Изобретение относится к производству упаковок, а конкретно к способу получения вспененного листа из полистирола, который используется для получения упаковок, а также к конструкции упаковок, полученных из такого листа - лотков, подложек, поддонов и подобных изделий термоформованием.
С развитием сетей быстрого питания, а главное - сетей магазинов самообслуживания растет популярность упаковки из вспененного полистирола. Она экономична, надежна, удобна. Вспененный полистирол (ВПС, EPS) - это специальным способом вспененный пластик, содержащий мельчайшие пузырьки воздуха. Существует 2 вида аналогичного материала: пенопласт (вспенивающийся полистирол) и экструдированный вспененный полистирол. Экструдированный вспененный полистирол изготавливается из гранул полистирола общего назначения. На этапе экструзии специальными методами получают вспененную полистирольную ленту, которую впоследствии формуют в определенные изделия. Именно этим способом изготавливается большинство лотков и посуды, которые можно встретить сегодня в магазинах и пунктах быстрого питания. При экструзии полистирол может быть вспенен до 100% от собственной плотности. Вспенивание может проходить во время экструзии, а также во время пост-формационных операций, как например термоформование. Успешная экструзия вспененного пластика зависит от регуляции температур и давления внутри экструдера. Благодаря процессу вспенивания толстая пленка может быть изготовлена из того же количества материала, что и более тонкая. Этот факт позволяет обеспечить экономичное производство. При производстве ВПС большое значение придается однородности его ячеистой структуры. При физическом вспенивании без специальных добавок получается пена «грубой» структуры. Для образования хорошей однородной ячеистой структуры в полистирол зачастую добавляют так называемые агенты нуклеации (или нуклезаторы), которые при вспенивании материала являются центрами роста пены. Чем больше нуклезатора вводится в полистирол, тем больше ячеек образуется, а их размер будет меньше. Количество вводимого нуклезатора влияет также и на скорость самого процесса вспенивания. Одним из лучших нуклезаторов неактивного (пассивного) типа является тальк, действие которого основано на образовании препятствий для выхода из расплава полимера вспенивающего газа. Из-за теплоизоляционных свойств ВПС при термоформовании применяют двухсторонний нагрев. ВПС имеет структуру, представляющую собой множество не сообщающихся ячеек. Это хороший демпфирующий материал (при достаточной толщине), хороший теплоизолятор. Его поверхность износостойка, что является немаловажным фактором при выборе упаковки для продукта.
ВПС обладает великолепными теплоизоляционными свойствами, посуда из ВПС для горячих пищевых продуктов позволит сохранить их горячими и не обжечь при этом руки, а упаковка для продуктов глубокой заморозки обеспечит их сохранность при транспортировке. Прекрасно удерживая влагу, ВПС пропускает в небольших количествах воздух, «дышит», что является необходимым условием сохранности фруктов и кондитерских изделий. Способность ВПС гасить ударные и вибрационные воздействия, предохраняя от деформации, позволяет изготавливать из него упаковку для хрупких предметов. Такая упаковка достаточно легко формуется, к тому же, ВПС можно окрашивать в любые цвета. Упаковка из ВПС имеет относительно маленькую цену по сравнению со стоимостью товара. Такая упаковка красиво и аккуратно выглядит, производит хорошее впечатление на покупателя.
