Область техники
[0001] Настоящее изобретение относится к способу изготовления редкоземельного магнита и, в частности, способу изготовления спеченного магнита NdFeB с увеличенной коэрцитивностью.
Уровень техники
[0002] Ожидается, что спеченные магниты NdFeB будут иметь больший спрос в будущем в качестве компонента двигателя гибридного автомобиля или других устройств. Соответственно, требуется дополнительное увеличение их коэрцитивности. Один хорошо известный способ увеличения коэрцитивности HcJ спеченного магнита NdFeB состоит в замещении диспрозием (Dy) или тербием (Tb) части неодима (Nd). Однако Dy и Tb являются дефицитными ресурсами и распределены неравномерно. Кроме того, замещение этими элементами снижает остаточную магнитную индукцию Br и максимальное энергетическое произведение (ВН)мах спеченного магнита NdFeB.
[0003] Недавно было обнаружено, что HcJ может быть увеличена почти без снижения Br магнита путем нанесения Dy или Tb на поверхность спеченного магнита NdFeB напылением и затем нагревания его до температуры от 700° до 1000°С (непатентные документы 1-3). Dy или Tb, нанесенные на поверхность магнита, движутся по границе зерен спеченной прессовки в тело прессовки и диффундируют от границы зерен в каждую частицу основной фазы R2Fe14B, где R обозначает редкоземельный элемент. (Это явление называют диффузией по границам зерен). Так как в этом процессе богатая R фаза становится жидкой за счет термообработки, скорость диффузии Dy или Tb в пределах границы зерен гораздо больше, чем скорость их диффузии от границы зерен в частицу основной фазы. Эта разница в скорости диффузии может быть использована для регулирования температуры и времени термообработки так, чтобы создать по всей спеченной прессовке состояние, при котором Dy или Tb присутствует с высокой концентрацией только внутри области (поверхностной области) в окрестности границы зерен частицы основной фазы спеченной прессовки. Коэрцитивность HcJ спеченного магнита NdFeB зависит от состояния поверхностной области частицы основной фазы; спеченный магнит NdFeB, кристаллические зерна которого имеют высокую концентрацию Dy или Tb в поверхностной области, будет иметь высокую коэрцитивность. Хотя увеличение концентрации Dy или Tb снижает Br магнита, уменьшение Br всей частицы основной фазы является пренебрежимым, так как это уменьшение происходит только внутри поверхностной области каждой частицы основной фазы. Таким образом, получившийся продукт будет высокопроизводительным магнитом, имеющим высокую величину HcJ и все еще сохранившим Br, сравнимую с Br спеченного магнита NdFeB, который не подвергался замещению на Dy или Tb. Эта технология называется способом диффузии по границам зерен.
[0004] Способы промышленного изготовления спеченного магнита NdFeB способом диффузии по границам зерен уже были опубликованы (непатентные документы 4 и 5): один способ включает в себя формирование тонкого порошкового слоя фторида или оксида Dy или Tb на поверхности спеченного магнита NdFeB и его нагревание; а другой способ включает в себя погружение спеченного магнита NdFeB в смешанный порошок, состоящий из порошка фторида или оксида Dy или Tb и порошка гидрида кальция, и его нагревание.
[0005] Замещение части Fe в спеченном магните NdFeB на Ni или Со улучшает устойчивость магнита к коррозии; увеличение полного процента замещения на Ni или Со до уровня выше 20-30% предотвращает ржавление в антикоррозийном испытании (при 70°С, при влажности 95% и в течение 48 часов) (непатентный документ 6). Однако использование большого количества Ni или Со увеличивает цену магнита, и поэтому спеченные магниты NdFeB, полученные этим способом, было трудно использовать в промышленности.
[0006] Важные технологии также были предложены до опубликования способа диффузии по границам зерен, такие как технология диффундирования по меньшей мере одного элемента из Tb, Dy, Al и Ga в окрестности поверхности спеченного магнита NdFeB, чтобы подавить высокотемпературное необратимое размагничивание (патентный документ 1), или технология покрытия поверхности спеченного магнита NdFeB по меньшей мере одним элементом из Nd, Pr, Dy, Ho и Tb, чтобы предотвратить ухудшение магнитных характеристик вследствие рабочего разрушения (патентный документ 2).
[0007] Патентный документ 1: Публикация японской нерассмотренной заявки на патент № Н01-117303.
Патентный документ 2: Публикация японской нерассмотренной заявки на патент № S62-074048.
Непатентный документ 1: K.T. Park et al., "Effect of Metal-Coating and Consecutive Heat Treatment on Coercitivity of Thin Sintered NdFeB Magnets", Proceedings of the Sixteenth International Workshop on Rare-Earth Magnets and their Applications (2000), pp.257-264.
Непатентный документ 2: Naoyuki Ishigaki et al., "Neojimu Kei Bishou Shouketsu Jishaku No Hyoumen Kaishitsu To Tokusei Koujou (Surface Modification and Characteristics Improvement of Micro-sized Neodymium Sintered Magnet)", NEOMAX GIHOU (NEOMAX Technical Report), published by Kabushiki Kaisha NEOMAX, vol.15(2005), pp.15-19.
Непатентный документ 3: Ken-ichi Machida et al., "Nd-Fe-B Kei Shouketsu Jishaku No Ryuukai Kaishitsu To Jiki Tokusei (Grain Boundary Modification and Magnetic Characteristics of Sintered NdFeB Magnet)", Funtai Funmatsu Yakin Kyoukai Heisei 16Nen Shunki Taikai Kouen Gaiyoushuu (Speech Summaries of 2004 Spring Meeting of Japan Society of Powder and Powder Metallurgy), published by the Japan Society of Powder and Powder Metallurgy, 1-47A.
Непатентный документ 4: Kouichi Hirota et al., "Ryuukai Kakusan Hou Ni Yoru Nd-Fe-B Kei Shouketsu Jishaku No Kou-hojiryoku-ka (Increase in Coercivity of Sintered NdFeB Magnet by Grain Boundary Diffusion Method)", Funtai Funmatsu Yakin Kyoukai Heisei 17 Nen Shunki Taikai Kouen Gaiyoushuu (Speech Summaries of 2005 Spring Meeting of Japan Society of Powder and Powder Metallurgy), published by the Japan Society of Powder and Powder Metallurgy, p. 143.
Непатентный документ 5: Ken-ichi Machida et al., "Ryuukai Kaishitsu Gata Nd-Fe-B Kei Shouketsu Jishaku No Jiki Tokusei (Magnetic Characteristics of Sintered NdFeB Magnet with Modified Grain Boundary)", Funtai Funmatsu Yakin Kyoukai Heisei 17 Nen Shunki Taikai Kouen Gaiyoushuu (Speech Summaries of 2005 Spring Meeting of Japan Society of Powder and Powder Metallurgy), published by the Japan Society of Powder and Powder Metallurgy, p. 144
Непатентный документ 6: Yasutaka Fukuda et al., "Magnetic Properties and Corrosion Characteristics of Nd-(Fe,Co,Ni)-B Pseudo-Ternary Systems", KAWASAKI STEEL GIRO (Kawasaki Steel Technical Report), published by Kawasaki Steel Corporation, vol. 21(1989), No. 4, pp. 312-315.
