Изобретение относится к области сельского хозяйства, в частности к сельскохозяйственному машиностроению, и может быть использовано в различных режущих элементах, ножах, лемехах, отвалах орудий для обработки почвы и грунта.
Известен способ упрочнения рабочих органов, согласно которому упрочнение выполняется наплавкой износостойким сплавом на одной из сторон лезвия, в частности на верхней заточенной части лезвия [1].
Однако в этом случае наплавку осуществляют на лицевую часть рабочего органа (как возможный вариант - на тыльную), что не создает сложностей.
Целесообразно проведение операции дополнительного упрочнения боковой сужающейся части деталей для повышения ресурса по износу и сохранения геометрических параметров лезвийной части рабочего органа, что необходимо для обеспечения требуемых агротехнических показателей обработки почвы (глубины обработки, крошения почвы и др.). Если использовать данный стандартный способ для наплавки боковой сужающейся части, то кончик носка подгорает, а сплав стекает. Кроме того, практически невозможно наплавлять слой требуемой толщины (обычно 2,0…2,5 мм).
Известен плужный лемех, выбранный в качестве прототипа, на котором наплавку предлагается выполнять как на полевом обрезе носка, (т.е. на боковой части носка), так и на обеих сторонах носка [2].
Однако если характеристики наплавленных слоев с рабочей и с тыльной стороны носка в патенте представлены, то, что касается параметров наплавки со стороны полевого обреза, в патенте ничего не сказано, ни о толщине наплавки, ни о других параметрах. И, самое важное, не описано, каким способом ее осуществлять, т.к. все стандартные способы наплавки приводят к стеканию сплава и прогоранию кончика носка детали, когда сплав «ложится» на сужающуюся часть полевого обреза (или боковую часть).
Технической задачей заявленного способа является повышение ресурса почворежущего рабочего органа и сохранение геометрических параметров лезвийной части носка, по возможности, до достижения деталью предельного состояния по критерию линейного износа.
Поставленная задача достигается тем, что в способе плазменной наплавки сужающейся боковой части носка почворежущего рабочего органа, заключающемся в том, что на тыльную сторону и по всей толщине основы на полевом обрезе лемеха наносят с использованием плазменной наплавки порошок из легированных твердых сплавов с добавлением алюминия, согласно изобретению плазменную наплавку производят одновременно при работе основной и вспомогательной дуг, при этом проводят смещение носка или плазматрона в поперечном направлении в сторону тыльной поверхности со скоростью Vсм, определяемой соотношением
Vсм=(0,95…1,05)Vн·tg i,
где Vсм - скорость поперечного смещения детали или плазматрона, мм/с;
Vн - линейная скорость наплавки детали, мм/с;
рекомендуемое значение Vн=5…7 мм/с - общепринятая сварочно-наплавочная скорость для подобных процессов;
i - угол заострения лезвия носка рабочего органа, градус;
а толщину наплавки определяют по соотношению
h=α+(0,11…0,13)·δ,
где h - толщина наплавленного слоя, мм;
δ - ширина боковой части носка, мм;
α - 1 мм.
Кроме того, в наплавочный легированный порошок добавляют 3…5% алюминиевого порошка по весу.
Сравнение указанного способа с прототипом показывает, что новым являются технологические особенности наплавки носка на его сужающуюся боковую часть, в частности, это выполняется плазменной наплавкой, которую производят одновременно при работе основной и вспомогательной дуг, при этом проводят смещение носка в сторону тыльной поверхности. Смещение проводят со скоростью
Vcм=(0,95…1,05)Vн·tg i,
где Vсм - скорость поперечного смещения детали или плазматрона, мм/с;
Vн - линейная скорость наплавки детали, мм/с;
рекомендуемое значение Vн=5…7 мм/с - общепринятая сварочно-наплавочная скорость для подобных процессов;
i - угол заострения носка рабочего органа, градус;
а толщину наплавки определяют по соотношению
h=α+(0,11…0,13)·δ,
где h - толщина наплавленного слоя, мм;
δ - ширина боковой части носка, мм;
α - 1 мм.
