Изобретение относится к огнепроводным детонирующим шнурам и может быть использовано в перфорационных системах для нефтяной отрасли.
Известен аналог - детонирующий шнур, состоящий из сердцевины, обмоток из лавсановой пряжи, оболочки из модифицированного поливинилхлоридного пластиката (см., например, описание изобретения к авторскому свидетельству СССР 1616059, МПК6 C06C 5/04, опубл. 10.12.1995 г.).
К недостаткам аналога относится ослабление детонационной волны (детонационного импульса) при прохождении через его обмотки, которые играют роль своего рода преграды для распространения волны. При изготовлении детонирующего шнура из-за кратковременного останова засыпки взрывчатого вещества обмотка продолжает обматываться (формироваться) с образование в таких местах сужений. Такой детонирующий шнур не может обеспечить должным образом надежную передачу детонации по шнуру. Кроме того, конструкция шнура привела к технологии его изготовления в виде длинных шнуров, сматываемых в бухты длиной порядка 50 м. Изготовить короткие шнуры (длиной 1-5 м) при такой конструкции непосредственно в производственных условиях не представляется возможным.
Ближайшим аналогом является детонирующий шнур и способ его изготовления (варианты) (см., например, описание заявки на изобретение RU 2001131296, МПК7 C06C 5/04, опубл. 19.11.2001 г.).
Детонирующий шнур содержит полимерную трубку из термоусаживающегося материала с расположенной внутри сердцевиной из взрывчатого вещества.
Способ изготовления детонирующего заключается в формировании сердцевины из взрывчатого вещества и использовании полимерной трубки из термоусаживающегося материала, которую после формования сердцевины усаживают при повышенной температуре.
Недостатком ближайшего аналога является недостаточно высокая надежность из-за возможного несохранения сердцевиной своих геометрических размеров при помещении ее в полимерную трубку.
Технический результат выражается в повышении надежности передачи детонации по шнуру путем обеспечения постоянства геометрической формы сердцевины из взрывчатого материала.
Сущность детонирующего шнура характеризуется совокупностью существенных признаков, общих с ближайшим аналогом: полимерная трубка из термоусаживающегося материала и сердцевина из взрывчатого вещества, и отличных от ближайшего аналога: сердцевина из взрывчатого вещества обернута фторопластовой пленкой.
Сущность способа изготовления детонирующего шнура характеризуется совокупностью существенных признаков, общих с ближайшим аналогом: формирование сердцевины, размещение сердцевины из взрывчатого вещества в полимерной трубке из термоусаживающегося материала и последующее термоусаживание полимерной трубки из термоусаживающегося материала теромостатированием, и отличных от ближайшего аналога: сердцевину из взрывчатого вещества формируют методом прямого прессования или методом экструзии, затем оборачивают фторопластовой пленкой.
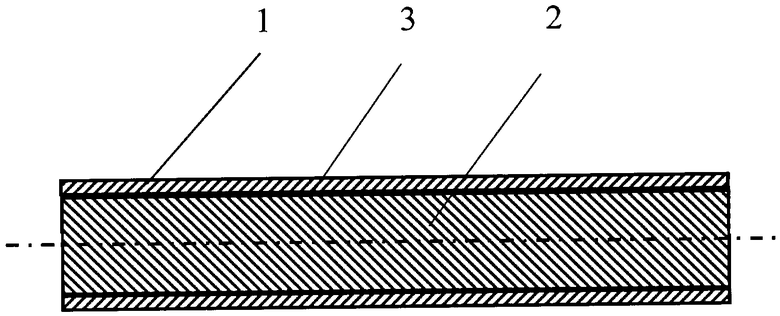
Сущность детонационного шнура и способа его изготовления поясняется чертежом, на котором показан отрезок детонационного шнура в продольном сечении.
Детонирующий шнур содержит полимерную трубку 1 из термоусаживающегося материала и сердцевину 2 из взрывчатого вещества, при этом сердцевина 2 из взрывчатого вещества обернута фторопластовой пленкой 3.
В первом варианте сердцевина выполнена из пластифицированного взрывчатого вещества.
Во втором варианте сердцевина может быть выполнена из сыпучего взрывчатого вещества.
В третьем варианте сердцевина может быть выполнена из взрывчатого вещества в виде шашек.
Способ изготовления детонирующего шнура заключается в формировании сердцевины 2, размещении сердцевины 2 из взрывчатого вещества в полимерной трубке 1 из термоусаживающегося материала и последующем термоусаживании полимерной трубки 1 из термоусаживающегося материала теромостатированием. Сердцевину 2 из пластифицированного взрывчатого вещества формируют методом прямого прессования или методом экструзии, затем оборачивают фторопластовой пленкой 3.
Такая конструкция детонирующего шнура и способ его изготовления позволяет получить плотное прилегание сердцевины 2, обернутой во фторопластовую пленку 3, к трубке 1. Получают плотный детонирующий шнур, усадочные процессы которого происходят при его изготовлении, исключая нежелательную усадку детонирующего шнура при его использовании в перфораторе в скважине.
Детонирующий шнур изготавливают в виде отрезков определенной длины (под длину перфоратора, в котором он будет использоваться). Детонирующий шнур может поставляться в виде отрезков в следующих вариантах:
- отрезок детонирующего шнура с бустерами, установленными (обжатыми) на двух концах детонирующего шнура;
- отрезок детонирующего шнура с бустером, установленным (обжатым) на одном конце детонирующего шнура, на другом конце которого устанавливается защитный колпачок.
