Изобретение относится к оборудованию для экструзионной обработки пищевых продуктов и может быть использовано для производства белковых текстуратов из пищевого растительного сырья.
Наиболее близким по технической сущности и достигаемому эффекту является шнековый экструдер [Пат. №2306775 РФ, МПК А23Р (2006.01). Шнековый экструдер / В.Г.Коротков, А.Ю.Рогулин, В.П.Попов, В.П.Ханин, М.Ю.Шрейдер (РФ). - 2006112172/13; Заявлено 12.04.2006; Опубл. 27.09.2007, Бюл. №27], включающий шнековый корпус, на внутренней поверхности которого выполнены направляющие канавки, внутри которого установлен шнек с винтовой нарезкой, а также загрузочное устройство и головку в виде патрубка для установки матрицы на конце шнекового корпуса. На конце шнека со стороны матрицы выполнены направляющие канавки, а на внутренней поверхности корпуса выполнена винтовая нарезка, причем направление винтовой нарезки на корпусе противоположно направлению винтовой нарезки на шнеке.
Недостатком известной конструкции экструдера является сложность поддержания необходимых физико-химических превращений основных компонентов (белков, крахмала, жиров, ферментов и др.) экструдата в предматричной зоне экструдера, обусловленная недостаточным регулированием термомеханических воздействий на продукт, а также пригорание продукта к стенкам матрицы.
Технической задачей изобретения является повышение качества получаемых белковых текстуратов за счет регулирования термомеханического воздействия на обрабатываемый продукт.
Поставленная техническая задача изобретения достигается тем, что в экструдере, содержащем корпус, шнек с приводом и ножом, калибрующую матрицу, новым является то, что на поверхности конусообразной части шнека, находящейся в матричной зоне экструдера, выполнены лопатки, имеющие в поперечном сечении форму параллелограмма и расположенные по окружностям с постепенно увеличивающейся высотой в каждом ряду, причем верхняя поверхность четных лопаток в каждом ряду выполнена плоской, а верхняя поверхность нечетных - с пазообразными, изогнутыми в сторону вращения вырезами, матрица экструдера состоит из двух разборных конусообразных частей, между которыми расположена нагревательная спираль, по оси конусообразной части шнека выполнено отверстие с резьбой для крепления радиально расположенного ножа.
