Изобретение относится к устройству для нанесения покрытия погружением в расплав на металлические заготовки, в частности стальную полосу, в котором непрерывно-литую металлическую заготовку, по меньшей мере, отдельными отрезками вертикально пропускают через заполненный расплавленным металлом покрытия резервуар и направляют, по меньшей мере, через один установленный на опорах ролик.
Обычные установки для нанесения металлического покрытия на металлические полосы погружением, описанные, например, в ЕР 0556833 А1, содержат требующую частого обслуживания часть, а именно емкость для нанесения покрытия с находящимся в ней оборудованием. Поверхности покрываемых металлических полос должны быть перед нанесением покрытия очищены от оксидных остатков и подготовлены для соединения с металлом покрытия. По этой причине поверхности полос перед нанесением покрытия обрабатывают в процессе термообработки в восстановительной атмосфере. Поскольку оксидные слои предварительно удаляют химическим или абразивным путем, то в процессе восстановительной термообработки поверхности подготавливаются так, что по окончании процесса термообработки они являются металлическими и чистыми.
При подготовке поверхностей полос возрастает, однако, склонность этих поверхностей к взаимодействию с окружающим кислородом воздуха. Во избежание повторного попадания кислорода воздуха перед процессом нанесения покрытия на поверхности полос последние вводят в погружном кожухе сверху в ванну. Поскольку металл покрытия находится в жидком виде и желательно было бы использовать гравитацию вместе с устройствами сдува для установления толщины покрытия, а последующие процессы запрещают, однако, соприкосновение с полосой вплоть до полного затвердевания металла покрытия, полоса в емкости для нанесения покрытия должна быть отклонена в вертикальном направлении. Это происходит с помощью ролика, вращающегося в жидком металле. Этот ролик подвержен сильному износу за счет жидкого металла покрытия и является причиной простоев и, тем самым, сбоев в работе.
За счет желательных малых толщин металла покрытия, лежащих в микронном диапазоне, к качеству направляющих полосу роликов предъявляются высокие требования. Это означает, что поверхности направляющих полосу роликов должны быть высокого качества. Дефекты на этих поверхностях приводят, как правило, к повреждениям на поверхности полосы. Это является дополнительной причиной частых простоев установки.
Обычные установки для нанесения покрытий погружением имеют к тому же предельные значения скорости нанесения покрытия. Речь идет при этом о предельных значениях при работе сдувающего сопла, о предельных значениях процессов охлаждения и о предельных значениях процесса термообработки для формирования легированных слоев в металле покрытия. Из-за этого, во-первых, вообще ограничена максимальная скорость установки, а, во-вторых, определенные металлические полосы не могут быть обработаны с возможной для установки максимальной скоростью.
В процессе нанесения покрытий погружением происходят процессы легирования для соединения металла покрытия с поверхностью полосы. Свойства и толщины образующихся при этом легированных слоев сильно зависят от температуры в емкости для нанесения покрытия. По этой причине во время некоторых процессов нанесения покрытий металл покрытия должен поддерживаться в жидком состоянии, однако температура также не должна превышать определенных предельных значений. Это противодействовало бы желательному эффекту сдува металла покрытия для установления определенной толщины покрытия, поскольку с падением температуры требуемая для процесса сдува вязкость металла покрытия возрастает и затрудняет, тем самым, процесс сдува.
Во избежание проблем, связанных с вращающимися в жидком металле покрытия роликами, уже было предложено использовать открытую вниз емкость для нанесения покрытия, которая в своей нижней части имеет направляющий канал для ведения полосы вертикально вверх, а для герметизации - электромагнитный затвор. Речь при этом идет об электромагнитных индукторах, работающих с оттесняющими, перекачивающими или сужающими переменными или бегущими электромагнитными полями, которые герметизируют вниз емкость для нанесения покрытия снизу.
Подобные решения известны, например, из ЕР 0673444 В1, DE 19535854 А1, DE 10014867 А1, WO 96/03533 А1, ЕР 0854940 В1 и JP 5086446.
