Изобретение относится к производству упаковок, а конкретно к способу получения вспененного листа полистирола, который используется для получения упаковок, а также к конструкции упаковок, полученных из такого листа - лотков, подложек, поддонов и подобных изделий термоформованием.
С развитием сетей быстрого питания, а главное сетей магазинов самообслуживания растет популярность упаковки из вспененного полистирола. Она экономична, надежна, удобна. Вспененный полистирол (ВПС, EPS) - это специальным способом вспененный пластик, содержащий мельчайшие пузырьки воздуха. Существует 2 вида аналогичного материала: пенопласт (вспенивающийся полистирол) и экструдированный вспененнный полистирол. Экструдированный вспененный полистирол изготавливается из гранул полистирола общего назначения. На этапе экструзии специальными методами получают вспененную полистирольную ленту, которую впоследствии формуют в определенные изделия. Именно этим способом изготавливается большинство лотков и посуды, которые можно встретить сегодня в магазинах и пунктах быстрого питания. При экструзии полистирол может быть вспенен до 50% от собственной плотности. Вспенивание может проходить во время экструзии или во время пост-формационных операций, как, например, выдув или термоформование. Успешная экструзия вспененного пластика зависит от регуляции температур и давления внутри экструдера. Благодаря процессу вспенивания толстая пленка может быть изготовлена из того же количества материала, что и более тонкая. Этот факт позволяет обеспечить экономичное производство. При производстве ВПС большое значение придается однородности его ячеистой структуры. При физическом вспенивании без специальных добавок получается пена «грубой» структуры. Для образования хорошей однородной ячеистой структуры в полистирол зачастую добавляют так называемые агенты нуклеации (или нуклезаторы), которые при вспенивании материала являются центрами роста пены. Чем больше нуклезатора вводится в полистирол, тем больше ячеек образуется, а их размер будет меньше. Количество вводимого нуклезатора влияет также и на скорость самого процесса вспенивания. Одним из лучших нуклезаторов неактивного (пассивного) типа является тальк, действие которого основано на образовании препятствий для выхода из расплава полимера вспенивающего газа. Из-за теплоизоляционных свойств ВПС при термоформовании применяют двухсторонний нагрев. ВПС имеет структуру, представляющую собой множество несообщающихся ячеек. Это хороший демпфирующий материал (при достаточной толщине), хороший теплоизолятор. Его поверхность износостойка, что является немаловажным фактором при выборе упаковки для продукта.
ВПС обладает великолепными теплоизоляционными свойствами, посуда из ВПС для горячих пищевых продуктов позволит сохранить их горячими и не обжечь при этом руки, а упаковка для продуктов глубокой заморозки обеспечит их сохранность при транспортировке. Прекрасно удерживая влагу, ВПС пропускает в небольших количествах воздух, «дышит», что является необходимым условием сохранности фруктов и кондитерских изделий. Способность ВПС гасить ударные и вибрационные воздействия, предохраняя от деформации, позволяет изготавливать из него упаковку для хрупких предметов. Такая упаковка достаточно легко формуется, к тому же ВПС можно окрашивать в любые цвета. Упаковка из ВПС имеет маленькую стоимость по сравнению со стоимостью товара. Такая упаковка красиво и аккуратно выглядит, производит хорошее впечатление на покупателя.
В настоящее время актуальна возможность изготовления упаковки из вспененного полистирола с впитывающим слоем - абсорбирующих лотков, чаще всего используемых для мясной продукции. Сделанные целиком из полистирола, эти лотки являются экологически чистыми (после утилизации допускают вторичную обработку). Их конструкция позволяет отводить сок от продукта из поверхности и накапливать его в высокоабсорбирующем слое внутри лотка, вдали от продукта. Влагопоглощающие подложки имеют специальную многослойную структуру, что позволяет впитывать и удерживать влагу, выделяемую мясными изделиями. Через перфорированную поверхность дна жидкость проникает во внутренний слой подложки и удерживается там благодаря специальной конической форме. Высокие влагопоглощающие свойства внутреннего слоя позволяют использовать данные подложки даже для продуктов, выделяющих большое количество жидкости. Спрессованные края не дают жидкости просачиваться на пленку - это является ключевым преимуществом данного вида упаковки. Края упаковки и пленка остаются сухими и чистыми, что является большим достоинством как для продавца, так и для покупателя. Непрозрачная поверхность лотка скрывает цвет впитанной жидкости. Даже если предварительно упакованное мясо будет неровно положено на прилавок, жидкость с боков не подтечет, пленка и прилавок останутся чистыми и не возникнет необходимости переупаковывать влажные или липнущие упаковки. Процесс переработки и утилизации такого лотка облегчает то, что все слои изготавливаются из одного материала.