В тех случаях, когда требуется установка взрывного патрона, колпачок снимается, детонирующий шнур подрезается (при необходимости), устанавливается взрывной патрон и обжимается. Взрывной патрон, по требованиям безопасности, должен устанавливаться на детонирующий шнур непосредственно на устье скважины. Поэтому транспортировка детонирующего шнура с установленным взрывным патроном недопустима.
Оборачивание фторопластовой пленкой 3 сердцевины 2 из взрывчатого вещества обеспечивает сохранение сердцевиной 2 своей геометрической формы в процессе изготовления детонирующего шнура. При установке сердцевины 2 внутри термоусаживаемой трубки 1 контакт взрывчатого вещества осуществляется через фторопластовую пленку 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬНЫЙ ПЕРФОРАТОР | 2012 |
|
RU2519088C2 |
| УДАРНЫЙ ДЕТОНАТОР | 2012 |
|
RU2516600C2 |
| УЗЕЛ ФИКСАЦИИ ПОЛОЖЕНИЯ БУСТЕРА И ДЕТОНИРУЮЩЕГО ШНУРА В УСТРОЙСТВЕ ПЕРЕДАЧИ ДЕТОНАЦИИ | 2010 |
|
RU2422627C1 |
| КУМУЛЯТИВНЫЙ ЗАРЯД И ЕГО ОБЛИЦОВКА | 2007 |
|
RU2371662C2 |
| УЗЕЛ СОЕДИНЕНИЯ И ПЕРЕДАЧИ ДЕТОНАЦИИ КУМУЛЯТИВНОГО КОРПУСНОГО ПЕРФОРАТОРА | 2012 |
|
RU2519091C2 |
| УЗЕЛ ПЕРЕДАЧИ ДЕТОНАЦИИ КУМУЛЯТИВНОГО ПЕРФОРАТОРА | 2008 |
|
RU2386793C1 |
| УСТРОЙСТВО ПОСЛЕДОВАТЕЛЬНОГО ИНИЦИИРОВАНИЯ ПЕРФОРАЦИОННОЙ СИСТЕМЫ | 2013 |
|
RU2561828C2 |
| СПОСОБ КРЕПЛЕНИЯ КУМУЛЯТИВНОГО ЗАРЯДА В КАРКАСЕ ПЕРФОРАТОРА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2378498C1 |
| Детонирующий шнур | 2018 |
|
RU2691715C1 |
| МОДУЛЬНЫЙ ПЕРФОРАТОР | 2015 |
|
RU2610780C1 |
Изобретение относится к огнепроводным детонирующим шнурам и может быть использовано в перфорационных системах для нефтяной отрасли. Детонирующий шнур содержит полимерную трубку из термоусаживающегося материала и сердцевину из взрывчатого вещества, при этом сердцевина из взрывчатого вещества обернута фторопластовой пленкой. В первом варианте сердцевина выполнена из пластифицированного взрывчатого вещества. Во втором варианте сердцевина может быть выполнена из сыпучего взрывчатого вещества. В третьем варианте сердцевина может быть выполнена из взрывчатого вещества в виде шашек. Способ изготовления детонирующего шнура заключается в формировании сердцевины, размещении сердцевины из взрывчатого вещества в полимерной трубке из термоусаживающегося материала и последующем термоусаживании полимерной трубки из термоусаживающегося материала теромостатированием. Сердцевину из пластифицированного взрывчатого вещества формируют методом прямого прессования или методом экструзии, затем оборачивают фторопластовой пленкой. Технический результат выражается в повышении надежности передачи детонации по шнуру путем обеспечения постоянства геометрической формы сердцевины из взрывчатого материала. 2 н. и 3 з.п. ф-лы, 1 ил.
1. Детонирующий шнур, содержащий полимерную трубку из термоусаживающегося материала и сердцевину из взрывчатого вещества, отличающийся тем, что сердцевина из взрывчатого вещества обернута фторопластовой пленкой.
2. Детонирующий шнур по п.1, отличающийся тем, что сердцевина выполнена из пластифицированного взрывчатого вещества.
3. Детонирующий шнур по п.1, отличающийся тем, что сердцевина выполнена из сыпучего взрывчатого вещества.
4. Детонирующий шнур по п.1, отличающийся тем, что сердцевина выполнена из взрывчатого вещества в виде шашек.
5. Способ изготовления детонирующего шнура по п.1, заключающийся в формировании сердцевины, размещении сердцевины из взрывчатого вещества в полимерной трубке из термоусаживающегося материала и последующем термоусаживании полимерной трубки из термоусаживающегося материала термостатированием, отличающийся тем, что сердцевину из взрывчатого вещества формируют методом прямого прессования или методом экструзии, затем оборачивают фторопластовой пленкой.
| Способ контроля герметичности изделий с упругой оболочкой | 1983 |
|
SU1120200A1 |
| Николаев А.Ф | |||
| Синтетические полимеры и пластические массы на их основе | |||
| - М.: Химия, 1966 | |||
| Многооборотный датчик угла перемещения | 1982 |
|
SU1089403A1 |
| RU 2001131296 A, 20.08.2003 | |||
| ДЕТОНИРУЮЩИЙ ШНУР | 1986 |
|
SU1448619A1 |
| ТЕРМОВОДОСТОЙКИЙ ДЕТОНИРУЮЩИЙ ШНУР | 1997 |
|
RU2135440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТОНИРУЮЩЕГО ШНУРА | 1999 |
|
RU2167844C2 |
| ДЕТОНИРУЮЩИЙ ШНУР | 1993 |
|
RU2081101C1 |
| Фиксатор для бедренной кости | 1985 |
|
SU1326260A1 |
| ОГНЕПРОВОДНЫЙ ШНУР И СОСТАВ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2170222C1 |
| Формирователь треугольных импульсов | 1978 |
|
SU752770A1 |

