Изобретение относится к металлической фольге, состоящей в основном из никеля и вольфрама.
При горячей деформации (например, при прокатке слитков в слябы) очень чистые никелевые сплавы подвержены образованию дефектов в материале таких, как трещины и разрывы, в частности, в том случае, когда слиток (например, полученный вакуумной индукционной плавкой) снова был переплавлен (например, вакуумным дуговым переплавом).
Для особых случаев применения, например, в качестве сверхпроводящих лент, требуются очень чистые сплавы, вследствие чего в этом случае возникает конфликт целей.
В DE 10005861 C2 раскрыты металлический материал на основе никеля и способ его получения. Материал имеет кубическую текстуру рекристаллизации и состоит из никелевого сплава следующего состава: Nia (Mob, Wc)d Ме, где M означает один или несколько металлов кроме Ni, Mo, Fe или W, при этом:
a=100-(d+e),
(d+е)≤50,
b=0-12,
c=0-12,
d=(b+c)=0,01-12,
е=0-49,9
соответственно в ат.%, при необходимости с содержанием незначительных технологически обусловленных примесей.
При изготовлении сначала получают пирометаллургическим способом или способом порошковой, металлургии или механическим легированием сплав указанного состава, который обрабатывают способом горячей деформации с последующей интенсивной холодной деформацией для получения ленты. Последнюю подвергают рекристаллизационному отжигу в восстановительной или не окислительной атмосфере. Такие сплавы выплавляют сегодня по существу только в лабораторном масштабе или же малыми партиями в пределах нескольких кг, в результате чего достигается высокая степень чистоты. Однако это условие не обязательно может быть перенесено на промышленные садки, выражаемые в тоннах. Наоборот следует исходить из того, что этот материал в виде слитка диаметром в несколько сотен миллиметров разрушится при горячей деформации и, следовательно, выход качественного материала упадет ниже экономически допустимого предела, присущего для коммерческого продукта.
В DE 102004041053 B4 описан толстый слой покрытия REBCO для проводников (coated Conductors), при этом покрытие наносится посредством химического осаждения раствора (Chemical Solution Deposition) и содержит высокотемпературный сверхпроводящий ленточный проводник, по меньшей мере, подложку, буферный слой и высокотемпературный сверхпроводник. В этом патенте сообщается о нанесении буферных и сверхпроводящих слоев на подложку, но ничего не говорится об особенностях последней.
Из DE 10200445 B4 известны металлическая лента для нанесения эпитаксиальных покрытий и способ получения такой ленты. Металлическая лента состоит из слоистого композиционного материала, содержащего, по меньшей мере, один основной, двухосно текстурированный слой из металлов Ni, Cu, Ag или их сплавов и, по меньшей мере, один дополнительный металлический слой, при этом отдельные дополнительные металлические слои состоят из одной или нескольких интерметаллических фаз или из металла, содержащего одну или несколько интерметаллических фаз. Никель-вольфрамовая система не упомянута, а также и требования, предъявляемые к промышленному производству, в частности, с применением горячей деформации, также не упомянуты.
В основу изобретения положена задача оптимизации, состоящей в основном из никеля и вольфрама металлической фольги за счет добавки определенных легирующих элементов таким образом, чтобы достигалась высокая степень рентабельности производства с использованием промышленных садок при низком браке и чтобы одновременно соблюдались требования к дальнейшей обработке для получения высокотемпературного сверхпроводящего слоистого композиционного материала.
Указанная задача решается с помощью металлической фольги, содержащей:
а также Al и/или Mg и/или B в количестве:
и неизбежные сопутствующие элементы в количестве <0,5 вес.%.
Предпочтительное содержание Ni и W составляет:
В целях повышения степени чистоты этого сплава содержание Ni и W может быть дополнительно ограничено, а именно:
Для дополнительного повышения степени чистоты и соответственно для повышения обрабатываемости сплава металлическая фольга по изобретению должна содержать предпочтительно А1 и/или Mg и/или В в количестве:
Сопутствующими элементами (технологически обусловленными примесями) являются элементы при следующем содержании:
Для обеспечения необходимой чистоты сплава, в частности, при промышленной плавке в количестве более 1 т, в частности более 3 т, необходимо предварительно уменьшить содержание указанных сопутствующих элементов по возможности ниже указанных величин.
В рамках допустимых затрат являются возможными в настоящее время с коммерческой точки зрения следующие предельные содержания нежелательных сопутствующих элементов в промышленном производстве:
Аналогично DE 10200445 В4 металлическая фольга согласно изобретению применяется предпочтительно в качестве металлической ленты для эпитаксиальных покрытий.
