Область техники
Данное изобретение относится к способу переработки отходов магнитов и относится, в частности, к способу переработки отходов магнитов, в котором: спеченные магниты, которые были ранее использованы или были отбракованы в ходе процесса производства, регенерируются; и, без извлечения растворением специфических элементов из спеченных магнитов, отходы магнитов могут быть переработаны в высокоэффективные спеченные магниты (постоянные магниты).
Предшествующий уровень техники
Спеченные магниты на базе Nd-Fe-B (так называемые неодимовые магниты) могут производиться с низкими затратами за счет того, что они изготовлены из комбинации железа и элементов Nd и В, которые являются недорогими и широко встречаются в полезных ископаемых, что обеспечивает их стабильную поставку. Кроме того, они обладают высокими магнитными свойствами (максимальная энергия перемагничивания примерно в 10 раз больше по сравнению с ферритными магнитами). Поэтому они применяются в разнообразных продуктах, таких как электронные приборы, и используются в электрических двигателях и генераторах для гибридных автомобилей при возрастании видов их применения.
Этот вид спеченных магнитов производится преимущественно способом порошковой металлургии. В этом способе Nd, Fe и В первоначально смешивают в заданном соотношении. При этом для улучшения магнитной коэрцитивной силы примешивают редкие редкоземельные элементы, такие как диспрозий и т.п. Затем получают сплав исходных материалов посредством плавления и формования литьем. Сплав исходных материалов однократно грубо измельчают, например в процессе измельчения в атмосфере водорода, и затем тонко измельчают, например в процессе тонкого измельчения в вихревой мельнице (этап измельчения), в результате чего получают порошок сплава исходных материалов. После этого полученный порошок сплава исходных материалов ориентируют в магнитном поле (ориентирование в магнитном поле) и формуют под давлением при приложении магнитного поля, посредством чего получают формованные заготовки. В заключение, формованные заготовки спекают при заданных условиях, чтобы получить спеченные магниты (см. патентный документ 1).
В ходе такого рода этапов производства спеченных магнитов будут образовываться отходы вследствие некачественного формования (некачественного прессования), некачественного спекания и т.п. Поскольку отходы содержат редкие редкоземельные элементы, они должны быть переработаны в целях предотвращения безвозвратного расходования ресурсов.
С другой стороны, спеченные магниты имеют низкую температуру Кюри, примерно 300°С, как описано выше, и имеют проблему, заключающуюся в том, что, в зависимости от функционирования продуктов, в которых спеченные магниты применяются, спеченные магниты будут размагничиваться вследствие нагревания. Спеченные магниты, которые были размагничены, не могут использоваться для других целей в таком состоянии, как они есть. Также и в такого рода случаях вышеуказанные спеченные магниты должны будут идти в отходы. Поэтому следует принимать меры для того, чтобы этот вид продуктов, идущих в отходы, также являлся повторно используемым.
Следует заметить, что магниты, идущие в отходы, обычно содержат примеси, такие как кислород, азот, углерод и т.п., вследствие окисления и т.п. во время спекания, и средний размер зерен увеличен вследствие роста зерен во время спекания. Поэтому имеет место проблема, заключающаяся в том, что магниты, обладающие большой коэрцитивной силой, не могут быть получены, если магниты, идущие в отходы, измельчены, как они есть, для дальнейшей переработки способом порошковой металлургии.
В качестве обычного решения известно следующее: после растворения в кислоте отделяют и очищают редкоземельные элементы, такие как неодим, диспрозий и т.п., способом извлечения растворителем; отделяют в виде осадка добавлением фтористоводородной кислоты, щавелевой кислоты, карбоната натрия и т.п.; извлекают их и превращают в оксиды или фториды; затем перерабатывают их электролизом расплавленных солей и т.п.