В настоящее время актуальна возможность изготовления упаковки из вспененного полистирола с влаговпитывающим слоем - абсорбирующих лотков, чаще всего используемых для мясной продукции. Сделанные целиком из полистирола, эти лотки являются экологически чистыми (после утилизации допускают вторичную переработку). Их конструкция позволяет отводить из продукта сок и накапливать его в высокоабсорбирующем слое внутри лотка, вдали от продукта. Влагопоглощающие подложки имеют специальную многослойную структуру, что позволяет впитывать и удерживать влагу, выделяемую мясными изделиями. Через перфорированную поверхность дна жидкость проникает во внутренний слой подложки и удерживается там. Высокие влагопоглощающие свойства внутреннего слоя позволяют использовать данные подложки даже для продуктов, выделяющих большое количество жидкости. Спрессованные края не дают жидкости просачиваться на упаковочную пленку - это является ключевым преимуществом данного вида упаковки. Края упаковки и упаковочная пленка остаются сухими и чистыми, что является большим достоинством как для продавца, так и для покупателя. Непрозрачная поверхность лотка скрывает цвет впитанной жидкости. Даже если предварительно упакованное мясо будет неровно уложено на прилавок, жидкость с боков не подтечет, пленка и прилавок останутся чистыми и не возникнет необходимости переупаковывать влажные или липнущие упаковки. Процесс переработки и утилизации такого лотка упрощается за счет того, что все слои изготавливаются из одного материала.
В настоящее время производство вспененной ленты заключается в том, что полистирол общего назначения (GPPS) в гранулах засыпается в экструзионную линию. Вместе с ним добавляются технологические добавки: тальк для осуществления процесса вспенивания, краситель для цвета и влаговпитывающая добавка (только для изготовления влаговпитывающей вспененной ленты). Вспенивающим агентом являются газы (бутан, изобутан, пентан и т.д.), которые в жидкообразном состоянии вводятся в цилиндр первичного экструдера. Каждая экструзионная линия для вспененного полистирола состоит из первичного и вторичного экструдеров. В этих экструдерах газ смешивается с расплавленным полимером и под большим давлением поступает в голову линии, из которой выходит в виде пузыря. Именно в этот момент пузырьки газа начинают расти и вспенивают ленту. Затем ленту натягивают на мандрель (цилиндр длиной 1-2 м) и затем лента, охлаждаемая на мандрели, поступает на тянущие валки и затем на наматывающее устройство. После этого рулоны с лентой проходят этап созревания в течение нескольких дней. В этот период времени воздух поступает в поры ленты и вытесняет из них газ. После этого лента подается в цех формования для производства упаковки заданной формы (RU №2089565, C08J 9/04, C08L 25/06, опубл. 10.09.1997). Данное решение принято в качестве прототипа для заявленного способа.
Недостаток данного способа получения ленты из вспененного полистирола заключается в том, что это известная технология изготовления обычной вспененной ленты, в которой большинство пор остаются закрытыми. Изделия, полученные из такой ленты, не обладают влаговпитывающими свойствами. Для получения упаковки из ВПС с высокоабсорбирующим слоем внутри, изготавливают лоток, который рассматривается как базовый силовой элемент. Затем на рабочей поверхности лотка (рабочая поверхность - поверхность, на которую укладывается продукт) формируется влаговпитывающий слой, создаваемый путем укладки гидрофобной прокладки, поверх которой размещается защитный слой (может быть из ВПС), в котором выполнены отверстия для прохода влаги (жидкости) в прокладку. Несмотря на то что ВПС в виде ленты имеет пористую структуру, при остывании и созревании происходит сохранение однородности структуры ленты, в которой закрытые поры сочетаются с открытыми порами. Такая лента не обладает гигроскопичностью, в силу отсутствия условий проникновения молекул воды или капель воды во внутренне расположенные поры в структуре ленты.
Пример такой упаковки, реализующей функцию впитывания влаги, описан в DE 29723954, B65D 81/26, 1999-12-02. В этом патентном источнике описана упаковка, представляющая собой лоток, выполненный формованием из листа вспененного полистирола и включающий в себя дно, от которого под небольшим наклоном простираются стенки, выполненные с отбортовкой. На дно лотка с простиранием на стенки уложена влаговпитывающая прокладка, поверх которой нанесен наружный защитный слой из вспененного полистирола, краями закрепленный на стенках лотка выше уровня периметра прокладки. При этом в наружном защитном слое в зоне дна лотка выполнены отверстия для проникновения влаги в прокладку. Данное решение принято в качестве прототипа для заявленного устройства.