Раскрытие изобретения
Проблема, решаемая изобретением
[0008] Изготовление спеченных магнитов NdFeB с помощью обычных способов диффузии по границам зерен имеет следующие проблемы:
(1) Способ нанесения Dy или Tb на поверхность спеченного магнита NdFeB напылением является непроизводительным и требует слишком высоких производственных затрат. Большинство продуктов-магнитов NdFeB являются малоразмерными, и многие из них изготавливаются миллионами для каждого типа. Напыление является неэффективным в качестве средства покрытия всей поверхности таких маленьких объектов, собранных в таком большом количестве.
(2) И способ, включающий в себя нанесение порошка фторида или оксида Dy или Tb на поверхность магнита и его нагревание, и способ, включающий в себя погружение магнита в смешанный порошок, состоящий из вышеуказанного порошка и порошка гидрида кальция, и его нагревания, являются дорогими, поскольку, как объясняется ниже, они требуют многочисленных технологических этапов.
[0009] Согласно этим способам поверхность магнита NdFeB, которую подвергли обработке резанием, очищают промыванием или травлением, так что магнит может подвергаться поверхностной обработке, такой как никелирование или ионное осаждение алюминия. Затем на эту поверхность наносят порошок фторида или оксида и нагревают магнит. В результате на поверхности магнита образуется поверхностный слой, выполненный из оксида или фторида с частично замещенным на Dy или Tb неодимом (Nd). В случае использования гидрида кальция поверхностный слой дополнительно содержит фторид или оксид кальция. Толщина поверхностного слоя является неравномерной, что нежелательно, так как спеченный магнит NdFeB является высокотехнологичной деталью и требует высокой размерной точности. Адгезия между оксидом или фторидом и спеченным магнитом NdFeB настолько плоха, что поверхностный слой будет легко отрываться, если его трут кистью или тому подобным. Магнит не может работать в качестве высокотехнологичной детали, если с его поверхности образуется порошок или покрытие легко отслаивается. Соответственно, для удаления поверхностного слоя необходимо повторно выполнять способ обработки резанием, такой как шлифование поверхности, с тем, чтобы устранить все, что легко удаляется, и добиться требуемого уровня геометрической размерной точности. Поэтому, даже если нанесение порошка фторида или оксида является недорогим, цена магнита будет высокой из-за дополнительно требуемых этапов удаления поверхностного слоя и шлифования поверхности.
[0010] Другим хорошо известным способом нанесения порошка фторида или оксида Dy или Tb на поверхность спеченного магнита NdFeB является погружение магнита в спиртовую суспензию этого порошка (непатентный документ 1). Аналогично ранее описанному способу, с помощью этого способа трудно сформировать равномерную пленку на поверхности спеченного магнита NdFeB. Если после процесса диффузии по границам зерен толщина поверхностного слоя на поверхности спеченного магнита NdFeB является неравномерной, то необходимо полностью удалять поверхностный слой или обрабатывать поверхность резанием так, чтобы добиться равномерной толщины. Такой способ является очень дорогим.
[0011] (3) Dy и Tb дороги и должны желательным образом наноситься минимально. Однако обычные способы могут допускать частичный избыток или недостаток нанесенного вещества. Источники Dy и Tb могут быть наиболее эффективно использованы в том случае, если эти вещества можно равномерно наносить по всей поверхности магнита в минимальном количестве, требуемом для диффузии по границам зерен.
[0012] (4) Другая проблема заключается в том, что коэрцитивность магнита и прямоугольность его кривой намагничивания ухудшаются из-за процесса обработки резанием для удаления поверхностного слоя после процесса диффузии по границам зерен или процесса протравливания для полного удаления редкоземельных оксидов. Ухудшение прямоугольности кривой намагничивания соответствует уменьшению коэрцитивности части магнита. Это явление будет заметно, если магнит является тонким. Существует противоречие в выполнении процесса обработки резанием или травления, который ухудшает коэрцитивность и прямоугольность кривой намагничивания, после выполнения процесса диффузии по границам зерен для увеличения коэрцитивности.
[0013] (5) Способы, описанные в патентных документах 1 и 2, являются довольно неэффективными в увеличении коэрцитивности.
[0014] Таким образом, в способе изготовления спеченного магнита NdFeB с увеличенной коэрцитивностью с помощью процесса диффузии по границам зерен настоящее изобретение направлено на достижение следующих целей:
(а) обеспечить средство, имеющее эффект улучшения коэрцитивности, который гораздо выше, чем аналогичный эффект способов, описанных в патентных документах 1 и 2, и сравним или выше, чем аналогичный эффект способов, предложенных в непатентном документе 4, в виде технологии, подходящей для промышленных применений,
(b) сформировать поверхностный слой на поверхности магнита таким образом, чтобы данный слой сильно сцеплялся с поверхностью,
(с) придать поверхностному слою надлежащую равномерную толщину,
(d) изготовить поверхностный слой, химически устойчивый и служащий в качестве антикоррозионной пленки для спеченного магнита NdFeB, образующего основу.
[0015] Чтобы решить проблемы (2), (3) и (4), необходимо устранить потребности в удалении поверхностного слоя, повторном выполнении обработки резанием или выполнении химического процесса, такого как травление, после того как спеченный магнит NdFeB точно обработан резанием и подвергнут процессу диффузии по границам зерен для увеличения его коэрцитивности. Другими словами, если спеченный магнит NdFeB может быть использован в практических областях применения сразу после процесса диффузии по границам зерен, то дополнительные затраты, которые обычные способы требуют после процесса диффузии по границам зерен, будут не нужны, и ухудшение магнитных характеристик из-за обработки резанием или травления будет дополнительно устранено. Если антикоррозионная обработка после обработки резанием становится ненужной или если практически достаточный антикоррозионный эффект может быть получен путем простого покрытия, цена продукта может быть снижена. Этот вопрос снижения цены является критически важной проблемой ввиду той ситуации, когда ожидается резкий рост спроса на двигатели гибридных автомобилей или другие области применения спеченных магнитов NdFeB.
Средства для решения данных проблем
[0016] Для решения вышеуказанных проблем настоящее изобретение предлагает способ изготовления спеченного магнита NdFeB с помощью процесса, включающего в себя нанесение вещества, содержащего диспрозий и/или тербий, на поверхность спеченного магнита NdFeB, образующего основное тело, и затем нагревание этого магнита для диффузии диспрозия и/или тербия по границам его зерен и тем самым увеличения коэрцитивности магнита, отличающийся тем, что:
(1) наносимое вещество представляет собой по существу металлический порошок;
(2) этот металлический порошок состоит из редкоземельного элемента R и переходного элемента Т группы железа, или же состоит из элементов R, Т и другого элемента Х, причем этот элемент Х способен образовывать сплав или интерметаллическое соединение с элементом R и/или Т; и
(3) содержание кислорода в спеченном магните NdFeB, образующем основное тело, составляет 5000 ч/млн или менее.
[0017] Содержание кислорода предпочтительно должно быть 4000 ч/млн или менее.
[0018] В способе изготовления спеченного магнита NdFeB согласно настоящему изобретению переходный элемент Т группы железа в металлическом порошке может содержать никель (Ni) и/или кобальт (Со) в суммарном количестве 10% или более от его целого.
