеров и сополимеров ПАЭК или ПAЭС, которые являются предпочтительными для получения спеченных лазером изделий (где структурные особенности будут дополнительно описаны ниже), чтобы получить желаемую низкую кристалличность:
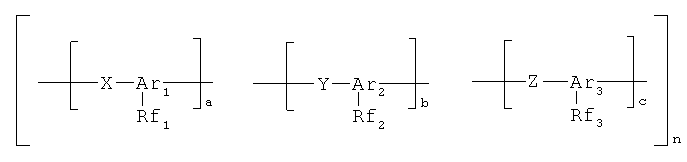
где
Ar1, Ar2 и Ar3 независимо друг от друга означают незамещенные или замещенные, моноциклические или полициклические ароматические углеводороды, где необязательные заместители могут быть выбраны из:
Rf1, Rf2, Rf3, которые независимо друг от друга означают С1-С6-линейную цепь, или разветвленную цепь, или циклические алкильные и алкоксигруппы и арильные группы, предпочтительно Me, изо-Pr, трет-Bu, Ph, где каждый Ar1, Ar2 и Ar3 могут иметь один или несколько заместителей Rf1, Rf2, Rf3 соответственно;
Х представляет собой О и/или S;
Y представляет собой CO и/или SO2;
Z представляет собой SO2, СО, О и/или S;
а представляет собой небольшое целое число, которое принимает значение больше 0, предпочтительно меньше 12, более предпочтительно находится в интервале от 1 до 6 и в особенности от 1 до 3;
b представляет собой небольшое целое число, которое принимает значение больше 0, предпочтительно меньше 12, более предпочтительно находится в интервале от 1 до 6 и в особенности от 1 до 3;
с равно 0 или представляет собой небольшое целое число, которое предпочтительно меньше 12, более предпочтительно находится в интервале от 1 до 6 и в особенности от 1 до 3;
n означает степень полимеризации.
В приведенной выше общей формуле показатели «а», «b» и «с» означают число соответствующих звеньев в квадратных скобках в повторяющемся звене полимера или в повторяющихся звеньях сополимера соответственно, где одно или несколько звеньев одного вида, например звенья с показателем «а», могут быть расположены между звеньями другого вида, например звеньями с показателями «b» и/или «с». Положение соответствующих звеньев в повторяющемся звене можно определить из аббревиатуры производного ПАЭК.
Например, в случае ПЭК повторяющееся звено содержит Ar1, представляющий собой незамещенный фенилен, Х, представляющий собой О, и а=1; Ar2, представляющий собой незамещенный фенилен, Y, представляющий собой СО, а b=1 и с=0. Следовательно, ПЭК имеет структуру следующей формулы:
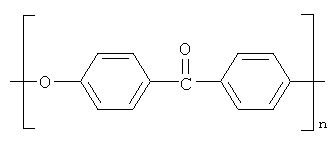
где n означает степень полимеризации.
В качестве другого примера, в случае ПЭЭК повторяющееся звено содержит Ar1, представляющий собой незамещенный фенилен, Х, представляющий собой О, и а=2; Ar2, представляющий собой незамещенный фенилен, Y, представляющий собой СО, а b=1 и с=0. Что касается расположения соответствующих сложноэфирных и кетоновых звеньев, то аббревиатура ПЭЭК указывает на то, что два сложноэфирных звена (Э) следуют за одним звеном кетона (К), следовательно, ПЭЭК имеет следующую формулу:
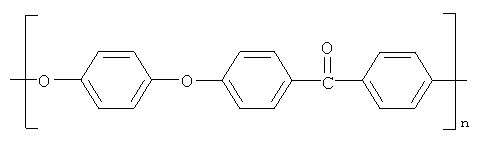
где n означает степень полимеризации.
В качестве другого примера, в случае ПЭКЭКК повторяющееся звено содержит Ar1, представляющий собой незамещенный фенилен, Х, представляющий собой О, и а=2; Ar2, представляющий собой незамещенный фенилен, Y, представляющий собой СО, а b=3 и с=0. Что касается расположения соответствующих сложноэфирных и кетоновых звеньев, то аббревиатура ПЭКЭКК указывает на то, что одно сложноэфирное звено (Э) следует за одним кетоновым звеном (К), затем следует одно простое эфирное звено, за которым следуют 2 кетоновых звена, следовательно, ПЭКЭКК имеет следующую формулу:

где n означает степень полимеризации.