Недостаток данной упаковки - лотка заключается в сложности конструкции и необходимости формования базового лотка, защитного наружного слоя в виде лотка и прокладки из иного материала, чем вспененный полистирол, которые потом необходимо собрать и скрепить с плотным прилеганием слоев между собой. Для упаковки разового пользования такой процесс изготовления приводит к повышению ее стоимости, что неоправданно в отношении упаковки, относящейся к категории разового пользования/употребления.
Настоящее изобретение в части способа направлено на решение технической задачи по получению ВПС со структурой, в которой наружно расположенные слои выполнены с закрытыми порами, а внутренне расположенный слой выполнен с открытыми порами и является абсорбирующим, то есть имеющим возможность впитывания влаги. Настоящее изобретение в части устройства направлено на решение технической задачи по получению упаковки типа лотка или подложки, с функцией впитывания влаги от продукта при формовании лотка из однослойного ВПС неоднородной структуры.
Достигаемый при этом технический результат заключается в упрощении конструкции упаковки за счет ее получения одноразовым формованием из ленты ВПС, имеющей неоднородную структуру по толщине. В части способа достигаемый при этом технический результат заключается в улучшении физико-химических и эксплуатационных показателей ВПС для обеспечения возможности упрощения процесса формования упаковки с функцией влаговпитывания.
Указанный технический результат в части способа достигается тем, что в способе получения влаговпитывающей ленты из вспененного полистирола, заключающемся в засыпке в экструзионную линию полистирола в гранулах и добавлении талька с последующим перемешиванием при заданной температуре до образования расплава, последующем добавлении в расплав в жидкой форме технологической добавки для осуществления процесса вспенивания, в смешении указанных компонентов с расплавом при заданном давлении и подаче под давлением расплава в голову линии, при выходе из которой осуществляют процесс вспенивания полистирола с образованием пузыря, который натягивают на мандрель и направляют на тянущие валки для формирования листового полотна заданной ширины и толщины, при перемешивании в расплав добавляют гидрофобную добавку, а при выходе расплава из головы экструзионной линии осуществляют, при нормальном давлении окружающей среды, интенсивный обдув холодным воздухом наружных слоев ленты для формирования поверхностных слоев с закрытыми порами и сохранении внутри лент открытых пор.
Указанный технический результат в части устройства достигается тем, что в упаковке для влагосодержащего пищевого продукта, представляющей собой лоток, выполненный формованием из листа вспененного полистирола, который включает в себя дно для размещения пищевого продукта, боковые стенки, расположенные под наклоном по отношению к поверхности дна и выполненные с отбортовкой, при этом в дне со стороны полости лотка выполнены углубления или отверстия, глубиной на часть толщины материала дна для стекания жидкости во внутренний слой дна, лоток выполнен моноблочным из листа вспененного полистирола, в котором слои материала листа, наружно расположенные и расположенные прилегающими к наружной поверхности, выполнены с закрытыми порами, а слой материала листа, расположенный между слоями с закрытыми порами, выполнен с открытыми, сообщающимися порами, часть которых сообщена через углубления или отверстия с полостью лотка в зоне размещения продукта в лотке.
Указанный технический результат в части устройства достигается тем, что в подложке для влагосодержащего пищевого продукта, представляющей собой пластину, выполненную формованием из листа вспененного полистирола, при этом в пластине со стороны, предназначенной для размещения пищевого продукта, выполнены углубления или отверстия глубиной на часть толщины материала пластины для стекания жидкости во внутренний слой пластины, последняя выполнена моноблочной из листа вспененного полистирола, в котором слои материала листа, наружно расположенные и расположенные прилегающими к наружной поверхности, выполнены с закрытыми порами, а слой материала листа, расположенный между слоями с закрытыми порами, выполнен с открытыми, сообщающимися порами, часть которых сообщена через углубления или отверстия с полостью лотка в зоне размещения продукта на пластине.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретными примерами исполнения, которые, однако, не являются единственно возможными, но наглядно демонстрируют возможность достижения требуемого технического результата.
