Изобретение относится к сельскохозяйственному машиностроению, в частности к изготовлению рабочих органов почвообрабатывающих орудий.
Известен способ упрочнения металлических поверхностей по патенту РФ 2025509, МКИ С23С 8/22, опубл. 30.12.94, бюл. №24, заключающийся в нагреве поверхности электрической дугой обратной полярности угольным электродом до температуры плавления и последующем охлаждении до температур фазовых превращений, при которых осуществляют пластическую деформацию поверхности охлаждаемым инструментом. Для увеличения твердости до HRA78-80 (HRC 52-58) изделие подвергают обработке холодом.
Недостатком данного способа является то, что при упрочнении лезвий рабочих органов почвообрабатывающих орудий пластическая деформация, производимая после плавления и остывания до температуры фазовых превращений, нарушает геометрию биметаллического лезвия, что приводит к нарушению условий самозатачивания, которое обеспечивается наличием одностороннего твердого износостойкого слоя в сочетании с мягкой основой рабочего органа. Другим недостатком является то, что обработка холодом требует наличия дополнительных холодильных агрегатов, что приводит к дополнительным затратам и повышению стоимости почвообрабатывающих орудий.
Наиболее близким по технической сущности и достигаемому результату (твердость упрочненного слоя HRC 58-60 в сочетании с мягкой основой НВ 140-160) является, способ по а.с. 1171538, МКИ C21D 5/00, опубл. 07.08.85, бюл. №29, вабран за прототип, в котором упрочнению подвергают поверхность тыльной стороны лезвия лемеха путем нагрева электрической дугой обратной полярности током 180-200А при помощи неплавящегося угольного электрода диаметром 8-10 мм и последующего охлаждения со скоростью 400-500°С/с, например, проточной водой.
Недостатком этого способа является низкая степень стабилизации профиля лезвия в процессе изнашивания, обусловленная невозможностью получения на острие лезвия твердого слоя с толщиной, полностью обеспечивающей условия самозатачивания, так как при равномерном горении электрической дуги плавление острия лезвия происходит значительно интенсивнее, чем плавление утолщенной части, что приводит к сквозному проплавлению металла и исчезновению мягкого слоя на острие лезвия.
Известно, что основными условиями самозатачивания биметаллических лезвий являются следующие зависимости (Износ и повышение долговечности деталей сельскохозяйственных машин. Ткачев В.Н. «Машиностроение». М. 1971. Стр.264).
Толщина мягкого слоя определяется зависимостью

где δм - толщина мягкого слоя,
δm - толщина твердого слоя,
km - коэффициент прочности твердого слоя 1,0-1,8.
Твердость твердого слоя определяется зависимостью

где Hm - твердость твердого слоя,
Нм - твердость мягкого слоя,
k=3-5 - коэффициент, зависящий от абразивных свойств почвы.
Из вышеизложенного следует, что при выполнении условия Hm=3-5 Нм в известном способе, условие δм=1-1,8 δm, не выполняется, так как при равномерном распределении энергии электрической дуги по обрабатываемой поверхности или у острия лезвия отсутствует мягкий слой, или в утолщенной части лезвия толщина мягкого слоя больше требуемой. Таким образом, стабилизация лезвия в процессе изнашивания нарушается, что приводит к резкому увеличению тягового сопротивления и выглублению почвообрабатывающего орудия.
Техническим эффектом является повышение степени стабилизация профиля лезвия рабочих органов почвообрабатывающих орудий в процессе изнашивания за счет создания твердого слоя, имеющего поперечное сечение, обеспечивающее условия самозатачивания.
Указанный технический эффект достигается тем, что в предлагаемом способе, включающем нагрев поверхности тыльной стороны лезвия электрической дугой обратной полярности с использованием угольного электрода и последующее охлаждение, согласно изобретению упрочнение производят импульсным током, а перемещение электрода производят по криволинейной траектории, образованной линейным перемещением параллельно кромке лезвия со скоростью V (м/с) и вращением вокруг вертикальной оси с радиусом R (м) и угловой частотой w (рад/с), при этом величина угловой частоты находится в диапазоне, определяемом из соотношения 3V/R < w <9V/R, а длительность и амплитуду импульсов тока за один оборот электрода увеличивают при удалении от острия лезвия и уменьшают при приближении к нему.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый способ отличается тем, что перемещение электрода над поверхностью лезвия производят по криволинейной траектории образованной линейным перемещением параллельно кромке лезвия и вращением вокруг вертикальной оси, с угловой частотой, определяемой из соотношения 3V/R < w < 9V/R, а также тем, что упрочнение производят импульсным током, с переменной длительностью и амплитудой импульсов в течение одного оборота электрода, величину которых увеличивают при удалении от острия лезвия, и уменьшают при приближении к нему.