В случае полимеров и сополимеров ПАЭК степень полимеризации n предпочтительно составляет от 10 до 1000, более предпочтительно от 20 до 500 и в особенности от 40 до 250.
Чем больше требуемый промежуток ароматической углеводородной группы Ar1, Ar2 и Ar3, тем больше ароматическая углеводородная группа ведет себя подобно жесткому стержневому сегменту и тем ниже является конечная кристалличность полученного изделия. Следовательно, предпочтительно, чтобы ароматические углеводородные группы Ar1, Ar2 и Ar3 соответственно и независимо друг от друга выбирались из группы, состоящей из 1,4-фенилена, 4,4'-бифенилена, 4,4'-изопропилидендифенилена, 4,4'-дифенилсульфона, 1,4-, 1,5- и 2,6-нафталина, 4,4'-терфенилена и альфа-ди(4-фенилен)фталида.
Боковые цепи Rf1, Rf2, Rf3 в ароматических углеводородах в основной цепи оказывают влияние на подвижность полимерных цепей в расплаве и, таким образом, предпочтительно обеспечивают положительное влияние, следовательно, понижают конечную кристалличность полученного изделия.
Более того, соотношение между количеством кетогрупп Y и количеством простых эфирных или тиоэфирных групп X предпочтительно составляет от 1:4 до 4:1. В пределах этого соотношения кристалличность может быть значительно уменьшена. Например, при сравнении использования ПЭК (отношение 1:1) и ПЭЭК (отношение 2:1), имеющих аналогичные типичные молекулярные массы (см. примеры 1 и 4), ПЭК предпочтительнее ПЭЭК с точки зрения достижения более низкой кристалличности. С другой стороны, аналогичным образом регулируемая кристалличность также может быть достигнута при использовании ПЭЭК за счет использования другого компенсирующего регулирования, например за счет использования ПЭЭК соответственно более высокой молекулярной массы или за счет соответствующим образом предопределенного охлаждения после спекания при высокой скорости охлаждения.
Другая возможность адаптировать полимер для достижения желаемой ограниченной кристалличности полученного изделия после процесса избирательного спекания состоит в применении подходящего сополимера. В случае ПАЭК сополимер с полиарилэфирсульфоном (ПAЭС) является предпочтительным, в особенности диблок-сополимер полиарилэфиркетона (ПАЭК)/полиарилэфирсульфона (ПAЭС) или триблок-сополимер ПАЭК/ПAЭС/ПАЭК, более предпочтительным является диблок-сополимер полиэфиркетон (ПЭК)/полиэфирсульфон (ПЭС) или триблок-сополимер ПЭК/ПЭС/ПЭК. Установлено, что чем выше количество полиарилэфирсульфонового компонента, тем ниже кристалличность полученного изделия. Следовательно, предпочтительным является соотношение количества сульфоновых групп Z к количеству кетогрупп Y от 50:50 до 10:90. В пределах этого интервала соотношений температуру стеклования (Тст) и температуру плавления (Тпл) полимерного материала можно регулировать так, чтобы они подходили для переработки полимера в устройстве для получения трехмерного изделия путем избирательного спекания посредством электромагнитного облучения. Чтобы обеспечить подходящие технологические температуры для процесса избирательного спекания, указанные сополимеры ПЭК/ПЭС предпочтительно имеют Тст выше 180°С и температуру Тпл от 330 до 430°C.
Установлено, что концевые группы основной цепи полимера или сополимера могут действовать как зародышеобразователи во время кристаллизации. Следовательно, концевые группы полимера или сополимера могут быть дериватизированы, чтобы повлиять на кристалличность и, таким образом, ограничить кристалличность полученного изделия.
Концевые группы также могут быть выбраны так, чтобы они приводили к удлинению полимерной или сополимерной цепи за счет химической реакции (предпочтительно при температурах выше Тпл полимера) между концевыми группами, например, за счет поликонденсации, электрофильного или нуклеофильного ароматического замещения, реакций сочетания или др. Это приводит к понижению кристалличности полученного изделия вследствие повышения молекулярной массы.
Концевые группы основной цепи полимера или сополимера зависят от типов мономеров, используемых для синтеза, и от типа реакции полимеризации. Далее показаны два различных типа схем синтеза ПАЭК, приводящих к различным типам ПАЭК с разными концевыми группами.