В настоящее время производство вспененной ленты заключается в том, что полистирол общего назначения (GPPS) в гранулах засыпается в экструзионную линию. Вместе с ним добавляются технологические добавки: тальк для осуществления процесса вспенивания, краситель для цвета и влаговпитывающая добавка (только для изготовления влаговпитывающей вспененной ленты). Вспенивающим агентом являются газы (бутан, изобутан, пентан и т.д.), которые в жидкообразном состоянии вводятся в цилиндр первичного экструдера (каждая экструзионная линия состоит из первичного и вторичного экструдеров). В этих экструдерах газ смешивается с расплавленным полимером и под большим давлением поступает в голову линии, из которой выходит в виде пузыря. Именно в этот момент пузырьки газа начинают расти и вспенивают ленту. Затем ленту натягивают на мандредь (цилиндр длиной 1-2 метра) и затем лента, охлаждаемая на мандрели, поступает на тянущие валки и затем на наматывающее устройство. После этого рулоны с лентой поступают на склад созревания и хранятся там в течение 7-10 дней. В этот период времени воздух поступает в поры ленты и вытесняет из них газ. После этого лента подается в цех формования для производства упаковки заданной формы (RU №2089565, C08J 9/04, C08L 25/06, опубл. 10.09.1997). Данное решение принято в качестве прототипа для заявленного способа.
Посредством такого способа можно получать ленты из вспененного полистирола, структура которого остается пористой, то есть способной для впитывания влаги.
Толщина стенок лотка одновременно с формой самого лотка определяет несущую способность лотка, то есть возможность нести вес продукта без деформации самого лотка. Поэтому лотки могут выпускаться как тонкостенные (2-5 мм толщиной), так и толстостенные (более 6 мм толщиной). Выпуск толстостенных лотков оправдан необходимостью и спросом, но при этом при формовании толстостенных лотков из ленты полученный продукт обладает повышенным весом, что отрицательно сказывается на весовом качественном показателе изделия. Если учесть, что большой по размерам продукт содержит много влаги, то становится проблемным осуществить наполнение этой влагой всех пор в стенке лотка (наполнение пор обусловлено сообщением пор между собой по лабиринтно расположенным каналам, а с увеличением толщины стенки лабиринтность связей пор носит локальный характер, при котором часть пор не имеет сообщения с другими порами. В этом случае наполнение пор влагой в толстостенном лотке такое же, как в тонкостенном - поверхностное).
Известен из RU №2106958, B26F 1/24, B29C 37/00, B29C 51/00, опубл. 20.03.1998, способ формования с применением двойного вакуумирования. В этом патенте описывается установка для горячего формования 10, которая состоит из двух форм 9 и 11 (позиции даны по описанию патента RU №2106958). Верхняя форма 9 содержит матрицу, с помощью которой формуется наружная сторона изделия, изготавливаемого из пенопластового листа, например изделия 20. Нижняя форма 11 содержит пуансон, с помощью которого формуется нижняя сторона изделия. Поперечные сечения матрицы и пуансона выполнены дополняющими друг друга. Для формования пенопластового листа 16 вначале пенопластовый лист нагревают в нагревательной печи инфракрасного излучения до определенной температуры. Затем нагретый участок пенопластового листа 16 подают в устройство горячего формования 10, формы которого 9 и 10 закрываются, что означает, что матрица и пуансон приближаются друг к другу до расстояния примерно 5 мм. Пенопластовая полоса одновременно подвергается глубокой вытяжке с обеих сторон с помощью действующего с двух сторон вакуума, которым нагружают формы 9 и 11 или матрицу и пуансон. Предусматривается, что форма для формования наружной стороны пенопластового листа имеет матрицу, прилегающую к наружной стороне, поверхность которой образована как дополнение к прилегающей к внутренней стороне поверхности матрицы (пуансона). Конструкция устройства предпочтительно выбирается такой, что формы образованы с возможностью перемещения друг к другу до расстояния, соответствующего регулируемой толщине стенки изделия, полученного путем глубокой вытяжки из пенопластового листа. Толщина стенки отдельного изделия составляет в общем случае от 3,0 до 6,5 мм. Формы выполнены с возможностью перемещения друг к другу до расстояния, соответствующего установленной толщине стенки изделия 20, причем толщина стенки изделия 20 лежит в диапазоне от 3,5 до 6,5 мм.