Таким образом, заявленное техническое решение соответствуют критерию изобретения «новизна».
Для проверки соответствия изобретения условию «изобретательский уровень» заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипов признаками заявляемого способа и устройства. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, а именно, заявленные совокупности существенных признаков проявляют новое свойство - повышение степени стабилизации профиля лезвия на протяжении всего процесса изнашивания, за счет получения твердого слоя, имеющего поперечное сечение, максимально обеспечивающее условия самозатачивания согласно формулам (1), (2).
Таким образом, заявленное техническое решение соответствует критерию «изобретательский уровень».
Сущность изобретения поясняется диаграммами и чертежами.
На фиг.1 представлено расположение электрода над упрочняемой поверхностью и поперечное сечение лезвия, обеспечивающее условия самозатачивания, где:
δм1 - толщина мягкого слоя у острия лезвия;
δм2 - толщина мягкого слоя в утолщенной части лезвия;
δm1 - толщина твердого слоя у острия лезвия;
δm2 - толщина твердого слоя в утолщенной части лезвия;
Hm - твердость твердого слоя;
Нм - твердость мягкого слоя;
R - радиус вращения электрода.
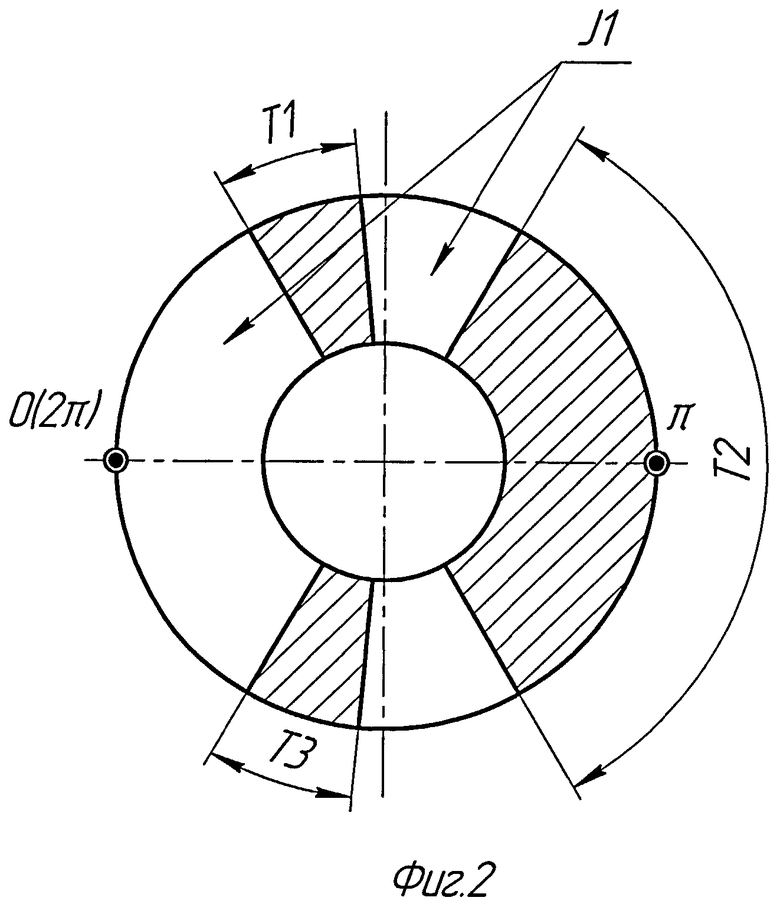
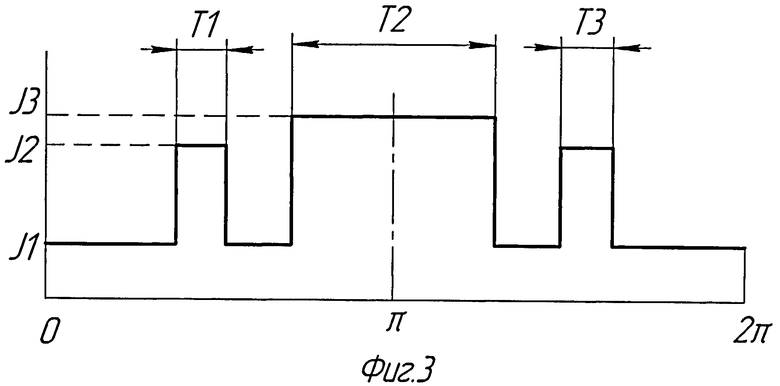
На фиг.2 представлена круговая диаграмма распределения импульсов тока на один оборот электрода, при этом не заштрихованная часть соответствует горению дуги на минимальном токе J1, точка 0(2π) соответствует положению электрода над острием лезвия, точка π соответствует положению электрода над утолщенной частью лезвия. T1, Т2, Т3 - длительности импульсов тока.
