Изобретение относится к области машиностроения для получения поверхностей трения с газодинамическими канавками, например колец бесконтактных торцовых уплотнений перекачивающих компрессоров, упорных подпятников и подшипников, работающих на газовой смазке. Профилированные газодинамические канавки, создаваемые на рабочих поверхностях, работают на эффекте использования вязких свойств газа. В результате относительного перемещения поверхностей трения относительно друг друга канавки обеспечивают нагнетание газовой среды и повышение давления в зазоре между поверхностями колец, приводя к устойчивому их разделению. Эффективным способом обеспечения требуемого ресурса работы узла с газовой смазкой, помимо применения качественных материалов, является оптимизация профиля сечения газодинамической канавки. Создание уклона дна канавки приводит к значительному повышению жесткости несущего газового слоя и, следовательно, к уменьшению вероятности кратковременных касаний рабочих поверхностей в аварийной ситуации и снижению времени контактного взаимодействия их в периоды пуска и остановки.
Известен способ получения газодинамических канавок с наклонным дном на рабочих поверхностях торцовых уплотнений перекачивающих насосов (см. Проспект фирмы Burgmann. Dry Gas Seals. Burgmann Dichtungswerke GmbH&Co RS. www.burgmann.com.). Травление газодинамических канавок ведется лазерным лучом по программе, обеспечивающей последовательную обработку каждой из канавок, находящихся на поверхности кольца. Программа управления лазерным лучом также обеспечивает изменение мощности лазерного луча по определенному закону, приводящему к изменению скорости испарения обрабатываемого материала от точки к точки. К недостаткам этого метода обработки можно отнести невозможность обработки некоторых материалов с требуемой точностью, высокая стоимость обработки, значительный разброс глубин канавок от канавки к канавке и в ряде случаев высокая шероховатость обработанной поверхности. Наихудшие результаты по точности и воспроизводимости профиля канавок наблюдаются при обработке металлических поверхностей, что связано с высокой теплопроводностью обрабатываемых материалов и как результат с проявлением расплавления и растекания материала на периферии пятна лазерного луча.
Известно ионно-плазменное травление твердых поверхностей посредством бомбардировки их высокоэнергетичными ионами через окна в металлической тонколистовой маске (шаблоне), накладываемой предварительно на обрабатываемую поверхность (см. Григорьев С.Н., Воронин Н.А. Технологии вакуумно-плазменной обработки инструмента и деталей машин. Учебник, М.: ИЦ МГТУ «Станкин», Янус-К, 2005, с.203 - 208). По этому способу используется одна маска, которая имеет прорези (окна) требуемой конфигурации. Достоинством этого способа является возможность обработки практически любых твердых материалов и одновременная обработка всех газодинамических канавок с высокой точностью. Недостатком этого способа является невозможность получения газодинамических канавок с наклонным дном.
Основной технической задачей настоящего изобретения является возможность получения газодинамических канавок с наклонным дном с помощью ионно-плазменного травления.
Решение поставленной задачи достигается тем, что: в отношении объекта «СПОСОБ»: в способе получения газодинамических канавок с наклонным дном, заключающемся в ионно-плазменном травлении участков поверхности через окна (прорези) в шаблонной маске, предварительно накладываемой на обрабатываемую плоскую поверхность, согласно изобретению окна в шаблонной маске периодически перекрываются краями окон (прорезей) экранирующей маски.
В случае применения масок с количеством окон, в два раза меньшим, чем количество требуемых по технической документации газодинамических канавок на изделии, способ реализуется в два этапа: после ионного травления в течение требуемого периода времени перемещают обе маски в одном и том же направлении (например, по часовой стрелке) из их первоначального положения на угол 2θ, соответствующий требуемому по конструкторской документации угловому шагу размещения газодинамических канавок на поверхности упорного подпятника, и вновь подвергают изделие ионно-плазменному травлению.
В отношении объекта «УСТРОЙСТВО»: устройство снабжено экранирующей маской с окнами (прорезями) и механизмом ее перемещения относительно шаблонной маски для обеспечения периодического перекрытия окон (прорезей) шаблонной маски. Экранирующая маска должна размещаться соосно с шаблонной маской непосредственно над ее поверхностью и без зазора. Очертания краев окон (прорезей) и количество окон у обеих масок тождественны.
Однако экранирующая маска может иметь окна (прорези), количество которых в два раза меньше, чем требуемое количество газодинамических канавок на обрабатываемой поверхности упорного подпятника. При этом, как правило, края окон (прорезей) у экранирующей маски могут быть выполнены, в частности, как прямолинейные, так и криволинейные с различным радиусом кривизны.
Для реализации поставленной задачи механизм перемещения экранирующей маски должен обеспечивать ей возвратно-качательное движение на угол γ, соответствующий угловой ширине окна (прорези) в экранирующей маске, в течение всего времени обработки. Экранирующая маска в процессе получения газодинамических канавок совершает возвратно-качательное движение с равномерной или неравномерной угловой скоростью относительно оси симметрии, проходящей через ось симметрии шаблонной маски, в свою очередь, совмещенную с осью симметрии обрабатываемой поверхности изделия.
Предлагаемое изобретение иллюстрируется чертежами, представленными на фиг.1-18.
На фиг.1 изображена принципиальная схема метода ионного травления газодинамических канавок на рабочей поверхности кольца в вакуумной камере с помощью щелевого ионного газового источника: 1 - ионный источник; 2 - направленный поток ионов; 3 - вакуумная камера; 4 - обрабатываемое кольцо; 5 - шаблонная маска; 6 - экранирующая маска. Обрабатываемое кольцо 4 и маски 5, 6 показаны на фиг.1 в разрезе.