[0019] Способ изготовления спеченного магнита NdFeB согласно настоящему изобретению может предпочтительно включать в себя выполнение следующих процессов в данном порядке:
(1) нанесение слоя клея на поверхность спеченного магнита NdFeB, образующего основное тело;
(2) помещение спеченного магнита NdFeB с нанесенным на него слоем клея, металлического порошка и ударной среды в контейнер и встряхивание или перемешивание его содержимого с образованием порошкового слоя из металлического порошка с равномерной толщиной на поверхности спеченного магнита NdFeB, образующего основное тело; и
(3) нагревание спеченного магнита NdFeB со сформированным на нем порошковым слоем, чтобы вызвать диффузию по границам зерен.
Краткое описание чертежей
[0020] Фиг.1 представляет собой таблицу, показывающую состав сплава тонких порошков, используемых в настоящем примере, причем каждый порошок содержит либо Dy, либо Tb.
Фиг.2 представляет собой таблицу, показывающую составы тонких порошков для создания порошкового слоя, используемые в настоящем примере.
Фиг.3 представляет собой схематичное изображение, иллюстрирующее способ изготовления спеченного магнита NdFeB по настоящему примеру.
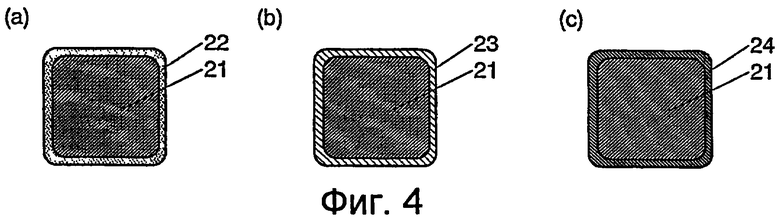
Фиг.4 представляет собой схематичное изображение, иллюстрирующее изменение спеченного магнита NdFeB 21, полученного с помощью способа изготовления спеченного магнита NdFeB по настоящему примеру.
Фиг.5 представляет собой таблицу, показывающую состав сплавов ленточного литья для создания спеченных магнитов NdFeB, используемых в настоящем примере.
Фиг.6 представляет собой таблицу, показывающую размеры зерен спеченных магнитов NdFeB, используемых в настоящем примере, и добавление или не добавление кислорода в каждый магнит.
Фиг.7 представляет собой таблицу, показывающую магнитные характеристики спеченных магнитов NdFeB, используемых в настоящем примере, перед процессом диффузии по границам зерен.
Фиг.8 представляет собой таблицу, показывающую комбинации спеченного магнита NdFeB, металлического порошка и условий диффузии по границам зерен.
Фиг.9 представляет собой таблицу, показывающую магнитные характеристики спеченных магнитов NdFeB после процесса диффузии по границам зерен.
Фиг.10 представляет собой таблицу, показывающую магнитные характеристики образцов (сравнительные примеры), полученных путем осуществления процесса диффузии по границам зерен в отношении спеченной прессовки с высоким содержанием кислорода (номер образца магнита: R-6).
Фиг.11 представляет собой таблицу, показывающую магнитные характеристики образцов (сравнительные примеры), полученных путем осуществления процесса диффузии по границам зерен в отношении магнита, имеющего порошковый слой, выполненный из порошка Dy2O3 или DyF3.
Фиг.12 представляет собой таблицу, показывающую различие магнитных характеристик вследствие содержания кислорода в спеченном магните NdFeB, полученном в настоящем примере.
Объяснение численных обозначений
[0021]
11 Пластиковый стакан
12 Шарики оксида циркония
13 Жидкий парафин
14 Вибратор
16 Шарики из нержавеющей стали
17 Тонкий металлический порошок
18 Вакуумная печь
21 Спеченный магнит NdFeB
22 Жидкий парафиновый слой
23 Порошковый слой
24 Поверхностный слой
Лучший вариант осуществления изобретения
[0022] Способ изготовления спеченного магнита NdFeB с помощью способа диффузии по границам зерен обычно представляет собой следующее:
Спеченный магнит NdFeB, который сформовали до требуемой формы, сначала очищают. Затем на поверхности магнита формируют слой, содержащий Dy и/или Tb с более высокой долей, чем средний состав спеченного магнита. Затем магнит нагревают при температуре от 700° до 1000°С в вакууме или инертном газе. Этот процесс нагревания обычно осуществляют при 900°С в течение одного часа или при 800°С в течение десяти часов. При этих условиях нагревания процесс диффузии по границам зерен может легко протекать, улучшая характеристики спеченного магнита, т.е. достигая более высокого уровня HcJ при сохранении Br и (BH)max на высоких уровнях, наблюдавшихся до процесса диффузии по границам зерен. Как уже сообщалось, процесс диффузии по границам зерен более эффективно работает на более тонком магните, в частности, если толщина равна или меньше чем 5 мм.
[0023] В способе изготовления спеченного магнита NdFeB с помощью процесса диффузии по границам зерен настоящее изобретение характеризуется способом формирования слоя с высоким содержанием Dy и/или Tb на поверхности магнита. Было обнаружено, что использование металлического порошка является наилучшим выбором для сильной адгезии поверхностного слоя к спеченной прессовке после процесса диффузии по границам зерен. Используемый металл может представлять собой любые металлические вещества, включая чистые металлы, сплавы и интерметаллические соединения; также включены бор (В), углерод (С), кремний (Si) и другие вещества, способные образовывать сплавы или интерметаллические соединения с R и/или Т.
[0024] Для достижения целей настоящего изобретения слой с высоким содержанием Dy и/или Tb на спеченном магните NdFeB должен иметь равномерную толщину. В случае обычного способа, включающего в себя окунание магнита в спиртовую суспензию порошка или погружение его в порошок, поверхностный слой, созданный на спеченном магните NdFeB после процесса диффузии по границам зерен, неравномерен по толщине; его поверхность настолько грубая, что для многих областей применения, которые требуют спеченного магнита NdFeB с высокой размерной точностью, необходимо повторно выполнять процесс точной обработки резанием. Если слой, сформированный на поверхности спеченного магнита NdFeB для процесса диффузии по границам зерен, имеет соответствующую и равномерную толщину, то поверхностный слой, полученный после процесса диффузии по границам зерен, также будет иметь соответствующую и равномерную толщину, так что получившийся магнит, который теперь имеет увеличенную коэрцитивность и улучшенную прямоугольность кривой намагничивания благодаря процессу диффузии по границам зерен, может быть использован в качестве точно-размерной детали даже без повторной обработки.
[0025] Во время процесса диффузии по границам зерен металл пристает к спеченному магниту NdFeB за счет реакции с основным материалом или сплавления с ним. Основная фаза спеченного магнита NdFeB представляет собой интерметаллическое соединение, выраженное в виде R2Fe14B, в то время как граница зерен состоит из сплава NdFe или NdFeB с содержанием Nd от 80 до 90% по массе. Когда на таком сплаве формируют металлический слой, поверхностный слой будет прочно приставать к основе вследствие процесса диффузии по границам зерен. Соответственно, лучше предварительно формировать металлический слой на поверхности.
[0026] Общеизвестно, что оксиды или фториды редкоземельных элементов, используемые в обычных способах диффузии по границам зерен, могут плохо приставать к металлу. Например, в случае получения оксида или фторида чистого металлического Nd или магнитного сплава NdFeB, образовавшийся на их поверхности оксид или фторид Nd будет легко отходить от основы.