ПАЭК обычно могут быть синтезированы двумя путями, а именно: путем электрофильного ароматического замещения (алкилирование по Фриделю-Крафтцу) или путем нуклеофильного ароматического замещения. Например, при нуклеофильном синтезе ПАЭК 1,4-бисгидроксибензол подвергают полимеризации с 4,4'-дигалогенированным бензофеноновым компонентом:
xHO-Ph-OH+(y+1)Hal-Ph-CO-Ph-Hal→Hal-Ph-CO-Ph-[O-Ph-O]x-[Ph-CO-Ph]y-Hal,
где Hal представляет собой F, Cl, Br и х и y означают число мономеров, введенных в полимер.
В результате основная цепь ПАЭК в приведенном выше примере ПЭЭК после полимеризации может быть закончена остатком галогена, наиболее предпочтительно фтором, необязательно поочередно хлором или бромом, ни на одном, или на одном конце (не показано), или на обоих концах (показано) основной цепи. То же самое применимо для синтеза сополимеров ПАЭК или полиэфирсульфона (ПAЭС), где звено дигалогенированного кетона может быть замещено частично дигалогенированным ароматическим сульфоном. Аналогично ароматический бисгидрокси-компонент может быть частично или полностью замещен бистиольным компонентом.
Например, замещенные галогеном окончания полимера могут быть дериватизированы реакцией обрыва цепи с помощью фенола:
2Ph-OH+Hal-Ph-CO-Ph-[O-Ph-O]x-[Ph-CO-Ph]y-Hal→Ph-O-Ph-CO-Ph-[O-Ph-O]x-[Ph-CO-Ph]y-O-Ph
В приведенной выше формуле Hal предпочтительно означает F.
В случае синтеза полимеров или сополимеров ПАЭК реакцией электрофильного ароматического замещения диацилароматические соединения, например ароматические дикислоты или предпочтительно хлорангидриды ароматических дикислот или ангидриды ароматических дикислот подвергают полимеризации с бисароматическим простым эфирным или простым тиоэфирным компонентом. Например, в случае ПЭЭК это может привести к полимерам или сополимерам ПЭЭК с фенильними группами ни на одном, или на одном конце (не показано), или на обоих концах (показано) основной цепи:
xRAOC-Ph-CORA+(y+1)Ph-O-Ph→Ph-O-Ph-[OC-Ph-CO]x-[Ph-O-Ph]y-H
где RA представляет собой Cl или -ОН и х и y означают число мономеров, введенных в полимер.
С другой стороны, может быть использован синтез по способу одного мономера, например хлорангидрида ароматической монокислоты.
Например, фенильные группы на концах полимера могут быть дериватизированы реакцией окончания цепи с помощью хлорангидрида бензойной кислоты:
2Ph-COCl+Ph-O-Ph-[OC-Ph-CO]x-[Ph-O-Ph]y-H→Ph-CO-Ph-O-Ph-[OC-Ph-CO]x-[Ph-O-Ph]y-OC-Ph
Независимо от того, выбрана ли реакция нуклеофильного или ароматического замещения, чтобы замедлить кристаллизацию полимера, концевые группы могут быть предпочтительно замещены, например, так, чтобы полимер ПАЭК имел следующую формулу:
RT-U-[ПAЭK]-U-RT
где U представляет собой связывающий фрагмент, например NH, О, СО, СО-О-, SO, простую связь, -(СН2)k, где k равно 1-6, или др.; и структурные остатки RT по правую руку и по левую руку могут быть одинаковыми или разными структурными группами, причем обычно структурные остатки RT являются одинаковыми. Предпочтительно RT выбирают из группы незамещенных или замещенных алифатических или ароматических углеводородных остатков. U может быть образован за счет прямой реакции с окончаниями полимера или сополимера, например, монофункциональное гидроксисоединение может давать О в качестве U, или U может быть введен в качестве заместителя оканчивающего реагента, например, HO-Ph-COO-трет-бутил может образовывать СОО в качестве U.
Кроме того, если необходимо повысить скорость кристаллизации, чтобы соответствующим образом подогнать кристалличность полученного трехмерного изделия, полиарилэфиркетоны с галогенированной концевой группой могут быть окончены ионными концевыми группами, например солями фената, типа NaOPhSO3Na или NaOPhCOPhOPhSO3Na. Последующее подкисление солей фената, например, с помощью HCl приводит к концевым SO3H-группам, которые проявляют немного пониженный нуклеофильный эффект.