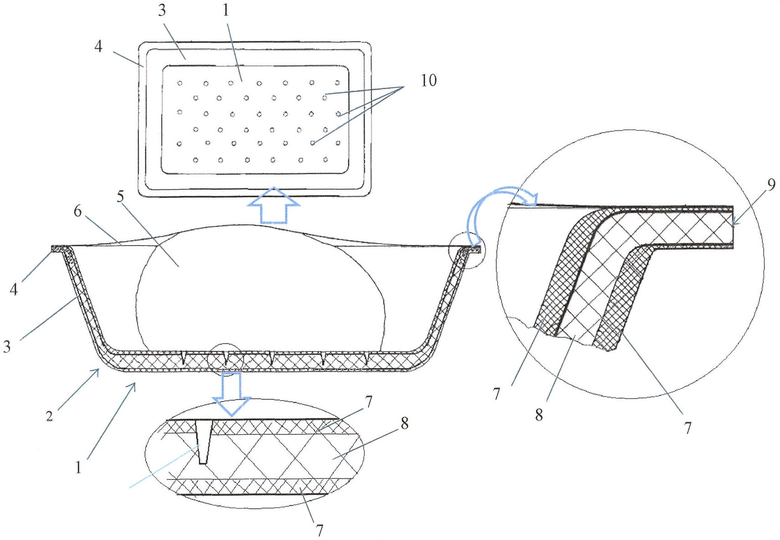
На чертеже изображен лоток из ВПС с влаговпитывающими свойствами для продуктов.
Согласно настоящему изобретению рассматривается конструкция упаковки для пищевых продуктов, особенно для влаговыделяющих. Изобретение в части конструкции упаковки рассматривается на примере лотка, который в равной степени может распространяться и на упаковку другой формы, например, в виде подложки или чашеобразной формы или в виде иной формы.
Лоток выполнен моноблочным термоформованием известным способом из ленты вспененного полистирола и имеет дно 1, от которого через плавные дугообразные переходы 2 отходят боковые стенки 3 под небольшим наклоном. Боковые стенки 3 выполнены с отбортовкой 4. Лоток предназначен для укладки в него и размещения пищевого продукта 5, преимущественно влагосодержащего. При хранении такой продукт, как правило, закрывается упаковочной пленкой 6, исключающей или снижающей газообмен продукта с кислородосодержащей атмосферой с целью продления срока хранения пищевого продукта в свежем состоянии. Размещенный на дне 1 лотка пищевой продукт 5 выделяет влагу в виде жидкости, которая стекает на дно лотка.
Для изготовления лотка использована лента из вспененного полистирола, особенностью которой является то, что она представляет собой однородный по толщине и по площади материал со структурой ячеек или пор, которые в наружных слоях 7 ленты выполнены закрытыми и не сообщаются с атмосферой, а во внутреннем слое 8, расположенном между наружными слоями 7, ячейки или поры выполнены открытыми, сообщающимися между собой и с атмосферой через открытые поры по торцам 9 ленты, образованным отсечением лотка от облоя при раскрое отформованных лотков. Со стороны дна 1 в направлении внутреннего слоя через наружный защитный слой со стороны полости лотка выполнены углубления 10 или глухие отверстия, через которые полости пор внутреннего слоя сообщаются с атмосферой, а при закрытии продукта пленкой - с полостью лотка под этой пленкой.
При попадании на дно лотка жидкость, вытекшая или стекшая с пищевого продукта, например, с курицы или из куска мяса, стекает в углубления или глухие отверстия и проникает в сообщающиеся поры внутреннего слоя. Так как при формовании листа из вспененного полистирола в состав полимера была добавлена гидрофобная добавка, то обеспечивается возможность молекулам воды (жидкости) протекать во внутренние слои ленты, не зацепляясь за шероховатости материала. Добавка типа антистатика при изготовлении ленты и формовании изделия обеспечивает снижение шероховатости, обеспечивая гладкость поверхности ленты.
