Изобретение касается установки для нанесения покрытия на металлическое изделие, в частности на стальную полосу, погружением в расплав, в которой металлическое изделие вертикально проходит через емкость, содержащую расплавленный металл покрытия, и через направляющий канал, расположенный перед емкостью, при этом с обеих сторон от металлического изделия в области направляющего канала предусмотрены индукторы для создания электромагнитного поля, удерживающего металл покрытия в емкости.
Известные установки для нанесения покрытия на металлические полосы обычно имеют требующие интенсивного обслуживания элементы, а именно емкость для покрытия и расположенное в ней оборудование. Поверхности покрываемой металлической полосы перед нанесением покрытия должны быть очищены от оксидов и активированы для соединения с металлом покрытия. Исходя из этого поверхность полосы подвергается перед нанесением покрытия тепловой обработке в восстановительной атмосфере. Поскольку оксиды удаляются предварительно химически или абразивно, поверхность полосы в процессе тепловой восстановительной обработки активируется за счет того, что она после обработки является металлически чистой.
При активировании поверхности полосы возрастает также сродство к кислороду окружающего воздуха. Для уменьшения поступления кислорода на поверхность полосы перед нанесением покрытия полосы вводятся сверху в ванну нанесения покрытия через погружной рукав. Поскольку металл покрытия находится в жидкой форме, и при этом гравитация совместно с дутьевыми приспособлениями обеспечивает последующее регулирование толщины слоя покрытия, а другое воздействие на полосу до полной кристаллизации металла покрытия запрещается, полосу при прохождении через емкость отклоняют в вертикальном направлении. Это производится посредством ролика, который вращается в жидком металле покрытия. При воздействии жидкого металла покрытия ролик подвергается сильному износу, что является причиной частых простоев установки и снижения производительности.
Вследствие желательности незначительных толщин слоя металла покрытия, на уровне микрометров, к поверхности полосы предъявляются жесткие требования. Это требует в свою очередь высокого качества поверхности направляющих роликов. Дефекты на данных поверхностях в принципе ведут к браку на поверхности полосы. Это тоже является причиной частых остановок установки.
Для уменьшения проблем, связанных с наличием ролика, вращающегося в жидком металле покрытия, предложены приемы использования открытой снизу емкости, к которой присоединяется направляющий канал для вертикальной подачи полосы через емкость вверх, при этом для уплотнения предлагается использовать электромагнитный замок. В данном случае речь идет об электромагнитных индукторах, создающих оттесняющее, накачивающее или сжимающее бегущее или переменное магнитное поле, посредством чего достигается уплотнение емкости покрытия снизу.
Подобное решение известно, например, из документа EP 0673444 B1. Электромагнитный замок для уплотнения снизу емкости покрытия раскрыт в документе WO 96/03533 или JP 5086446.
Достижение надежного уплотнения открытого вниз направляющего канала у емкости для покрытия представляет собой сложную задачу, если предусматриваются аварийные случаи, при которых прекращается подача электричества и электромагнитный замок выключается. На этот счет в уровне техники также имеются различные указания.
В документе EP 0630421 B1 под направляющим каналом предусмотрено сужение, от которого отходит трубопровод к вспомогательной емкости для жидкого металла покрытия. Близкое по сути выполнение в виде клапана обратного течения не раскрыто в данном документе.
В документе JP 2000273602 A под направляющим каналом предусмотрена ванна для улавливания, в которой скапливается металл покрытия, который попадает вниз через направляющий канал. От ванны металл покрытия отводится в дополнительную емкость, из которой посредством насоса снова подается в ванну для нанесения покрытия. В данном документе также не указано детально, как осуществляется улавливание металла покрытия.