Данное решении принято в качестве прототипа.
При этом двойное вакуумирование используется для открытопористой ленты, к наружным поверхностям которой приклеены (термическим образом) пленки с закрытопористой структурой.
Использование такой установки формования за счет двойного вакуумирования позволяет сформировать необходимые рельефы на наружной и внутренней поверхностях изделия. Сведения, указывающие на расширение материала ленты, в данном патенте отсутствуют.
Достигаемый в настоящем изобретении технический результат заключается в снижении весовых параметров толстостенной упаковки, полученной одноразовым формованием из ВСП из тонкостенной ленты, за счет растягивания стенок ленты при формовании двойным вакуумированием.
Указанный технический результат в части первого способа достигается тем, что в способе формования изделий для упаковки продуктов, заключающемся в разогреве листа из вспененного полистирола до состояния возможности проявления пластической деформации и подаче его в формовочный узел на пуансон, перемещении листа из вспененного полистирола пуансоном в направлении матрицы и создании вакуума в полости между матрицей и листом из вспененного полистирола и вакуума в полости между пуансоном и листом из вспененного полистирола для придания изделию формы гнезда матрицы, для листа из вспененного полистирола, в котором слои материала листа, наружно расположенные и расположенные прилегающими к наружной поверхности, выполнены с закрытыми порами, а слой материала листа, расположенный между слоями с закрытыми порами, выполнен с открытыми, сообщающимися между собой порами, в полости между пуансоном и листом из вспененного полистирола формируют вакуум после завершения процесса формообразования в матрице при сохранении вакуума в полости между матрицей и листом из вспененного полистирола, при этом величина вакуума между пуансоном и листом из вспененного полистирола меньше величины вакуума в полости между матрицей и листом из вспененного полистирола и равна по усилию началу пластической деформации слоя материала листа, расположенного между слоями с закрытыми порами.
Указанный технический результат в части устройства достигается тем, что в устройстве горячего формования изделий, преимущественно для упаковки продуктов, содержащем прижимную плиту с элементами размещения на ней нагретого листа из вспененного полистирола, матрицу с гнездами, форма которых повторяет внешнюю форму изделий, механизм перемещения прижимной плиты в направлении к матрице и система создания вакуума в полостях гнезд матрицы и со стороны рабочей поверхности прижимной плиты, система создания вакуума выполнена с возможностью формирования вакуума со стороны рабочей поверхности прижимной плиты с задержкой по времени после формирования вакуума в полостях гнезд матрицы и одновременного прекращения действия вакуума в полостях матрицы и со стороны рабочей поверхности прижимной плиты.
Указанный технический результат в части второго способа достигается тем, что в способе увеличения толщины стенок изделий для упаковки продуктов при формовании, заключающемся в подаче разогретого до состояния возможности проявления пластической деформации листа из вспененного полистирола в формовочный узел и перемещении этого листа прижимной плитой в направлении матрицы, создании вакуума в полости между матрицей и листом из вспененного полистирола для придания изделию формы гнезда матрицы и вакуума в полости между прижимной плитой и листом из вспененного полистирола после завершения процесса формообразования в матрице при сохранении вакуума в полости между матрицей и листом из вспененного полистирола, при этом величину вакуума между прижимной плитой и листом из вспененного полистирола выбирают меньше величины вакуума в полости между матрицей и листом из вспененного полистирола и равной по усилию началу пластической деформации материала этого листа.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретными примерами исполнения, которые, однако, не являются единственно возможными, но наглядно демонстрируют возможность достижения требуемого технического результата.