Кроме того, в наплавочный легированный порошок добавляют 3…5% алюминиевого порошка по весу.
Таким образом, заявляемый способ соответствует критерию «новизна».
Изобретение соответствует критерию «изобретательский уровень», так как достигается результат, удовлетворяющий существующую потребность, а именно: повышение ресурса почвообрабатывающего рабочего органа и сохранение геометрических параметров лезвийной части носка.
Изобретение является и «промышленно применимым», так как может быть использовано в сельском хозяйстве.
Изобретение поясняется чертежами:
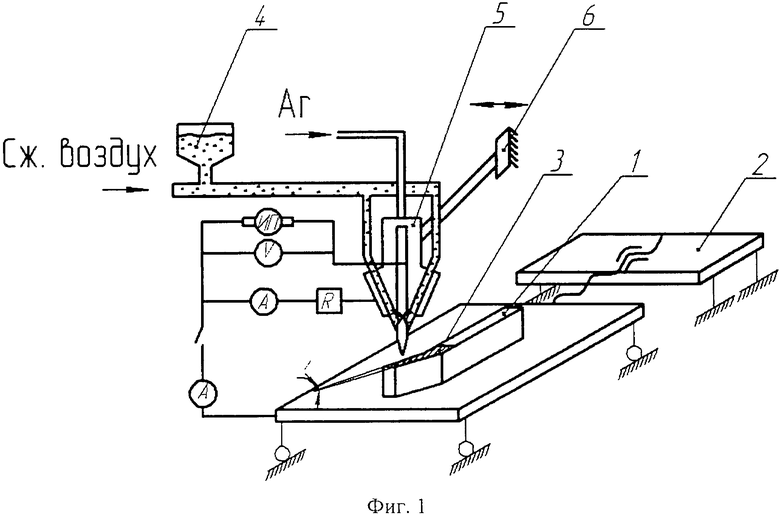
на фиг.1 изображена схема устройства, на котором может быть реализован заявленный способ;
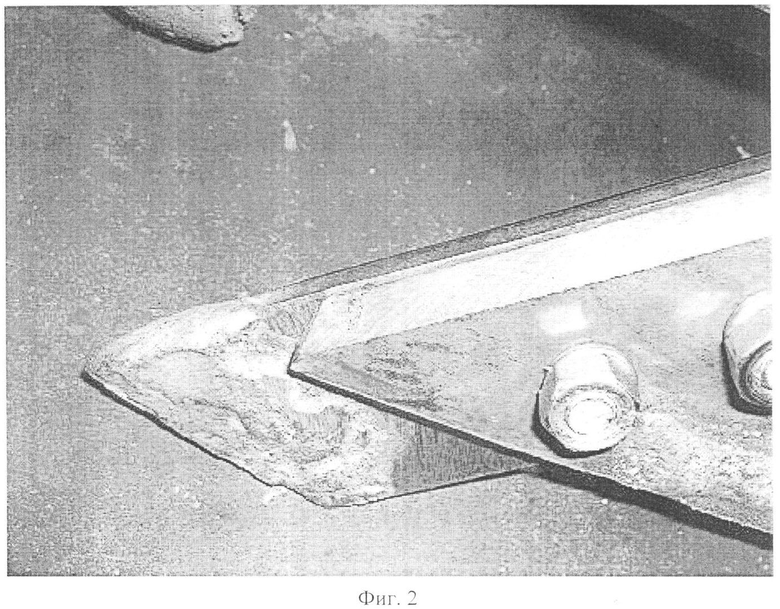
на фиг.2. - вид наплавленного почворежущего рабочего органа с дополнительным упрочнением сужающейся боковой части носка.
Толстослойную наплавку на боковую сужающуюся часть носка (полевой обрез) рабочего органа осуществляют способом плазменной наплавки легированных порошковых твердых сплавов со следующими технологическими особенностями.