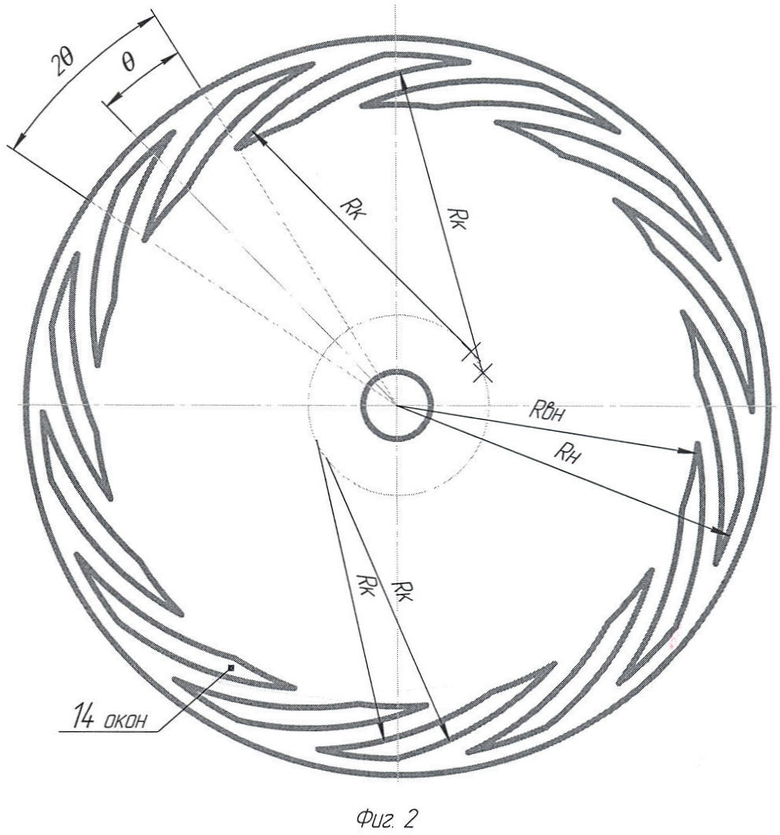
На фиг.2. приведен чертеж типовой шаблонной маски для травления 14 газодинамических канавок спирального вида с очертаниями окон по дугам окружности. Угол 2θ - угловой шаг размещения окон в шаблонной маске, равный угловому шагу размещения газодинамических канавок на кольце. Угол θ - угловая ширина окна в шаблонной маске, равная угловой ширине газодинамической канавки на кольце.
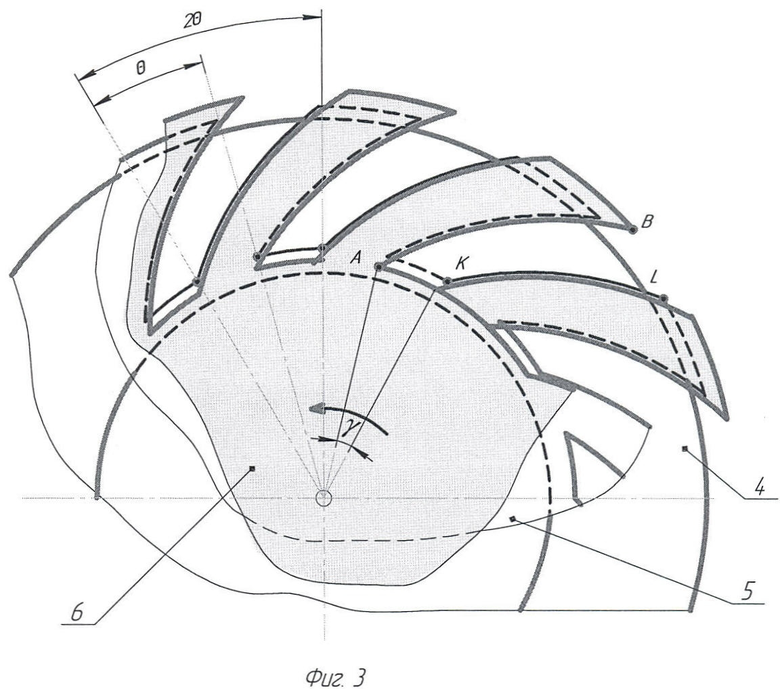
На фиг.3 изображена принципиальная схема размещения экранирующей маски 5 относительно шаблонной маски 6 и поверхности обрабатываемого кольца 4. Шаблонная и экранирующая маски выполнены в соответствии с чертежом, представленном на фиг.2.
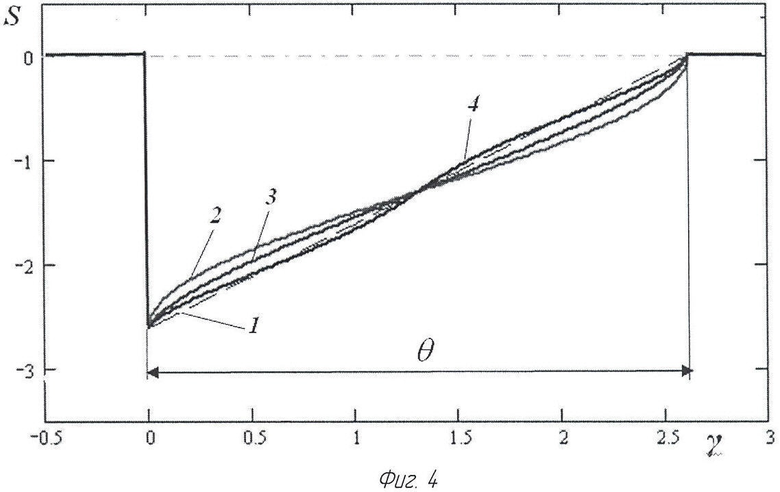
На фиг.4 представлен теоретический профиль газодинамической канавки в поперечном направлении при использовании устройства по фиг.3 и различных законах изменения угловой скорости экранирующей маски при возвратно-качательном движении. S - глубина канавки в относительных единицах.
На фиг.5 приведен чертеж шаблонной маски для травления каждой второй газодинамической канавки спирального вида с очертаниями окон по дугам окружности. Угол 4θ - угловой шаг размещения окон в шаблонной маске. Угол θ - угловая ширина окна в шаблонной маске, равная угловой ширине газодинамической канавки на кольце.
На фиг.6 приведен чертеж экранирующей маски с очертаниями окон по дугам окружности. Угол 4θ - угловой шаг размещения окон в экранирующей маске. Угол 2θ - угловая ширина окна в экранирующей маске, равная удвоенной угловой ширине газодинамической канавки на кольце.
На фиг.7 изображена принципиальная схема размещения экранирующей маски 5 относительно шаблонной маски 6 и поверхности обрабатываемого кольца 4. Шаблонная 6 и экранирующая 5 маски выполнены в соответствии с чертежами, представленными на фиг.5 и 6 соответственно.