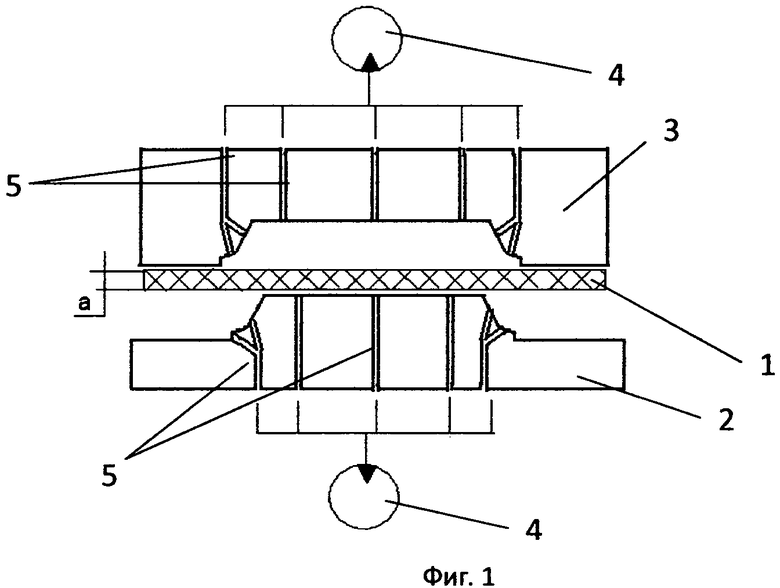
На фиг.1 изображено устройство для горячего формования с введением в него полосы из ВПС;
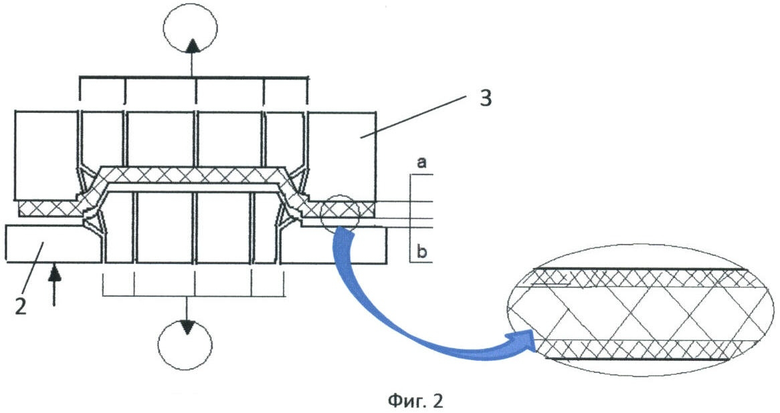
фиг.2 - формирование поверхности лотка вакуумированием с одной стороны;
фиг.3 - формирование поверхности лотка вакуумированием с другой стороны и расширение по толщине.
Согласно настоящего изобретения рассматривается усовершенствованная технология производства лотков термоформованием листа 1 из вспененного полистирола. На основе такой ленты возможно формование лотков для упаковки пищевых продуктов и подложек с перфорированным одним слоем, обеспечивающим поглощение жидкости путем ее проникновения в структуру среднего слоя ленты.
Традиционно при формовании толстостенных лотков из листа 1 полученный продукт обладает повышенным весом, что отрицательно сказывается на весовом качественном показателе изделия, так как толщина стенки лотка определяется толщиной ленты. Для получения облегченных лотков с толщиной стенок, превышающей толщину «а» листа 1, поступающего в устройство для горячего формования, предлагается формование лотков из ленты, толщина которой существенно меньше требуемой толщины стенок лотка.
Для формования листа 1 из вспененного полистирола в устройстве для горячего формования вначале этот лист нагревают в нагревательной печи инфракрасного излучения до определенной температуры. Затем нагретый участок листа 1 подают в устройство горячего формования (фиг.1), формы которого - нижняя плита (пуансон 2) и верхняя матрица 3 - закрываются, что означает, что матрица 3 и пуансон 2 приближаются друг к другу с плотным прилеганием по периферии (с опиранием на ленту или друг на друга при поступлении фрагментов ленты) для исключения потери вакуума. При этом расстояние между матрицей и пуансоном в зоне формования больше толщины нагретой в печи листа 1.
