Изобретение относится к области сельскохозяйственного, лесного машиностроения и ремонтному производству и может быть использовано при изготовлении и восстановлении плужных лемехов различного функционального назначения.
Известен лемех плуга для отвальной вспашки, у которого долотообразная часть (пластина) изготавливается из стальной полосы, термоупрочняется на твердость 50-58HRC и крепится к остову путем приваривания [1]. Пластина изготавливается и приваривается таким образом, чтобы соблюдались нормированные размеры детали в соответствии с агротехническими требованиями на пахоту.
Лемех такой конструкции обеспечивает определенное повышение абразивной стойкости в сравнении с серийно выпускаемыми, которые упрочнены с тыльной стороны наплавленным слоем сормайта в области лезвийной части по всей ее длине на ширину 20 мм. В то же время такое технологическое решение не может обеспечить существенный прирост ресурса в силу достаточно быстрого износа заглубляющей области носка. Особенно это проявляется при вспашке почв с высокой изнашивающей способностью (песчаные и супесчаные почвы). Указанный авторами диапазон твердости в 50-58HRC слишком велик, что затрудняет выбор параметров режима термоупрочнения. Более того, превышение твердости стальных изделий, эксплуатирующихся в абразивной среде, за пределы 52-54HRC не приводит к увеличению их износостойкости, и даже в ряде случаев интенсивность их изнашивания возрастает. В связи с этим рекомендуемые значения HRC не корректны.
Наиболее близким техническим решением является конструкция лемеха, у которого долотообразующая область армирована наплавкой валиков с шагом 30 мм, а заглубляющая часть наплавлена со стороны рабочей поверхности на ширину 100 мм с последующей закалкой наплавленной области [2]. Применяемая совокупность операций (армирование, наплавка и закалка) позволяет замедлить изнашивание этой части и увеличить ресурс лемеха, но значительно усложняет технологический процесс в производственных условиях. Использование электродов с низким содержанием углерода (не более 0,1%) для проведения наплавочных работ не позволяет получить достаточно высокую твердость наплавленного на заглубляющую часть слоя [3], тем самым не обеспечивается существенное увеличение ресурса, вследствие высокой скорости его изнашивания. Некоторый рост наработки на отказ для такой конструкции достигается повышением толщины наплавленной зоны, для истирания которой требуется большее время.
Наличие наплавленного слоя на заглубляющей части лемеха, расположенного со стороны рабочей поверхности, также не будет способствовать существенному росту наработки лемеха из-за непосредственного контакта всей его площади с абразивной средой. Кроме того, наплавленный таким образом материал не сможет обеспечить эффект самозатачивания, нарушая эксплуатационные показатели лемеха. В частности, происходит возрастание тягового сопротивления. Ширина наплавленного слоя в 100 мм является излишней, так как лемех снимается с эксплуатации при износе заглубляющей части в 45-50 мм.
Технической задачей представляемого изобретения является конструкция штампосварного лемеха с повышенными стойкостью заглубляющей части к абразивному изнашиванию, ресурсом и ремонтопригодностью.
Поставленная задача достигается путем приваривания к остову термоупрочненной долотообразной области (долота) с наплавленной абразивостойким твердым карбидообразующим сплавом тыльной стороной заглубляющей части. Такое решение позволяет существенно затормозить появление и развитие износов, определяющих предельное состояние лемеха. Наличие же приваренного долота способствует повышению ремонтопригодности детали.
Остов имеет крепежные отверстия и режуще-лезвийную часть, наплавленную с тыльной стороны абразивостойким сплавом на всю ее длину шириной 20-30 мм. Остов лемеха изготавливается штамповкой аналогично существующему (принятому) технологическому процессу только без долотообразующей части. В качестве материала используются среднеуглеродистые стали с количеством углерода около 0,50-0,60%. После штамповки производится наплавка абразивостойкого сплава сормайт на ширину 20-30 мм режуще-лезвийной части по всей длине остова с тыльной стороны. Наплавка может производиться как ручным, так и механизированным способом. Твердость наплавленного слоя должна быть не менее 40HRC. В случае необходимости, увеличение твердости сормайта можно достичь дополнительной термообработкой, но это усложняет технологический процесс.