На фиг.3 представлена развернутая диаграмма распределения импульсов тока на один оборот электрода. J2, J3 - амплитуды импульсов электрического тока.
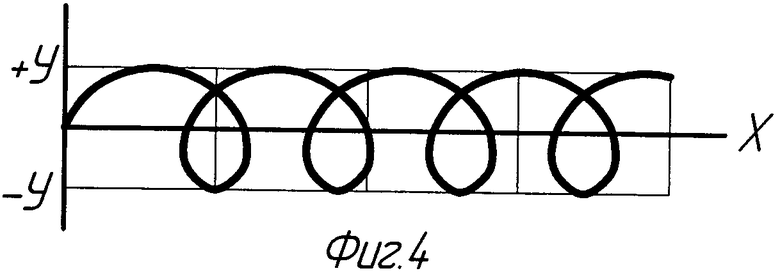
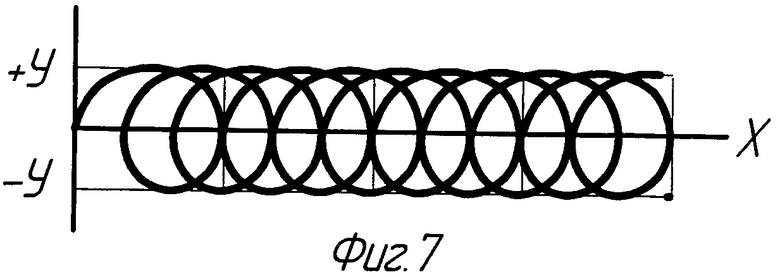
На фиг.4, 5, 6, 7, 8 представлены траектории движения оси электрода, заданные в параметрической форме, при этом координата Х соответствует линейному перемещению электрода и определяется зависимостью  где t - время (с), а координата У соответствует поперечному перемещению электрода и определяется зависимостью У=R cos (wt). Ось Х соответствует линии, на которой располагаются центры вращения электрода, а наибольшее значение координат +У и -У соответствуют радиусу вращения электрода.
где t - время (с), а координата У соответствует поперечному перемещению электрода и определяется зависимостью У=R cos (wt). Ось Х соответствует линии, на которой располагаются центры вращения электрода, а наибольшее значение координат +У и -У соответствуют радиусу вращения электрода.
На фиг.4 представлена траектория с параметрами w=3V/R.
На фиг.5 представлена траектория с параметрами w=4,5V/R.
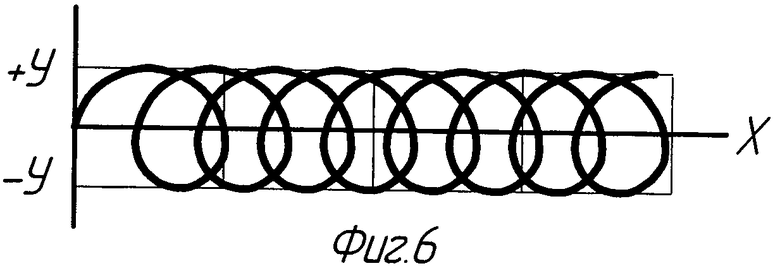
На фиг.6 представлена траектория с параметрами w=6V/R.
На фиг.7 представлена траектория с параметрами w=7,5V/R.
На фиг.8 представлена траектория с параметрами w=9V/R.
Способ осуществляется следующим образом.
Угольный электрод устанавливают над острием лезвия и возбуждают электрическую дугу на минимальном токе J1, после образования расплавленной ванны и начала устойчивого горения дуги начинают вращение электрода и импульсное изменение электрического тока. После образования расплавленной ванны по всей ширине лезвия начинают перемещение вращающегося электрода параллельно острой кромке лезвия.
Изменение толщины твердого слоя (уменьшение у острия лезвия и увеличение при удалении от него) в данном способе достигают неравномерным распределением энергии электрической дуги по поперечному сечению обрабатываемого лезвия так, что большая часть выделяется на утолщенную часть лезвия, а меньшая - на острие лезвия за счет несимметричной траектории движения электрода и разной длительности и амплитуды импульсов горения дуги, при этом траектория движения электрода согласно формуле изобретения позволяет осуществить равномерное насыщение углеродом расплавленного металла за счет неоднократного воздействия дуги на одно и то же место поверхности лезвия.