Так как в любой пористой структуре, полученной в результате естественного замещения изобутана воздухом (при хранении ленты некоторое время), образуются локально расположенные группы пор, сообщенные между собой, то, как показывает практика, такие группы или часть из них имеет выход через открытый торец наружу, то есть имеет сообщение с атмосферой. Это свойство позволяет сформировать однонаправленный процесс медленного испарения влаги из пор во внутреннем слое через открытые торцы лотка. В связи с этим на дне лотка не образуется скопление жидкости.
Подложка для влагосодержащего пищевого продукта представляет собой пластину, выполненную формованием из листа вспененного полистирола, при этом в пластине со стороны, предназначенной для размещения пищевого продукта, выполнены углубления или отверстия глубиной на часть толщины материала пластины для стекания жидкости во внутренний слой пластины. Пластина выполнена моноблочной из листа вспененного полистирола, в котором слои материала листа, наружно расположенные и расположенные прилегающими к наружной поверхности, выполнены с закрытыми порами, а слой материала листа, расположенный между слоями с закрытыми порами, выполнен с открытыми порами, сообщающимися порами, часть которых сообщена через углубления или отверстия с полостью лотка в зоне размещения продукта на пластине.
Для данных лотка и подложки используется лента из вспененного полистирола, в которой слои структуры, прилегающие к наружной поверхности ленты, выполнены с закрытыми порами, а слой структуры, расположенной между наружными слоями, выполнен с открытыми сообщающимися между собой порами.
Производство такой вспененной ленты заключается в том, что наряду с основным полимерным материалом, в данном случае полистиролом общего назначения, добавляется тальк и вспенивающий агент - газ, например изобутан. Добавление талька производится вместе с полистиролом, а газ добавляется несколько позже в конце первичного экструдера. Газ вводится в полистирол в расплавленном его состоянии. Пузырьки талька являются своеобразными проводниками пузырьков газа. В таком расплавленном состоянии масса переходит во вторичный экструдер, где производится ее дальнейшее перемешивание и достижение определенного стабильного состояния. Важнейшими показателями процесса являются давление расплава и температура. Затем наступает самое важное событие - переход массы в цилиндрическую голову и выход массы из головы. Именно в этот момент начинается вспенивание расплава, так как масса выходит из головы, где она была под большим давлением, и оказывается в среде с нормальным давлением. В этот очень короткий промежуток времени и происходят основные процессы вспенивания. Затем пузырь ленты натягивается на цилиндр (мандрель) и перемещается к протягивающим валкам. Частота их вращения и усилие натяжения оказывают влияние на характеристики ленты. Затем лента наматывается на намотчик. Данная технология получения ленты из вспененного полистирола, используемой для последующего термоформованием изделий, является известной и описана, например, в RU №2133671, В29С 67/20, В29С 51/08, 27.07.1999.
Способ получения вспененного полистирола осуществляют путем смешения в экструзионной линии гранульного полистирола, содержащего тальк, не более 20 мас.% вспенивающего агента и не более 1 мас.% антистатика, вспенивания полученной смеси при температуре выше температуры стеклования полистирола с последующим выдерживанием вспененного полистирола при комнатной температуре, при этом после смешения осуществляют частичное удаление не более 60 мас.% вспенивающего агента путем выдерживания смеси при температуре ниже температуры стеклования полистирола.
Действие талька как нуклеирующей добавки основано на гомогенном распределении частиц в расплаве полимера и на способности захватывать пузырьки газа, образующиеся в момент вспенивания. Частицы талька, имеющие листоватую (чешуйчатую) структуру, захватывают пузырьки газа, они образовывают в расплаве полимера агрегаты из нескольких частиц, внутри которых размещаются пузырьки газа. В связи с этим становится возможным достичь равномерное распределение газовых пузырьков в массе полимера. В результате получают вспененный лист с близкой к однородной пористой структурой.