Кроме того, известен способ переработки отходов и шлама, представленный в патентном документе 2. А именно, отходы подают в ванну для электролиза расплавленных солей, которая содержит оксиды редкоземельных элементов в качестве исходных материалов; отходы разделяют в электролизной ванне растворением с образованием оксидов редкоземельных элементов и компонентов магнитного сплава; оксиды редкоземельных элементов, растворенные в электролизной ванне, восстанавливают в редкоземельные металлы электролизом; и затем компоненты магнитного сплава сплавляют с редкоземельными металлами, которые образованы электролитическим восстановлением, посредством чего перерабатывают отходы с получением сплава редкоземельные металлы-переходные металлы-бор.
Однако, поскольку в любом из вышеуказанных примеров обычной переработки отходы магнитов перерабатываются при выполнении нескольких этапов обработки, таких как извлечение растворителем и т.п., как описано выше, имеет место проблема, заключающаяся в том, что производительность низкая и, кроме того, поскольку используются несколько видов растворителей, таких как фтористоводородная кислота и т.п., то затраты увеличиваются.
Патентный документ 1: JP-A-2004-6761.
Патентный документ 2: JP-A-2004-296973.
Раскрытие изобретения
Проблемы, подлежащие разрешению посредством данного изобретения
В связи с вышеизложенным, задачей данного изобретения является создание недорого способа переработки отходов магнитов, который обеспечивает возможность достижения высокой производительности.
Средства решения проблем
Для того чтобы решить вышеуказанные проблемы, способ переработки отходов магнитов в соответствии с данным изобретением содержит этапы измельчения регенерируемых отходов магнитов, являющихся спеченными магнитами на основе железа-бора-редкоземельного элемента, посредством чего получают порошок регенерированного исходного материала, полученный из отходов; получения спеченной заготовки из порошка регенерированного исходного материала, полученного из отходов, способом порошковой металлургии; обработки спеченной заготовки. Обработка включает этапы нагревания спеченной заготовки, размещенной в камере для обработки; испарения материала с испаряющимся металлом, содержащего по меньшей мере один элемент из Dy и Tb, при этом материал с испаряющимся металлом размещается в той же самой или другой камере для обработки; присоединения атомов металла, испаренного на этапе испарения, к поверхности спеченной заготовки при регулировании количества подаваемых атомов испаренного металла; диффузии присоединенных атомов металла в межзеренные области и/или межзеренную фазу спеченной заготовки.
В соответствии с данным изобретением после измельчения отходов магнитов, как они есть, чтобы тем самым получить порошок регенерированного исходного материала, полученного из отходов, получают спеченную заготовку способом порошковой металлургии. При этом спеченная заготовка содержит множество примесей, таких как кислород и т.п., по сравнению со спеченным магнитом перед переработкой, и спеченная заготовка, как она есть, не может быть преобразована в высокоэффективный магнит, обладающий большой коэрцитивной силой. В качестве решения выполняют следующую обработку, а именно: спеченную заготовку размещают в камере для обработки и нагревают, материал с испаряющимся металлом, содержащим по меньшей мере один элемент из Dy и Tb, также размещают в той же самой камере для обработки, чтобы вызвать его испарение. Это вызывает присоединение атомов металла к поверхности спеченной заготовки посредством регулирования количества атомов испаренного металла, подаваемых к поверхности спеченной заготовки, и присоединенные атомы металла диффундируют в межзеренные области и/или межзеренную фазу спеченной заготовки (обработка вакуумным испарением).
В соответствии с этой схемой, в результате диффузии и равномерного распределения Dy и/или Tb в межзеренных областях и/или межзеренной фазе спеченной заготовки, может быть получен высокоэффективный повторно используемый магнит, который имеет фазу, обогащенную Dy, и/или фазу, обогащенную Tb (фазу, содержащую Dy и/или Tb от 5 до 80%), в межзеренных областях и/или межзеренной фазе, при этом Dy и/или Tb диффундируют только лишь вблизи поверхности межзеренных границ, и намагничивающая сила и коэрцитивная сила восстанавливаются эффективным образом.