В документе EP 0855450 B1 решается задача повышения надежности уплотнения нижней области направляющего канала. Для достижения этого предложены различные альтернативные решения. Согласно одному варианту предусмотрены два шибера с разных сторон металлического изделия, которые перемещаются перпендикулярно поверхности изделия. Шиберы действуют как запоры, которые при необходимости приводятся в контакт с металлическим изделием и уменьшают просачивание жидкости через направляющий канал вниз. Следует отметить необходимость довольно сложного управления шиберами для обеспечения их надежной эксплуатации. Другой вариант предусматривает транспортер, который передает поступающий металл из области под направляющим каналом в накопительную емкость. Данное решение также является довольно затратным и связано с опасностью, что транспортер загрязнится металлом покрытия и не сможет больше выполнять свою функцию. Третий альтернативный вариант для уменьшения проникновения жидкого металла покрытия предусматривает использование дутьевой системы. При этом создается поток газа снизу в направляющий канал, который поднимает металл покрытия по каналу вверх, за счет чего выход канала снизу уплотняется. Это решение также является затратным и не оправдывается на практике.
Из документа FR 2798396 A известна установка для нанесения покрытия погружением в расплав, в которой предусмотрено, что в донной области емкости для покрытия на переходе в направляющий канал предусмотрена запорная система. Данная система должна отводить потоки жидкости от направляющего канала и для этого предусмотрены соответствующим образом сконфигурированные стенки или проницаемые листы. Раскрытая в данном документе запорная система не обеспечивает отведение жидкого металла покрытия от направляющего канала при возникновении такой необходимости. При этом также невозможно оказывать влияние на процесс нанесения покрытия.
Из документа EP 0855450 A1 известно решение в котором создается временное уплотнение между расплавом в емкости для покрытия и направляющим каналом, выполненное в виде плавящегося металла, температура плавления которого такая же высокая, как и у металла покрытия. После плавления подобного запора образуется жидкое соединение между расплавом в емкости покрытия и направляющим каналом.
В основе изобретения, таким образом, лежит задача создания установки для нанесения покрытия на металлическое изделие погружением в расплав, в которой возможно оптимальное проведение процесса нанесения покрытия и простым образом достигается надежная эксплуатация установки в критических ситуация, например при прекращении подачи электрического тока к индукторам.
Решение данной задачи согласно изобретению достигается за счет того, что в области днища емкости над направляющим каналом предусмотрено запорное средство, выполненное с возможностью при необходимости обеспечивать или прерывать подачу расплавленного металла покрытия к металлическому изделию и/или к направляющему каналу, при этом запорное средство выполнено как заслонка, подвижная по отношению к днищу емкости.
Согласно изобретению может выбираться положение, при котором обеспечивается или прерывается поток металла покрытия к направляющему каналу, так что в особенности в случае аварий не существует опасности проникновения расплавленного металла из ванны покрытия в направляющий канал.
При таком исполнении также возможно уменьшить повреждения установки для нанесения покрытия и снизить производственные потери в названном случае.
Согласно одному варианту заслонка состоит из двух взаимодействующих частей, которые соответственно перемещаются перпендикулярно поверхности металлического изделия. Альтернативно или дополнительно может быть предусмотрена возможность перемещения заслонки в направлении подачи металлического изделия.
В последнем случае может также быть предусмотрено, что заслонка выполнена в виде отдельной детали и имеет форму короба. В таком выполнении заслонка будет дешевле и простыми средствами повысится надежность установки.
Предпочтительно, если в верхней, удаленной от днища емкости концевой области заслонки предусмотрено накрывающее средство. Это позволяет достигать уменьшения турбулентных вихрей в ванне покрытия, вызванных действием индукторов. Согласно одному варианту предусмотрено, что накрывающее средство выполнено в виде участка стенки, проходящего параллельно днищу емкости.
Другой вариант предусматривает выполнение накрывающего средства в виде пластины, имеющей выемку в виде щели для прохождения металлического изделия.
Запорное средство, в частности заслонка, соединены с ручным, пневматическим или гидравлическим перемещающим средством, при этом перемещающее средство может быть соединено с системой управления установки, которая обеспечивает или прерывает подачу расплавленного металла покрытия к металлическому изделию и/или к направляющему каналу.