Полимер или сополимер могут быть смешаны в смеси со сплавляющим компонентом, где используется смесь, по меньшей мере, двух различных полимеров или сополимеров. Предпочтительно, чтобы в такой смеси, по меньшей мере, один компонент смеси понижал конечную кристалличность полученного изделия.
Аналогичные структурные характеристики или модификации, рассмотренные на примере ПАЭК, могут быть таким же образом применены к другим полимерным или сополимерным материалам, упомянутым выше.
Кроме того, порошок может представлять собой композитный порошок, который содержит один или несколько наполнителей и/или вспомогательных добавок, помимо матрицы соответствующего полимера, сополимера или смеси. Наполнители могут быть использованы, чтобы дополнительно улучшить механические свойства полученного изделия. Например, наполнители, такие как волокна, в том числе, но без ограничения ими, углеродные волокна, стекловолокна, кевларовые волокна, углеродные нановолокна, или наполнители, имеющие низкое соотношение геометрических размеров (стеклянные шарики, алюминиевый песок и др.), или минеральные наполнители, такие как диоксид титана, могут быть введены в порошок, содержащий, по меньшей мере, один полимер или сополимер. Кроме того, могут быть использованы технологические добавки, которые улучшают способность порошка к переработке, например агенты для повышения текучести, такие как агенты серии Aerosil (например, Aerosil R974, Aerosil 200), или другие функциональные добавки типа тепловых стабилизаторов, стабилизаторов окисления, красящих пигментов (углеродная сажа, графит и др.).
В целом из открытий настоящего изобретения можно сделать вывод, что следующие структурные характеристики или модификации полимеров или сополимеров положительным образом ограничивают характеристики кристалличности и, следовательно, особенно предпочтительны при осуществлении предварительного выбора конкретного типа полимера или сополимера, например, из полиамида (ПА), полиарилэфиркетона (ПАЭК), сложного полиэфира, простого полиэфира, полиолефина, полистирола, полифенилсульфида, поливинилиденфторида, полифениленоксида, полиимида и их сополимеров:
(i) выбор относительно высоких значений Mn или Mw или вязкостей расплава;
(ii) использование цепей большой длины или высоких степеней полимеризации n;
(iii) введение ароматических групп в основную цепь, которые независимо друг от друга представляют собой незамещенные или замещенные, моноциклические или полициклические ароматические углеводороды; предпочтительно ароматические группы соответствующим образом и независимо друг от друга, выбранные из группы, состоящей из 1,4-фенилена, 4,4'-бифенилена, 4,4'-изопропилидендифенилена, 4,4'-дифенилсульфона, 1,4-, 1,5- и 2,6-нафталина, 4,4'-терфенилена и альфа-ди(4-фенилен)фталида;
(iv) замещение ароматических групп одной или несколькими боковыми цепями, где боковые цепи соответствующим образом и независимо друг от друга выбирают из группы С1-С6-линейной цепи, или разветвленной цепи, или циклических алкильных и алкоксигрупп и арильных групп, причем предпочтительно боковые цепи соответствующим образом и независимо друг от друга выбирают из метила, изопропила, трет-бутила или фенила;
(v) модификация концевых групп основной цепи полимера или сополимера предпочтительно алифатическими или ароматическими концевыми группами; и
(vi) смешение или сплавление, по меньшей мере, двух различных полимеров или сополимеров.
ПРИМЕРЫ
Кристалличность полученного изделия может быть определена различными способами, которые хорошо известны специалистам в данной области. Кристалличность может быть определена на основе дифференциальной сканирующей калориметрии (ДСК) в соответствии с методом DIN 53765, который используют в качестве справочного способа в соответствии с настоящим изобретением. С помощью значения теоретически 100%-ного кристаллического полимера, которое может быть найдено в научных публикациях (например, 130 Дж/г для ПЭЭК и 160 Дж/г для ПЭК (P.C. Dawson, D.J. Blundell, Polymer 1980, 21, 577-578)), можно рассчитать конечную кристалличность с помощью следующей формулы:

В случае изделий, полученных из композитных порошков, то есть порошка, содержащего один или несколько наполнителей или вспомогательных добавок, помимо полимера, сополимера или смеси полимеров, значение кристалличности относится к полимерной матрице композита, которое также может быть рассчитано, как определено выше.