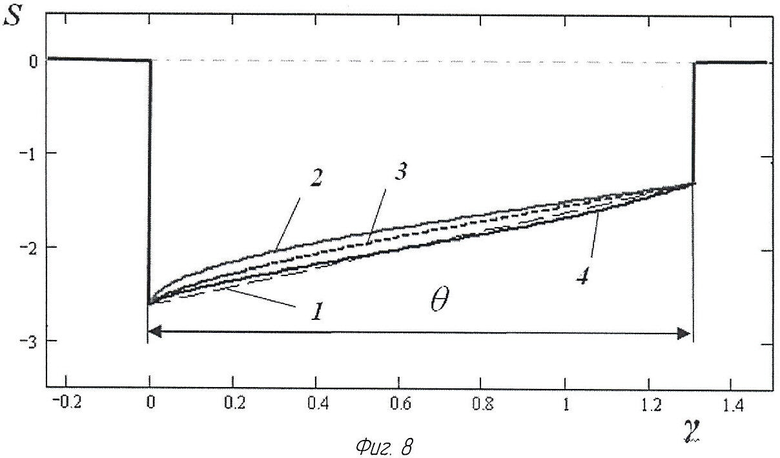
На фиг.8 представлен теоретический профиль газодинамической канавки в поперечном направлении при использовании устройства по фиг.7, размещении экранирующей маски в начальном положении (в момент начала процесса обработки) в позиции I и различных законах изменения угловой скорости экранирующей маски при возвратно-качательном движении.
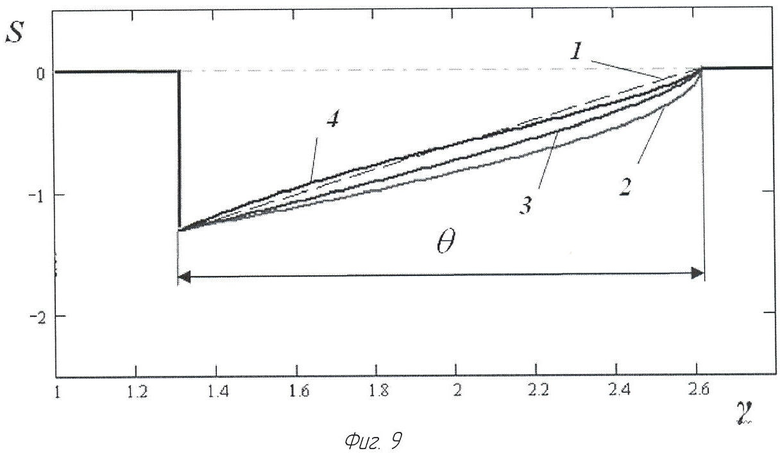
На фиг.9 представлен теоретический профиль газодинамической канавки в поперечном направлении при использовании устройства по фиг.7, размещении экранирующей маски в начальном положении в позиции II и различных законах изменения угловой скорости экранирующей маски при возвратно-качательном движении.
На фиг.10 представлен теоретический профиль газодинамической канавки в поперечном направлении при использовании устройства по фиг.7, размещении экранирующей маски в начальном положении в позиции III и различных законах изменения угловой скорости экранирующей маски при возвратно-качательном движении.
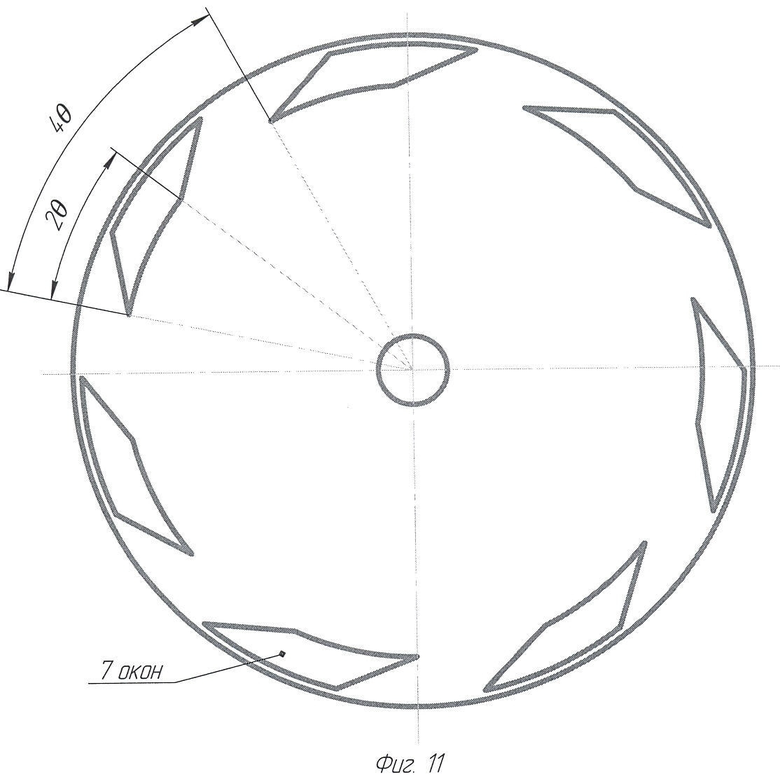
На фиг.11 приведен чертеж экранирующей маски с очертаниями боковых сторон окон по прямым линиям. Угол 4θ - угловой шаг размещения окон в экранирующей маске. Угол 2θ - угловая ширина окна в экранирующей маске, равная удвоенной угловой ширине газодинамической канавки на кольце.