[0027] Металлический порошок, используемый в настоящем изобретении, должен состоять из редкоземельного элемента R и переходного элемента Т группы железа, или же состоять из R, Т и другого элемента Х, причем Х представляет собой элемент, который может образовывать сплав или интерметаллическое соединение с R и/или Т. Использование Dy или Tb существенно для увеличения коэрцитивности и для улучшения прямоугольности кривой намагничивания. Однако и порошок чистого металлического Dy или Tb, и порошок его гидрида (например, RH2) или сплав, который напоминает чистый металл, настолько химически активны, что эти порошки трудно использовать в промышленности в качестве порошка, наносимого на поверхность спеченного магнита NdFeB для процесса диффузии по границам зерен. Поэтому, эти порошки нужно предпочтительно выполнять из сплава Dy или Tb и переходного элемента группы железа. Поверхностный слой, полученный после процесса диффузии по границам зерен, не должен быть выполнен только из Dy, Tb или других элементов R, так как эти элементы химически слишком активны для того, чтобы спеченный магнит NdFeB можно было использовать на практике без удаления поверхностного слоя после процесса диффузии по границам зерен. Поверхностный слой, полученный после процесса диффузии по границам зерен, должен быть выполнен из сплава или интерметаллического соединения, состоящего из R (включая Dy или Tb) и дополнительного элемента. Переходный элемент Т группы железа (т.е. Fe, Ni или Со) является наилучшим выбором в качестве такого дополнительного элемента. Т образует устойчивые сплав или интерметаллическое соединение с R. Кроме того, Т является важным компонентом спеченного магнита NdFeB, образующего основу. Соответственно, не будет отрицательного влияния на магнитные характеристики, даже если Fe, Ni или Со в порошковом слое диффундирует в спеченный магнит во время процесса диффузии по границам зерен. Металлический порошок может дополнительно содержать элемент Х, иной чем R и Т. Например, элементом Х может быть В, который является компонентом спеченного магнита NdFeB, образующего основу, Al или Cu, которые оба известны как полезные элементы-добавки. Другие примеры включают Cr и Ti, которые могут эффективно увеличивать устойчивость к коррозии и механическую прочность продукта после процесса диффузии по границам зерен.
[0028] Данный сплав может содержать водород. Насыщение сплава водородом с целью первичного дробления является обычным способом (способ водородного измельчения), применяемым в процессе получения порошка сплава RT или RTB. Способ водородного измельчения представляет собой технологию, обычно применяемую в производстве спеченного магнита NdFeB. Настоящее изобретение также использует способ водородного измельчения для получения порошка сплава, содержащего Dy или Tb, такого как DyT, DyTX, TbT или TbTX (где Х представляет собой В, Al, Cu или другие элементы). После гидрирования эти сплавы измельчают в порошок с размером зерна от 2 до 10 мкм, который подходит для процесса диффузии по границам зерен, с помощью струйного измельчения или других технологий тонкого измельчения. В данном случае водород высвобождается из порошка сплава наружу из системы во время процесса нагревания, выполняемого в ходе процесса диффузии по границам зерен.
[0029] Подходящий состав металлического порошка, выраженный в процентах по массе, является следующим: содержание R предпочтительно должно быть 10 % или выше и 60% или ниже. Содержание R в 10% или ниже препятствует диффузии по границам зерен; содержание R в 60% или выше делает поверхностный слой, формируемый после процесса диффузии по границам зерен, химически слишком активным. Содержание R более предпочтительно может быть 25% или выше и 45% или ниже. Это R (т.е. все редкоземельные элементы, включая Dy или Tb) должно содержать Dy и/или Tb с конкретным процентом или выше. Отношение Dy и/или Tb ко всему R в металлическом порошке должно быть выше, чем отношение Dy и/или Tb ко всему R в спеченном магните NdFeB, образующем основное тело. Первое отношение должно быть не ниже чем 10%, даже если содержание Dy и Tb в основном теле является нулевым или чрезвычайно низким. Содержание Т предпочтительно должно быть 20% или выше и 80% или ниже, а более предпочтительно 30% или выше и 75% или ниже. Диапазон предпочтительного содержания Х составляет от 0 до 30% для Al, от 0 до 20% для Cu, от 0 до 10% для Cr, от 0 до 5% для Ti, от 0 до 5% для B или от 0 до 5% для Sn. Использование Al, Cu и В в качестве элемента Х эффективно для усиления эффекта увеличения коэрцитивности с помощью процесса диффузии по границам зерен. Для Cr, Ti, Sn и многих других тугоплавких металлов, таких как V, Mo, W, Zr и Hf, существует определенный допустимый диапазон содержания для эффекта увеличения коэрцитивности с помощью процесса диффузии по границам зерен. Следует, конечно, понимать, что вышеуказанный металлический порошок будет окисляться или азотироваться во время процесса приготовления порошка или последующих процессов. Кроме того, данный порошок будет неизбежно загрязняться примесями углерода во время процесса нанесения порошка. Существует определенный допустимый предел загрязнения этими элементами в металлическом порошке.
[0030] Согласно настоящему изобретению содержание кислорода в спеченном магните NdFeB задается как 5000 ч/млн или ниже. Одно из отличий настоящего изобретения от общеизвестных технологий заключается в задании содержания кислорода в спеченном магните NdFeB. Если содержание кислорода не ниже определенного уровня, процесс диффузии по границам зерен не окажет своего эффекта, т.е. эффекта увеличения коэрцитивности; скорее, он может даже уменьшить коэрцитивность. Если содержание кислорода превышает 5000 ч/млн, коэрцитивность не будет увеличиваться с помощью процесса диффузии по границам зерен, но может снижаться, даже если спеченный магнит NdFeB имеет адекватно высокую коэрцитивность до процесса диффузии по границам зерен. Соответственно, содержание кислорода задано в настоящем изобретение как 5000 ч/млн или ниже. Содержание кислорода предпочтительно должно быть 4000 ч/млн или ниже, более предпочтительно 3000 ч/млн или ниже.
[0031] Если состав металлического порошка и содержание кислорода находятся в пределах описанных выше соответствующих диапазонов, то коэрцитивность спеченного магнита NdFeB будет эффективно увеличиваться с помощью процесса диффузии по границам зерен, и получившийся поверхностный слой будет устойчивым и прочно сцепленным с основой. Вследствие этих характеристик, спеченный магнит NdFeB, коэрцитивность которого была увеличена так, как объясняется ранее, может быть доведен до практического применения без повторной обработки.
[0032] Автор настоящего изобретения обнаружил, что поверхностный слой, полученный после процесса диффузии по границам зерен, будет иметь антикоррозионный эффект, если в порошковом слое содержится Ni и/или Со. Спеченный магнит NdFeB, который изготовили, используя металлический порошок, свободный от Ni и/или Со, будет быстро ржаветь, если он непосредственно контактирует с горячей и влажной атмосферой. Эта ржавчина настолько плохо пристает к основе, что она может стираться бумагой. Напротив, было обнаружено, что спеченный магнит NdFeB с увеличенной коэрцитивностью, полученный с использованием металлического порошка, содержащего Ni и/или Со с процентным содержанием 10% или выше от всего Т, едва ржавеет, и эта ржавчина настолько прочно пристает к основе, что никогда не отходит, даже если ее сильно тереть бумагой. Это очень благоприятно для практических применений. Ржавление может дополнительно подавляться путем увеличения количества Ni и/или Со. С точки зрения устойчивости к коррозии поверхностного слоя, полное содержание Ni и/или Со должно быть предпочтительно 20% или выше от всего Т, а более предпочтительно 30% или выше. Было доказано, что добавление Ni и Со не оказывает отрицательного влияния на первоначальное назначение процесса диффузии по границам зерен, т.е. увеличение коэрцитивности.