1) Плазменная наплавка осуществляется при одновременном включении основной и вспомогательной (дежурной) дуг, что существенно уменьшает тепловое воздействие основной дуги непосредственно на носок почвообрабатывающего рабочего органа, перераспределяя выделенное тепло, в определенной степени, на плазматрон. При наплавке сужающейся части носка почворежущего рабочего органа поперечное перемещение носка 2 производят в сторону тыльной поверхности носка со скоростью, определяемой зависимостью
Vсм=(0,95…1,05)Vн·tg i,
где Vсм - скорость поперечного смещения детали или плазматрона, мм/с;
Vн - линейная скорость наплавки носка, мм/с;
рекомендуемое значение Vн=5…7 мм/с - общепринятая сварочно-наплавочная скорость для подобных процессов;
i - угол заострения носка рабочего органа, градус.
При несоблюдении этого соотношения равномерность наплавки как по толщине, так и по ширине снижается и возможно неконтролируемое стекание сплава.
Толщина наплавки определяется по соотношению
h=α+(0,11…0,13)·δ,
где h - толщина наплавленного слоя, мм;
δ - ширина боковой части носка, мм;
α - 1 мм.
Это соотношение определяется из следующих условий:
- получения максимально возможной толщины слоя для обеспечения максимальной износостойкости и тем самым обеспечения лучшей (близкой к начальной) формы носка лезвия рабочего органа, наиболее нагруженного в данной зоне;
- технологическим ограничением толщины наплавленного износостойкого твердого сплава, определяемой, в свою очередь, шириной упрочняемой поверхности «δ».
При значении «h», меньшем приведенного диапазона, эффективность упрочнения снижается (в связи с пониженной толщиной износостойкого слоя) как по параметрам линейной износостойкости, так и по соответствующему условию сохранения (или близко к этому) формы носка лезвийной детали. Попытка увеличить толщину наплавленного слоя выше представленного диапазона приводит к технологическим сложностям: стеканию сплава и прогоранию лезвия, особенно на кончике, т.к. для увеличения толщины наплавки необходимо соответствующее увеличение тепловложения.
2) В наплавочный порошок добавляется 3…5% по весу порошкового алюминия. Данная мера несколько снижает жидкотекучесть сплава за счет образования в нем тугоплавких соединений алюминия (оксидов и нитридов) и, соответственно, позволяет не допускать неконтролируемого стекания сплава. Как показали эксперименты, при добавлении алюминия в количестве, меньшем чем в приведенном диапазоне, эффект снижения жидкотекучести выражен недостаточно, при большем количестве - в сплаве ухудшаются металлургические характеристики (снижается адгезия, ухудшаются условия расплавления, могут появиться «горячие» и «холодные» трещины).
При несоблюдении технологических новшеств, представленных в данном изобретении, при наплавке указанных геометрических поверхностей, происходит стекание сплава и подгорание изделия. Слой требуемой толщины без использования технологических параметров и приемов, описанных в изобретении, наплавить практически невозможно.
Наплавку сужающейся, как правило, наиболее нагруженной боковой части носка почворежущего рабочего органа производят плазменным способом в среде сжатого воздуха при работе одновременно основной и вспомогательной (дежурной) дуг, генерируемых плазматроном 1, что позволяет не допустить в наплавляемой зоне прогорания носка 2 почворежущего рабочего органа и стекания сплава. В процессе наплавки поперечное перемещение носка 2 или плазматрона 1 осуществляют в сторону тыльной поверхности с помощью механизма перемещения 3. Наплавочный легированный порошок 4 (обычно на основе железа) подается к носку 2 почворежущего рабочего органа через дозатор 5, причем в порошок добавляется 3…5% по весу порошкового алюминия. Чем меньше ширина (δ) упрочняемого торца и угол заострения лезвия (i) носка, тем большее количество алюминия, в установленных пределах, необходимо добавлять. Это позволяет за счет металлургического образования тугоплавких соединений алюминия (оксидов, нитридов) в сплаве снижать уровень жидкотекучести сплава и, соответственно, препятствовать его преждевременному неконтролируемому стеканию, особенно на кончике носка в конце наплавки. Равномерная подача порошка и его распределение по носку 2 достигаются использованием вибратора 6.
Силовая часть установки состоит из источника питания постоянного тока (ИП) и балластного реостата (R). Контроль тока осуществляется амперметром и вольтметром. С приведенными технологическими особенностями упрочняющий слой наносится на боковую часть носка 2 почворежущей детали.