Далее на чертежах представлены примеры осуществления изобретения, где показано:
на фиг.1 - схематическое изображение в разрезе установки для нанесения покрытия погружением в расплав с проходящим через нее металлическим изделием,
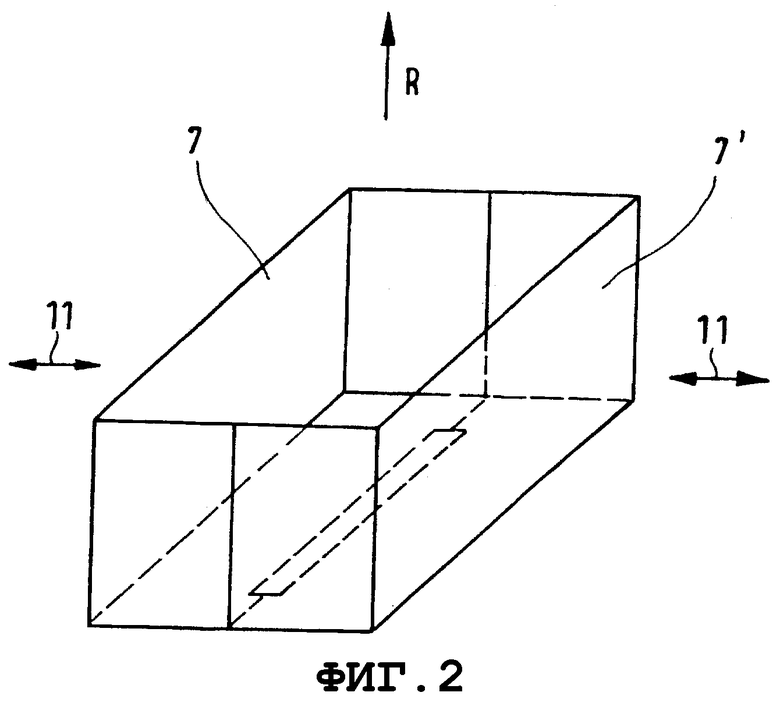
на фиг.2 - вид заслонки, состоящей из двух деталей в перспективе,
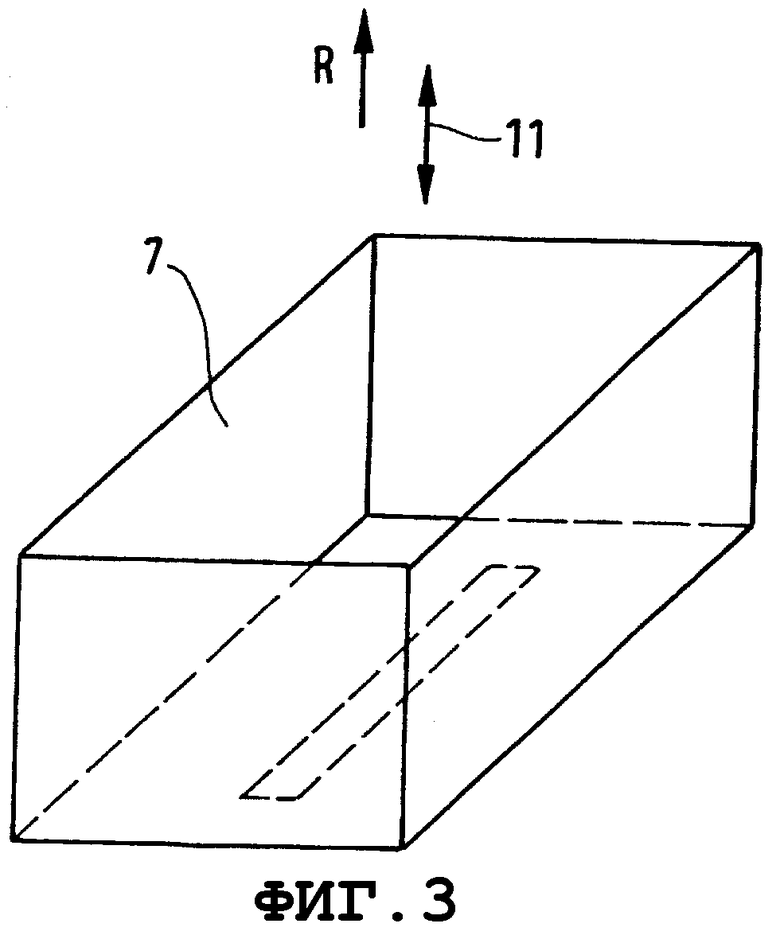
на фиг.3 - вид заслонки, выполненной в виде одной детали, в перспективе,