[0033] Замещение части Fe в спеченном магните NdFeB на Ni и/или Со улучшает устойчивость к коррозии данного магнита и предохраняет его от ржавления (непатентный документ 6). Однако использование слишком большого количества Ni или Со увеличивает цену продукта и, следовательно, препятствует его практическим применениям. Введение Ni и/или Со в металлический порошок, как в настоящем изобретении, делает данный элемент преобладающим только в поверхностном слое и, следовательно, вызывает только незначительное увеличение стоимости материала всего магнита.
[0034] Металлический порошок, используемый в настоящем изобретении, должен иметь размер зерен 5 мкм или менее, предпочтительно 4 мкм или менее, а наиболее предпочтительно 3 мкм или менее. Слишком большой размер зерен мешает порошку сплавляться с материалом основы, а также вызывает проблемы при адгезии получившегося поверхностного слоя к основе. Меньший размер зерен приводит к более высокой плотности поверхностного слоя, полученного после термообработки. Меньший размер зерен также благоприятен для использования поверхностного слоя в качестве антикоррозионной пленки. У размера зерен нет нижнего предела; сверхтонкий порошок диаметром несколько десятков нанометров является идеальным, если затратами можно пренебречь. С практических точек зрения средний размер зерен металлического порошка наиболее предпочтительно должен составлять приблизительно от 0,3 мкм до 3 мкм.
[0035] Металлический порошок, используемый в настоящем изобретении, может быть выполнен либо из порошка сплава, имеющего единый состав, либо смешанного порошка, состоящего из порошков сплавов, имеющих множество составов. В составе металлического порошка в настоящем изобретении не делается детализации по водороду и смоляным компонентам, которые будут испаряться и выделяться наружу из системы во время процесса диффузии по границам зерен. Соответственно, ни водород, накопленный с целью облегчения измельчения металла или сплава, ни компонент слоя клея, используемый в процессе формирования металлического порошкового слоя, который будет описан позднее, не рассматриваются при вычислении массовых процентов R, Т и Х компонентов. Как указано ранее, содержащее Dy и/или Tb вещество, нанесенное на поверхность спеченного магнита NdFeB, в настоящем изобретении представляет собой "по существу" металлический порошок. Выражение "по существу" в данном контексте предполагает, что порошок может содержать водород, смолу или некоторые несущественные компоненты (например, оксид или фторид Dy или Tb), которые не оказывают отрицательного влияния на адгезию поверхностного слоя к основе.
[0036] Далее описывается способ изготовления, использующий ударную среду. Процессы (1) и (2) представляют собой новый способ нанесения порошка, разработанный автором настоящего изобретения с его коллегами. Подробности этого способа описаны в публикации японской нерассмотренной заявки на патент № Н05-302176 и других документах. Автор настоящего изобретения и его коллеги назвали данный способ нанесения "способ барабанного окрашивания" или "БО способ" и продолжают усилия по практическому применению данного способа для создания антикоррозионного покрытия на различных магнитах и декоративного покрытия на корпусах электронных устройств или тому подобном.
[0037] В настоящем изобретении слой клея, нанесенный в первом процессе (1), не нуждается в затвердевании; этот слой нужен только для того, чтобы удерживать металлический порошок на поверхности спеченного магнита до процесса диффузии по границам зерен. Слой клея будет в итоге испаряться или разлагаться во время процесса диффузии по границам зерен; он не будет служить для адгезии компонентов металлического порошка к основе после процесса диффузии по границам зерен. Как уже объяснялось, эффект адгезии к основе является результатом сплавления компонентов металлического порошка и материала основы.
Учитывая эти факторы, слой клея, наносимый в процессе (1) настоящего изобретения, выполнен из смолы, которая может легко испаряться или разлагаться при нагревании. Примеры такой смолы включают в себя жидкий парафин или жидкую эпоксидную или акриловую смолу, свободную от отвердителя. Нанесение слоя клея осуществляют, например, с помощью способа, описанного в публикации японской нерассмотренной заявки на патент № 2004-359873. Толщина этого слоя клея составляет приблизительно от 1 до 3 мкм.
В следующем процессе (2) спеченный магнит NdFeB с образованным на нем слоем клея, металлический порошок и ударную среду помещают в контейнер и встряхивают или перемешивают так, что металлический порошок будет равномерно распределяться и пристает к поверхности спеченного магнита, образуя порошковый слой. Предпочтительный средний размер зерен металлического порошка, применяемого в этом процессе, является таким, как указано ранее.
ПЕРВЫЙ ПРИМЕР
[0038] Одиннадцать видов сплавов, показанных в таблице на Фиг.1, каждый из которых содержит Dy или Tb, приготовили с помощью способа ленточного литья. Каждый сплав затем подвергали водородному измельчению и струйному измельчению, получая тонкие порошки со средним размеров зерен приблизительно 5 мкм, 3 мкм, 2 мкм и 1,5 мкм. Размер зерен измеряли с помощью аппарата измерения распределения зерен по размерам лазерного типа, изготовленного Sympatec GmbH. Центральное значение D50 распределения зерен по размерам выбирали в качестве среднего размера зерен.
[0039] В дополнение к тонким порошкам сплавов, показанных в таблице на фиг.1, в качестве металлических порошков также использовали тонкие порошки, приготовленные путем подмешивания в вышеуказанные порошки тонких порошков Al, Cu, Ni, Co, Mn, Sn, Ag, Mo и W. Составы и средние размеры зерен этих использованных в эксперименте тонких порошков показаны в таблице на фиг.2.
[0040] Формирование металлического порошкового слоя, содержащего Dy или Tb, на поверхности спеченного магнита NdFeB и процесс диффузии по границам зерен осуществляли следующим образом (смотри Фиг.3 и 4).
Процесс (1): 100 мл шариков 12 из оксида циркония с диаметром 1 мм и 0,1 г жидкого парафина 13 помещали в пластиковый стакан 11 объемом приблизительно 200 мл (Фиг.3(а)) и тщательно перемешивали. Затем в стакан 11 помещали спеченные магниты NdFeB 21, и этот стакан 11 встряхивали в течение 15 секунд, прижимая его дно к вибратору 14, используемому в барабанной отделочной машине (Фиг.3(b)). В результате, на поверхности спеченных магнитов NdFeB 21 формировали жидкий парафиновый слой 22 (Фиг.4(а)).
Процесс (2): 8 мл шариков 16 из нержавеющей стали с диаметром 1 мм помещали в 10-миллилитровый стеклянный флакон 15. Затем 1 г вышеуказанного металлического порошка 17 добавляли к содержимому (Фиг.3(с)), и стеклянный флакон 15 встряхивали, прижимая его дно к тому же вибратору, как и используемый в процессе (1). Затем спеченные магниты NdFeB 21 с образованным на них жидким парафиновым слоем 22 помещали в стеклянный флакон 15, и этот флакон встряхивали еще раз (Фиг.3(d)). В результате, на поверхности спеченных магнитов NdFeB 21 формировали порошковый слой 23, состоящий из металлического порошка 17, удерживаемого жидким парафином (Фиг.4(b)).