Кристалличность также может быть определена с помощью измерений широкоуглового рентгеновского рассеяния (WAXS). Методика хорошо известна специалистам в данной области техники.
В качестве эталонного способа настоящего изобретения кристалличность определяют в приведенных ниже примерах на основе измерений ДСК, проведенных на приборе Mettler-Toledo DSC 823 в соответствии с DIN 53765. Образец ДСК готовят из середины бруска для испытаний на растяжение по ASTM D638, который получен в направлении х, y, по меньшей мере, на 5 см от края заменяемого каркаса установки лазерного спекания. Кристалличность затем определяют с использованием приведенной выше формулы.
Плотность измеряют в соответствии с ISO 1183 на весах Kern 770-60 с помощью набора для определения плотности Satorius Density Determination Set YDK 01.
Пористость рассчитывают по следующей формуле:

d100% представляет собой теоретическую плотность 100%-ного кристаллического ПАЭК;
d0% представляет собой теоретическую плотность аморфного ПАЭК;
Хс представляет собой кристалличность детали из ПАЭК.
Значения плотности для теоретически 100%-ного кристаллического ПЭЭК (d100%=1,40 г/см3) и ПЭК (d100%=1,43 г/см3), а также аморфного ПЭЭК (d0%=1,265 г/см3) и ПЭК (d0%=1,272 г/см3) хорошо известны в литературе (P.C. Dawson, D.J. Blundell, Polymer 1980, 21, 577-578).
Если значение теоретической плотности не известно, пористость также может быть определена с помощью микрокомпьютерной томографии. Приемлемым устройством является, например, устройство µ-СТ40, поставляемое SCANCO Medical AG, Bruttisellen, Switzerland. Методика хорошо известна специалистам в данной области техники.
В примерах вязкость расплава определяют в соответствии с патентом США 2006/0251878 А1 в капиллярном вискозиметре с помощью вольфрамо-карбидной насадки при 400°С и скорости сдвига 1000 с-1.
Следующие примеры только иллюстрируют настоящее изобретение, и никоим образом их не следует рассматривать в качестве ограничивающих его объем. Примеры и модификации или другие их эквиваленты будут очевидны специалистам в данной области техники в свете настоящего описания.
Пример 1 (не в соответствии с изобретением)
Порошок, приготовленный из ПЭЭК (поставляется Victrex Plc, Thornton Cleveleys, Lancashire FY5 4QD, Great Britain), со средним распределением частиц по размерам 48 мкм, где полимер ПЭЭК имеет молекулярную массу Mn=23000 и Mw=65000 и вязкость расплава 0,15 кН·с/м2, термически обрабатывают в печи при температуре выше температуры стеклования.
Порошок ПЭЭК с объемной плотностью 0,45 г/см3 перерабатывают на установке лазерного спекания типа Р700, которая модифицирована компанией EOS для высокотемпературного применения. Температура технологической камеры составляет 335°С.
После окончания процесса лазерного спекания скорость охлаждения регулируют путем последующего нагревания от 335°С до Тст ПЭЭК (145°С). Скорость охлаждения показывает максимальное среднее 0,3°С/мин.
Детали имеют следующие свойства:
Пример 2 (в соответствии с изобретением)
Порошок, приготовленный из ПЭЭК (поставляется Victrex Plc, Thornton Cleveleys, Lancashire FY5 4QD, Great Britain), со средним распределением частиц по размерам 48 мкм, где полимер ПЭЭК имеет молекулярную массу Mn=32000 и Mw=65000 и вязкость расплава 0,45 кН·с/м2, термически обрабатывают в печи при температуре выше температуры стеклования.
Порошок ПЭЭК с объемной плотностью 0,40 г/см3 перерабатывают на установке лазерного спекания типа Р700, которая модифицирована компанией EOS для высокотемпературного применения. Температура технологической камеры составляет 335°С.
После окончания процесса лазерного спекания скорость охлаждения регулируют путем последующего нагревания от 335°С до Тст ПЭЭК (145°С). Скорость охлаждения показывает максимальное среднее 0,3°С/мин.
Детали имеют следующие свойства:
Пример 3 (в соответствии с изобретением)
Порошок, приготовленный из ПЭЭК (поставляется Victrex Plc, Thornton Cleveleys, Lancashire FY5 4QD, Great Britain), со средним распределением частиц по размерам 48 мкм, где полимер ПЭЭК имеет вязкость расплава 0,54 кН·с/м2, термически обрабатывают в печи при температуре выше температуры стеклования.