Как описано выше, в соответствии с данным изобретением, регенерированные отходы магнитов сразу же возвращают на этап измельчения и после получения еще раз спеченной заготовки металлургическим способом спеченную заготовку подвергают лишь обработке посредством вышеуказанного процесса вакуумного испарения. Поэтому несколько этапов обработки, таких как извлечение растворителем и т.п., не требуются, посредством чего повышается производительность при получении высокоэффективных магнитов. Кроме того, в результате комбинированного действия, обеспечивающего возможность уменьшения производственного оборудования, могут быть снижены затраты. При этом редкие редкоземельные элементы, содержащиеся в смеси в отходах магнитов перед переработкой, могут быть использованы повторно, как они есть, этот способ эффективен также с точки зрения предотвращения истощения природных ресурсов.
В данном изобретении, если порошок исходных материалов, полученный измельчением сплава исходных материалов для спеченного магнита на основе железа-бора-редкоземельного элемента, полученного способом с быстрым охлаждением, добавляют к порошку регенерированного исходного материала, полученного из отходов, количество примесей, таких как кислород и т.п., которые вносятся в спеченную заготовку во время переработки, может быть минимизировано и, в результате, этот повторно используемый магнит может быть в дальнейшем также использован для другой переработки.
Измельчение может быть выполнено посредством любого из этапов измельчения в атмосфере водорода и тонкого измельчения в вихревой мельнице.
Данное изобретение предпочтительно также содержит этап введения инертного газа в камеру для обработки, в которой размещена спеченная заготовка. Введение выполняется в то время как материал с испаряющимся металлом испаряется, так что подаваемое количество атомов испаренного металла регулируется изменением парциального давления инертного газа, и атомы металла диффундируют в межзеренные области и/или межзеренную фазу перед образованием тонкой пленки из присоединенных атомов металла. В соответствии с этим исполнением состояние поверхности постоянного магнита после обработки по существу такое же, что и перед обработкой. Финишная механическая обработка поверхности не требуется, и производительность может быть дополнительно увеличена.
Предпочтительно, данное изобретение также содержит этап выполнения термообработки при температуре ниже температуры нагревания, после того как атомы металла продиффундировали в межзеренные области и/или межзеренную фазу спеченной заготовки. В таком случае магнитные свойства восстановленного спеченного магнита могут быть преимущественно улучшены.
Лучший вариант осуществления данного изобретения
Со ссылкой на сопроводительные чертежи, будет дано описание способа переработки отходов магнитов, являющихся спеченными магнитами на основе железа-бора-редкоземельного элемента, в соответствии с вариантом осуществления данного изобретения.
Что касается отходов магнитов, то имеются отходы, которые образуются вследствие некачественного формования, некачественного спекания и т.п. в ходе выполнения этапов производства спеченных магнитов, а также отходы от продуктов, бывших в употреблении. При этом, в случае отходов продуктов, имеются случаи, когда защитные пленки сформированы посредством никелирования и т.п., чтобы придать, например, устойчивость к коррозии. В таком случае, таким же образом, что и для предшествующего уровня техники, защитную пленку отслаивают известным способом отслаивания перед переработкой, в зависимости от вида защитной пленки, и промывают, если это необходимо.
Регенерируемые отходы магнитов (регенерируемые магниты, полученные из отходов) соответствующим образом дробят или измельчают с образованием мелких кусочков размером примерно от 5 до 10 мм посредством применения, например, штамповочной дробилки, в зависимости от их формы и размера, и затем подвергают грубому помолу на известном этапе измельчения в атмосфере водорода. В этом случае, в зависимости от формы и размеров отходов магнитов, они могут быть подвергнуты грубому помолу на этапе измельчения в атмосфере водорода без их измельчения на небольшие кусочки. Затем они тонко измельчаются в атмосфере газообразного азота на этапе измельчения в вихревой мельнице с образованием порошка регенерируемых исходных материалов (порошка регенерируемых исходных материалов, полученных из отходов), имеющего средний размер частиц от 3 до 10 мкм.