Полоса (листа 1, фрагмент ленты) из вспененного полистирола подвергается глубокой вытяжке с обеих сторон с помощью действующего с двух сторон вакуума (от вакуумных насосов 4), которым нагружают матрицу и пуансон. В матрице и пуансоне выполнены сквозные каналы 5 для откачивания воздуха из полостей, образованных между лентой и формовочной поверхностью матрицы и между лентой и формовочной поверхностью пуансона.
Как матрица, так и пуансон подвергаются охлаждению водой или какой-то другой жидкостью, т.е. поддерживаются при определенной температуре, которая требуется, чтобы обеспечить отверждение изделий, сформованных из полосы (ленты). Благодаря отверждению изделия обеспечивается сохранение формы.
При этом процесс формования отрегулирован по временной диаграмме включения вакуумных установок для матрицы и пуансона. Вначале осуществляют вакуумирование со стороны матрицы (фиг.2) для придания формы изделию, после чего при сохранении вакуума на матрице осуществляют вакуумирование (фиг.3) полости со стороны пуансона (полость образована в результате прижатия полосы к матрице под действием вакуума). В этот момент поверхность отформованного лотка со стороны пуансона оттягивается (уширяется на величину «b») и прилегает к поверхности пуансона. При оттягивании происходит растягивание среднего слоя полосы с увеличением пористости и ширины стенок лотка при сохранении веса лотка, равного весу части ленты, из которой этот лоток отформован. Лоток с толщиной стенок, равной «с» (c=a+b, мм), подвергают охлаждению для закрепления формы.
Особенностью данного технологического процесса является то, что процесс растяжки ленты осуществляется при нагретом состоянии ленты, при котором возможны процессы пластической деформации, при удержании отформованной ленты в гнездах матрицы вакуумом со стороны матрицы, при включении вакуума на пуансоне только после завершения процесса формования на матрице, при условии, что между пуансоном и отформованным лотком в матрице имеется зазор, равный величине уширения стенок лотка, и что величина вакуума на пуансоне меньше величины вакуума на матрице и равна по силе, при которой наступает пластическая деформация в нагретой ленте из вспененного полистирола.
Другой особенностью нового способа является то, что сохраняются неизменными все температурные и временные режимы, при которых происходит термоформование материала из ВСП любым известным способом.
Отсюда следует возможность формулировки нового способа увеличения толщины стенок изделий при формовании, который заключается в подаче разогретого до состояния возможности проявления пластической деформации листа из вспененного полистирола в формовочный узел и перемещении этого листа прижимной плитой в направлении матрицы, создании вакуума в полости между матрицей и листом из вспененного полистирола для придания изделию формы гнезда матрицы и вакуума в полости между прижимной плитой и листом из вспененного полистирола после завершения процесса формообразования в матрице при сохранении вакуума в полости между матрицей и листом из вспененного полистирола, при этом величину вакуума между прижимной плитой и листом из вспененного полистирола выбирают меньше величины вакуума в полости между матрицей и листом из вспененного полистирола и равной по усилию началу пластической деформации материала этого листа.
Фиг.1-3 схематически показывают процесс расширения толщины листа 1 толщиной, например, 3 мм из ВСП в установке для горячего формования, которая состоит из двух форм 2 и 3. Обе формы 2 и 3 установлены с возможностью возратно-поступательного движения перпендикулярно направлению транспортирования листа 1. Верхняя форма содержит матрицу, ниже описанную более подробно, с помощью которой формуется наружная сторона изделия, изготавливаемого из ВСП, например, лотка. Нижняя форма содержит, среди прочего, пуансон, с помощью которого формуется нижняя сторона изделия. Для формования листа 1 из ВСП в устройстве для горячего формования 2 вначале лист нагревают в не показанной на чертеже нагревательной печи инфракрасного излучения до определенной температуры. Затем нагретый участок листа 1 подают в устройство горячего формования, формы которого закрываются, что означает, что матрица и пуансон приближаются друг к другу в зоне формования до заданного расстояния, например 5-7 мм.
Полоса из ВСП подвергается глубокой вытяжке с обеих сторон с помощью действующего с двух сторон вакуума, которым нагружают матрицу и пуансон. По истечении определенного времени вакуумирования и охлаждения в еще закрытых формах устройства термического формования может осуществляться перфорирование гладкой закрытой поверхностной лотка. Для этого подвижные иглы, предусмотренные в одной из форм, выдвигаются с помощью сжатого воздуха.