Порошок ПЭЭК перерабатывают на установке лазерного спекания типа Р700, которая модифицирована компанией EOS для высокотемпературного применения. Температура технологической камеры составляет 335°С.
После окончания процесса лазерного спекания скорость охлаждения регулируют путем последующего нагревания от 335°С до Тст ПЭЭК (145°С). Скорость охлаждения показывает максимальное среднее 0,3°С/мин.
Детали имеют следующие свойства:
Пример 4 (в соответствии с изобретением)
Порошок, приготовленный из ПЭК (поставляется Victrex Plc, Thornton Cleveleys, Lancashire FY5 4QD, Great Britain), со средним распределением частиц по размерам 48 мкм, где полимер ПЭК имеет молекулярную массу Mn=23000 и Mw=65000 и вязкость расплава 0,22 кН·с/м2, термически обрабатывают в печи при температуре выше температуры стеклования.
Порошок ПЭК перерабатывают на установке лазерного спекания типа Р700, которая модифицирована компанией EOS для высокотемпературного применения. Температура технологической камеры составляет 365°С.
После окончания процесса лазерного спекания скорость охлаждения регулируют путем последующего нагревания от 365°С до Тст ПЭК (157°С). Скорость охлаждения показывает максимальное среднее 0,3°С/мин.
Детали имеют следующие свойства:
Пример 5 (в соответствии с изобретением)
Порошок, приготовленный из ПЭК (поставляется Victrex Plc, Thornton Cleveleys, Lancashire FY5 4QD, Great Britain), со средним распределением частиц по размерам 48 мкм, где полимер ПЭК имеет вязкость расплава 0,45 кН·с/м2, термически обрабатывают в печи при температуре выше температуры стеклования.
Порошок ПЭК перерабатывают на установке лазерного спекания типа Р700, которая модифицирована компанией EOS для высокотемпературного применения. Температура технологической камеры составляет 365°С.
После окончания процесса лазерного спекания скорость охлаждения регулируют путем последующего нагревания от 365°С до Тст ПЭК (157°С). Скорость охлаждения показывает максимальное среднее 0,3°С/мин.
Детали имеют следующие свойства:
Пример 6 (в соответствии с изобретением)
Порошок, приготовленный из ПЭК (поставляется Victrex Plc, Thornton Cleveleys, Lancashire FY5 4QD, Great Britain), со средним распределением частиц по размерам 48 мкм, где полимер ПЭК имеет вязкость расплава 0,45 кН·с/м2, термически обрабатывают в печи при температуре выше температуры стеклования.
Порошок ПЭК перерабатывают на установке лазерного спекания типа Р700, которая модифицирована компанией EOS, как описано в примере 4.
После окончания процесса лазерного спекания все нагревание машины лазерного спекания выключают. Средняя скорость охлаждения составляет >0,3°С/мин.
Детали имеют следующие свойства:
Группа изобретений относится к вариантам способа получения трехмерного изделия из порошка путем избирательного спекания посредством электромагнитного облучения, а также к трехмерному изделию, полученному данным способом, и устройству для получения указанного трехмерного изделия. В способе используют порошок, содержащий полимер полиарилэфиркетона или сополимер полиарилэфиркетона. При этом полученное трехмерное изделие имеет конечную кристалличность от 5 до 45%. Порошок, использующийся в способе, также может содержать полиамидный полимер или полиамидный сополимер. Причем полученное трехмерное изделие имеет конечную кристалличность от 10 до 50%. Способ может быть осуществлен с использованием порошка, содержащего по меньшей мере один полимерный или сополимерный материал. При этом в способе проводят предварительно определенную и/или регулируемую стадию охлаждения после окончания стадии спекания. Причем полимер для осуществления способа предварительно выбирают для ограничения кристалличности полученного трехмерного изделия. Устройство включает устройство температурного регулирования, установленное для предопределенной стадии охлаждения после завершения получения изделия. Достигаемый при этом технический результат заключается в улучшении механических свойств полученного трехмерного изделия, а также в достижении улучшения химической устойчивости изделия при низкой конечной усадке при окончательной кристаллизации. 7 н. и 9 з.п. ф-лы, 1 ил.