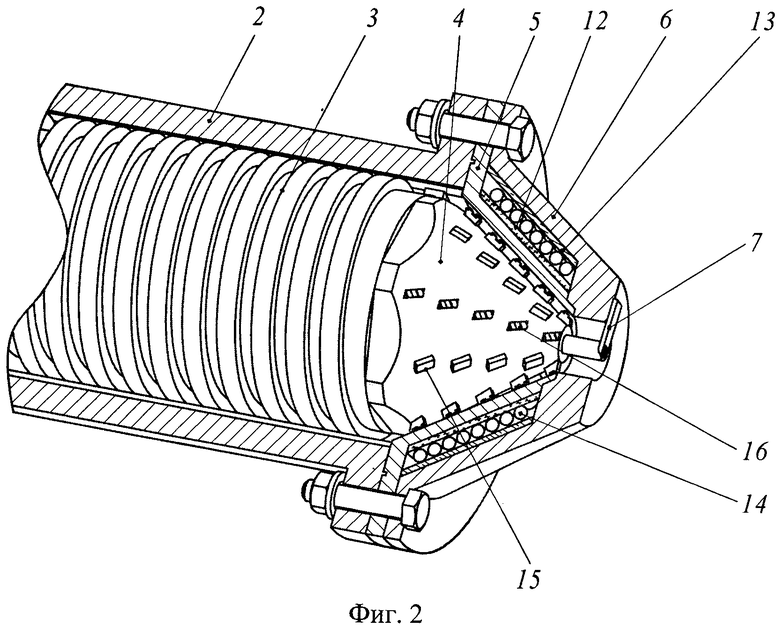
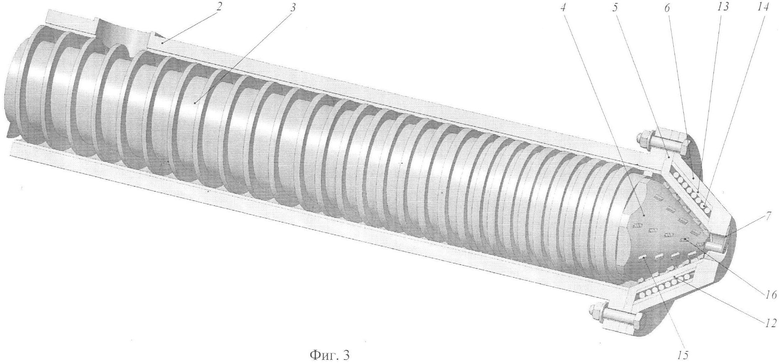
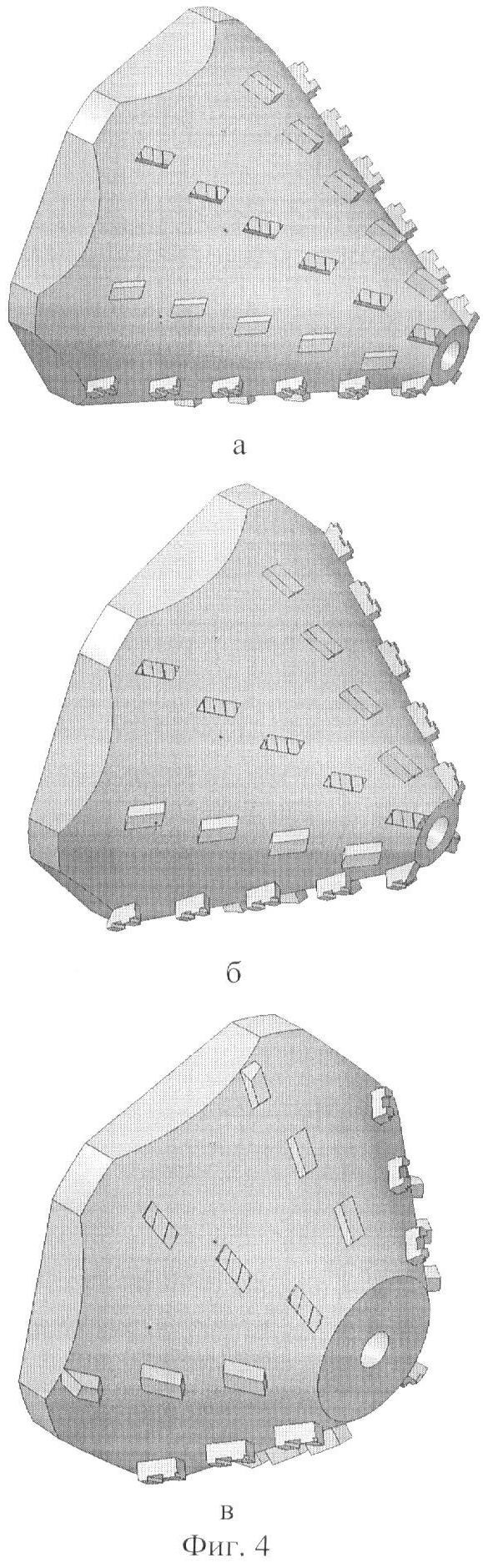
На фиг.1 представлен фронтальный вид экструдера, на фиг.2 - объемное изображение конструкции шнека и калибрующей матрицы, на фиг.3 - пространственное изображение конструкции шнека и калибрующей матрицы; на фиг.4 - пространственное изображение трех вариантов конусной части шнека различной длины.
Экструдер состоит из загрузочного патрубка 1, корпуса 2, шнека 3 с конусообразной частью 4, калибрующей матрицы, включающей внутреннюю часть 5 и внешнюю часть 6, и ножа 7.
Шнек 3 приводится во вращение электродвигателем 8 с помощью цепных звездочек 9, цепи 10 и вариатора 11. Вариатор 11 обеспечивает плавное регулирование частоты вращения шнека 3.
На поверхности вала шнека 3 выточены витки, с постепенно увеличивающимся шагом и постепенно уменьшающейся толщиной стенки витка.
Конусообразная часть 4 выполнена с углом при вершине более 60°. На ее поверхности, находящейся в матричной зоне экструдера, выполнены лопатки 15 и 16, имеющие в поперечном сечении форму параллелограмма и расположенные по окружностям с постепенно увеличивающейся высотой в каждом ряду. Верхняя поверхность четных лопаток 15 в каждом ряду выполнена плоской, а верхняя поверхность нечетных лопаток 16 - с пазообразными, изогнутыми в сторону вращения вырезами.
По оси конусообразной части 4 шнека 3 выполнено отверстие с резьбой для крепления радиально расположенного ножа 7. В нижней части конусообразной части 4 шнека 3 выполнены проточки под ключ для удобства разборки и смены конусообразной части 4 (см. три варианта конусной части шнека различной длины на фиг.4). В зависимости от химического состава и физико-механических свойств обрабатываемых поликомпонентных продуктов предлагается три варианта конусной части шнека различной длины (фиг.4): длинная - для более глубокой термомеханической обработки получаемых текстуратов (фиг.4, а), средняя - для нормальной термомеханической обработки получаемых текстуратов (фиг.4, б) и короткая - для менее интенсивной термомеханической обработки получаемых текстуратов (фиг.4, в).