Примерами особенно подходящих пенообразователей являются алифатические углеводороды, содержащие от 2 до 6 атомов углерода, такие, как пропан, бутан, н-пентан, изопентан, гексан, циклогексан и т.д., которые могут использоваться либо как индивидуальные соединения, либо в смеси, петролейный эфир и галогенированные производные C1-C3 алифатических углеводородов, таких, как различные хлор-фтор-производные метана, этана и этилена, такие, как дихлор-дифторметан, 1,2,2-трифторэтан, 1,1,2-трихлор-этан и т.д. Пенообразователь обычно используется в количестве от 2 до 20 и предпочтительно в пределах от 4 до 10 по весу относительно полимера.
Антистатики являются такими соединениями, которые обычно используются для того, чтобы улучшить поверхностные свойства, отделочные, способность к свободному течению и технологичность частиц стирольных полимеров. Такие антистатики хорошо известны и описаны в технической литературе, в качестве примера можно упомянуть здесь K.Johnson, Antistatic Compositions for Textiles and Plastics, Noyes Data Corporation, Park Ridge N.J., 1976. Примерами антистатиков, которые могут использоваться в способе согласно настоящему изобретению, являются: эфиры жирных кислот, такие, как бутилстеарат, моно-гидрокси или полигидрокси спирты, такие, как глицерин, амины, такие, как, например, этоксилированный третичный алкиламин, диалканоламин жирной кислоты, амиды, такие, как, например, N,N-бис-(2-гидроксиэтилстеарамид), полиоксиэтиленовые производные, такие, как например, гексадециловый эфир полиэтиленгликоля, этилен оксид/пропилен оксид сополимеры, аминированные мыла, такие, как, например, октадециламиновая соль стеариновой кислоты, аминные соли алкилсульфатов, такие, как, например, октадецилсульфатная соль гуанидина, четвертичные аммониевые соединения, такие, как, например, октадецил-триметил аммоний хлорид, алкилфосфаты, такие, как, например, бис-додецил кислый фосфат, аминные соли алкилфосфиновых кислот, такие, как, например, соль октадецилфосфиновой кислоты с триэтаноламином и т.д.
Антистатики, которые предпочтительны для использования в способе согласно настоящему изобретению, представляют собой: блок этилен оксид/пропилен оксид блок сополимеры с содержанием этилен оксида в пределах от 10 до 50 весовых % и молекулярным весом в пределах от 1000 до 5000, известные в маркете под торговой маркой GIENDION®, или этоксилированный третичный алкиламин, известный в маркете под торговой маркой 1.C.1.
Количество антистатика обычно составляет не более чем 1 относительно полимера, т.е. оно находится в пределах от 0,001 до 0,5 и предпочтительно, от 0,010 до 0,1 по весу относительно полимера.
Полимерные частицы могут покрываться антистатиком методами смешивания, которые хорошо известны в литературе, например, пенообразующие частицы могут обрабатываться надлежащим количеством антистатика во вращающемся барабане или цилиндре.
Покрытие частиц антистатиком облегчает дальнейшую стадию просеивания, которая дает возможность получить различные фракции, каждая из которых имеет контролируемый размер частиц и предназначается для различных применений.
Полимеризация стирола, предпочтительно в водной суспензии, добавление пенообразователя, предпочтительно во время полимеризации и превращение частиц в формованные изделия путем формования внутри закрытых форм выполняются техническими средствами, которые широко известны в литературе и широко описаны, например, в "Rigid Plastic Foams" By T.N.Fezzigno Reinhold Publishing Corp. New York, USA. (1963).
Способы экструдирования различных вспенивающихся композиций описаны во многих патентах, например в патентах США N 2409910, 2525250, 2699751, 2848428, 3121911, 3770688, 3960792, 3966381, 4085073, 4146563.
Особенностью настоящего изобретения является то, что в момент выхода расплава из головы осуществляют интенсивный обдув холодным воздухом наружных слоев ленты, образуя, таким образом, поверхностные спои с закрытыми порами. Внутри поры могут оставаться открытыми.