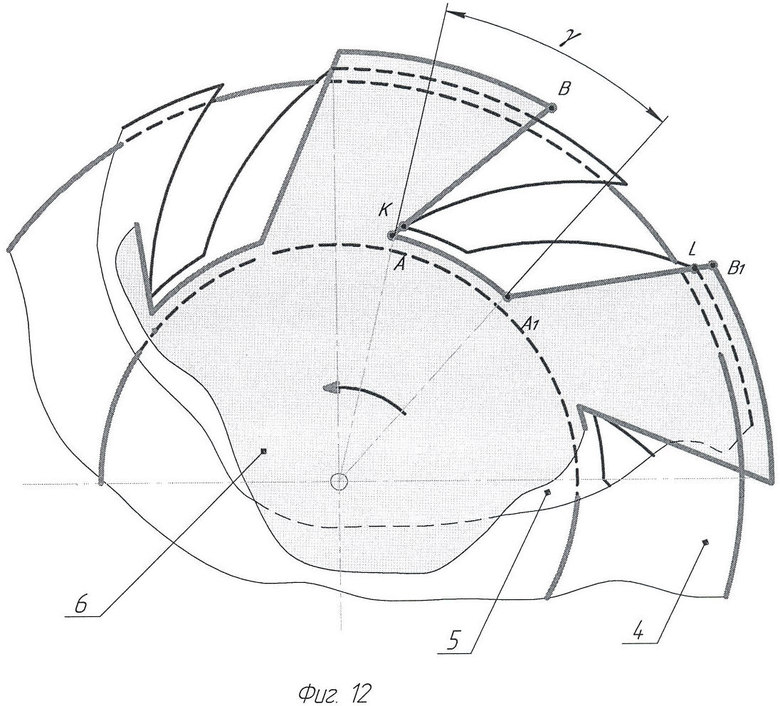
На фиг.12 изображена принципиальная схема размещения экранирующей маски 5 относительно шаблонной маски 6 и поверхности обрабатываемого кольца 4. Шаблонная 6 и экранирующая 5 маски выполнены в соответствии с чертежами, представленными на фиг.5 и 11 соответственно.
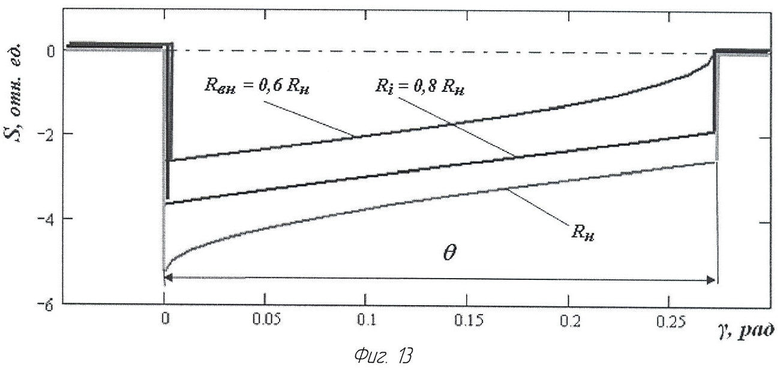
На фиг.13 представлены теоретические профили газодинамической канавки по ширине на различных радиусах кольца в виде графиков изменения глубины канавки от величины углового перемещения экранирующей маски при использовании устройства, соответствующего фиг.12, и синусоидальном законе изменения угловой скорости экранирующей маски при возвратно-качательном движении.
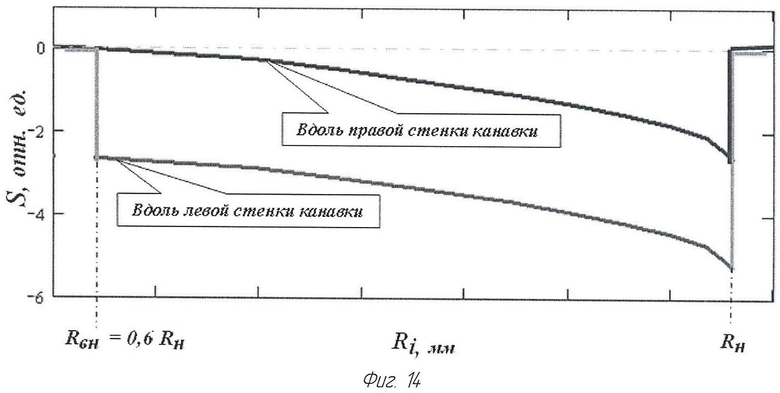
На фиг.14 представлены теоретические профили газодинамической канавки вдоль боковых стенок в виде графиков изменения глубины канавки от величины текущего радиуса при использовании устройства, соответствующего фиг.12, и синусоидальном законе изменения угловой скорости экранирующей маски при возвратно-качательном движении.
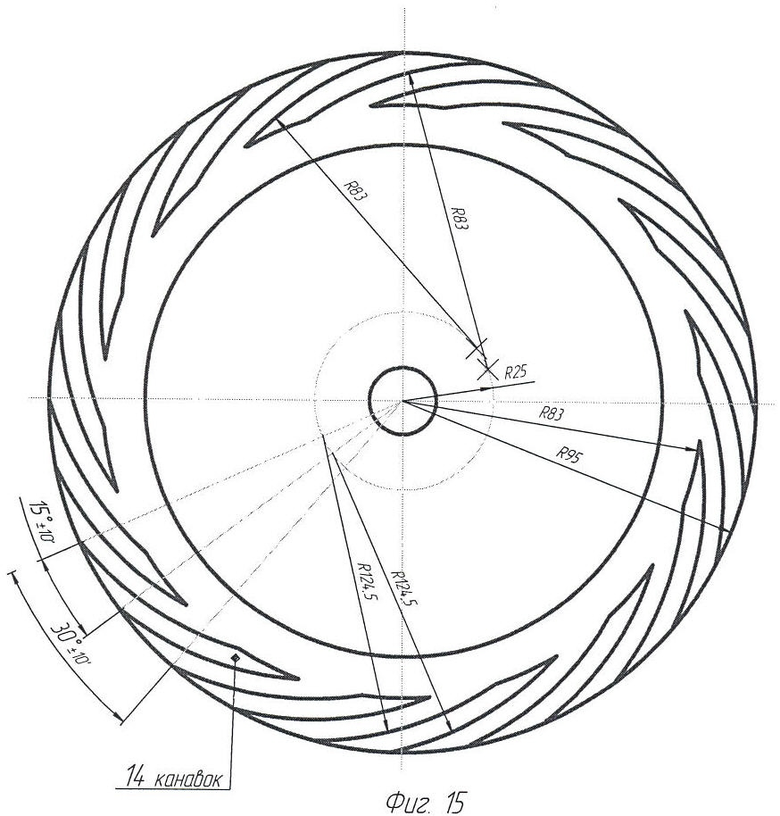
На фиг.15 представлен реальный чертеж стального кольца торцового уплотнения с 14 спиральными газодинамическими канавками.