Исходный материал, получаемый индукционной вакуумной плавкой и при необходимости вакуумным дуговым переплавом, деформируют в горячем состоянии, обрабатывают при высокой степени холодной деформации (свыше 90%) в виде специального технологического процесса и затем отжигают в температурном интервале от 700 до 1200°С. При этом образуется большая доля кубической текстуры. Для обеспечения высокого качества указанной доли кубической текстуры степень чистоты сплава должна быть очень высокой, т.е. содержание упомянутых сопутствующих элементов, препятствующих образованию кубической текстуры, должно быть очень низким. Особо следует отметить, что в отличие от уровня техники, представляемого патентом DE 10005861 С2, возможны также промышленные садки весом свыше 3 т, при этом не нарушается требование относительно чистоты сплава согласно изобретению.
Упомянутый выше конфликт целей может быть устранен конкретным легированием посредством магния и/или бора, и/или алюминия, поскольку эти элементы способствуют обеспечению хорошей или улучшенной горячей деформируемости полученного в промышленном масштабе исходного материала и в случае применения описанных присадок удовлетворяют требованиям получения кубической текстуры без ограничения последующей обработки металлической фольги.
Согласно другому изобретательскому замыслу предлагается металлическая фольга, поверхность которой характеризуется статическим краевым углом смачивания менее 80°, измеряемым смесью из деионизированной воды и пропионовой кислоты в основном в соотношении 1:1.
Для определенных случаев применения может оказаться целесообразным обеспечение статического краевого угла смачивания менее 75° или менее 70°.
В таблице 1 приведен химический состав трех лабораторных садок согласно изобретению, а также одной промышленной садки согласно изобретению весом более 3 т.
В отличие от лабораторных садок LB 2000, LB 2002 и LB 2004 садка GT 171325 составила 5 т расплава. Произведенный в промышленном масштабе сплав GT 171325 получили способом индукционной вакуумной плавки. Сравнение лабораторных садок с промышленной садкой показало, что приготовленная промышленным способом садка не уступала по своей степени чистоты лабораторным садкам и, следовательно, обеспечивает возможность для рентабельного производства при минимальном браке будущей продукции.
Исходный материал, полученный индукционной вакуумной плавкой, без проблем подвергается горячей прокатке от слитка до сляба и последующей горячекатаной ленты. При этом растрескивания не происходит. Ленту обрабатывали с высокой степенью холодной деформации (свыше 90%) в виде специального технологического процесса и затем отжигали при температуре от 850 до 1150°С. При высокой степени чистоты промышленной садки, обусловленной контролируемой добавкой алюминия и/или магния, и/или бора в количестве согласно изобретению, стало возможным обеспечение высокого качества кубической текстуры.
Ниже подробно описывается способ измерения статического краевого угла смачивания.
Этот способ позволяет охарактеризовать свойства поверхности твердых тел. Для определения свойств никель-вольфрамовой ленты пригодна вода или смесь из воды и пропионовой кислоты в соотношении 1:1. Применяемую воду очистили с помощью ионообменников, ее остаточная проводимость должна составлять менее 5,0 мкСм/см. Пропионовая кислота имела чистоту 99,5% и плотность от 0,993 до 0,995 г/см3. Ее не подвергали специальной дополнительной обработке.
Измерение производилось с помощью микроскопа отраженного света Axiotech с объективом Epiplan 5×/0,13 HD. Поскольку измерение сверху было не возможно, то с помощью зеркала изменили ход луча в микроскопе на 90°, в результате чего образовалось изображение сбоку.
Поверхность образца должна быть по возможности плоской, поэтому в случае необходимости резание должно производиться кромкообрезным устройством вместо ножниц. По возможности до момента измерения лента должна храниться в среде сухого защитного газа (99,99%-ый азот) в целях исключения фальсификации результатов измерения из-за поверхностного окисления. Дополнительно ленту подвергают очистке в течение 15 минут в ультразвуковой ванне с i-пропанолом и сушат при 80° в вакууме.
Образец закрепляется на предметном стекле с помощью двухсторонней клейкой ленты и слегка прижимается без образования вмятин. Соответствующая жидкость наносится шприцом с канюлей, при этом наносимый объем должен быть всегда одинаковым. Измерение проводится при 22°С.