1. Способ получения трехмерного изделия из порошка путем избирательного спекания посредством электромагнитного облучения порошка, где порошок содержит полимер полиарилэфиркетона или сополимер полиарилэфиркетона, и где полученное трехмерное изделие имеет конечную кристалличность от 5 до 45%.
2. Способ по п.1, где полученное трехмерное изделие имеет пористость ниже 5%, предпочтительно ниже 3%.
3. Способ по любому из предыдущих пунктов, где порошок, содержащий полимер полиарилэфиркетона или сополимер полиарилэфиркетона, имеет температуру плавления Тпл в интервале от 280 до 450°С.
4. Способ получения трехмерного изделия из порошка путем избирательного спекания посредством электромагнитного облучения порошка, где порошок содержит полиамидный полимер или полиамидный сополимер и где полученное трехмерное изделие имеет конечную кристалличность от 10 до 50%.
5. Способ по п.4, где полученное трехмерное изделие имеет пористость ниже 10%, предпочтительно ниже 5% и более предпочтительно ниже 3%.
6. Способ получения трехмерного изделия из порошка с помощью стадии избирательного спекания посредством электромагнитного облучения порошка, где порошок содержит, по меньшей мере, один полимерный или сополимерный материал, отличающийся тем, что проводят предварительно определенную и/или регулируемую стадию охлаждения после окончания стадии спекания.
7. Способ по п.6, где используют порошок, имеющий температуру плавления Тпл в интервале от 100 до 450°С, предпочтительно от 150 до 400°С и более предпочтительно от 250 до 400°С.
8. Трехмерное изделие, полученное путем избирательного спекания полимера, сополимера или смеси полиарилэфиркетона в порошкообразной форме посредством электромагнитного облучения, где конечная кристалличность составляет от 5 до 45%.
9. Трехмерное изделие по п.8, где пористость составляет менее 5%, предпочтительно менее 2%.
10. Трехмерное изделие по п.8, где плотность составляет, по меньшей мере, 1,24 г/см3, более предпочтительно 1,26 г/см3, еще более предпочтительно 1,28 г/см3 и наиболее предпочтительно >1,30 г/см3.
11. Трехмерное изделие, полученное путем избирательного спекания полимера, сополимера или смеси полиамида в порошкообразной форме посредством электромагнитного облучения, где конечная кристалличность составляет от 10 до 50%.
12. Трехмерное изделие по п.11, где пористость составляет менее 10%, предпочтительно менее 5% и более предпочтительно менее 3%.
13. Устройство для получения трехмерного изделия из порошка путем избирательного спекания посредством электромагнитного облучения порошка, включающее устройство температурного регулирования, установленное для предопределенной стадии охлаждения после завершения получения изделия.
14. Применение полимера в порошкообразной форме при получении трехмерного изделия посредством избирательного спекания электромагнитным облучением, где полимер предварительно выбирают для ограничения кристалличности полученного трехмерного изделия.
15. Применение по п.14, где предварительный выбор типа полимера или сополимера делают из полиамида (ПА), полиарилэфиркетона (ПАЭК), полиарилэфирсульфона (ПАЭС), сложного полиэфира, простого полиэфира, полиолефина, полистирола, полифениленсульфида, поливинилиденфторида, полифениленоксида, полиимида и сополимеров, содержащих, по меньшей мере, один из названных выше полимеров, предпочтительно из полимера или сополимера полиарилэфиркетона или полиамида, более предпочтительно из диблок-сополимеров полиарилэфиркетон (ПАЭК)/полиарилэфирсульфон (ПАЭС) или триблок-сополимеров ПАЭК/ПАЭС/ПАЭК и в особенности из диблок-сополимеров полиэфиркетон (ПЭК)/полиэфирсульфон (ПЭС) или триблок-сополимеров ПЭК/ПЭС/ПЭК.
16. Применение по п.14 или 15, где полимер дополнительно предварительно выбран для ограничения пористости полученного трехмерного изделия.
| ЕР 1674497 А1, 28.06.2006 | |||
| US 6136948 А, 24.10.2000 | |||
| DE 102001010162 А1, 15.09.2005 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2069154C1 |
| DE 102005015870 В3, 26.10.2006 | |||
| ЕР 1674497 А1, 28.06.2006 | |||
| KR 20040081714 А, 22.09.2004 | |||
| JP 2004143460 А, 20.05.2004 | |||
| WO 2006092126 А1, 08.09.2006 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2048272C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2080963C1 |