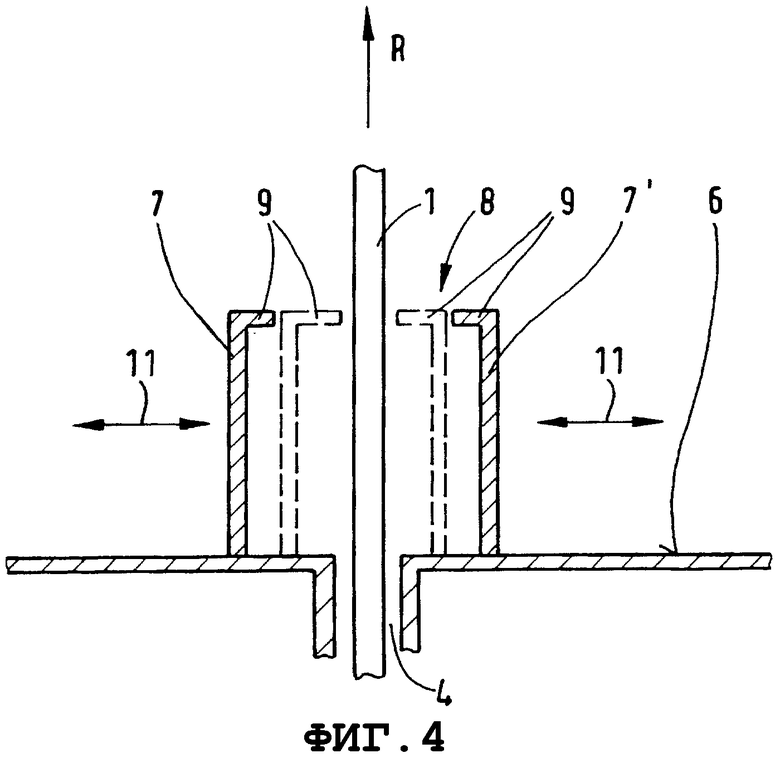
на фиг.4 - схематическое изображение в разрезе установки для нанесения покрытия погружением в расплав с выполненной в виде двух деталей заслонки, в которой также предусмотрено накрывающее средство,
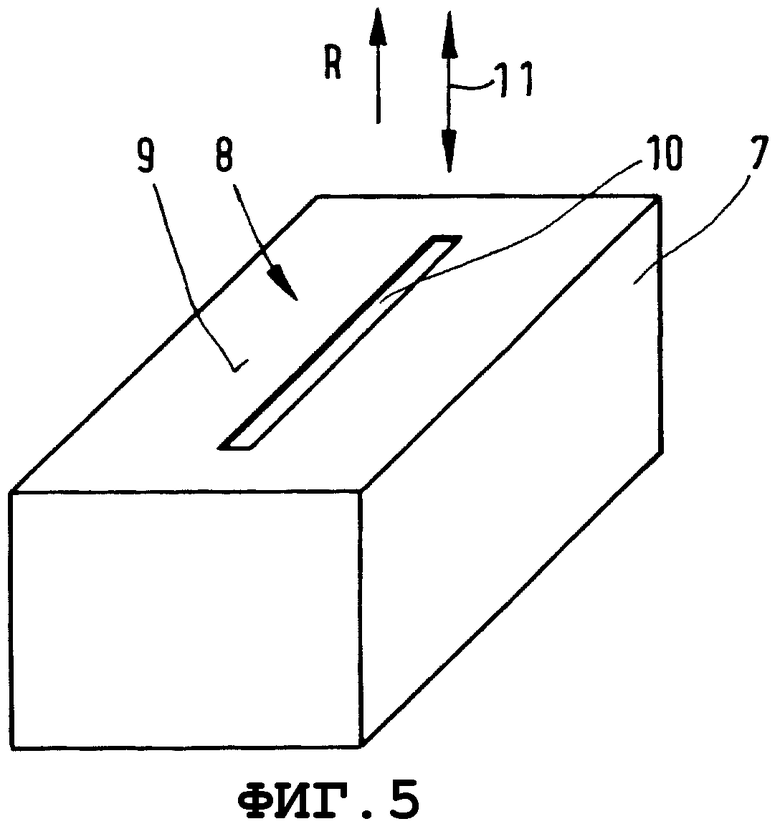
на фиг.5 - вид заслонки, выполненной в виде одной детали, в перспективе, и снабженной накрывающим средством.