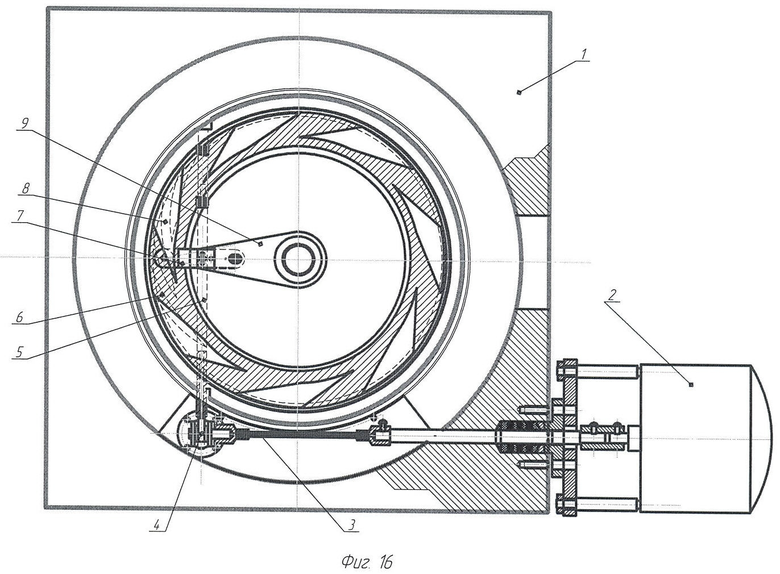
На фиг.16 представлен чертеж размещения привода механизма управления движением экранирующей маски: 1 - вакуумная камера, 2 - электрический двигатель, 3 - гибкий вал, 4 - кулачковый механизм, 5 - толкатель, 6 - экранирующая маска, 7 - рычаг, 8 - шаблонная маска, 9 - поводок.
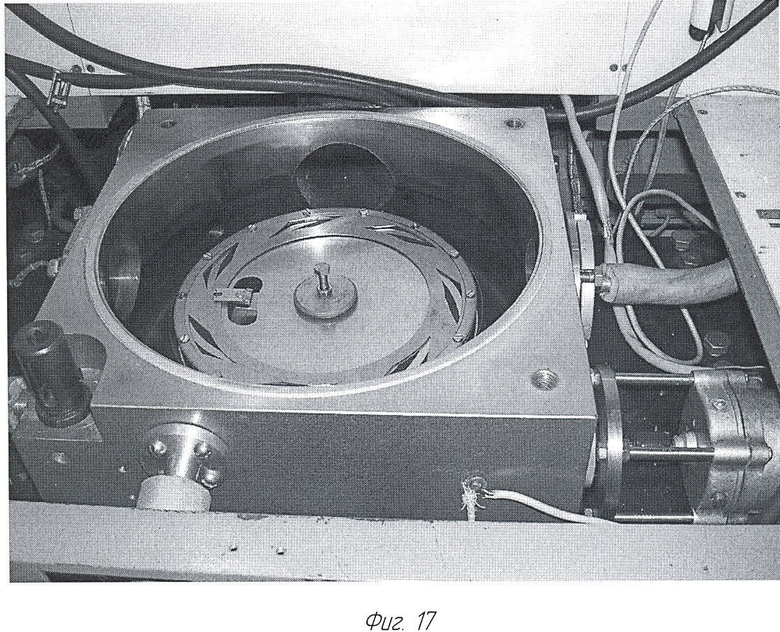
На фиг.17 представлен общий вид вакуумной камеры с оснасткой, приводом и ионным источником: а) фотография вакуумной камеры с оснасткой и электродвигателем, б) фотография вакуумной камеры и ионно-плазменного источника щелевого типа.
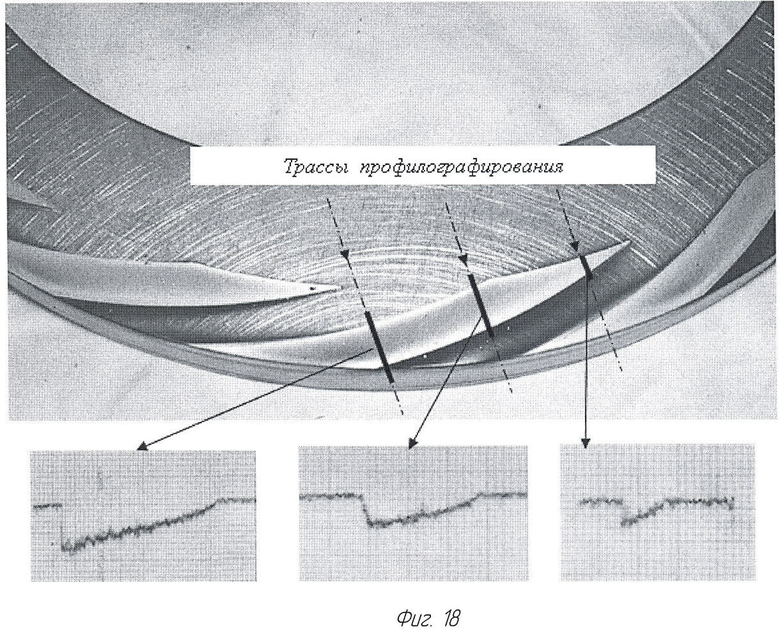
На фиг.18 представлены профилограммы поперечного сечения канавок на различных радиусах обработанного кольца.