Недостатком у всех этих решений остается то, что при определенных обстоятельствах стабилизация или ведение металлической заготовки в ванне для нанесения покрытия неудовлетворительно. Если для устранения этой проблемы используются известные, например, из ЕР 0556833 А1 ролики, то возникает проблема низкого срока службы опор роликов в агрессивной жидкой ванне расплавленного металла.
В основе изобретения лежит задача усовершенствования устройства для нанесения покрытия на металлические заготовки таким образом, чтобы устранить названные недостатки.
Эта задача решается согласно изобретению за счет того, что ролик или, по меньшей мере, его ось проходит через боковые стенки резервуара и оперт вне резервуара. Выведенные оси или ролики могут представлять собой отклоняющие ролики и/или стабилизирующие ролики или любые расположенные в погружной ванне ролики.
Предпочтительно предусмотрено, что в зоне боковой стенки резервуара расположены уплотнительные средства для герметизации материала покрытия; они выполнены предпочтительно в виде электромагнитного индуктора.
Это выполнение предпочтительным образом гарантирует, что устройство для нанесения покрытия на непрерывно-литую металлическую заготовку погружением обеспечивает оптимальные стабилизацию и ведение заготовки в ванне для нанесения покрытия, однако, тем не менее, имеет место точная опора направляющих или стабилизирующих роликов с длительным сроком службы, поскольку опора не подвержена воздействию агрессивной среды погружной ванны.
Согласно одному усовершенствованию предусмотрено, что электромагнитный индуктор расположен вблизи металла покрытия. Таким образом, его магнитное поле обеспечивает максимально возможное уплотнительное действие. В качестве электромагнитного индуктора может быть использован как индуктор с бегущим полем, так и индуктор с запирающим полем.
Уплотнительное действие индуктора, благодаря которому металл покрытия задерживается в погружном резервуаре, может быть оптимизировано за счет того, что расположенный в зоне боковой стенки резервуара отрезок ролика или оси ролика имеет ступенчатый уступ. Он выполнен предпочтительно в виде закругления. Далее предпочтительно граничащий с уступом ролика или оси ролика отрезок индуктора выполнен геометрически соответствующим этому уступу. Кроме того, для достижения максимально возможного запирающего эффекта в зоне граничащего с уступом ролика или оси ролика отрезка индуктора может быть расположена электромагнитная катушка.
Оптимальные ведение и стабилизация металлической заготовки возникают тогда, когда заготовку направляют с каждой стороны роликом, т.е., в общей сложности, двумя роликами. Ролики состоят при этом предпочтительно из керамического материала или покрыты таким материалом. Для достижения высокого качества покрытия в процессе его нанесения в ванне ролики должны быть связаны с приводом вращения; они являются тогда, следовательно, приводимыми.
Особенно предпочтительно концепция изобретения применяется тогда, когда металлическая заготовка может быть пропущена вертикально через резервуар и через расположенный перед ним направляющий канал, причем в зоне направляющего канала расположен, по меньшей мере, один дополнительный электромагнитный индуктор, который удерживает металл покрытия от вытекания вниз из резервуара.