На фиг.1 показано схематическое изображение установки для нанесения покрытия погружением в расплав с проходящим через него металлическим изделием 1.
Установка содержит емкость 3 наполненную жидким металлом 2 покрытия. В конкретном случае речь может идти о цинке или алюминии. Покрываемое металлическое изделие 1, в частности стальная полоса, проходит через емкость 3 в направлении R подачи вертикально вверх. Следует отметить, что в принципе возможно, если металлическое изделие 1 проходит через емкость 3 сверху вниз. Для прохождения металлического изделия 1 в донной части емкости 3 предусмотрено отверстие, к которому примыкает направляющий канал 4.
Для предотвращения протекания жидкого металла 2 покрытия через направляющий канал 4 вниз с двух сторон от металлического изделия 1 предусмотрены два электромагнитных индуктора 5, создающих магнитное поле, действующее в направлении, противоположном направлению силы тяжести металла 2 покрытия, за счет чего создается уплотнение направляющего канала 4.
В качестве индукторов 5 могут применяться два расположенных напротив друг друга индуктора, создающих переменное или бегущее магнитное поле, которые работают в диапазоне частот от 2 Гц до 10 кГц и создают поперечное электромагнитное поле, перпендикулярное направлению R подачи. Преимущественный диапазон частот для однофазной системы (переменное магнитное поле) лежит между 2 кГц и 10 кГц и для многофазной системы (бегущее магнитное поле) между 2 Гц и 2 кГц.
В области днища 6 емкости 3, в варианте, показанном на фиг.1, предусмотрено выполненное в виде двух деталей запорное средство 7, 7' в форме заслонки. Обе детали 7, 7' заслонки выполнены подвижными параллельно днищу емкости 3, что показано двойными стрелками. Для осуществления перемещения предусмотрены перемещающие средства 11, показанные схематично в виде блока цилиндр-поршень, возможно применение перемещающих средств другого типа.
Заслонка 7, 7' образует разделяемый на две половины короб, при этом обе детали 7, 7' могут взаимодействовать таким образом, чтобы полностью перекрыть доступ к направляющему каналу 4 в донной части 6 емкости 3. Данная ситуация показана на фиг.1. Металл 2 покрытия в таком случае не может проходить к направляющему каналу 4 и к металлическому изделию 1. Подобное закрытое положение заслонки 7, 7' имеет значение, в частности, в следующих случаях:
во первых данное положение устанавливают перед запуском установки для нанесения покрытия. Металлическое изделие 1 перемещается без контакта с металлом 2 покрытия в направлении R подачи вверх, и в определенный момент активируются индукторы 5. Только после этого обе детали 7, 7' заслонки перемещают в направлении двойных стрелок от металлического изделия 1, так что металл 2 покрытия может проникать в область направляющего канала 4 и к металлическому изделию 1. Поскольку индукторы 5 активированы, металл 2 покрытия не проникает вниз по направляющему каналу 4. Заслонка 7, 7' окружает открытий снизу направляющий канал 4, и проходящее через него металлическое изделие 1, до определенной высоты по отношению к днищу 6 емкости 3, так что металл 2 покрытия не может течь к направляющему каналу 4. В начале процесса нанесения покрытия заслонку 7, 7' открывают, так что начинается оптимизированное по времени и по количеству поступление металла 2 покрытия к металлическому изделию 1 и в направляющий канал 4, в котором создается электромагнитное уплотнение посредством действия индукторов 5.
