Изобретение относится к автоматизации сборки и может применяться при сборке роботов.
Известно автоматическое сборочное оборудование, имеющее магазины, состоящую из четырех элементов базовую цепочку, конец которой соединен с тележкой, имеющей электропривод и подпружиненный ловитель (В.К.Замятин. Технология и автоматизация сборки. Москва, 1993 г., стр.365-389).
Однако на этом сборочном оборудовании трудоемко собирать цепочку, состоящую из расположенных в различной последовательности четырех элементов, а также отделять ее от базовой цепочки.
Техническим результатом изобретения является уменьшение трудоемкости сборки цепочки, а также отделения ее от базовой цепочки.
Указанный технический результат достигается тем, что базовая цепочка, несколько элементов которой повернуты относительно друг друга на несколько градусов по часовой стрелке, а несколько против, расположена в трубках, на которых установлены имеющие электропривод зубчатые передачи, на одной из которой расположены перпендикулярно друг другу четыре магазина, а на другой закрепляющий ловитель.
На фиг.1 изображено автоматическое сборочное оборудование вид сверху, разрез.
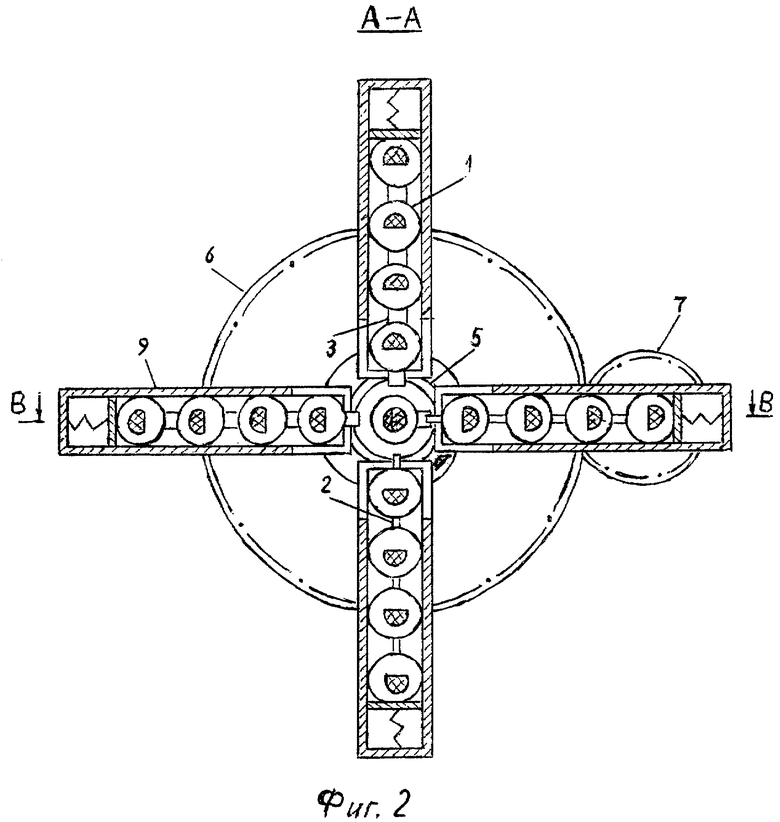
На фиг.2 - то же, вид сзади, разрез.
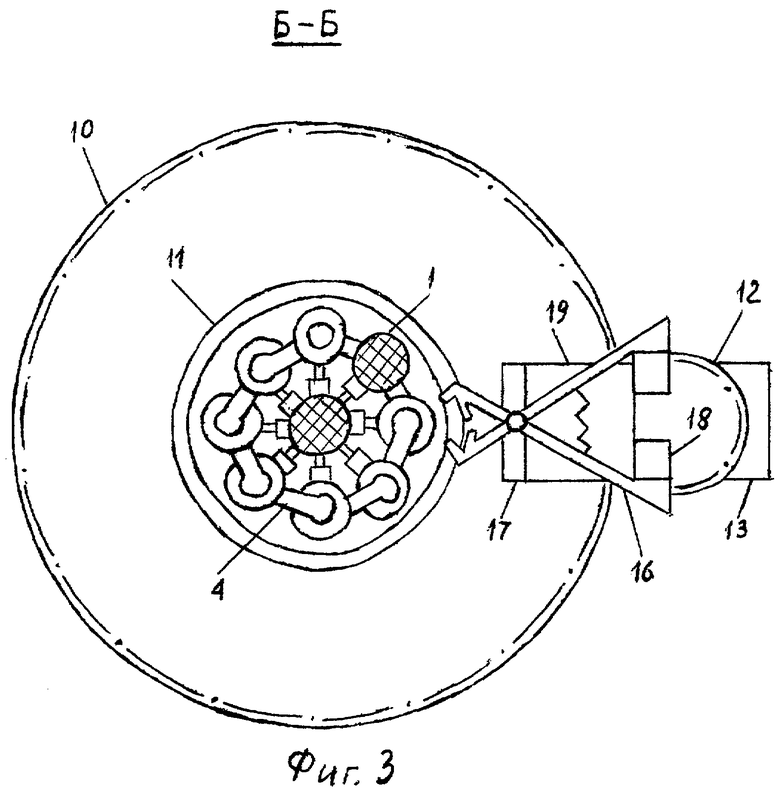
На фиг.3 - то же, вид спереди, разрез.