Примеры выполнения изобретения изображены графически, на фигурах представлены:
- фиг.1: схематично на виде спереди емкость для нанесения покрытия погружением в расплав с пропускаемой через нее металлической заготовкой;
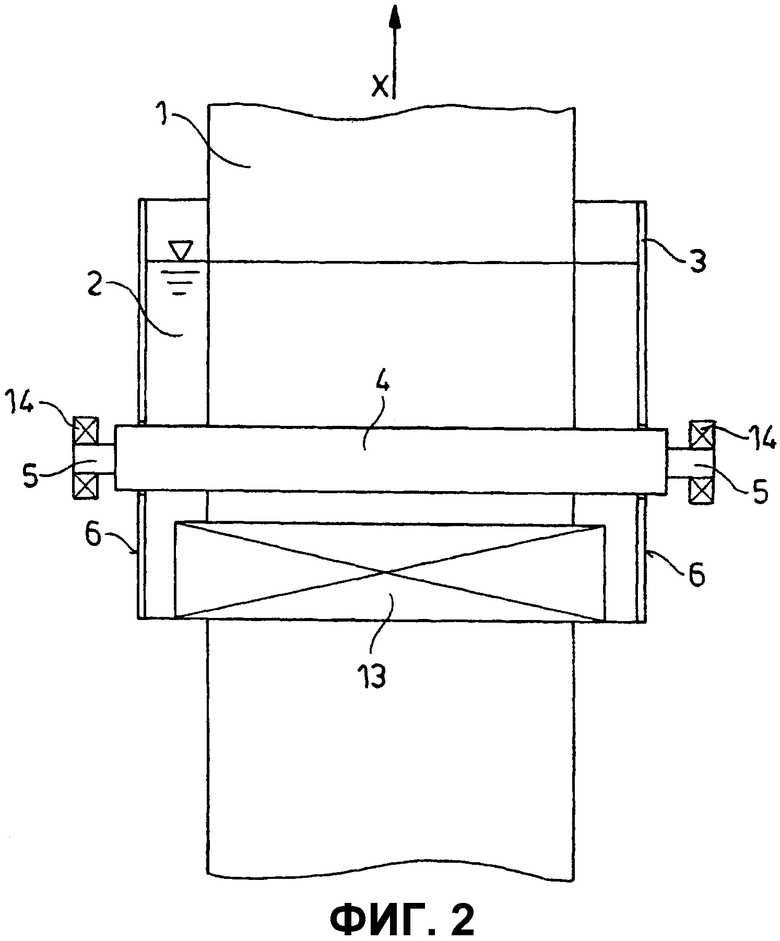
- фиг.2: соответствующий фиг.1 вид сбоку;
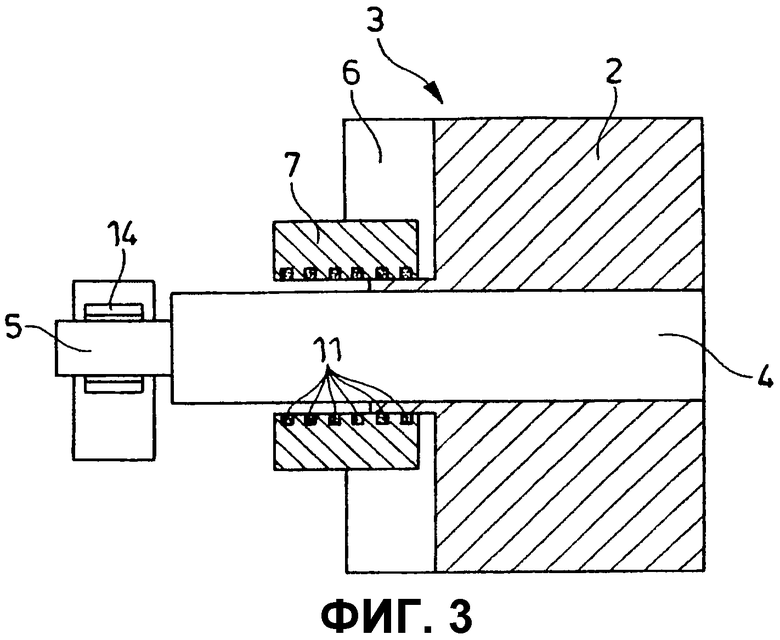
- фиг.3: первую форму выполнения уплотнительных средств между роликом и стенкой резервуара;
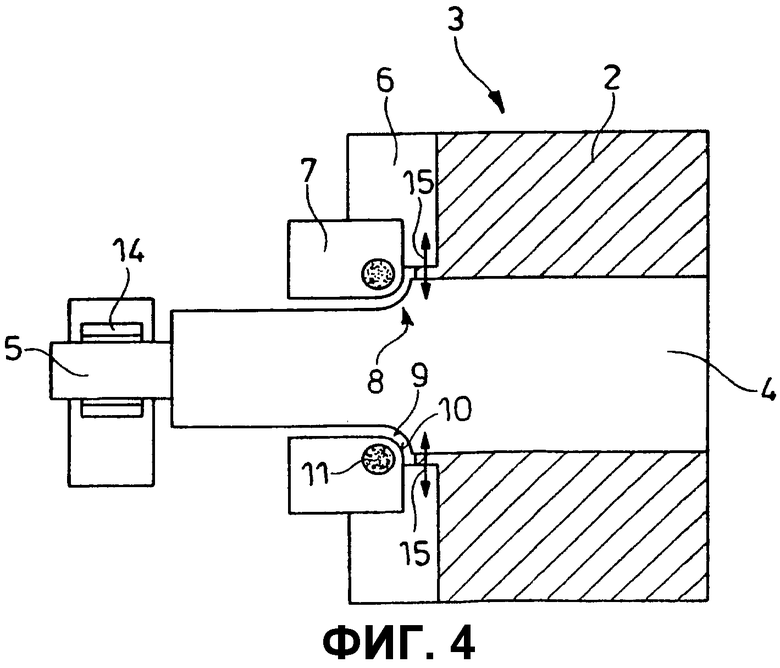
фиг.4: альтернативную фиг.3 форму выполнения.
На фиг.1 и 2 изображен принцип нанесения покрытия на металлическую заготовку 1, в частности стальную полосу, погружением в расплав. Заготовка 1 входит в примере выполнения снизу вертикально в направляющий канал 12 установки для нанесения покрытия. Направляющий канал 12 образует нижний конец резервуара 3, заполненного жидким металлом 2 покрытия. Заготовку 1 направляют вертикально вверх в направлении Х движения. Для того чтобы жидкий металл 2 покрытия не мог вытечь из резервуара 3, в зоне направляющего канала 12 расположен электромагнитный индуктор 13. Он состоит из двух половин, каждая из которых расположена сбоку от заготовки 1. В электромагнитном индукторе 13 вырабатывается электромагнитное бегущее поле или запирающее поле, которое задерживает жидкий металл 2 покрытия в резервуаре 3 и препятствует таким образом его вытеканию.
Для ведения и стабилизации заготовки 1 в резервуаре 3 с металлом 2 покрытия расположены два ролика 4, которые позиционированы над индуктором 13, т.е. вращаются в жидком металле 2 покрытия.