Способ согласно настоящему изобретению реализуется следующим образом. В вакуумную камеру 3 (фиг.1), содержащей источник 1, помещается обрабатываемое кольцо 4, на поверхности которого закреплена жестко шаблонная маска 5. На поверхность шаблонной маски 5 устанавливается маскирующая маска 6, имеющая возможность от внешнего привода совершать возвратно-вращательное движение на определенный угол относительно своей оси симметрии, которая совпадает с осью симметрии шаблонной маски 5. В качестве ионного источника может быть использован источник газообразных или металлических частиц, например щелевой источник типа «Радикал», многоаппертурный источник типа Кауфмана, источник металлических ионов на основе электродугового испарения, источник быстрых нейтральных молекул типа «Метель» и др. Обрабатываемое кольцо 4 в сборке с масками устанавливается в вакуумной камере оппозитно выходному отверстию ионного источника и таким образом, чтобы поток заряженных частиц 2, создаваемых источником в области обработки поверхности кольца, был преимущественно однороден. Однородность потока заряженных частиц достигается конструкцией ионного источника и расположением на определенном расстоянии обрабатываемой поверхности по отношению к ионному источнику. Вакуумная камера откачивается с помощью откачных средств до требуемого для стабильной работы конкретного ионного источника рабочего разрежения (давления остаточных газов). Включается ионный источник и привод движением экранирующей маски. Ведется обработка определенное время, рассчитываемое из условия определения требуемой по конструкторской документации глубины газодинамической канавки.
Способ получения по данному изобретению позволяет получать газодинамические канавки с наклонным дном в радиальном (по длине канавки) и тангенциальном (по ширине канавки) направлениях для однонаправленных канавок, имеющим в плане форму очертаний, выполненных по прямой линии и криволинейные, например совпадающие с кривыми высшего порядка: по спирали (логарифмическая, архимедова), по кругу и т.п. Типовая шаблонная маска, используемая для получения газодинамических канавок с плоским дном на кольцах торцовых уплотнений, представлена на фиг.2, очертания краев окон в данной шаблонной маске выполнены по круговым линиям. Количество окон в данной шаблонной маске соответствует количеству газодинамических канавок, создаваемых на кольце торцового уплотнения. Особенностью шаблонной маски вообще и при использовании ее в данном изобретении является то, что размеры и форма прорезей (окон) в шаблонной маске должны точно соответствовать конструкторским требованиям, так как это обеспечивает точность получения газодинамической канавки на рабочей поверхности обрабатываемого кольца.
Для получения газодинамических канавок с криволинейными в плане очертаниями стенок и с наклонным дном в качестве экранирующих масок могут быть использованы маски с окнами (прорезями), очертания которых выполнены как совпадающие с очертаниями краев окон в шаблонной маске, так и не совпадающие. В последнем случае края окон в экранирующей маске могут быть выполнены как прямолинейные, так и криволинейные с различным радиусом кривизны.
Для получения газодинамических канавок с наклонным дном только по ширине канавки используются экранирующие маски с равным количеством газодинамических канавок на рабочем кольце и меньшим кратным количеством. Для первого случая и количество окон в шаблонной маске также равно количеству газодинамических канавок на кольце. Во втором случае количество окон в шаблонной маске уменьшается пропорционально изменению количества окон в экранирующей маске. При этом при прочих равных условиях технологический процесс обработки по времени увеличивается пропорционально, но точность изготовления дна канавки (например, по величине отклонения от прямолинейного закона изменения дна канавки по ширине) может быть повышена.
Для получения одновременно в одном технологическом цикле обработки всех газодинамических канавок с наклонным дном только по ширине канавки начальное расположение и угол поворота экранирующей маски относительно шаблонной маски должны быть точно определены (фиг.3). Устройство для реализации заявляемого способа в данном случае представляет собой располагающиеся на поверхности кольца маски - вначале шаблонная, а затем экранирующая таким образом, чтобы правый край АВ экранирующей маски 6 совпадал (был совмещен) с левым краем KL шаблонной маски (см. фиг.3). (Для лучшего представления совместной работы масок на фиг.3 экранирующая маска помещена практически в конечное положение). Перемещение экранирующей маски в процессе обработки (ионного травления) происходит против часовой стрелки точно на угол γ, равный углу θ, - шагу размещения газодинамических канавок на кольце и шагу размещения окон на шаблонной маске. Затем экранирующая маска возвращается в первоначальное положение, перемещаясь по часовой стрелке на угол γ=θ. В результате травления с данным устройством на поверхности кольца получаются газодинамические канавки с переменной глубиной, как это видно из фиг.4. Обрабатываются сразу все газодинамические канавки за один технологический процесс. Профили канавок, представленные на фиг.4, теоретически рассчитаны для следующих законов изменения угловой скорости экранирующей маски: по закону овала Кассини (4), эллипсоидальному закону (3), синусоидальному закону (2) и равной постоянной величине (1). S - глубина канавки в относительных единицах.
Возможно получение газодинамических канавок с наклонным дном только по ширине канавки с помощью шаблонной маски, представленной на фиг.5, и экранирующей маски, представленной на фиг.6. При использовании таких масок газодинамические канавки получаются на кольце через одну. И для получения на кольце полного комплекта газодинамических канавок надо для второго технологического цикла установить маски, сместив их из первоначального положения на угол 2θ. Возможные варианты размещения масок относительно друг друга для работы в единичном технологическом цикле и работу устройства такого типа можно понять из фиг.7. Реализация заявляемого способа в этом случае возможна при размещении экранирующей маски в начальный момент процесса травления в положении I, в положении III и в любом промежуточном положении между положениями I и III. При размещении экранирующей маски в положении I правый край АВ окна маски должен быть совмещен с левым краем KL окна шаблонной маски. 1/2 часть первого периода движения (то есть на угол γ=θ) экранирующей маски против часовой стрелки затрачивается на совмещение правого края экранирующей маски с правым краем окна шаблонной маски. Движение экранирующей маски продолжается после полного открытия окна в шаблонной маске еще 1/2 часть времени первого периода движения. За это время маска сместится еще на угол γ=θ, в течение которого будет происходить обработка поверхности кольца через открытое окно шаблонной маски. Второй период движения представляет собой период движения по часовой стрелке до момента возвращения экранирующей маски в первоначальное положение. Конец второго периода движения представляет момент совмещения края АВ окна экранирующей маски с левым краем KL окна шаблонной маски. При использовании варианта размещения экранирующей маски в начальном положении в позиции I за технологический цикл обрабатывается каждая вторая г/динамическая канавка на кольце. В результате травления с данным устройством на поверхности кольца получаются газодинамические канавки с переменной глубиной, как это видно из фиг.8. Для получения на кольце полного комплекта газодинамических канавок надо для второго технологического цикла перестановить маски на том же кольце, сместив их из первоначального положения на угол 2θ. При этом в окнах масок откроются свободные места поверхности кольца, где будут созданы новые газодинамические канавки.
