Изобретение относится к области ремонта машин и сварочному производству, в частности к восстановлению и упрочнению плужных лемехов, работающих в условиях абразивного изнашивания.
Известен способ восстановления плужных лемехов, имеющих предельный износ носка без наличия лучевидного износа, в котором производится оттяжка лемеха за счет запаса металла с тыльной стороны («магазина») [1].
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ, в котором лучевидный износ лемеха в области носка устраняется навариванием необходимого количества электродного материала и последующей оттяжкой. В качестве электродного материала используются малоуглеродистые электроды [2].
Недостатками этого способа являются: низкая износостойкость наплавленной области вследствие невысокой ее твердости из-за применения малоуглеродистых электродов; снижение твердости всего объема лемеха по причине значительного нагрева при проведении оттяжки, сложность процесса (заплавка лучевидного износа и последующая оттяжка). Кроме того, метод применим только для лемехов с изношенными носками.
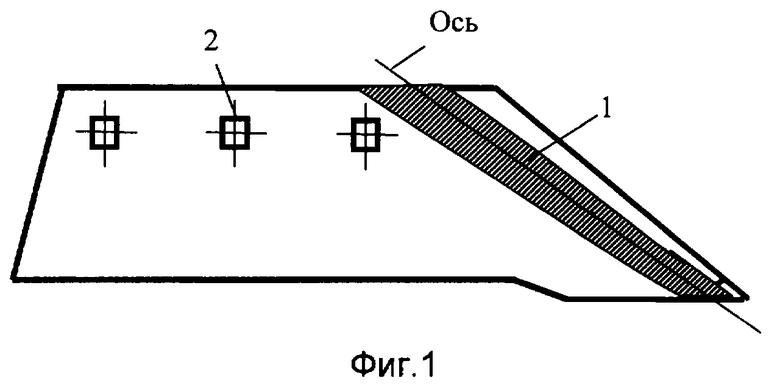
Техническим результатом изобретения является повышение ресурса плужного лемеха за счет улучшения прочностных характеристик изношенной области носка и повышение износостойкости к абразивному изнашиванию. Двухслойная наплавка позволит обеспечить восстановление изношенной области рабочей поверхности, размеры которой, как правило, определяются гранулометрическим составом почвы, скоростью движения агрегата, материалом лемеха (фиг.1), увеличить износостойкость наиболее изнашиваемой зоны к абразивному изнашиванию вследствие высокой твердости поверхности, не приведет к росту тягового сопротивления, снизит уровень остаточных напряжений наплавленного металла, окажет положительное влияние на ударную вязкость, уменьшит склонность к трещинообразованию, при этом крошение и налипание почвы останутся неизменными.
Указанный технический результат достигается при наплавке изношенной области (лучевидного износа) носка лемеха путем нанесения двух слоев, когда первый наплавляется электродом с малоуглеродистым стержнем, позволяющим получить пластичный наплавленный металл, а второй - электродом, обеспечивающим поверхностный слой повышенной твердости и износостойкости.
Заявленный способ осуществляется за счет ряда факторов. Вследствие наличия достаточного пластичного подслоя обеспечивается невысокий уровень остаточных напряжений и достаточная ударная вязкость, а также падает склонность к трещинообразованию поверхностного износостойкого слоя. Это обусловлено отсутствием контакта твердого поверхностного слоя с металлом лемеха, имеющим количество углерода не менее 0,55%, что при сплавлении металла электрода с основным металлом создает хрупкие структуры с высокими остаточными напряжениями, особенно в зоне термического влияния. Наличие подслоя с низким содержанием углерода позволит избежать или нейтрализовать отмеченные выше факторы. Повышенная износостойкость обеспечивается за счет высокой твердости наваренного поверхностного слоя, так как твердость и стойкость к абразивному изнашиванию находятся в функциональной зависимости [3]. При этом тяговое сопротивление плуга, залипание и крошение почвы не будут отличаться от случая, когда используются лемеха в состоянии поставки, так как наплавленный металл находится на одном уровне с рабочей поверхностью.
Сопоставительный анализ заявленного решения с прототипом показывает, что заявленный способ отличается от известного тем, что заплавка области износа осуществляется в два этапа. На первом этапе заплавка производится электродным материалом с содержанием углерода не более 0,10%. Второй этап - наваривание слоя износостойким электродом.
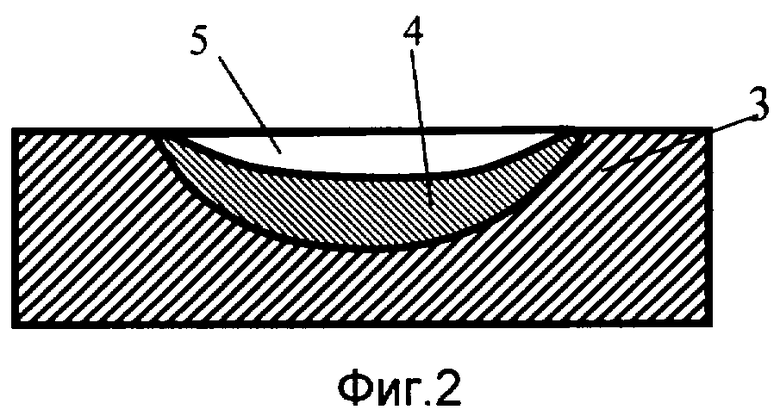
Наваривание первого слоя обеспечивает снижение количества углерода в наплавленном металле по сравнению с металлом лемеха, где углерода не менее 0,55%. Полученный слой металла является подслоем для последующей наплавки износостойкого покрытия. Наплавка на подслой позволяет избежать чрезмерных остаточных напряжений и образования поверхностных трещин в износостойком слое, а также снизить вероятность поломки лемехов при их эксплуатации. Наплавка первого слоя производится согласно схеме (фиг.2), вдоль примерной оси лучевидного износа. Второй износостойкий слой наваривается аналогично первому, но толщина этого слоя меньше, чем подслоя. Высота валиков регламентируется глубиной лучевидного износа. Оттяжка носка не производится, так как восстановлению подвергаются лемеха, сохранившие установленную геометрию носовой части. В качестве электродного материала для наплавки подслоя может быть использован электрод с любым покрытием и стальным стрежнем, где содержание углерода не превышает 0,10%. Износостойкий поверхностный слой наплавляется электродами, содержащими в своем составе элементы, способствующие образованию твердых структур. Таким образом, предлагаемый способ соответствует критерию «новизна».