Следует заметить, что вышеуказанные отходы магнитов содержат много примесей, таких как кислород, азот, углерод и т.п., вследствие окисления, например, во время спекания. В таком случае, если, например, содержание кислорода и углерода превышает заданную величину (например, примерно 8000 млн-1 в случае кислорода, 1000 млн-1 в случае углерода), будет проявляться тот недостаток, что, например, спекание с жидкой фазой не может быть выполнено на этапе спекания.
Поэтому, в варианте осуществления данного изобретения, в качестве меры противодействия этому, было предпринято то, что в зависимости от содержания примесей в отходах спеченных заготовок порошок исходных материалов на базе Nd-Fe-B примешивали при заданном соотношении компонентов смеси. В этом случае, чтобы получить высокоэффективную спеченную заготовку при одновременном увеличении скорости диффузии атомов металла в спеченную заготовку (спеченный магнит) во время обработки вакуумным испарением, которая описана в данном документе ниже, доля порошка исходных материалов в смеси должна быть предпочтительно установлена таким образом, чтобы содержание кислорода в самом спеченном магните уменьшалось до величины менее 3000 млн-1.
Порошок исходных материалов получают следующим образом. Иными словами, чтобы получить заданное соотношение компонентов композиции для Fe, Nd и В, промышленное чистое железо, металлический неодим и ферробор с низким содержанием углерода смешивают и плавят с применением вакуумной индукционной печи способом с быстрым охлаждением, например способом литья с образованием ленты, при этом первоначально приготавливают сплав исходных материалов толщиной от 0,05 до 0,5 мм. В ином случае сплав исходных материалов толщиной примерно от 5 до 10 мм может быть первоначально приготовлен способом центробежного литья. Во время смешивания могут быть добавлены Dy, Tb, Co, Cu, Nb, Zr, Al, Ga и т.п. Предпочтительно, чтобы общее содержание редкоземельных элементов составляло более 28,5%, с тем, чтобы получить слиток, в котором не образовано альфа-железо.
Затем приготовленный сплав исходных материалов грубо измельчают на этапе известного измельчения в атмосфере водорода и после этого тонко измельчают на этапе измельчения в вихревой мельнице в атмосфере азота. В результате может быть получен порошок исходных материалов со средним размером частиц от 3 до 10 мкм. В отношении времени смешивания порошка исходных материалов и порошка регенерированного исходного материала, полученного из отходов, отсутствуют особые требования. Однако, если оба порошка смешиваются перед тем как они подвергаются обработке на этапе измельчения в атмосфере водорода или в случае, когда один из двух порошков тонко измельчен, другой из двух порошков может быть смешан вместе с первым порошком таким образом, чтобы оба порошка измельчались при одновременном смешивании. В таком случае этап измельчения может быть преимущественно выполнен эффективным образом.
Затем порошок регенерированного исходного материала, полученного из отходов, или смесь тонкого порошка регенерированного исходного материала, полученного из отходов, и порошка исходных материалов формуют прессованием с приданием заданной формы в магнитном поле с применением известной машины для формования под давлением. Затем формованную заготовку, извлеченную из машины для формования под давлением, размещают внутри печи для спекания (не проиллюстрирована), и подвергают жидкофазному спеканию (этап спекания) при заданной температуре (например, 1050°C) в вакууме в течение заданного периода времени, посредством чего получают спеченную заготовку (способ порошковой металлургии). После этого, посредством механической обработки с применением струнно-резальной машины и т.п., полученную спеченную заготовку соответствующим образом обрабатывают с приданием заданной формы. Затем спеченную заготовку (спеченный магнит) S, полученную таким образом, подвергают обработке вакуумным испарением. Теперь будет дано описание, со ссылками на фиг.1, устройства для обработки вакуумным испарением, которое выполняет обработку вакуумным испарением.