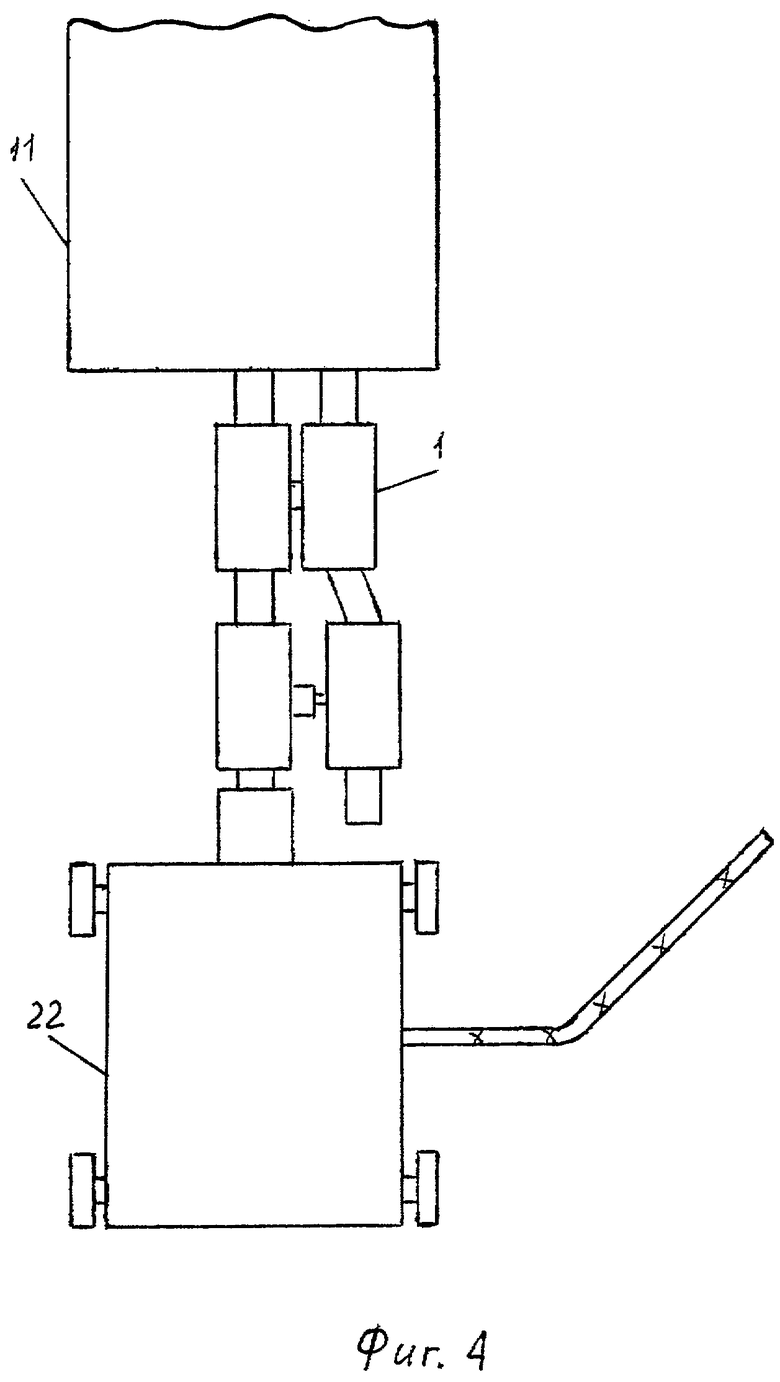
На фиг.4 - то же, вид сверху.
Автоматическое сборочное оборудование имеет следующую конструкцию. Базовая цепочка составлена из четырех расположенных в различной последовательности элементов 1, имеющих штыри 2 или гнезда 3, а также концы 4. Два соседних элемента базовой цепочки повернуты относительно друг друга на сорок пять градусов.