В верхней части конуса выполнено отверстие для установки ножа 7.
Матрица экструдера состоит из двух разборных конусообразных частей 5 и 6, между которыми имеется зазор. В зазор установлены пластины из слюды 12, на которые навита нагревательная спираль 14. В верхнюю часть матрицы вставлен асбестоцементный конусообразный кожух 13.
Экструдер работает следующим образом. Включается электродвигатель 8, который с помощью цепных звездочек 9, цепи 10 и вариатора 11 приводит во вращение шнек 3.
Питательная ценность любого пищевого продукта определяется его физиологической калорийностью, которая, в свою очередь, связана с усвояемостью белков, жиров, углеводов. Экструзионная технология позволяет количественно и качественно изменять структуру, состав и пищевую ценность белково-крахмального комплекса.
Исходный продукт из загрузочного патрубка 1 поступает в зону загрузки винтового канала шнека 3 и увлекается им за счет разницы сил трения между продуктом и стенками корпуса 2 и винтового канала шнека 3, одновременно постепенно уплотняясь при этом.
В зоне смешивания продукт перемещается и перемешивается винтовой нарезкой шнека 3 с целью получения однородной смеси. Далее в зоне гомогенизации происходит уплотнение и измельчение продукта, что вызывает образование расплава экструдата.
В зоне гомогенизации продукт окончательно переходит из твердой фазы в вязкопластичную; здесь происходит плавление в результате преобразования механической энергии рабочих органов экструдера в тепловую энергию и за счет внутреннего трения в самом продукте при автогенном режиме работы экструдера.
Попадая в зону расположения конусообразной части 5, продукт дополнительно подогревается спиралью 14. Регулируемый теплоподвод за счет нагревательной спирали 14 обеспечивает поддержание наиболее рационального температурного режима, необходимого для обеспечения протекания физико-химических изменений с компонентами (белками, углеводами, витаминами и т.д.) обрабатываемого продукта.
Обрабатываемый продукт, находящийся в матричной зоне экструдера (в зоне расположения конусообразной части 5), подвергается интенсивному механическому перемешиванию с помощью лопаток 15 и 16. При воздействии плоских лопаток 15 расплав экструдата срезается тонкими слоями (за счет постепенно увеличивающейся их высоты в каждом ряду), а за счет лопаток 16, имеющих пазообразные, изогнутые в сторону вращения вырезы, он подвергается интенсивной термомеханической деструкции. При этом происходит разрыв цепи белковых молекул на более мелкие составляющие (полипептиды и пептиды). При этом лопатки 15 и 16, имеющие в поперечном сечении форму параллелограмма, создают дополнительные завихрения, способствующие ускорению выхода продукта из калибрующей матрицы.
При выходе из матрицы жгут продукт отрезается с помощью радиально установленного ножа 7.
Под действием таких факторов, как давление и температура, белки подвергаются денатурации, которая представляет собой внутримолекулярное явление, характеризующееся физической перегруппировкой внутренних связей. При этом происходит нарушение упорядоченности внутреннего строения молекулы, количественно определяемое изменением физико-химических свойств белков (растворимости, способности к гидратации, вязкости растворов, устойчивости к действию ферментов, биологической активности и др. [Остриков, А.Н. Экструзия в пищевой технологии [Текст] / А.Н.Остриков, О.В.Абрамов, А.С.Рудометкин. - С.-Пб.: ГИОРД, 2004. - 288 с.].