График на фиг.4 наиболее наглядно показывает, что траектория движения оси электрода представляет собой несимметричную относительно оси Х кривую. Это объясняется тем, что выше оси Х поступательное и вращательное движения происходят в попутном направлении, а ниже оси Х эти движения происходят во встречном направлении.
Описанное движение электрода приводит к несимметричному распределению энергии электрической дуги по поперечному сечению расплавленной ванны и, как следствие, к разной глубине проплава упрочняемой поверхности, что позволяет, изменив параметры траектории, изменять и степень теплового воздействия на упрочняемую поверхность.
Диапазон параметров траектории ограничен тем, что при угловой частоте (w), равной и менее 3V/R (фиг.4), происходит неравномерное насыщение углеродом расплавленной ванны, так как перемешивания ванны практически не происходит, то есть при угловой частоте (w), равной и менее 3V/R, имеет место образование в твердом слое участков с пониженной твердостью, что нарушает условие самозатачиваемости (2).
При увеличении угловой частоты более 3V/R, но менее 9V/R (фиг.5, 6, 7), происходит увеличение равномерности насыщения углеродом, так как дуга в процессе перемещения воздействует на одно и то же место упрочняемой поверхности неоднократно, одновременно снижается эффект неравномерности распределения энергии электрической дуги по поперечному сечению расплавленной ванны, при этом условия самозатачивания согласно формулам (1), (2) выполняются.
При увеличении угловой частоты (w) до значения, равного и более 9V/R (фиг.8), эффект неравномерности распределения энергии практически исчезает, что приводит к сквозному проплавлению тонкого сечения лезвия.
Вышеприведенные параметры траектории позволяют создавать неравномерность распределения энергии в пределах 20-40%, поэтому для увеличения эффекта неравномерности распределения энергии и увеличения диапазона регулирования, плавление упрочняемой поверхности производится импульсным током (фиг.2, 3) с изменяющейся длительностью и амплитудой импульсов горения дуги в течение одного оборота электрода, которые увеличивают при удалении дуги от острия лезвия и уменьшают при приближении к нему. В промежутках между импульсами электрическая дуга горит на минимальном токе (J1), который обеспечивает стабильное горение дуги и требуемую глубину проплавления тонкой части лезвия.
Изменение величины тока за один оборот электрода приводит к изменению количества углерода, поступающего от угольного электрода в расплавленную ванну, однако вращение электрода поволяет увеличить равномерность насыщения путем неоднократного воздействия на одно и то же место упрочняемой поверхности, что обеспечивает наличие не менее 3% углерода по всему сечению твердого слоя.
Таким образом, изменение параметров траектории движения электрода, величины тока импульсов электрической дуги, а также количества и длительности импульсов, позволяет изменять глубину проплавления упрочняемой поверхности и создать твердый слой, имеющий поперечное сечение с переменной толщиной, изменяющейся от минимума на острие лезвия до максимума в утолщенной части лезвия, что обеспечивает условия самозатачивания.
Значения минимального тока, токов и длительности импульсов, количества импульсов за один оборот электрода зависят от характеристик источника питания электрической дуги, радиуса вращения электрода, скоростей вращения и перемещения электрода, геометрической формы упрочняемого лезвия, размеров и массы изделия, а также условий теплоотвода от упрочняемой поверхности, поэтому выбор этих значений производится опытным путем для каждого конкретного изделия.
Например, для лезвия рабочего органа почвообрабатывающего орудия со следующими размерами: толщина тонкой части лезвия - 2 мм, размер максимального утолщения - 6 мм, длина - 16 мм, материал - сталь 20, НВ 140-180 (HRC12-15), масса изделия - 1,2 кг, теплоотвод медная пластина, упрочнение производилось на следующих режимах:
скорость линейного перемещения - V=0,01 м/с;
угловая частота вращения электрода - w=7,5 рад/с;
радиус вращения электрода - R=0,004 м;
диаметр электрода - 8 мм;
минимальный ток - Jmin=150А;
максимальный ток - Jmax=230А;
число импульсов за один оборот электрода - 3.
Синхронное вращение электрода и изменение тока дуги производилось при помощи шагового электродвигателя. Синхронизация количества шагов элекродвигателя и количества, длительности и амплитуды импульсов тока дуги за один оборот электрода производилась при помощи электронного блока, собранного на стандартных цифровых модулях (счетчики, таймеры).