Теперь о технологии изготовления влаговпитывающих лент. В этом случае добавляется специальная гидрофобная добавка, которая обеспечивает возможность молекулам влаги протекать во внутренние слои ленты, не зацепляясь за материал ленты. Таким образом, задача заключается в создании поверхностных слоев ленты с закрытыми порами (два слоя по 5-10% толщины) и внутреннего слоя с открытыми порами (80-90% толщины), задача которой впитывать влагу.
Жирные кислоты делают поверхность наполнителя гидрофобной, что, во-первых, повышает совместимость наполнителя с неполярным полимером, а во-вторых, существенно снижает водопоглощение при хранении наполнителя. Обработанный наполнитель, имеющий, как и полимер, гидрофобную поверхность, намного легче распределяется в матрице полимера, и конечный расплав имеет меньшую вязкость, что снижает нагрузку на оборудование, предотвращает механодеструкцию. Кроме того, отсутствие крупных агрегатов пигмента и низкая вязкость расплава позволяют повысить производительность оборудования.
В полистироле могут использоваться следующие добавки с разной степенью дисперсности, от растворов до эмульсий и различной химической природы: акриловый полимер (АП), поливинилацетат (ПВА), суперпластификатор (С-3), моющее средство (МС), пек - таловый смыленный (ПТО), карбоксиметилцеллюлоза (КМЦ), бутадиенстирольный латекс (БДСЛ) при дозировке от 0,2-0,8% от массы полистирола.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ДЛЯ УПАКОВКИ ПРОДУКТОВ, УСТРОЙСТВО ГОРЯЧЕГО ФОРМОВАНИЯ ИЗДЕЛИЙ И СПОСОБ УВЕЛИЧЕНИЯ ТОЛЩИНЫ СТЕНОК ИЗДЕЛИЙ ДЛЯ УПАКОВКИ ПРОДУКТОВ ПРИ ФОРМОВАНИИ | 2010 |
|
RU2443559C1 |
| Емкость для упаковки влагосодержащего пищевого продукта. | 2019 |
|
RU2718335C1 |
| ЛОТОК ДЛЯ УПАКОВКИ ВЛАГОСОДЕРЖАЩЕГО ПРОДУКТА И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПЕРФОРАЦИИ В ЭТОМ ЛОТКЕ | 2014 |
|
RU2560056C1 |
| УПАКОВКА ДЛЯ ЯИЦ | 2012 |
|
RU2500596C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ ВСПЕНИВАЮЩЕГОСЯ СТИРОЛЬНОГО ПОЛИМЕРА | 2008 |
|
RU2398792C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВСПЕНЕННОГО ПОЛИСТИРОЛА И ВСПЕНЕННЫЙ ПОЛИСТИРОЛ | 1992 |
|
RU2089565C1 |
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ВСПЕНИВАЮЩЕГОСЯ ПОЛИСТИРОЛА | 2009 |
|
RU2427595C2 |
| ПРИГОДНЫЙ ДЛЯ ПЕРЕРАБОТКИ ТЕРМОФОРМОВАНИЕМ УПАКОВОЧНЫЙ МАТЕРИАЛ С УСАДОЧНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2405676C2 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ВСПЕНИВАЕМЫХ ВИНИЛАРОМАТИЧЕСКИХ ПОЛИМЕРОВ С УЛУЧШЕННОЙ ТЕПЛОИЗОЛЯЦИОННОЙ СПОСОБНОСТЬЮ, СПОСОБЫ ЕЕ ПОЛУЧЕНИЯ И ВСПЕНЕННОЕ ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ ЭТОЙ КОМПОЗИЦИИ | 2009 |
|
RU2526549C2 |
| ФАСОННЫЙ ЛОТОК ИЛИ ТАРЕЛКА ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2715652C2 |
Изобретение относится к производству упаковок и касается способа получения влаговпитывающей ленты из вспененного полистирола и упаковки из этой ленты. Упаковка представляет собой лоток, выполненный формованием из листа вспененного полистирола, который включает в себя дно для размещения пищевого продукта, боковые стенки, расположенные под наклоном по отношению к поверхности дна и выполненные с отбортовкой, при этом в дне со стороны полости лотка выполнены углубления или отверстия глубиной на часть толщины материала дна для стекания жидкости во внутренний слой дна. Лоток выполнен моноблочным из листа вспененного полистирола, в котором слои материала листа, наружно расположенные и расположенные прилегающими к наружной поверхности, выполнены с закрытыми порами, а слой материала листа, расположенный между слоями с закрытыми порами, выполнен с открытыми, сообщающимися порами, часть которых сообщена через углубления или отверстия с полостью лотка в зоне размещения продукта в лотке. Изобретение позволяет получить упаковку из вспененного полистирола с функцией впитывания влаги от продукта и упростить процесс формования. 3 н.п. ф-лы, 1 ил.