Как видно из фиг.2, ролики 4 проходят с обеих сторон через боковые стенки 6 резервуара 3. На своих обоих аксиальных концах ролики 4 переходят в осевые отрезки 5 (ось), установленные на опорах в виде подшипников 14 (подшипники качения). Поскольку опора расположена вне резервуара 3, т.е. вне металла 2 покрытия, она может устанавливаться очень точно и с малым зазором; кроме того, опора имеет длительный срок службы.
Следует заметить, что, конечно, концепция расположения и опоры роликов может быть точно так же использована и тогда, когда происходит отклонение заготовки в резервуаре 3, как это описано, например, в ЕР 0556833 А1.
Благодаря точной с малым зазором установке роликов 4 в подшипниках 14 вне резервуара 3 можно поддерживать малой разность между диаметром сквозного отверстия в стенке 6 резервуара и диаметром ролика 4. Таким образом, в простейшем случае при поддерживаемой соответственно малой щели прохода для роликов можно без дополнительных мероприятий собирать вытекающий через щель металл 2 покрытия в улавливающем резервуаре, так что совершенно не требуется никакой дополнительной аппаратной предпосылки осуществления процесса нанесения покрытия. Следовало бы лишь обратить внимание на то, чтобы зона вытекающего металла поддерживалась в защитном газе во избежание окисления и образования нежелательных загрязнений металла покрытия.
Предпочтительно, однако, поступать так, как это показано на фиг.3 и 4.
На них показано, что в зоне боковой стенки 6 резервуара 3 расположен индуктор 7 с одной или несколькими электромагнитными катушками 11. Индуктор 7 вырабатывает задерживающее металл 2 покрытия в резервуаре 3 электромагнитное поле, причем может использоваться как бегущее поле и как запирающее поле. Индуктор 7 действует в качестве уплотнительного устройства.