При восстановлении деталей, утративших работоспособность, функцию остова выполняет изношенная, но пригодная к дальнейшей эксплуатации часть лемеха с удаленным долотом. Учитывая, что остов имеет износ по ширине, необходимо придерживаться вылета долота (пластины) относительно лезвия 10-15 мм, как установлено у серийной детали. Т.е. следует корректировать размеры остова и привариваемой пластины.
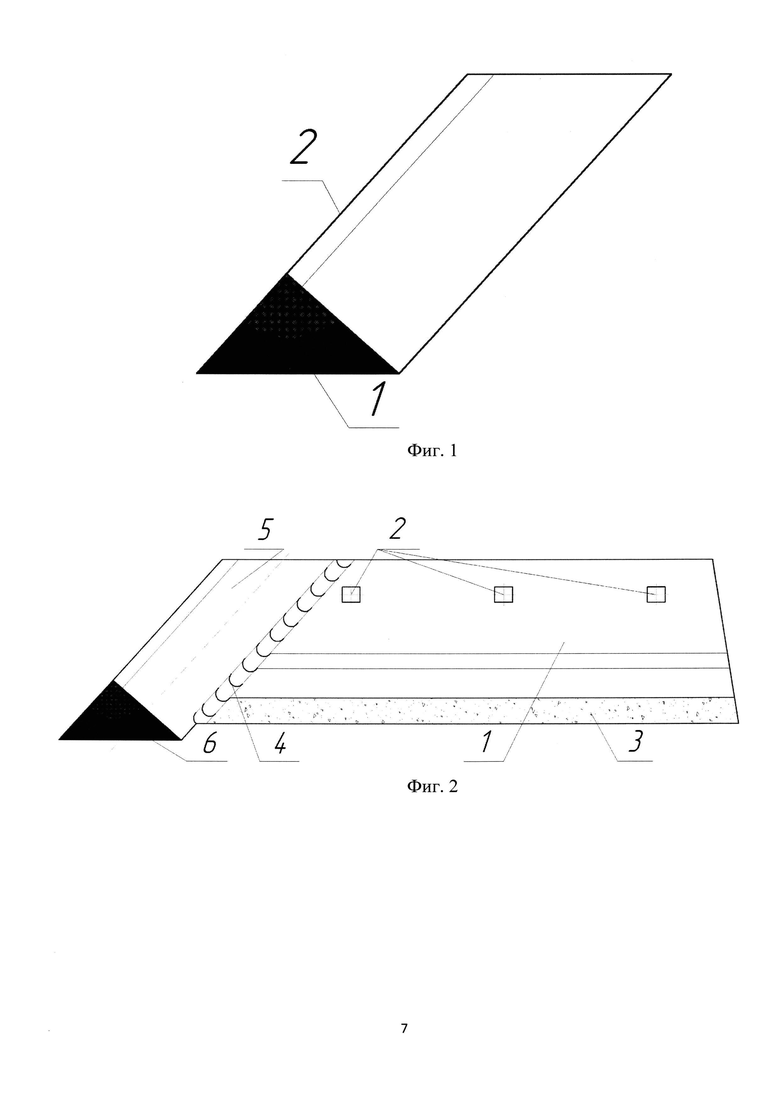
Привариваемое долото копирует аналогичную часть лемеха в состоянии поставки с соблюдением всех нормированных геометрических параметров и представляет собой пластину толщиной 10-12 мм в виде параллелограмма, где длина двух параллельных сторон значительно превышает величину основания, (фиг. 1), а углы заточки лезвийной части и полевого обреза совпадают с установленными агротехническими условиями. Долото изготавливается из низколегированных рессорно-пружинных сталей с содержанием углерода 0,55-0,65% и подвергается термоупрочнению на твердость 52-54HRC. Для достижения такой твердости проводится термообработка путем закалки в воде с температуры 840°C без последующего отпуска. Проведенные полевые испытания показали, что увеличение твердости более 54HRC не приводит к росту износостойкости применительно к рессорно-пружинным сталям, прошедшим термоупрочняющую обработку, в то же время повышая склонность этого элемента к трещинообразованию и разрушению. Термоупрочнение осуществляется по всему объему долота. Наличие повышенной твердости всей площади долота способствует торможению появления и развития такого дефекта, как лучевидный износ, тем самым увеличивая ресурс лемеха. В этом случае дефектом, определяющим предельное состояние детали, будет износ заглубляющей части как наиболее нагруженной зоны.