Устройство 1 для обработки вакуумным испарением содержит вакуумную камеру 3, которая может быть вакуумирована до заданного давления (например, 1×10-5 Па) и поддерживаться при таком вакууме с помощью вакуумирующего средства, такого как турбомолекулярный насос, криогенный насос, диффузионный насос и т.п. Вакуумная камера 3 снабжена внутри нагревательным средством 4, образованным изолирующим материалом (теплоизолирующим материалом) 41, который окружает периферию бокса для обработки (будет описан далее в данном документе), и тепловыделяющим средством 42, которое расположено на внутренней стороне изолирующего материала. Изолирующий материал 41 изготовлен, например, из Mo, а тепловыделяющим средством 42 является нагреватель, имеющий нить (не проиллюстрирована), изготовленную из Mo. Посредством подачи мощности от источника питания (не проиллюстрирован) к нити пространство 5, которое окружено изолирующим материалом 41 и в котором размещен бокс для обработки, может быть нагрето системой электрорезистивного нагрева. В этом пространстве 5 размещен установочный столик 6, например изготовленный из Mo. Соответственно, он расположен таким образом, чтобы по меньшей мере один бокс 7 для обработки мог быть позиционирован на установочном столике.
Бокс 7 для обработки образован частью 71 в виде короба, имеющего форму прямоугольного параллелепипеда, который открыт с верхней стороны, и частью 72 в виде крышки, которая установлена съемным образом на верхней стороне части 71 в виде короба, который оставлен открытым. Вдоль всего периферийного края части 72 в виде крышки образован фланец 72a, который загнут вниз. Когда часть 72 в виде крышки установлена в положении на верхней стороне части 71 в виде короба, фланец 72a соприкасается с внешней поверхностью стенки части 71 в виде короба (в этом случае не обеспечивается вакуумное уплотнение, такое как металлическое уплотнение). В результате ограничивается камера 70 для обработки, которая отделена от вакуумной камеры 3. В таком случае, когда вакуумная камера 3 вакуумируется до заданного давления (например, 1×10-5 Па) посредством функционирования вакуумирующего