Размещая экранирующую маску в начальный момент обработки в положение III на расстоянии ψ2=θ от позиции I, возможно получение газодинамических канавок также с переменной глубиной, как это видно из фиг.9. Размещая экранирующую маску в начальный момент обработки в промежуточное положение между позицией I и позицией III, например в среднее положение II на расстоянии ψ1=1/2θ, возможно также получение газодинамических канавок с переменной глубиной по ширине, как это видно из фиг.10.
Возможно получение газодинамических канавок с наклонным дном не только по ширине канавки (в тангенциальном направлении), но по длине (в радиальном направлении). Для реализации этого способа экранирующая маска имеет окна, очертания боковых сторон которых не совпадают с очертаниями боковых сторон окон в шаблонной маске. В частности, очертания боковых окон экранирующей маски могут быть выполнены по прямым линиям (фиг.11). Устройство для реализации заявляемого способа в данном случае представляет собой располагающиеся на поверхности кольца маски - вначале шаблонная 5, а затем экранирующая 6 - таким образом, чтобы правый край АВ экранирующей маски 6 совмещался с угловой точкой К окна шаблонной маски, а левый край A1B1 совмещался с угловой точкой L окна шаблонной маски (фиг.12). Перемещение экранирующей маски в процессе обработки (ионного травления) происходит против часовой стрелки на угол γ, равный углу 2θ. Затем экранирующая маска возвращается в первоначальное положение, перемещаясь по часовой стрелке на угол γ=2θ. В результате травления с данным устройством на поверхности кольца получаются газодинамические канавки с переменной глубиной как по ширине (в тангенциальном направлении) (фиг.13), так и вдоль боковой стенки канавки (в радиальном направлении) (фиг.14).
Для получения на кольце полного комплекта газодинамических канавок необходимо проведение второго технологического цикла, для выполнения которого надо переустановить маски на поверхности кольца, сместив их из первоначального положения на угол 2θ. При этом в окнах масок откроются свободные места поверхности кольца, где будут созданы новые газодинамические канавки.
В отношении термина «возвратно-качательное движение с равномерной или неравномерной угловой скоростью»
- в процессе получения газодинамических канавок экранирующая маска может совершать возвратно качательное движение с равномерной или неравномерной угловой скоростью относительно оси симметрии, проходящей через ось симметрии шаблонной маски. Столь широкий диапазон законов движения экранирующей маски связан с тем, что в настоящее время не известна оптимальная форма канавки в поперечном сечении и оптимальный закон изменения ее вдоль длины канавки. Изменять профиль канавки, как показывают теоретические исследования, возможно законом изменения угловой скорости возвратно-качательного движения экранирующей маски и очертаниями краев окон маски. Самым простым законом движения маски является движение с постоянной угловой скоростью. Вариант технической реализации равномерного перемещения экранирующей маски над окном в шаблонной маске имеет большой недостаток - в конце хода имеет место жесткий удар, и, следовательно, он пригоден только для тихоходных механизмов. Известно, что при плавном изменении скорости и ускорения ведомого звена любого механизма и при условии, что скорости и ускорения его в начале и в конце движения равны нулю, динамические нагрузки оказываются ничтожно малыми. Такой механический механизм управления выходным звеном может быть быстроходным и наиболее перспективен при реализации данного изобретения. Поэтому здесь рассмотрены наиболее типовые законы изменения угловой скорости, а именно по закону овала Кассини эллипсоидальному закону, синусоидальному закону и для сравнения при угловой скорости равной постоянной величине. Рассмотренные законы изменения угловой скорости экранирующей маски легко технически реализуются простейшими механизмами (кривошипно-шатунным, кулисным, с использованием кулачковых механизмов и т.п.). Однако возможно создание и более сложных законов движения за счет, например, применения шаговых электрических двигателей и создания алгоритма управления законом вращения вала таких двигателей.
В отношении терминов «окно маски» и «прорезь маски»
- изготовление шаблонной и экранирующей масок возможно путем создания, например, сквозных окон в сплошном листовом материале, из которого вырезается маска, диаметром несколько большим, чем диаметр обрабатываемого изделия. При этом окна в полученной маске представляют собой сквозные отверстия, очертания которых не выходят за пределы внешнего диаметра маски (см., например, фиг.2). Возможно изготовление масок, у которых окна в радиальном направлении доходят до внешнего диаметра маски и, следовательно, являются открытыми с одной стороны (см., например, фиг.3). Такие отверстия правильней называть прорезями. При этом и в первом и во втором случае размеры окон или прорезей в радиальном направлении таковы, что край (внешний диаметр) обрабатываемой поверхности изделия при позиционировании масок в изделии всегда перекрывается окнами или прорезями масок.
Пример конкретной реализации
Конкретная реализация способа осуществлялась с применением устройства, представленного на фиг.12. В качестве привода механизма управления движением экранирующей маски в процессе ионного травления газодинамических канавок использовался кулачок и шестизвенный механизм, конструктивно простой и удобный для размещения в вакуумной камере установки, которая ранее использовалась для травления канавок в традиционном исполнении - с одинаковой глубиной по длине и ширине газодинамической канавки. В качестве объекта обработки использовали стальное кольцо, форма и размеры которого представлены на фиг.15. Там же показаны форма в плане и размеры газодинамических канавок, которые будут получены по заявляемому способу. Чертеж размещения привода механизма управления движением экранирующей маски и оснастки, включающей экранирующую маску, представлен на фиг.16. Общий вид вакуумной камеры с установленной оснасткой представлен на фиг.17 в виде фотографии оснастки, установленной в нижней части вакуумной камеры. Приводом движения механизма управления экранирующей маской был выбран кулачок кругового профиля с эксцентрично расположенной осью вращения. Такой профиль кулачка дает возможность получения движения экранирующей маски с угловой скоростью, изменяющейся по синусоидальному закону. Меняя форму кулачка и очертание окон в экранирующей маске на данной оснастке, возможно получение различных профилей газодинамических канавок с самым разнообразным изменением глубины канавки по ширине и длине канавки.
На фиг.18 приведены профилограммы, показывающие полученные на данной оснастке на стальном диске профили канавки в нескольких поперечных сечениях. Полученные канавки имеют наклон в двух направлениях и четкие ровные границы. Форма и точность созданной канавки соответствуют современным требованиям к геометрии газодинамических канавок торцовых уплотнений.