Таким образом, использование изобретения позволяет:
- повысить качество получаемых белковых текстуратов за счет регулирования термомеханического воздействия на обрабатываемый продукт;
- обеспечить необходимую глубину физико-химических превращений компонентов обрабатываемого продукта за счет регулирования теплоподвода с помощью нагревательной спирали 14 и степени термомеханической деструкции с помощью лопаток 15 и 16;
- расширить технологические возможности экструдера по производству текстурированных продуктов различного поликомпонентного состава;
- обеспечить стабильную и надежную работу матрицы, легкость ее обслуживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструдер | 2019 |
|
RU2715394C1 |
| ЭКСТРУДЕР С ДОРНОМ | 2010 |
|
RU2450924C1 |
| ЭКСТРУДЕР-ИЗМЕЛЬЧИТЕЛЬ | 2009 |
|
RU2417886C1 |
| ЭКСТРУДЕР | 2008 |
|
RU2361735C1 |
| ЭКСТРУДЕР | 2008 |
|
RU2390412C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ТЕКСТУРАТОВ | 2009 |
|
RU2409994C2 |
| ЭКСТРУДЕР | 2017 |
|
RU2674211C1 |
| ФОРМУЮЩАЯ ГОЛОВКА ЭКСТРУДЕРА | 2006 |
|
RU2317891C1 |
| СПОСОБ ПРОИЗВОДСТВА РАСТИТЕЛЬНО-МЯСНОГО ЭКСТРУДАТА | 2012 |
|
RU2511968C2 |
| ЛИНИЯ ПО ПЕРЕРАБОТКЕ МАСЛОСОДЕРЖАЩЕГО И ЗЕРНОБОБОВОГО СЫРЬЯ | 2010 |
|
RU2426464C1 |
Изобретение относится к оборудованию для экструзионной обработки пищевых продуктов и может быть использовано для производства белковых текстуратов из пищевого растительного сырья. Экструдер содержит корпус, шнек с приводом и ножом, калибрующую матрицу. На поверхности конусообразной части шнека, находящейся в матричной зоне экструдера, выполнены лопатки, имеющие в поперечном сечении форму параллелограмма и расположенные по окружностям с постепенно увеличивающейся высотой в каждом ряду, причем верхняя поверхность четных лопаток в каждом ряду выполнена плоской, а верхняя поверхность нечетных - с пазообразными, изогнутыми в сторону вращения вырезами, матрица экструдера состоит из двух разборных конусообразных частей, между которыми расположена нагревательная спираль, по оси конусообразной части шнека выполнено отверстие с резьбой для крепления радиально расположенного ножа. Технический результат изобретения - повышение качества получаемых белковых текстуратов за счет регулирования термомеханического воздействия на обрабатываемый продукт. 6 ил.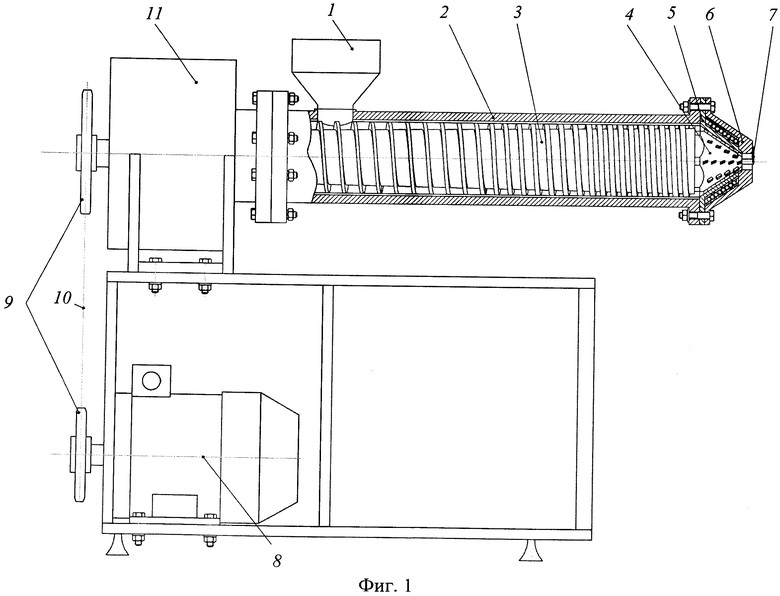
Экструдер, содержащий корпус, шнек с приводом, калибрующую матрицу, отличающийся тем, что на поверхности конусообразной части шнека, находящейся в матричной зоне экструдера, выполнены лопатки, имеющие в поперечном сечении форму параллелограмма и расположенные по окружностям с постепенно увеличивающейся высотой в каждом ряду, причем верхняя поверхность четных лопаток в каждом ряду выполнена плоской, а верхняя поверхность нечетных - с пазообразными изогнутыми в сторону вращения вырезами, матрица экструдера состоит из двух разборных конусообразных частей, между которыми расположена нагревательная спираль, по оси конусообразной части шнека выполнено отверстие с резьбой для крепления радиально расположенного ножа.
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2006 |
|
RU2306775C1 |
| ФОРМУЮЩАЯ ГОЛОВКА ЭКСТРУДЕРА | 2006 |
|
RU2317891C1 |
| ЭКСТРУДЕР | 2004 |
|
RU2252871C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛНОЖИРНОЙ СОИ ИЗ СОЕВЫХ БОБОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2156584C1 |
| DE 3636867 A1, 19.05.1988 | |||
| US 5061170 A, 29.10.1991. | |||