Процесс (3): Спеченные магниты NdFeB, покрытые металлическим порошковым слоем, помещали в вакуумную печь 18 и нагревали до температуры от 700° до 1000°С в вакууме 1-2×10-4 Па (Фиг.3(е)). После охлаждения магниты дополнительно нагревали при 480-540°С в течение одного часа (Фиг.3(f)) и в итоге охлаждали до комнатной температуры. Эти процессы были предназначены для подачи Dy или Tb из порошкового слоя 23 в спеченную прессовку спеченного магнита NdFeB 21 по границам зерен спеченной прессовки, чтобы увеличить коэрцитивность спеченного магнита NdFeB 21. Во время этих процессов жидкий парафин, содержащийся в порошковом слое 23, испарялся или разлагался, оставляя поверхностный слой 24, состоящий из порошкового слоя 23, сплавленного с поверхностью спеченного магнита NdFeB 21 (Фиг.4(с)).
[0041] В процессе (2) с металлическими порошками, содержащими Dy или Tb, обращались в защитной камере с перчатками, заполненной газом аргоном высокой чистоты. Во время перехода от процесса (2) к процессу (3) образец содержали в закрытом контейнере, имеющем небольшой зазор между крышкой и контейнером, причем данный зазор рассчитан так, что воздух практически не мог проходить сквозь него при нормальных давлениях, тогда как газ аргон в контейнере мог выходить сквозь него только при высоком вакууме. После заполнения газом аргоном контейнер извлекали из защитной камеры и немедленно перемещали в вакуумную печь. Таким образом, металлический порошок предохраняли от контакта с воздухом во время перехода от процесса (2) к процессу (3). В процессе (3) газ аргон в контейнере выходил через зазор наружу из контейнера.
[0042] Спеченный магнит NdFeB 21 готовили с помощью следующей процедуры. Сплавы, имеющие составы, показанные в таблице на Фиг.5, готовили способом ленточного литья и измельчали в тонкие порошки в газообразном азоте с помощью водородного измельчения и струйного измельчения. Тонкие порошки готовили при двух различных условиях: при первых условиях приблизительно 1000 ч/млн кислорода вводили в газообразный азот, слегка окисляя тонкий порошок; при вторых условиях тонкое измельчение выполняли в высокочистом газообразном азоте, снижая содержание кислорода в тонком порошке до наименее возможного уровня. Рабочие условия струйного измельчения регулировали так, чтобы получать два типа порошков, имеющих средние диаметры D50=5 мкм и 3 мкм соответственно. Размер зерен измеряли с помощью аппарата измерения распределения зерен по размерам лазерного типа, изготовленного Sympatec GmbH. Порошок с D50=5 мкм ориентировали и формовали с помощью обычного способа прессования с поперечным полем и затем спекали. Порошок с D50=3 мкм помещали в нержавеющий контейнер с цилиндрической полостью диаметром 12 мм и глубиной 10 мм до загрузочной плотности 3,6 г/см3. После того как контейнер закрыли, пульсирующее магнитное поле 9 Т прикладывали в осевом направлении цилиндра, чтобы ориентировать порошок внутри полости, после чего содержащийся в нержавеющем контейнере порошок спекали в вакууме. Температуру спекания изменяли в диапазоне от 950° до 1050°С и полученный при этих условиях магнит, который давал лучшие магнитные характеристики, использовали в качестве образца. После процесса спекания магнит подвергали термообработке и обрабатывали резанием в прямоугольные твердые тела размером 7×7×4 мм (направление 4 мм совпадало с направлением намагничивания). Термообработка включала в себя этап одночасового нагревания при 800°С, последующий этап быстрого охлаждения и другой этап одночасового нагревания при 480°-540°С с последующим конечным этапом быстрого охлаждения. Образцы спеченных магнитов NdFeB, полученные таким образом, перечислены в Фиг.6. В таблице на Фиг.6 пункт "добавление кислорода" указывает, вводили или нет кислород в газообразный азот во время процесса тонкого измельчения с помощью струйной мельницы. Добавление кислорода в процесс измельчения стабилизирует порошок, так что получившийся порошок не горит, даже если его приводят в контакт с воздухом. Порошок, полученный с помощью процесса тонкого измельчения без добавления кислорода, чрезвычайно активен и будет загораться при воздействии на него воздуха. Магнит, созданный с использованием тонкого порошка, полученного без добавления кислорода, может иметь более высокий уровень коэрцитивности, чем магнит, созданный с использованием тонкого порошка, полученного с добавлением кислорода. Содержания кислорода в спеченных прессовках были следующими: от 2000 до 3500 ч/млн в случаях с R-1 по R-4, показанных на Фиг.6, от 1500 до 2500 ч/млн в случае R-5 и от 4500 до 5500 ч/млн в случае R-6. Магнитные характеристики после оптимальной термообработки магнитов с R-1 по R-6, перечисленных на Фиг.6, были такими, как показано в таблице на Фиг.7.
[0043] Эксперимент с диффузией по границам зерен проводили для каждой из сорока девяти комбинаций спеченного магнита NdFeB, металлического порошка и условий диффузии по границам зерен (температура и время), показанных в таблице на Фиг.8, определяя магнитные характеристики каждого из обработанных магнитов. Каждому спеченному магниту NdFeB придавали форму прямоугольного твердого тела, имеющего толщину 4 мм и квадратное сечение с длиной стороны 7 мм. Направление намагничивания было параллельно направлению толщины. С помощью описанного выше процесса металлический порошок наносили на спеченную прессовку и затем нагревали, что вызывало адгезию металлического порошка к спеченной прессовке и диффузию Dy или Tb по границе зерен. Таким образом увеличивали коэрцитивность спеченного магнита. Для каждого из сорока девяти образов было подтверждено, что порошковый слой прочно приставал к спеченной прессовке. Толщина созданного таким образом поверхностного слоя лежала в диапазоне от 5 до 100 мкм. Толщину можно было менять, варьируя размер зерен, состав и условия нагревания порошка. Как уже объяснялось, было подтверждено, что порошковый слой прочно приставал к спеченной прессовке каждого из сорока девяти образцов. Высокую прочность адгезии подтвердили с помощью испытания, в котором образец сильно терли о бумагу, или с помощью испытания на адгезию по методу решетчатого надреза, который включал в себя этапы образования поперечного надреза размером 1×1 мм на поверхности образца, прикрепления липкой ленты к надрезанной части и удаления данной ленты с усилием. Также для всех образцов было подтверждено, что поверхностный слой после спекания и процесса диффузии по границам зерен имел почти равномерную толщину по всей поверхности образца.