Рассмотренный принцип получения уширения толщины стенок лотка из ВСП может быть применен для листа ВСП, в котором слои материала листа, наружно расположенные и расположенные прилегающими к наружной поверхности, выполнены с закрытыми порами, а слой материала листа, расположенный между слоями с закрытыми порами, выполнен с открытыми, сообщающимися между собой порами. Для этого типа ВСП можно сформулировать новый способ формования изделий для упаковки продуктов, который заключается в разогреве листа из вспененного полистирола до состояния возможности проявления пластической деформации и подаче его в формовочный узел на пуансон, перемещении листа из вспененного полистирола пуансоном в направлении матрицы и создании вакуума в полости между матрицей и листом из вспененного полистирола и вакуума в полости между пуансоном и листом из вспененного полистирола для придания изделию формы гнезда матрицы. При этом в полости между пуансоном и листом из вспененного полистирола формируют вакуум после завершения процесса формообразования в матрице при сохранении вакуума в полости между матрицей и листом из вспененного полистирола, при этом величина вакуума между пуансоном и листом из вспененного полистирола меньше величины вакуума в полости между матрицей и листом из вспененного полистирола и равна по усилию началу пластической деформации слоя материала листа, расположенного между слоями с закрытыми порами.
Система создания вакуума выполняется с возможностью формирования вакуума в со стороны рабочей поверхности прижимной плиты с задержкой по времени после формирования вакуума в полостях гнезд матрицы и одновременного прекращения действия вакуума в полостях матрицы и со стороны рабочей поверхности прижимной плиты.
Группа изобретений относится к производству упаковок. Способ формования изделий для упаковки продуктов заключается в разогреве листа из вспененного полистирола до состояния возможности проявления пластической деформации и подаче его в формовочный узел на пуансон, перемещении листа из вспененного полистирола пуансоном в направлении матрицы и создании вакуума в полости между матрицей и листом из вспененного полистирола и вакуума в полости между пуансоном и листом из вспененного полистирола для придания изделию формы гнезда матрицы. Для листа из вспененного полистирола, в котором слои материала листа, наружно расположенные и расположенные прилегающими к наружной поверхности, выполнены с закрытыми порами, а слой материала листа, расположенный между слоями с закрытыми порами, выполнен с открытыми, сообщающимися между собой порами. В полости между пуансоном и листом из вспененного полистирола формируют вакуум, после завершения процесса формообразования в матрице сохраняют вакуум в полости между матрицей и листом из вспененного полистирола. При этом величина вакуума между пуансоном и листом из вспененного полистирола меньше величины вакуума в полости между матрицей и листом из вспененного полистирола и равна по усилию началу пластической деформации слоя материала листа, расположенного между слоями с закрытыми порами. Способ увеличения толщины стенок изделий для упаковки продуктов при формовании заключается в подаче разогретого до состояния возможности проявления пластической деформации листа из вспененного полистирола в формовочный узел и перемещении этого листа прижимной плитой в направлении матрицы и последующего создания вакуума в полости между матрицей и листом из вспененного полистирола для придания изделию формы гнезда матрицы. Устройство для горячего формования изделий, преимущественно упаковки продуктов, содержит средства для осуществления способа формования изделий для упаковки продуктов. Технический результат, достигаемый при использовании заявленного способа и устройства по изобретениям, заключается в снижении весовых параметров толстостенной упаковки, полученной одноразовым формованием из ВСП из тонкостенной ленты, за счет растягивания стенок ленты при формовании двойным вакуумированием. 3 н.п. ф-лы, 3 ил.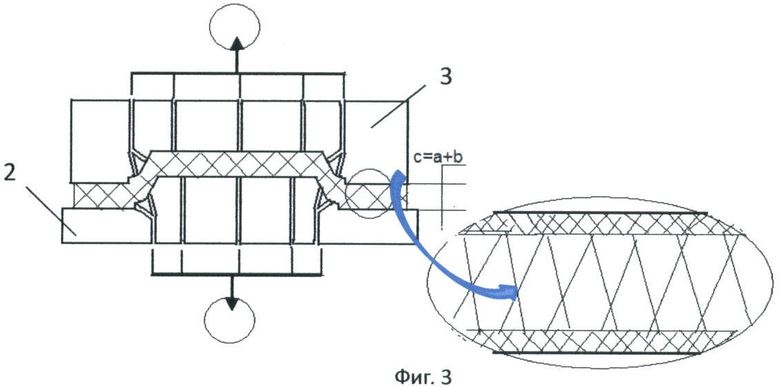