Данный способ наплавки позволяет не менее чем на 25% повысить ресурс по износу рабочих органов, применяемых для обработки почвы и грунтов. Достигается это за счет упрочнения достаточно толстым (до 2…2,5 мм) слоем твердого сплава наиболее нагруженной зоны детали - боковой части носка.
Источники информации
1. Патент RU 2009624, МПК A01B 15/04, 30.03.1994.
2. Патент RU 2127501, МПК A01B 15/04, 29.03.1999.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| ЛЕМЕХ ПОЧВОРЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2131651C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2015 |
|
RU2591980C1 |
| ШТАМПОСВАРНОЙ ПЛУЖНЫЙ ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2015 |
|
RU2601211C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ДЛЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2007 |
|
RU2360768C2 |
| ПЛУЖНЫЙ ЛЕМЕХ | 2000 |
|
RU2185043C2 |
| Способ повышения работоспособности рабочих органов для почвообработки | 2020 |
|
RU2739045C1 |
| Способ восстановления рабочих органов глубокорыхлителей | 2020 |
|
RU2739052C1 |
| Способ восстановления рабочих органов газопламенной наплавкой | 2021 |
|
RU2756085C1 |
Изобретение относится к области сельского хозяйства, в частности к сельскохозяйственному машиностроению, и может быть использовано в различных режущих элементах, ножах, лемехах, отвалах орудий для обработки почвы и грунта. На тыльную сторону носка почворежущего рабочего органа и по всей толщине основы на полевом обрезе лемеха наносят с использованием плазменной наплавки порошок из легированных твердых сплавов с добавлением алюминия. Плазменную наплавку производят одновременно при работе основной и вспомогательной дуг. Смещение носка почворежущего рабочего органа или плазматрона в поперечном направлении в сторону тыльной поверхности производят со скоростью Vсм, определяемой соотношением: Vсм=(0,95÷1,05)Vн·tg i, где Vсм - скорость поперечного смещения носка или плазматрона; Vн - линейная скорость наплавки носка; i - угол заострения лезвия носка рабочего органа. Толщину наплавки определяют соотношением: h=α+(0,11÷0,13)·δ, где h - толщина наплавленного слоя; δ - ширина боковой части носка; α - 1 мм. В наплавочный легированный порошок добавляют 3÷5% алюминиевого порошка по весу. Технический результат заключается в повышении ресурса рабочего органа и сохранении геометрических параметров лезвийной части носка. 1 з.п. ф-лы, 2 ил.
1. Способ плазменной наплавки сужающейся боковой части носка почворежущего рабочего органа, заключающийся в том, что на тыльную сторону и по всей толщине основы на полевом обрезе лемеха наносят с использованием плазменной наплавки порошок из легированных твердых сплавов с добавлением алюминия, отличающийся тем, что плазменную наплавку сужающейся боковой части носка производят одновременно при работе основной и вспомогательной дуг, при этом проводят смещение носка почворежущего рабочего органа или плазматрона в поперечном направлении в сторону тыльной поверхности со скоростью Vсм, определяемой соотношением
Vсм=(0,95÷1,05)Vн·tg i,
где Vсм - скорость поперечного смещения носка или плазматрона, мм/с;
Vн - линейная скорость наплавки носка, мм/с,
рекомендуемое значение Vн=5÷7 мм/с - общепринятая сварочно-наплавочная скорость для подобных процессов;
i - угол заострения лезвия носка рабочего органа, градус,
а толщину наплавки определяют соотношением
h=α+(0,11÷0,13)·δ,
где h - толщина наплавленного слоя, мм;
α - 1 мм;
δ - ширина боковой части носка, мм.
2. Способ по п.1, отличающийся тем, что в наплавочный легированный порошок добавляют 3÷5% алюминиевого порошка по весу.
| ПЛУЖНЫЙ ЛЕМЕХ | 1998 |
|
RU2127501C1 |
| GB 191312780 А, 02.06.1914 | |||
| US 6382328 В1, 07.05.2002 | |||
| US 4333536 А, 08.06.1982. | |||