Заглубляющая часть долота 1 упрочняется наплавкой абразивностойкого карбидообразующего сплава (например, электродом Т-590) с тыльной стороны (показано темным полем) на ширину полевого обреза 2 не более 50 мм, согласно схеме, представленной на фиг. 1 Твердость наплавленного материала должна находиться в пределах 58-62HRC. Формирование твердого слоя следует проводить после сваривания долота и остова во избежание отрицательного теплового воздействия от сварки на свойства покрытия. Нанесение упрочняющего слоя на большую величину нецелесообразно по причине того, что допускаемый (установленный) износ заглубляющей части, как уже указывалось, составляет 50 мм, а дополнительные термические воздействия на деталь повышают вероятность ее коробления и снижают эффективность термоупрочнения.
Применение в качестве абразивостойкого слоя наплавленного твердого покрытия с наличием карбидных включений изменяет механизм абразивного изнашивания, и увеличение твердости более 54HRC в этом случае будет способствовать росту стойкости к абразивному истиранию. Наплавленный материал представляет собой дисперсно-упрочненный композит. Кроме этого, наличие твердого слоя на тыльной стороне обеспечит эффект самозатачивания.
После изготовления долотообразной части и остова производится их сваривание встык с двух сторон без предварительной разделки кромок с соблюдением нормированных геометрических параметров. Способы сваривания могут быть различными. Используются электродные материалы для сварки среднеуглеродистых сталей (например, электроды серии MP).
Подобная конструкция обеспечивает высокую ремонтопригодность из-за следующих особенностей. После достижения деталью предельного состояния по причине износа заглубляющей части более 45 производится удаление непригодного к дальнейшему использованию долота и приваривание нового. Удаление осуществляется отрезанием и не вызывает каких-либо технологических затруднений, так как сварочный шов между остовом и долотом будет в значительной степени изношен. Практический опыт показывает, что лемеха, эксплуатирующиеся на почвах Нечерноземья России, могут подвергаться трехкратному восстановлению.
Указанная совокупность существенных признаков обеспечивает появление у заявляемой конструкции новых свойств, отличных от аналога и прототипа. Первое - стальная пластина, выполняющая функции долотообразной части лемеха, изготавливается из рессорно-пружинных низколегированных сталей с содержанием углерода 0,55-0,65% и термоупрочняется на твердость 52-54HRC путем закалки в воде с температуры 840°C без проведения отпуска. Второе - после приваривания долота, его заглубляющая часть наплавляется твердым абразивостойким карбидообразующим сплавом, обеспечивающим твердость покрытия 58-62 HRC, на ширину 50 мм с тыльной стороны. Таким образом, заявленные признаки соответствуют критерию «новизна».
На фиг. 2 изображен заявляемый лемех - вид с тыльной стороны. Он включает в себя: остов 1 с крепежными отверстиями 2 и лезвием 3; сварной шов 4; приваренное термоупрочненное долото 5 с заглубляющей частью 6, наплавленной твердым абразивостойким карбидообразующим сплавом (наплавленный слой показан темным полем).
Полевые испытания показали, что ресурс лемеха заявленной конструкции превышает ресурс серийных деталей отечественного производства в 2-2,5 раза, а лемехов конструкции аналога и прототипа в 1,5-1,8 раза.
Источники информации
1. Михальченков A.M., Паршикова Л.А. Лемех плуга для отвальной вспашки // Патент России №92824. 2010. Бюл. №10.
2. Михальченков A.M., Паршиков П.А., Кожухова Ю.И. Рабочий орган для подрезания почвы (лемех)// Патент России №92756. 2010. Бюл. №10.