Заслонка 7, 7' также имеет значение, если происходит прекращение подачи тока (например, при срабатывании устройства аварийного отключения) и индукторы 5 больше не могут выполнять свою функцию, а именно уплотнять направляющий канал 4 внизу посредством электромагнитного поля. В таком случае обе детали 7, 7' заслонки перемещают в направлении двойных стрелок к металлическому изделию 1 для образования ими по окончании перемещения закрытого сверху короба вокруг металлического изделия 1. При этом металл 2 покрытия не может поступать к металлическом изделию 1 и в направляющий канал 4, то есть создается надежное механическое уплотнение канала 4. При этом металл 2 покрытия не может протекать вниз по направляющему каналу 4.
На фиг.2 заслонка 7, 7' показана в перспективе, а именно в закрытом положении. Двойной стрелкой показано, в каком направлении по отношению к направлению R подачи металлического изделия 1 могут перемещаться обе детали 7, 7' заслонки при действии перемещающих средств 11, показанных на фиг.1. Видно, что в нижней части заслонки 7, 7' предусмотрено проходное отверстие для металлического изделия 1, при этом в закрытом положении заслонки 7, 7' надежно обеспечивается невозможность проникновения металла 2 покрытия к металлическому изделию 1 и в направляющий канал 4.
Заслонка 7, 7' подвергается воздействию металла покрытия, поэтому для стабильной и надежной эксплуатации заслонки является преимущественным ее выполнение из возможно меньшего числа элементов. На фиг.1 и 2 показано выполнение заслонки в виде двух деталей, а на фиг.3 изображена заслонка 7, состоящая из одной детали. Выполненная в форме короба заслонка 7 в закрытом состоянии опускается на днище 6 емкости и закрывает направляющий канал 4. Для открытия заслонки 7 ее перемещают вертикально вверх, то есть в направлении R подачи, для чего вновь применяются перемещающие средства 11.
Для проведения процесса нанесения покрытия и создания высококачественного покрытия на металлическом изделии является преимущественным, если предпринимаются меры для создания по возможности более спокойной поверхности ванны покрытия. Это не достигается естественным образом, поскольку индукторы 5 посредством создаваемого ими магнитного поля вызывают движение металла 2 покрытия.
Для успокоения поверхности ванны покрытия в варианте, показанном на фиг.4, предусмотрено, что в концевой области 8 заслонки 7, 7' предусмотрено накрывающее средство 9, препятствующее распространению магнитного поля индукторов 5 к поверхности ванны покрытия.
Возникающие в емкости 3 завихрения жидкого металла 2 покрытия, вызванные электромагнитным уплотнением направляющего канала 4, могут уменьшаться посредством соответствующего выполнения заслонки 7, 7', в частности накрывающей части 9.
В том случае, если заслонка 7 выполнена в виде одной детали существует возможность, показанная на фиг.5, где заслонка 7 выполнена в верхней части с выемкой 10, обеспечивающей прохождение металлического изделия 1. Создаваемые индукторами 5 течения в металле 2 покрытия устраняются накрывающим средством 9, которое обеспечивает почти полную изоляцию внутреннего пространства заслонки 7 от остальной ванны покрытия. В таком выполнении возможно оптимальное успокоение поверхности ванны и создание высококачественного покрытия.
В случае аварийных ситуаций, а именно при выключении электромагнитных индукторов 5 заслонка 7 закрывается посредством перемещающих средств 11, так что не существует опасность вытекания металла 2 покрытия из емкости 3.