Таким образом, в предлагаемом способе получения газодинамических канавок обеспечивается получение газодинамических канавок с наклонным дном вакуумным ионно-плазменным травлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОДИНАМИЧЕСКОГО ПОДШИПНИКА ПОПЛАВКОВОГО ГИРОСКОПА | 2013 |
|
RU2517650C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННЫХ ОБЛАСТЕЙ КРЕМНИЯ В ОБЪЕМЕ КРЕМНИЕВОЙ ПЛАСТИНЫ | 2009 |
|
RU2403647C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ ПОЛУПРОВОДНИКОВ | 2012 |
|
RU2519865C1 |
| УНИВЕРСАЛЬНЫЙ ДУГОВОЙ ИСТОЧНИК ВУФ-ФОТОНОВ И ХИМИЧЕСКИ АКТИВНЫХ ЧАСТИЦ | 2006 |
|
RU2324255C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДАТЧИКА СКОРОСТИ ПОТОКА ГАЗА И ЖИДКОСТИ | 2007 |
|
RU2353998C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМПЛИТУДНЫХ ДИФРАКЦИОННЫХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ И МАСОК ДЛЯ ИЗГОТОВЛЕНИЯ ФАЗОВЫХ СТРУКТУР | 2013 |
|
RU2556313C2 |
| Способ изготовления ступенчатого высотного калибровочного эталона и ступенчатый высотный калибровочный эталон | 2017 |
|
RU2649058C1 |
| Устройство для изготовления подшипников | 1977 |
|
SU718497A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ LIGA-ШАБЛОНА | 2010 |
|
RU2431881C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ LIGA-ШАБЛОНА | 2010 |
|
RU2431882C1 |




Изобретение относится к способу и устройству получения поверхностей трения с газодинамическими канавками и может найти использование в машиностроении при производстве колец бесконтактных торцовых уплотнений перекачивающих компрессоров, упорных подпятников и подшипников, работающих на газовой смазке. Способ включает ионно-плазменное травление поверхности через окна в шаблонной маске, которую предварительно накладывают на обрабатываемую поверхность. На поверхности шаблонной маски размещают экранирующую маску с окнами. В процессе травления окна шаблонной маски периодически перекрывают краями окон экранирующей маски путем перемещения экранирующей маски против или по часовой стрелке на угол, кратный шагу размещения газодинамических канавок на поверхности трения. Затем перемещают обе маски в одном направлении на угол, соответствующий угловому шагу размещения газодинамических канавок на поверхности трения, и осуществляют повторное ионно-плазменное травление. В устройстве предусмотрен механизм перемещения экранирующей маски относительно шаблонной маски. Очертания окон экранирующей маски выполнены с различным радиусом кривизны. Механизм перемещения экранирующей маски выполнен с возможностью задания ей возвратно- качательного движения на вышеупомянутый угол. В результате получают канавки с наклонным дном по ширине канавки в тангенциальном направлении и канавки с наклонным дном по ширине канавки в тангенциальном и радиальном направлениях. 2 н.п. ф-лы, 18 ил.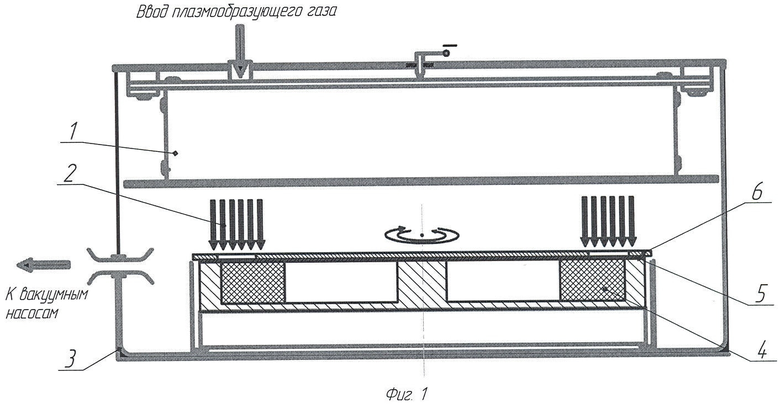
1. Способ получения поверхностей трения с газодинамическими канавками, включающий ионно-плазменное травление поверхности через окна в шаблонной маске, которую предварительно накладывают на обрабатываемую поверхность, отличающийся тем, что на поверхности шаблонной маски предварительно размещают экранирующую маску с окнами и в процессе травления окна шаблонной маски периодически перекрывают краями окон экранирующей маски путем перемещения экранирующей маски против или по часовой стрелке на угол, кратный шагу размещения газодинамических канавок на поверхности трения, и затем перемещают обе маски в одном направлении на угол, соответствующий угловому шагу размещения газодинамических канавок на поверхности трения, и осуществляют повторное ионно-плазменное травление.
2. Устройство для получения поверхностей трения с газодинамическими канавками, содержащее вакуумную камеру, ионный источник, шаблонную маску с окнами, отличающееся тем, что оно снабжено экранирующей маской с окнами и механизмом ее перемещения относительно шаблонной маски, при этом очертания окон экранирующей маски выполнены с различным радиусом кривизны, экранирующая маска размещена соосно шаблонной маске непосредственно на ее поверхности, а механизм перемещения экранирующей маски выполнен с возможностью задания ей возвратно-качательного движения на угол, кратный угловому шагу размещения газодинамических канавок на поверхности трения.
| ПОЛУЧЕНИЕ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЫ В КРИВОЛИНЕЙНОМ ПЛАЗМОВОДЕ И НАНЕСЕНИЕ ПОКРЫТИЯ НА ПОДЛОЖКУ | 1997 |
|
RU2173911C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПЛЕНОК В ВАКУУМЕ | 1982 |
|
SU1077334A1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ДИЭЛЕКТРИЧЕСКУЮ ПОДЛОЖКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285742C2 |
| JP 6008468 A, 28.12.1999 | |||
| JP 2002074321 A1, 20.06.2002 | |||
| US 4036171 A, 19.07.1977 | |||
| US 2003000930 A1, 02.01.2003. | |||