1. Упаковка для влагосодержащего пищевого продукта, представляющая собой лоток, выполненный формованием из листа вспененного полистирола, который включает в себя дно для размещения пищевого продукта, боковые стенки, расположенные под наклоном по отношению к поверхности дна и выполненные с отбортовкой, при этом в дне со стороны полости лотка выполнены углубления или отверстия глубиной на часть толщины материала дна для стекания жидкости во внутренний слой дна, отличающаяся тем, что лоток выполнен моноблочным из листа вспененного полистирола, в котором слои материала листа, наружно расположенные и расположенные прилегающими к наружной поверхности, выполнены с закрытыми порами, а слой материала листа, расположенный между слоями с закрытыми порами, выполнен с открытыми, сообщающимися порами, часть которых сообщена через углубления или отверстия с полостью лотка в зоне размещения продукта в лотке.
2. Подложка для влагосодержащего пищевого продукта, представляющая собой пластину, выполненную формованием из листа вспененного полистирола, при этом в пластине со стороны, предназначенной для размещения пищевого продукта, выполнены углубления или отверстия глубиной на часть толщины материала пластины для стекания жидкости во внутренний слой пластины, отличающаяся тем, что пластина выполнена моноблочной из листа вспененного полистирола, в котором слои материала листа, наружно расположенные и расположенные прилегающими к наружной поверхности, выполнены с закрытыми порами, а слой материала листа, расположенный между слоями с закрытыми порами, выполнен с открытыми, сообщающимися порами, часть которых сообщена через углубления или отверстия с полостью лотка в зоне размещения продукта на пластине.
3. Способ получения влаговпитывающей ленты из вспененного полистирола, заключающийся в засыпке в экструзионную линию полистирола в гранулах и добавлении талька с последующим перемешиванием при заданной температуре до образования расплава, последующем добавлении в расплав в жидкой форме технологической добавки для осуществления процесса вспенивания, в смешении указанных компонентов с расплавом при заданном давлении и подаче под давлением расплава в голову линии, при выходе из которой осуществляют процесс вспенивания полистирола с образованием пузыря, который натягивают на мандрель и направляют на тянущие валки для формирования листового полотна заданной ширины и толщины, отличающийся тем, что при перемешивании в расплав добавляют гидрофобную добавку, а при выходе расплава из головы экструзионной линии осуществляют при нормальном давлении окружающей среды интенсивный обдув холодным воздухом наружных слоев ленты для формирования поверхностных слоев с закрытыми порами и сохранении внутри лент открытых пор.
| DE 29723954 U1, 12.02.1996 | |||
| Способ диспетчерского наблюдения за движением поездов на электрических железных дорогах | 1946 |
|
SU69750A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВСПЕНЕННОГО ПОЛИСТИРОЛА И ВСПЕНЕННЫЙ ПОЛИСТИРОЛ | 1992 |
|
RU2089565C1 |
| НЕПРЕРЫВНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ СПЛОШНЫХ, ПОЛЫХ И ОТКРЫТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 2004 |
|
RU2339514C2 |
| ЛОТОК ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ ПРОДУКТОВ В ШТАБЕЛЕ | 1991 |
|
RU2007353C1 |
| WO 9856430 A2, 17.12.1998 | |||
| WO 2005072083 A2, 11.08.2005. | |||