У варианта, изображенного на фиг.3, используется электромагнитное бегущее поле. Поскольку сквозной зазор между боковой стенкой 6 и роликом 4 может поддерживаться узким за счет точной установки опоры ролика 4, напряженность поля индуктора 7 для герметизации может быть заметно ниже, чем это требуется при прохождении полосы через дно резервуара 3 (см. индуктор 13 на фиг.1 и 2). Конструктивная высота индуктора 7 может быть, тем самым, уменьшена. Задерживающий эффект бегущего поля создает течение в зоне прохождения ролика 4 через боковую стенку 6, которое противодействует затвердеванию металла 2 покрытия в зоне прохождения ролика 4 через боковую стенку 6. Кроме того, как видно на фиг.3, индуктор 7 в резервуаре 3 придвинут близко к металлу 2 покрытия.
У формы выполнения, изображенной на фиг.4, для магнитогидродинамической герметизации использовано сужающее электромагнитное запирающее поле. Запирающее силовое действие магнитного поля становится полностью эффективным тогда, когда силовые линии поля индуктора, создаваемого электромагнитной катушкой 11, перпендикулярны направлению вытекания металла 2 покрытия.
Для ролика 4 в зоне его отрезка 8 предусмотрена особая форма. Керамическое покрытие ролика 4 имеет в примере выполнения уступ 9 в виде закругления; индуктор 7 имеет на своем граничащем с ним отрезке 10 соответствующую геометрию. На этом отрезке 10 индуктора 7 расположена электромагнитная катушка 11. За счет этого силовые линии поля проходят в зазоре между роликом 4 и боковой стенкой 6 перпендикулярно направлению вытекания металла 2 покрытия (стрелки 15).
В заключение следует еще заметить, что предложенная концепция расположения ролика в ванне для нанесения покрытия может применяться не только для стабилизирующих валиков, но и для погружных роликов (например, для отклонения непрерывно-литой металлической заготовки).
Перечень ссылочных позиций:
1 - металлическая заготовка
2 - металл покрытия
3 - резервуар
4 - направляющий ролик
5 - ось ролика
6 - боковая стенка резервуара 3
7 - уплотнительное средство (индуктор)
8 - отрезок направляющего ролика 4
9 - уступ направляющего ролика 4
10 - отрезок индуктора 7
11 - электромагнитная катушка индуктора 7
12 - направляющий канал
13 - индуктор
14 - подшипник качения
15 - направление, перпендикулярное направлению вытекания
Х - направление движения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2313617C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНО-ЛИТЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2309193C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2335573C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2006 |
|
RU2346076C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2002 |
|
RU2300577C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2338003C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2339732C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2349677C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2006 |
|
RU2374357C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2325465C2 |
Устройство используется для нанесения покрытия на непрерывно-литые металлические заготовки (1), в частности стальную полосу, погружением в расплав, в котором непрерывно-литую металлическую заготовку (1), по меньшей мере, частично вертикально пропускают через заполненный расплавленным металлом (2) покрытия резервуар (3) и направляют, по меньшей мере, через один установленный на опорах ролик (4). Для увеличения срока службы опоры роликов ролик (4) или, по меньшей мере, его ось (5) проходит через боковые стенки (6) резервуара (3) и установлен на опорах вне резервуара (3). В зоне боковой стенки (6) резервуара (3) расположены уплотнительные средства (7) для герметизации материала (2) покрытия, представляющие собой, по меньшей мере, один электромагнитный индуктор, причем расположенный в зоне боковой стенки (6) резервуара (3) отрезок (8) ролика (4) или оси (5) ролика имеет выполненный в виде закругления уступ (9). 9 з.п. ф-лы, 4 ил.
| JP 04346641 A, 02.12.1992 | |||
| JP 03024254 A, 01.02.1991 | |||
| JP 06025815 A, 01.02.1994. |