Список условных обозначений
1. Металлическое изделие (стальная полоса)
2. Металл покрытия
3. Емкость
4. Направляющий канал
5. Индуктор
6. Днище емкости
7. Запорное средство
7'. Запорное средство
8. Концевая область запорного средства
9. Накрывающее средство
10. Выемка
11. Перемещающее средство
R - Направление подачи
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2338809C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2329332C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ ПОЛУЧЕННЫХ ПРОКАТКОЙ | 1993 |
|
RU2093602C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2012 |
|
RU2521759C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2006 |
|
RU2346076C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2313617C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2338003C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНО-ЛИТЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2309193C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2006 |
|
RU2358033C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2299925C2 |
В установке металлическое изделие проходит по вертикали через емкость, содержащую расплавленный металл покрытия, и расположенный перед емкостью направляющий канал, при этом по обе стороны от металлического изделия в области направляющего канала предусмотрены, по меньшей мере, два индуктора, создающие электромагнитное поле, удерживающее металл покрытия в емкости. В области днища емкости над направляющим каналом предусмотрено запорное средство, которое в первом положении обеспечивает поступление расплавленного металла покрытия к металлическому изделию и/или к направляющему каналу и во втором положении препятствует поступлению расплавленного металла покрытия к металлическому изделию и/или к направляющему каналу, при этом запорное средство выполнено в виде заслонки, подвижной по отношению к днищу емкости. Установка позволяет оптимально проводить процесс нанесения покрытия и надежно эксплуатировать ее в критических ситуациях, например при прекращении подачи электрического тока к индукторам. 8 з.п. ф-лы, 5 ил.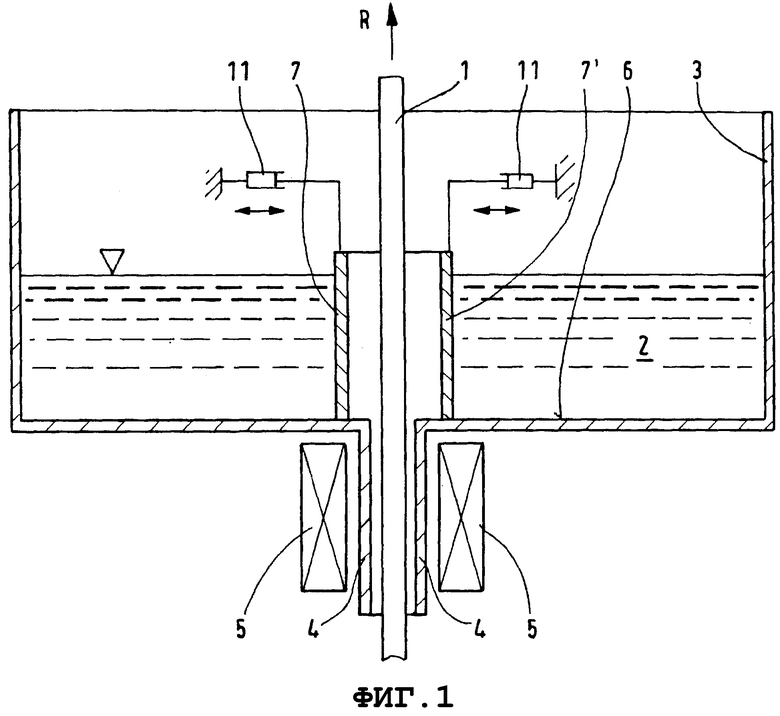
| Способ определения показателя преломления пленки | 1979 |
|
SU855450A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ ПОЛУЧЕННЫХ ПРОКАТКОЙ | 1993 |
|
RU2093602C1 |
| Устройство для нанесения покрытий на длинномерные изделия | 1985 |
|
SU1289910A1 |
| JP 11256296 A, 21.09.1999 | |||
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ФИКСАЦИИ СРЕДНИХ ПОНТОНОВ РЕЧНОГО ЗВЕНА ПОНТОННОГО ПАРКА | 2022 |
|
RU2804443C1 |