[0044] Было подтверждено, что, когда поверхностный слой создавали из одного из порошков сплавов с А-1 по А-8, каждый из которых содержал Ni или Со, спеченный магнит NdFeB после диффузии по границам зерен имел более высокую устойчивость к коррозии, чем спеченный магнит NdFeB, на котором такой поверхностный слой не формировали. Также подтвердили, что продукт коррозии, который возникал на таком поверхностном слое, был прочно прикреплен. Эти подтверждения доказывают, что поверхностный слой имеет эффект придания спеченному магниту NdFeB устойчивости к коррозии. Однако это не гарантирует длительной устойчивости к коррозии в горячих и влажных условиях. Для применений, связанных с сильно коррозионной окружающей средой, необходимо формировать антикоррозионное покрытие на поверхностном слое путем покрытия смолой или металлизации. Например, магнит без образованного на нем поверхностного слоя и магнит, который подвергали процессу диффузии по границам зерен, используя порошок сплава с высоким содержание Ni или Со, приводили в контакт с атмосферой при температуре 70°С и относительной влажности 70% в течение одного часа. В результате, явные пятна ржавчины наблюдали на первом магните; эти пятна ржавчины легко удалялись путем трения их о бумагу. Напротив, никакой ржавчины не наблюдали на последнем магните, или же наблюдали только небольшое число пятен ржавчины на его острых углах. Было подтверждено, что эти образовавшиеся на углах пятна также были прочно связаны с основой. Такая умеренная устойчивость к коррозии является практически выгодной со следующих точек зрения:
(1) Продукт будет предохраняться от коррозии во время транспортировки или хранения, даже если его перевозят без обработки поверхности.
(2) В случае двигателей с внутренним постоянным магнитом (ВПМ) данный магнит будет вставляться в разъем и уплотняться смолой. В этом случае умеренная устойчивость к коррозии достаточна для того, чтобы магнит использовался в том виде, как он есть (без обработки поверхности).
[0045] Магнитные характеристики образцов, перечисленных на Фиг.8, показаны на Фиг.9 (с S-1 по S-45) и Фиг.10 (с S-45 по S-49). Сравнение характеристик магнитов до процесса диффузии по границам зерен (Фиг.7) с характеристиками после процесса диффузии по границам зерен (Фиг.9) показывает, что характеристики всех образцов с S-1 по S-45 улучшаются благодаря процессу диффузии по границам зерен. В случае, когда использовали спеченную прессовку с высоким содержанием кислорода, коэрцитивность немного снижалась из-за процесса диффузии по границам зерен, как показано на Фиг.10. Спеченная прессовка с высоким содержанием кислорода, использованная в настоящем эксперименте, имела содержание кислорода 5300 ч/млн. Было подтверждено, что процесс диффузии по границам зерен будет неэффективным, если содержание кислорода в спеченной прессовке составляет 5000 ч/млн или выше.
[0046] Для сравнения проводили эксперимент, основанный на обычном процессе диффузии по границам зерен, использующем Dy2O3 и DyF3, используя спеченные магниты NdFeB, аналогичные магнитам, использованным в вышеописанном примере. Результат показан на Фиг.11. Этот результат подтверждает следующие факты.
(1) Использование порошков Dy2O3 и DyF3 для процесса диффузии по границам зерен вызывает увеличение коэрцитивности. Результат, показанный в этой таблице, в комбинации с результатами других экспериментов, выполненных при разных условиях, доказывает, что способ, использующий металлический порошок согласно настоящему изобретению, обеспечивает большее увеличение коэрцитивности с помощью процесса диффузии по границам зерен, чем можно достичь с помощью способа, использующего Dy2O3 и DyF3.
(2) Способ, использующий Dy2O3 и DyF3, эффективен в улучшении коэрцитивности с помощью процесса диффузии по границам зерен, даже если спеченный магнит содержит высокую концентрацию кислорода. Таким образом, было обнаружено, что обычный способ, использующий оксид или фторид, может давать эффект диффузии по границам зерен даже для спеченных прессовок с высоким содержанием кислорода.
(3) В случае образцов, которые подвергали процессу диффузии по границам зерен, используя оксид или фторид, поверхностный слой после процесса диффузии по границам зерен был сцеплен настолько плохо, что данный поверхностный слой можно было удалить даже путем мягкого трения образца о бумагу. Вместе с тем, было подтверждено, что для полного удаления этого слоя необходим процесс обработки резанием или травлением.
[0047] Как описано выше, коэрцитивность образцов в настоящем примере, показанных на Фиг.8, была выше, чем коэрцитивность образцов, использованных в сравнительных примерах, показанных на Фиг.11. Это подтверждает, что способ согласно настоящему изобретению превосходит обычный способ с точки зрения эффекта увеличения коэрцитивности. Авторы непатентных документов 1-5, имеющих отношение к процессу диффузии по границам зерен, также заявляют, что их способы увеличивали коэрцитивность до более высокого уровня, чем коэрцитивность образца, приготовленного с помощью обычных способов (на дату публикации каждого документа). Непатентные документы 1-5 описывают экспериментальные результаты, которые демонстрируют, что заметные эффекты были получены в основном тогда, когда использовали Tb, хотя Dy также использовали в некоторых из этих экспериментов. Однако идея использования Tb является непрактичной, так как Tb более редок, чем Dy, и в пять раз дороже последнего материала. Способ согласно настоящему примеру использовал Dy в большинстве экспериментов и, тем не менее, достигал заметных эффектов с точки зрения коэрцитивности.
[0048] Увеличение толщины образца спеченной прессовки уменьшает эффект от процесса диффузии по границам зерен. Поэтому толщина образца спеченной прессовки является важным фактором в этом эксперименте. В случае непатентных документов 1-5 толщина образцов спеченных прессовок была 0,7 мм (непатентный документ 1), от 0,2 до 2 мм (непатентный документ 2), 2,7 мм (непатентный документ 3) и от 1 до 5 мм (непатентный документ 4). (Толщина образца спеченной прессовки не указана в непатентном документе 5). С другой стороны, образцы спеченных прессовок, использованные в настоящем примере, были 4 мм толщиной, что толще, чем образцы, описанные в данных непатентных документах, за исключением непатентного документа 4. В случае непатентного документа 4, когда толщина образца спеченной прессовки составляла 4 мм, максимальная коэрцитивность была 1,12×106 А/м=14,5 кЭ (при температуре нагревания 1073 К в процессе диффузии по границам зерен; вычислено из Фиг.2 непатентного документа 4). Эта величина меньше, чем достигнутая в настоящем примере (и следует заметить, что эти данные были получены с Tb). Таким образом, способ согласно настоящему изобретению также превосходит способы, описанные в непатентных документах 1-5, с точки зрения толщины спеченного компактного магнита.