1. Способ формования изделий для упаковки продуктов, заключающийся в разогреве листа из вспененного полистирола до состояния возможности проявления пластической деформации и подаче его в формовочный узел на пуансон, перемещении листа из вспененного полистирола пуансоном в направлении матрицы и создании вакуума в полости между матрицей и листом из вспененного полистирола и вакуума в полости между пуансоном и листом из вспененного полистирола для придания изделию формы гнезда матрицы, отличающийся тем, что для листа из вспененного полистирола, в котором слои материала листа, наружно расположенные и расположенные прилегающими к наружной поверхности, выполнены с закрытыми порами, а слой материала листа, расположенный между слоями с закрытыми порами, выполнен с открытыми, сообщающимися между собой порами, в полости между пуансоном и листом из вспененного полистирола формируют вакуум после завершения процесса формообразования в матрице при сохранении вакуума в полости между матрицей и листом из вспененного полистирола, при этом величина вакуума между пуансоном и листом из вспененного полистирола меньше величины вакуума в полости между матрицей и листом из вспененного полистирола и равна по усилию началу пластической деформации слоя материала листа, расположенного между слоями с закрытыми порами.
2. Устройство горячего формования изделий, преимущественно для упаковки продуктов, содержащее прижимную плиту с элементами размещения на ней нагретого листа из вспененного полистирола, матрицу с гнездами, форма которых повторяет внешнюю форму изделий, механизм перемещения прижимной плиты в направлении к матрице и система создания вакуума в полостях гнезд матрицы и со стороны рабочей поверхности прижимной плиты, отличающееся тем, что система создания вакуума выполнена с возможностью формирования вакуума в со стороны рабочей поверхности прижимной плиты с задержкой по времени после формирования вакуума в полостях гнезд матрицы и одновременного прекращения действия вакуума в полостях матрицы и со стороны рабочей поверхности прижимной плиты.
3. Способ увеличения толщины стенок изделий для упаковки продуктов при формовании, заключающийся в подаче разогретого до состояния возможности проявления пластической деформации листа из вспененного полистирола в формовочный узел и перемещении этого листа прижимной плитой в направлении матрицы, создании вакуума в полости между матрицей и листом из вспененного полистирола для придания изделию формы гнезда матрицы и вакуума в полости между прижимной плитой и листом из вспененного полистирола после завершения процесса формообразования в матрице при сохранении вакуума в полости между матрицей и листом из вспененного полистирола, при этом величину вакуума между прижимной плитой и листом из вспененного полистирола выбирают меньше величины вакуума в полости между матрицей и листом из вспененного полистирола и равной по усилию началу пластической деформации материала этого листа.
| ВСПЕНЕННЫЙ ЛИСТ ПОЛИСТИРОЛА, СПОСОБ ТЕРМОФОРМОВАНИЯ ГЛУБОКО ВЫТЯНУТЫХ ИЗДЕЛИЙ ИЗ ВСПЕНЕННОГО ТЕРМОПЛАСТА И ГЛУБОКО ВЫТЯНУТОЕ ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ВСПЕНЕННОГО ЛИСТА ТЕРМОПЛАСТА | 1994 |
|
RU2133671C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВСПЕНЕННОГО ПОЛИСТИРОЛА И ВСПЕНЕННЫЙ ПОЛИСТИРОЛ | 1992 |
|
RU2089565C1 |
| ЗАВГОРОДНИЙ В.К | |||
| Механизация и автоматизация переработки пластических масс | |||
| - М.: Машиностроение, 1964, с.404-410 | |||
| US 4239727 А, 16.12.1980 | |||
| ОБОЛОЧКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ С ПОРИСТЫМ ВНЕШНИМ СЛОЕМ | 2005 |
|
RU2363575C2 |
| US 2002153088 A1, 24.10.2002 | |||
| DE 19840991 A1, 09.03.2000. | |||