В результате плавления тыльной стороны лезвия и дальнейшего охлаждения проточной водой получен слой твердостью HRC 58-60, шириной 20 мм и глубиной проплавления: у острия лезвия от 0,8 до 1 мм и от 2,5 до 3 мм, над утолщенной частью, что соответсвует условиям самозатачивания согласно формулам (1), (2), то есть толщина мягкого слоя, как у острия лезвия (δм1), так и в утолщенной части (δм2), находится в пределах от 1 до 1,6 толщины твердого слоя (δm1), (δm2), а твердость твердого слоя (Hm) находится в пределах от 3,2 до 5 твердости мягкого слоя (Нм).
Использование предлагаемого изобретения обеспечивает стабилизацию профиля лезвия на протяжении всего процесса изнашивания, что 1,5-2 раза повышает конструкционную износостойкость рабочих органов почвообрабатывающих орудий и их межремонтный срок службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения лезвия рабочего органа почвообрабатывающего орудия из высокопрочного чугуна | 2019 |
|
RU2711391C1 |
| Способ электроконтактного термоупрочнения | 2018 |
|
RU2678723C1 |
| Способ упрочнения лезвий рабочих органов почвообрабатывающих орудий | 2018 |
|
RU2679673C1 |
| Способ термоупрочнения лезвий почвообрабатывающих орудий | 2019 |
|
RU2693668C1 |
| Способ восстановления ресурса рабочих органов почвообрабатывающих машин | 2020 |
|
RU2754332C1 |
| Способ восстановления рабочих органов почвообрабатывающих машин | 2020 |
|
RU2750673C1 |
| Способ восстановления рабочих органов почвообрабатывающих машин | 2020 |
|
RU2752724C1 |
| Способ восстановления с упрочнением долот глубокорыхлителей | 2020 |
|
RU2750674C1 |
| Способ восстановления рабочих органов глубокорыхлителей | 2020 |
|
RU2754330C1 |
| Способ восстановления изношенного долота почвообрабатывающей машины | 2020 |
|
RU2758861C1 |



Изобретение относится к области термического упрочнения лезвий почвообрабатывающих орудий и может быть использовано в сельскохозяйственном машиностроении. Для получения упрочненного слоя с переменным поперечным сечением, обеспечивающим условия самозатачивания лезвия осуществляют нагрев поверхности тыльной стороны лезвия электрической дугой обратной полярности с использованием угольного электрода и последующее охлаждение, при этом перемещение электрода производят по криволинейной траектории, образованной линейным перемещением вдоль острой кромки лезвия и вращением вокруг вертикальной оси. Угловую скорость вращения электрода определяют из соотношения: 3V/R<w<9V/R, где w - угловая частота вращения электрода, рад/с; V - скорость линейного перемещения электрода, м/с; R - радиус вращения электрода, м. Горение электрической дуги осуществляют в импульсном режиме, при этом длительность и амплитуду импульсов тока, за один оборот электрода, увеличивают при удалении от острой кромки лезвия и уменьшают при приближении к нему. 8 ил.
Способ упрочнения лезвий рабочих органов почвообрабатывающих орудий, включающий нагрев поверхности тыльной стороны лезвия электрической дугой обратной полярности с использованием угольного электрода и последующее охлаждение, отличающийся тем, что нагрев производят импульсным током, а перемещение электрода производят по криволинейной траектории, образованной линейным перемещением параллельно острой кромке лезвия и вращением вокруг вертикальной оси с угловой частотой, определяемой из соотношения:
3 V/R<w<9 V/R,
где w - угловая частота вращения электрода, рад/с;
V - скорость линейного перемещения электрода, м/с;
R - радиус вращения электрода, м,
при этом длительность и амплитуду импульсов тока за один оборот электрода увеличивают при удалении от острой кромки лезвия и уменьшают при приближении к нему.
| Способ изготовления чугунных изделий | 1983 |
|
SU1171538A1 |
| Способ изготовления чугунных изделий | 1989 |
|
SU1617013A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НОЖЕЙ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 1992 |
|
RU2031146C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2274526C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ УСТРАНЕНИЕМ ЛУЧЕВИДНОГО ИЗНОСА ДВУХСЛОЙНОЙ НАПЛАВКОЙ | 2008 |
|
RU2370351C1 |
| ЗАХВАТ ДЛЯ ПЕРЕСТАНОВКИ АНОДНЫХ ШТЫРЕЙ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ВЕРХНИМ ПОДВОДОМ ТОКА | 0 |
|
SU324294A1 |