Известные технические решения [1, 2] подразумевают: восстановление работоспособности лемеха - в первом случае путем оттяжки носка за счет запаса металла, во втором случае - предварительной заплавкой лучевидного износа малоуглеродистым электродом и последующей оттяжкой, применяется для лемехов, утративших геометрию носка, что отсутствует в предлагаемом способе и позволяет сделать вывод о его соответствии критерию «существенные отличия».
На фиг.1 представлен лемех до восстановления:
где 1 - область лучевидного износа,
2 - крепежные отверстия.
На фиг.2 представлен порядок наплавки низкоуглеродистого (пластичного) и износостойкого слоев в области лучевидного износа:
где 3 - металл лемеха,
4 - металл пластичного слоя,
5 - металл износостойкого слоя.
Осуществление заданного способа поясняется на примере восстановления серийных лемехов плуга. Износ поверхности устраняется двухслойной наплавкой путем наваривания первого слоя, например, электродом Э42А-УОНИИ-13/45-3,0-УО ГОСТ 9466-75 с силой сварочного тока 140 А, постоянным током прямой полярности (возможна наплавка и переменным током). Наплавка второго слоя производится, например, электродом Э37Х9С2-ОЗШ-УОНИИ-13/55-3-УД ГОСТ 9466-75. После восстановления лемеха его наработка до отказа составит около 30 га, аналогичная наработка прототипа - 8-10 га.
Источники информации
1. Рабинович А.Ш. Повышение работоспособности и сроков службы режущих рабочих органов машин путем обеспечения их самозатачивания. // Повышение надежности и долговечности сельскохозяйственных машин. Материалы Всесоюзной научно-технической конференции. Под редакцией Клецкина М.И. - М.: ВИСХОМ. - 1964.
2. Будко С.И., Зуева Д.С. Увеличение ресурса плужных лемехов восстановлением их заплавкой лучевидного износа. // Конструирование, использование и надежность машин сельскохозяйственного назначения. Сборник научных работ. - Брянск.: Издательство Брянской ГСХА, 2007.
3. Хрущов М.М., Бабичев М.А. Абразивное изнашивание. - М.: Наука, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЛЕМЕХА С ЛУЧЕВИДНЫМ ИЗНОСОМ | 2010 |
|
RU2464146C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ ЭЛЕМЕНТОВ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ, ИМЕЮЩИХ СЛОЖНУЮ ПРОСТРАНСТВЕННУЮ ГЕОМЕТРИЮ ИЗНОСА | 2010 |
|
RU2443531C2 |
| Способ восстановления и упрочнения рабочих органов почвообрабатывающих машин, имеющих лучевидный износ | 2016 |
|
RU2626129C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ ЛАЗЕРНОЙ НАПЛАВКОЙ | 2024 |
|
RU2836834C1 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443524C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ОТВАЛА КОРПУСА ПЛУГА | 2013 |
|
RU2533957C1 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2008 |
|
RU2412793C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ПЛУЖНОГО ЛЕМЕХА | 2013 |
|
RU2544214C2 |
Изобретение относится к области ремонта машин и сварочному производству, а именно к способам восстановления и упрочнения лемехов плугов сельскохозяйственных машин. Способ включает наплавку изношенной области рабочей поверхности электродным материалом. При этом вдоль оси лучевидного износа осуществляют наплавку двух слоев металла различной твердости. Первый слой наплавляют электродом с содержанием углерода в стальном стержне не более 0,1% и обеспечивают получение валиков пластичного наплавленного металла, высоту которых устанавливают в зависимости от глубины лучевидного износа. Второй поверхностный слой толщиной, меньшей, чем толщина первого слоя, наплавляют износостойким электродом. Технический результат - улучшение прочностных характеристик изношенной области носка лемеха и повышение износостойкости к абразивному изнашиванию. 2 ил.
Способ восстановления и упрочнения носка плужного лемеха с лучевидным износом, включающий наплавку изношенной области рабочей поверхности электродным материалом, отличающийся тем, что вдоль оси лучевидного износа осуществляют наплавку двух слоев металла различной твердости, при этом первый слой наплавляют электродом с содержанием углерода в стальном стержне не более 0,1% и обеспечивают получение валиков пластичного наплавленного металла, высоту которых устанавливают в зависимости от глубины лучевидного износа, а второй поверхностный слой толщиной, меньшей, чем толщина первого слоя, наплавляют износостойким электродом.
| БУДКО С.И | |||
| и др | |||
| Увеличение ресурса плужных лемехов восстановлением их заплавкой лучевидного износа | |||
| - Конструирование, использование и надежность машин сельскохозяйственного назначения | |||
| Сборник научных работ | |||
| - Брянск: Издательство Брянской ГСХА, 2007 | |||
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1996 |
|
RU2096155C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2274526C2 |