ВТОРОЙ ПРИМЕР
[0049] Сплав ленточного литья, имеющий состав М-1, измельчали тем же способом, как в первом примере, получая порошок с D50=5 мкм. Аналогично первому примеру, процесс тонкого измельчения выполняли при различных условиях, т.е. примешивая от 100 до 3000 ч/млн кислорода к азоту в процессе струйного измельчения в одном случае или используя чистый азот в другом случае, получив три вида тонких порошков, отличающихся содержанием кислорода. Эти порошки формовали с помощью способа прессования с поперечным полем и затем спекали при температуре от 980° до 1050°С, получая спеченные прессовки. Эти спеченные прессовки далее обозначаются как R-7, R-8 и R-9. Образцы R-7 - R-9 подвергали термообработке, как и в первом примере, и для каждой из спеченных прессовок приготовили три прямоугольных твердых образца размерами 7мм×7мм×4мм (направление 4 мм совпадает с направлением намагничивания). Средние величины содержания кислорода в R-7 - R-9 показаны на Фиг.12. Процесс диффузии по границам зерен, используя порошок Р-4, выполняли на R-7 - R-9 таким же способом, как описано в первом примере. Процесс диффузии по границам зерен осуществляли при 900°С в течение одного часа. После процесса диффузии по границам зерен осуществляли термообработку как в первом примере. Магнитные характеристики магнитов R-7 - R-9 после оптимальной термообработки были такими, как показано на Фиг.12. Каждая из этих величин демонстрирует среднюю величину для трех образцов. Как видно из Фиг.12, коэрцитивность магнитов после процесса диффузии по границам зерен увеличивается с уменьшением содержания кислорода в магнитах. Настоящий пример демонстрирует, что (1) в том случае, когда содержание кислорода в магните составляет 5000 ч/млн или выше, процесс диффузии по границам зерен дает только незначительный эффект увеличения коэрцитивности или может даже снижать коэрцитивность. Соответственно, невозможно увеличить коэрцитивность без снижения содержания кислорода до 5000 ч/млн или ниже. Как видно из Фиг.12, содержание кислорода предпочтительно должно быть 4000 ч/млн или ниже, а более предпочтительно - 3000 ч/млн или ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2389098C2 |
| ПОЛУЧЕНИЕ МАТЕРИАЛА РЕДКОЗЕМЕЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2005 |
|
RU2367045C2 |
| СПЕЧЕННЫЙ МАГНИТ R-FE-B И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2704989C2 |
| РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2377680C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАТЕРИАЛА РЕДКОЗЕМЕЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2007 |
|
RU2417138C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2454298C2 |
| РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2377681C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАТЕРИАЛА РЕДКОЗЕМЕЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2007 |
|
RU2417139C2 |
| ФУНКЦИОНАЛЬНО УСОВЕРШЕНСТВОВАННЫЙ РЕДКОЗЕМЕЛЬНЫЙ ПОСТОЯННЫЙ МАГНИТ | 2006 |
|
RU2359352C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ МАГНИТОВ | 2009 |
|
RU2446497C1 |











Изобретение относится к порошковой металлургии, в частности, к изготовлению спеченных магнитов NdFeB. На поверхность спеченного магнита NdFeB, образующего основное тело, наносят металлический порошок, содержащий диспрозий и/или тербий и состоящий из редкоземельного элемента R и переходного элемента Т группы железа, или же состоит из элементов R, Т и другого элемента X, способного образовывать сплав или интерметаллическое соединение с элементом R и/или Т. Содержание кислорода в спеченном магните NdFeB, образующем основное тело, составляет 5000 ч./млн или менее. После чего магнит нагревают для диффузии диспрозия и/или тербия по границам зерен. Полученный магнит обладает высокой коэрцитивностью без снижения его остаточной магнитной индукции и максимального энергетического произведения. 14 з.п. ф-лы, 12 ил.
1. Способ изготовления спеченного магнита NdFeB с помощью процесса, включающего в себя нанесение вещества, содержащего диспрозий и/или тербий, на поверхность спеченного магнита NdFeB, образующего основное тело, и затем нагревание этого магнита для диффузии диспрозия и/или тербия по границам его зерен и тем самым увеличения коэрцитивности магнита, отличающийся тем, что:
(1) наносимое вещество представляет собой, по существу, металлический порошок;
(2) этот металлический порошок состоит из редкоземельного элемента R и переходного элемента Т группы железа, или же состоит из элементов R, Т и другого элемента X, причем этот элемент Х способен образовывать сплав или интерметаллическое соединение с элементом R и/или Т; и
(3) содержание кислорода в спеченном магните NdFeB, образующем основное тело, составляет 5000 ч./млн или менее.
2. Способ по п.1, отличающийся тем, что содержание кислорода составляет 4000 ч./млн или менее.
3. Способ по п.1, отличающийся тем, что переходный элемент Т группы железа в металлическом порошке содержит никель и/или кобальт в суммарном количестве 10% (по массе) или более от его целого.
4. Способ по п.1, отличающийся тем, что выполняют следующие три процесса в данном порядке:
(1) наносят слой клея на поверхность спеченного магнита NdFeB, образующего основное тело;
(2) помещают спеченный магнит NdFeB с нанесенным на него слоем клея, металлический порошок и ударную среду в контейнер и встряхивают или перемешивают его содержимое, формируя порошковый слой из металлического порошка с равномерной толщиной на поверхности спеченного магнита NdFeB, образующего основное тело; и
(3) нагревают спеченный магнит NdFeB со сформированным на нем порошковым слоем, вызывая диффузию по границам зерен.
5. Способ по п.2, отличающийся тем, что переходный элемент Т группы железа в металлическом порошке содержит никель и/или кобальт в суммарном количестве 10% (по массе) или более от его целого.
6. Способ по п.2, отличающийся тем, что выполняют следующие три процесса в данном порядке:
(1) наносят слой клея на поверхность спеченного магнита NdFeB, образующего основное тело;
(2) помещают спеченный магнит NdFeB с нанесенным на него слоем клея, металлический порошок и ударную среду в контейнер и встряхивают или перемешивают его содержимое, формируя порошковый слой из металлического порошка с равномерной толщиной на поверхности спеченного магнита NdFeB, образующего основное тело; и
(3) нагревают спеченный магнит NdFeB со сформированным на нем порошковым слоем, вызывая диффузию по границам зерен.
7. Способ по п.3, отличающийся тем, что выполняют следующие три процесса в данном порядке:
(1) наносят слой клея на поверхность спеченного магнита NdFeB, образующего основное тело;
(2) помещают спеченный магнит NdFeB с нанесенным на него слоем клея, металлический порошок и ударную среду в контейнер и встряхивают или перемешивают его содержимое, формируя порошковый слой из металлического порошка с равномерной толщиной на поверхности спеченного магнита NdFeB, образующего основное тело; и
(3) нагревают спеченный магнит NdFeB со сформированным на нем порошковым слоем, вызывая диффузию по границам зерен.
8. Способ по п.5, отличающийся тем, что выполняют следующие три процесса в данном порядке:
(1) наносят слой клея на поверхность спеченного магнита NdFeB, образующего основное тело;
(2) помещают спеченный магнит NdFeB с нанесенным на него слоем клея, металлический порошок и ударную среду в контейнер и встряхивают или перемешивают его содержимое, формируя порошковый слой из металлического порошка с равномерной толщиной на поверхности спеченного магнита NdFeB, образующего основное тело; и
(3) нагревают спеченный магнит NdFeB со сформированным на нем порошковым слоем, вызывая диффузию по границам зерен.
9. Способ по п.1, отличающийся тем, что содержание элемента R в металлическом порошке составляет 10% или выше и 60% или ниже по массе.
10. Способ по п.9, отличающийся тем, что содержание элемента R составляет 25% или выше и 45% или ниже по массе.
11. Способ по п.1, отличающийся тем, что содержание элемента Т в металлическом порошке составляет 20% или выше и 80% или ниже по массе.
12. Способ по п.11, отличающийся тем, что содержание элемента Т составляет 30% или выше и 75% или ниже по массе.
13. Способ по п.3, отличающийся тем, что элемент Т содержит никель и/или кобальт в суммарном количестве 20% (по массе) или более от его целого.
14. Способ по п.1, отличающийся тем, что средний размер зерен металлического порошка составляет 5 мкм или менее.
15. Способ по п.14, отличающийся тем, что средний размер зерен металлического порошка составляет от 0,3 до 3 мкм.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| МАГНИТНЫЙ МАТЕРИАЛ ДЛЯ ПОСТОЯННЫХ МАГНИТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136068C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ НА ОСНОВЕ ЖЕЛЕЗА | 1987 |
|
SU1513738A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