3. Михальченков A.M., Тюрева Α.Α., Паршиков П.А. Повышение износостойкости плужных лемехов упрочнением наиболее вероятных зон износа // Конструирование, использование и надежность машин сельскохозяйственного назначения. Сб. науч. раб. - Брянск, БГСХА, 2006. - С 218-221.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ ОСТОВА И РЕСУРСА СОСТАВНЫХ ЛЕМЕХОВ ПЛУЖНЫХ КОРПУСОВ | 2018 |
|
RU2695857C1 |
| САМОЗАТАЧИВАЮЩЕЕСЯ ДОЛОТО ГЛУБОКОРЫХЛИТЕЛЯ ПОВЫШЕННОЙ АБРАЗИВНОЙ ИЗНОСОСТОЙКОСТИ | 2016 |
|
RU2648721C1 |
| СПОСОБ ПОВЫШЕНИЯ АБРАЗИВНОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕ-ЛЕЗВИЙНОЙ ЧАСТИ ЛЕМЕХОВ ПЛУЖНЫХ КОРПУСОВ | 2018 |
|
RU2692152C1 |
| ИЗНОСОСТОЙКИЙ ПЛУЖНЫЙ ЛЕМЕХ | 2019 |
|
RU2695867C1 |
| Способ изготовления и восстановления отвалов различного назначения | 2014 |
|
RU2664492C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ПЛУЖНОГО ЛЕМЕХА | 2013 |
|
RU2544214C2 |
| ДОЛОТО ГЛУБОКОРЫХЛИТЕЛЯ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ ДЛЯ РАБОТЫ НА СВЯЗНЫХ ПОЧВАХ | 2016 |
|
RU2648713C1 |
| ОСТОВ ПЛУЖНОГО ЛЕМЕХА С НАКЛАДНЫМ ДОЛОТОМ | 2017 |
|
RU2653047C1 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2527558C1 |
Изобретение относится к области сельскохозяйственного машиностроения и может быть использовано при изготовлении и восстановлении плужных лемехов. Лемех состоит из двух скрепленных сваркой элементов - остова и долотообразной части (долото). Остов изготавливается путем штамповки из сталей с содержанием углерода 0,50-0,60% и имеет упрочненное наплавленным слоем сормайта лезвие твердостью не менее 40 HRC. Долото представляет собой стальную пластину, изготовленную из рессорно-пружинных низколегированных сталей с содержанием углерода 0,55-0,65% и термоупрочненную на твердость 52-54 HRC путем закалки в воде с температуры 840°C без применения отпуска, у которой заглубляющая часть наплавлена твердым абразивостойким карбидообразующим сплавом, обеспечивающим твердость покрытия 58-62 HRC, на ширину 50 мм с тыльной стороны. Такая технология выполнения плужного лемеха направлена на повышение стойкости заглубляющей части к абразивному износу, ресурса и ремонтопригодности. 2 ил.
Штампосварной плужный лемех, отличающийся тем, что к отштампованному остову, содержащему крепежные отверстия и наплавленную сормайтом лезвийную часть, приварена стальная пластина, выполняющая функцию долотообразной части лемеха, изготовленная из рессорно-пружинных низколегированных сталей с содержанием углерода 0,55-0,65% и термоупрочненная на твердость 52-54 HRC путем закалки в воде с температуры 840°C без применения отпуска, у которой заглубляющая часть наплавлена твердым абразивостойким карбидообразующим сплавом, обеспечивающим твердость покрытия 58-62 HRC на ширину 50 мм с тыльной стороны.
| Скважинный индукционный сейсмограф | 1950 |
|
SU92756A1 |
| Искровой промежуток вентильного разрядника | 1939 |
|
SU58419A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 1991 |
|
RU2010867C1 |
| DE 3339846 A1, 23.05.1985 | |||
| Устройство для измерения температуры | 2017 |
|
RU2670355C1 |
| FR 2971115 A1, 10.08.2012 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИМАНКИ ДЛЯ РЫБ | 2006 |
|
RU2328852C1 |
| Устройство для контроля оперативной памяти | 1980 |
|
SU911626A1 |