средства 2, в камере 70 для обработки давление будет снижаться до величины, в основном на полпорядка более высокой (например, 5×10-4 Па) по сравнению с давлением в вакуумной камере 3. В соответствии с такой компоновкой давление внутри камеры 70 для обработки может быть понижено до заданного уровня вакуума без необходимости в дополнительном вакуумирующем средстве.
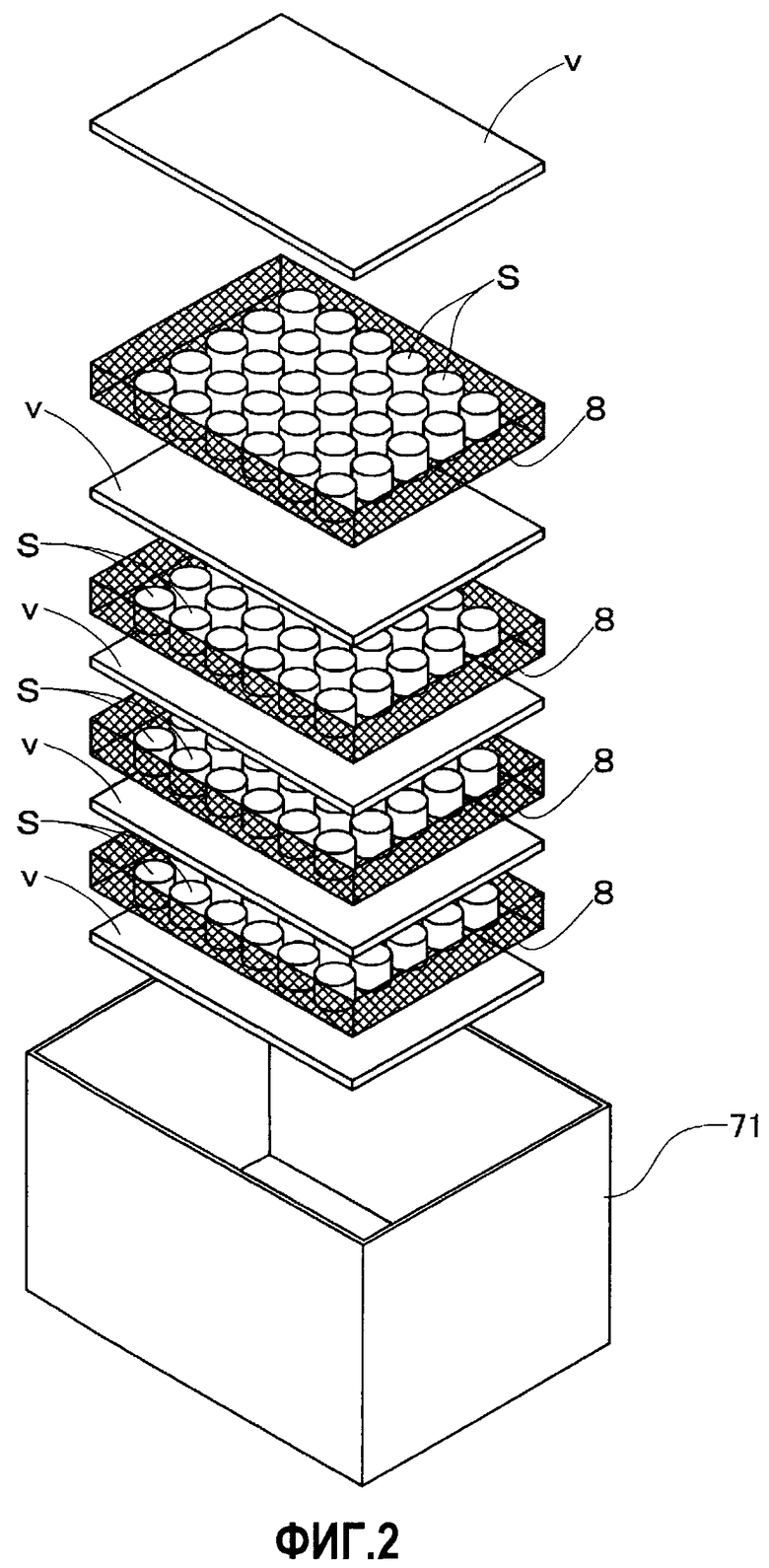
Как показано на фиг.1, в части 71 в виде короба бокса 7 для обработки размещены вышеуказанные спеченные магниты S и материалы v с испаряющимся металлом в виде штабеля при размещении между ними соответствующим образом прокладки 8 для предотвращения их соприкосновения друг с другом. Каждая из прокладок 8 образована в виде сетки посредством объединения множества проволочных элементов 81 (например, диаметром от 0,1 до 10 мм) таким образом, чтобы иметь меньшую площадь по сравнению с площадью поперечного сечения части 71 в виде короба, и каждый из периферийных участков изогнут вверх по существу под прямым углом (см. фиг.2). Высоту изогнутых участков устанавливают выше высоты спеченных заготовок S, подлежащих обработке вакуумным испарением. Несколько спеченных заготовок S располагаются на горизонтальных участках прокладок 8 на равном расстоянии одной от другой. Прокладки 8, в качестве альтернативы, могут быть образованы из так называемого расширенного металла.
В качестве материалов v с испаряющимся металлом применяются Dy и Tb, которые значительно улучшают магнитную анизотропию кристаллов основной фазы, или сплав, который приготовлен смешиванием металлов, которые дополнительно увеличивают коэрцитивную силу таких как Nd, Pr, Al, Cu, Ga и т.п., с Dy и Tb (массовая доля Dy или Tb составляет более 50%). После смешивания каждого из вышеуказанных металлов в заданном соотношении смесь плавят, например, в электродуговой печи, и затем формуют в виде пластины заданной толщины. В этом случае каждый из материалов v с испаряющимся металлом имеет такую площадь, чтобы поддерживаться всем верхним краем периферийного участка соответствующих прокладок 8, который изогнут вверх по существу под прямым углом.