Несколько элементов повернуты относительно друг друга по часовой стрелке, а несколько элементов повернуты относительно друг друга против. Базовая цепочка расположена в трубке 5. Шестерня 6 зубчатой передачи насажена на трубку 5, а шестерня 7 насажена на вал электродвигателя 8. К шестерне 6 прикреплены перпендикулярно друг другу четыре магазина 9 с элементами 1. Шестерня 10 зубчатой передачи насажена на трубку 11. Шестерня 12 насажена на вал электродвигателя 13, соединенного с источником питания через реле времени. К шестерне 10 по окружности прикреплена прокладка 14 из изоляционного материала. К прокладке 14 по окружности прикреплена металлическая полоска 15. Клещи 16 закрепляющего ловителя прикреплены к планке 17. На соединенных пружиной рычагах клещей расположены электромагниты 18. Штыри планки 17, прикрепленные пружиной к планке 19, расположены в ее направляющих. Электромагниты 20 прикреплены к планкам 17 и 19. Планка 19 прикреплена к шестерне 10. Металлическая полоска 15 соединена проводом через отверстие в шестерне 10 с электромагнитами 18 и 20. Контактирующая с металлической полоской 15 щетка 21 расположена на прикрепленном к трубке 11 изоляторе. Щетка 21 соединена проводом с источником питания. Базовая цепочка и собранная вторая цепочка расположены в трубке 11. Конец базовой цепочки прикреплен к имеющей электропривод и регулятор движения тележке 22, соединенной проводом с источником питания.
Автоматическое сборочное оборудование работает следующим образом. Тележка 22 вытягивает базовую цепочку из трубки 5. Электродвигатель 8 вращает шестерни 6 и 7. Магазины 9 вращаются. Штыри 2 элементов 1 базовой цепочки или магазинов 9 попадают в гнезда 3 элементов 1 магазинов 9 или базовой цепочки. Электродвигатель 8, испытывая дополнительную нагрузку, останавливается. Тележка 22 протягивает базовую цепочку на длину элемента 1. Магазины 9 снова вращаются. Элемент 1 магазина 9 сцепляется с элементом 1 базовой цепочки. Электродвигатель 8 останавливается. Тележка 22 опять протягивает базовую цепочку на длину элемента 1. Базовая цепочка и элемент 1 второй цепочки заходят в трубку 11. Электродвигатель 13 вращает шестерни 10 и 12. Клещи 16 ловителя доходят до концов 4 элементов 1, прикрепленных к базовой цепочке. Реле времени отключает электродвигатель 13 от источника напряжения. Напряжение через провод подается на щетку 21, затем на металлическую полоску 15. Через отверстие в шестерне 10 напряжение подается на электромагниты 20, которые отталкивают планки 17 и 19 друг от друга. Клещи 16 опускаются. Напряжение, поступающее на электромагниты 18, отталкивающее их и разжимающее клещи 16, отключается. Клещи 16 сжимаются пружиной и скрепляют концы 4 элементов 1. Магазины 9 опять вращаются, элемент 1 сцепляется в элементом 1 базовой цепочки. Затем тележка снова протягивает базовую цепочку и клещи 16 опять скрепляют концы элементов 1. Так образуется вторая цепочка, несколько элементов которой закручены вокруг базовой цепочки по часовой стрелке, а несколько против. Вторая цепочка упруго деформирована, но трубка 11 удерживает ее от раскручивания и отделения от базовой цепочки. Когда тележка 22 вытягивает цепочки из трубки 11, то вторая цепочка, расплетаясь, отделится от базовой цепочки.