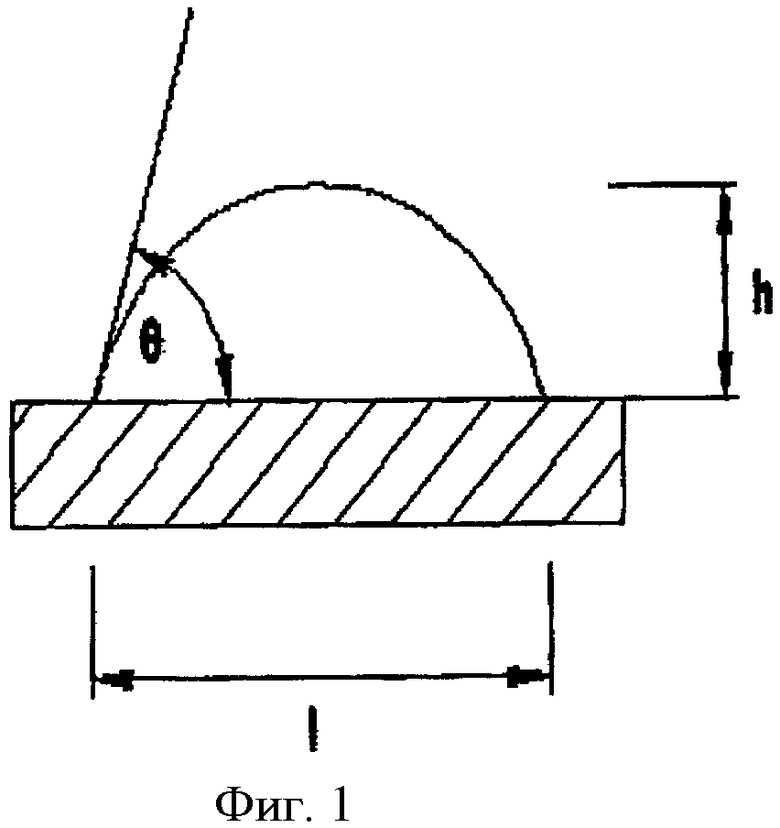
Обработка результатов измерения происходит с помощью соответствующей графической программы. Краевой угол смачивания Θ складывается из высоты h капли и ширины I при следующей зависимости:
 .
.
Достаточное смачивание покрывающими растворами достигается в том случае, когда краевой угол смачивания ленты деионизированной водой не превышает 80°, однако чрезвычайно высокое смачивание достигается в том случае, когда краевой угол по отношению к воде составляет менее 60°. Если угол смачивания велик и составляет, в частности, более 90°, то невозможно нанести после смачивания текстурированный слой на никель-вольфрамовую подложку.
Предмет изобретения показан на фиг.1-3. На них изображено:
фиг.1 - определение краевого угла смачивания Θ,
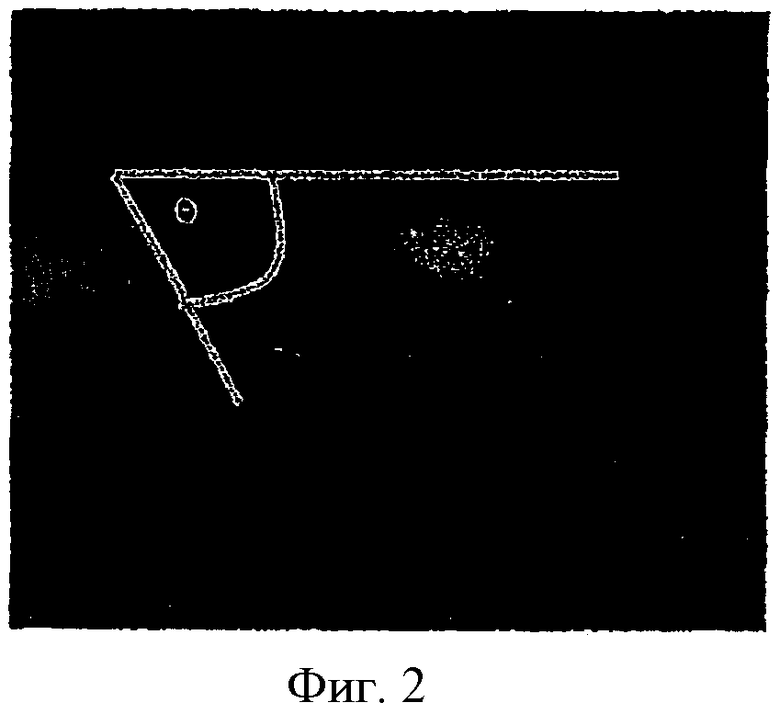
фиг.2 - краевой угол смачивания менее 75°. Перед нанесением покрытия подложку тщательно обработали начальным раствором,
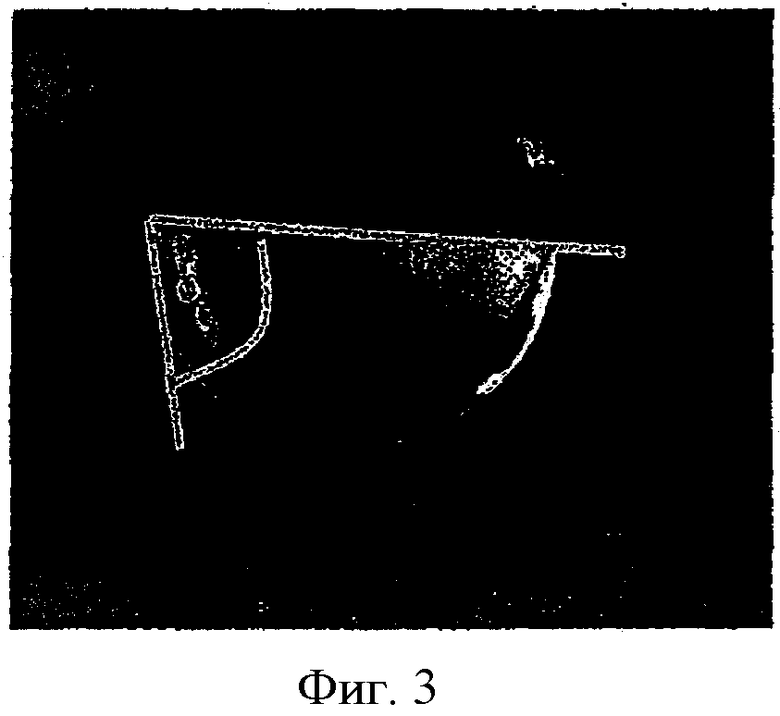
фиг.3 - краевой угол смачивания более 80°. Нанесение начального раствора ведет к неудовлетворительным результатам.
Изобретение относится к области металлургии, в частности к металлической фольге на основе никеля. Предложена металлическая фольга, содержащая, вес.%: 80-90 Ni, 10-20 W, а также Al и/или Mg, и/или В в количестве: Al 0,0001 - не более 0,02, Mg 0,0001 - не более 0,015, В 0,0001 - не более 0,005. Технический результат - повышение качества металлической фольги и свойств, необходимых для получения в результате дальнейшей обработки высокотемпературного сверхпроводящего слоистого композиционного материала. 2 н. и 10 з.п. ф-лы, 3 ил., 1 табл.
1. Металлическая фольга, содержащая, вес.%:
а также Al и/или Mg, и/или В в количестве:
2. Металлическая фольга по п.1, содержащая, вес.%:
3. Металлическая фольга по п.1, содержащая, вес.%:
4. Металлическая фольга по п.1, содержащая Al и/или В в количестве, вес.%:
5. Металлическая фольга по п.1, отличающаяся тем, что сопутствующие элементы в сплаве составляют, вес.%:
6. Металлическая фольга по п.1, отличающаяся тем, что сопутствующие элементы в сплаве составляют, вес.%:
7. Металлическая фольга по п.1, полученная из исходного материала холодной деформацией при ее степени более 90% с последующим отжигом в температурном интервале 700-1200°С.
8. Металлическая фольга по п.1, при этом ее поверхность характеризуется статическим краевым углом смачивания менее 80°, измеряемым посредством смеси из деионизированной воды и пропионовой кислоты в соотношении 1:1.
9. Металлическая фольга по п.1, при этом ее поверхность характеризуется краевым углом смачивания менее 75°, измеряемым посредством смеси из деионизированной воды и пропионовой кислоты в соотношении 1:1.
10. Металлическая фольга по п.1, при этом ее поверхность характеризуется краевым углом смачивания менее 70°, измеряемым посредством смеси из деионизированной воды и пропионовой кислоты в соотношении 1:1.
11. Металлическая фольга по любому из пп.1-10, полученная из выплавленного исходного материала в количестве свыше 1 т.
12. Применение металлической фольги по любому из пп.1-10 в качестве металлической ленты для нанесения эпитаксиальных покрытий.
| DE 10005861 A1, 12.10.2000 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИИ ДЛЯ БОР-НЕЙТРОНОЗАХВАТНОЙ ТЕРАПИИ ЗЛОКАЧЕСТВЕННЫХ ОПУХОЛЕЙ (ВАРИАНТЫ) | 2019 |
|
RU2720458C1 |
| УСТРОЙСТВО ДЛЯ СКЛЕРОПЛАСТИЧЕСКИХ ОПЕРАЦИЙ ПРИ ОТСЛОЙКЕ СЕТЧАТКИ | 1996 |
|
RU2116773C1 |
| 0 |
|
SU298696A1 | |