Применение автоматического сборочного оборудования позволит получить следующий технико-экономический эффект. Так, цепочка ДНК, составленная из четырех расположенных в различной последовательности нуклеотидов, является программой для клеток живого организма. Несколько нуклеотидов цепочки ДНК повернуты относительно друг друга на 36° по часовой стрелке, а несколько против. Поэтому нуклеотиды двух цепочек ДНК упруго деформированы. Место изменения направления вращения нуклеотидов участка одной цепочки соединено белком с местом изменения направления вращения нуклеотидов участка второй цепочки. Поэтому эти участки не расплетаются. При делении клетки фермент растворяет белки, соединяющие участки с различным направлением вращения нуклеотидов, и цепочки ДНК расплетаются под действием упругой деформации. Элементами в базовой и второй цепочках являются логические устройства. Цепочка из различной последовательности логических устройств соответствует определенным командам, то есть программе для роботов. Цепочки из различной последовательности логических устройств подобны цепочкам ДНК. Цепочка из логических устройств, имея большую длину, соответствует большему количеству команд и может являться наиболее оптимальной программой для робота. Она легко создается предложенным автоматическим сборочным оборудованием. Затраты на производство роботов будут меньше.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКОЕ СБОРОЧНОЕ ОБОРУДОВАНИЕ | 2014 |
|
RU2569263C2 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА И ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1995 |
|
RU2089319C1 |
| КАМЕРА ДЛЯ СВАРКИ В ИНЕРТНОМ ГАЗЕ | 1995 |
|
RU2076028C1 |
| БАШЕННЫЙ КРАН | 2014 |
|
RU2565144C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ПОД УГЛОМ | 1991 |
|
RU2056574C1 |
| БАШЕННЫЙ КРАН | 1996 |
|
RU2099273C1 |
| АВТОМОБИЛЬ ДЛЯ АВАРИЙНЫХ РАБОТ | 2010 |
|
RU2407657C1 |
| АВТОПОЕЗД | 2005 |
|
RU2291082C1 |
| БАШЕННЫЙ КРАН | 2007 |
|
RU2345946C1 |
| ПОДЗЕМНАЯ ЖЕЛЕЗНАЯ ДОРОГА | 2016 |
|
RU2615186C1 |
Изобретение относится к оборудованию для сборки. Автоматическое сборочное оборудование содержит магазины, подпружиненный ловитель и состоящую из четырех последовательно расположенных элементов базовую цепочку, конец которой прикреплен к тележке с электроприводом. Базовая цепочка выполнена из элементов, повернутых относительно друг друга по часовой стрелке и против нее, и размещена в трубках, на которых установлены имеющие электропривод зубчатые передачи, одна из которых соединена с четырьмя магазинами, расположенными перпендикулярно друг другу, а другая - с закрепляющим ловителем. Обеспечивается уменьшение трудоемкости сборки. 4 ил.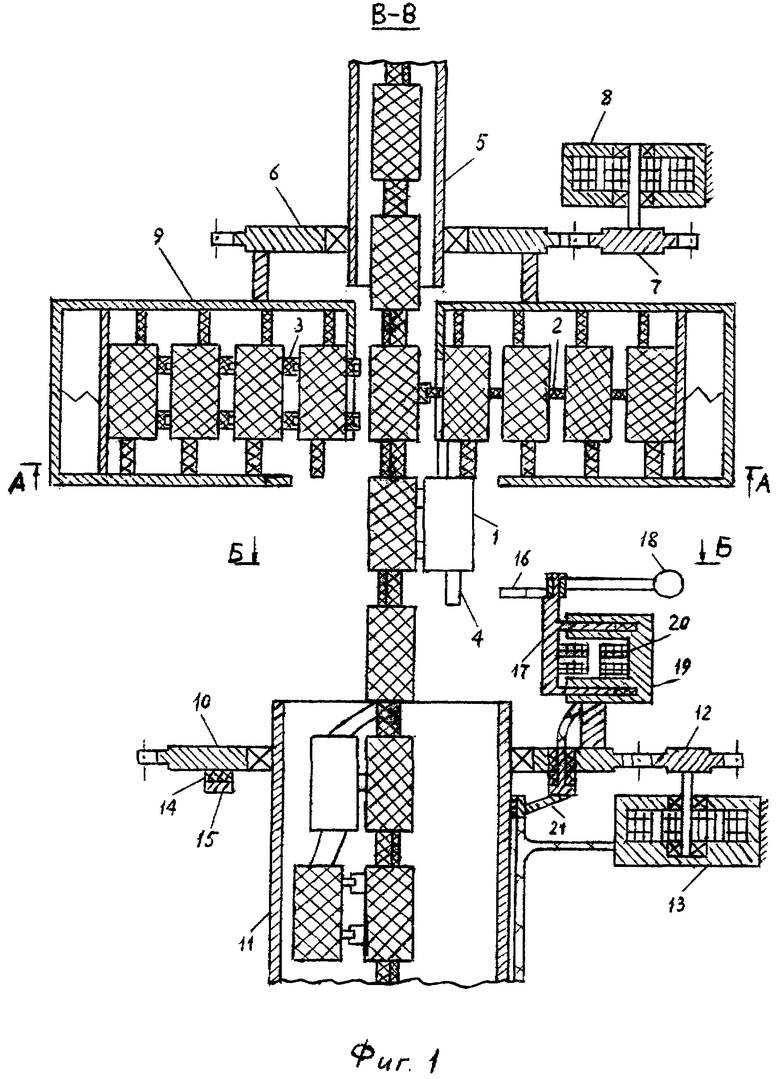
Автоматическое сборочное оборудование, содержащее магазины, подпружиненный закрепляющий ловитель и состоящую из четырех расположенных в различной последовательности элементов базовую цепочку, конец которой прикреплен к тележке с электроприводом, отличающееся тем, что базовая цепочка, несколько элементов которой повернуты относительно друг друга по часовой стрелке, а несколько- против нее, размещена в трубках, на которых установлены имеющие электропривод зубчатые передачи, к одной из которых прикреплены четыре магазина, расположенные перпендикулярно друг другу, а к другой - подпружиненный закрепляющий ловитель.
| JP 2002066849, 05.03.2002 | |||
| Автоматическая сборочная линия спутникового типа | 1986 |
|
SU1346384A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА И ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1995 |
|
RU2089319C1 |
| Устройство для захвата и перемещения штучных заготовок | 1975 |
|
SU532437A1 |