После размещения материала v с испаряющимся металлом в виде пластины на донной поверхности части 71 в виде короба, на его верхней стороне размещают прокладку 8, на которой устанавливают в заданном положении спеченные магниты S и другой материал v с испаряющимся металлом в виде пластины. Таким образом, материалы v с испаряющимся металлом и прокладки 8, каждая из которых имеет несколько размещенных на ней спеченных магнитов S, поочередно укладывают друг на друга в виде штабеля до верхнего края бокса 7 для обработки (см. фиг.2). Поверх самой верхней прокладки 8 располагают плотно к ней часть 72 в виде крышки, поэтому материал v с испаряющимся металлом может не размещаться.
Бокс 7 для обработки и прокладки 8 могут также быть изготовлены из иных материалов, чем Mo, например из W, V, Nb, Та или их сплавов (включая сплав Mo с редкоземельными элементами, сплав Mo с Ti и т.п.), или из CaO, Y2O3, или могут быть, в качестве варианта, изготовлены из оксидов редкоземельных элементов, или, помимо этого, могут быть образованы формованием пленки из вышеуказанного(ых) материала(ов) в качестве внутренней футеровки на поверхности другого изолирующего материала. В соответствии с этим расположением может быть преимущественно предотвращено образование реакционных продуктов вследствие реакции с Dy или Tb на их поверхности.
Таким образом, в случае, когда материалы v с испаряющимся металлом и спеченные заготовки S расположены друг на друге в виде слоистой структуры внутри бокса 7 для обработки, как описано выше, пространство между материалами v с испаряющимся металлом и спеченными заготовками S становится небольшим. Если материалы v с испаряющимся металлом испаряются в таком состоянии, то имеет место вероятность того, что на спеченные заготовки S будет в значительной степени влиять прямолинейность перемещения атомов испаренного металла. Иными словами, в спеченных заготовках S, атомы металла вероятнее всего будут присоединяться к тем поверхностям спеченных заготовок S, которые расположены напротив материалов v с испаряющимся металлом. Кроме того, Dy или Tb будут, вероятно, с трудом подаваться к участкам, которые экранированы на поверхностях соприкосновения спеченных заготовок S с прокладками 8. Поэтому, когда выполняется вышеуказанная обработка вакуумным испарением, переработанные магниты M, изготовленные таким образом, будут иметь локальные участки с большей коэрцитивной силой и локальные участки с меньшей коэрцитивной силой. Вследствие этого прямоугольность кривой размагничивания будет нарушаться.
В варианте осуществления данного изобретения вакуумная камера 3 снабжена средством для введения инертного газа. Средство для введения инертного газа имеет трубу 9 для введения газа, которая соединена с пространством 5, окруженным изолирующим материалом 41. Труба 9 для введения газа соединена с источником инертного газа через контроллер массового расхода (не проиллюстрирован). В ходе обработки вакуумным испарением инертный газ, такой как He, Ar, Ne, Kr, N2 и т.п., вводится в постоянном количестве. Это может быть, в качестве альтернативы, организовано таким образом, что количество вводимого инертного газа изменяется во время обработки вакуумным испарением (т.е. вводимое количество инертного газа больше в начале и постепенно уменьшается, или же вводимое количество инертного газа меньше в начале и постепенно увеличивается, или же вышеуказанные операции повторяются). Инертный газ вводится, например, после того, как материалы v с испаряющимся металлом начали испаряться, или после того, как они достигли заданной температуры нагрева. Инертный газ может быть введен в течение заданного времени обработки вакуумным испарением или в течение заданного периода времени перед обработкой вакуумным испарением и после нее. Предпочтительным является предоставление вакуумирующей трубы, соединенной с вакуумирующим средством 2, с клапаном 10, степень открытия которого может регулироваться таким образом, что, когда вводится инертный газ, парциальное давление инертного газа внутри вакуумной камеры 3 может регулироваться.
В соответствии с этой компоновкой инертный газ, который вводится в пространство 5, также вводится в бокс 7 для обработки. При этом, поскольку средние свободные пробеги атомов металла Dy или Tb короткие, то атомы металла, испаренного внутри бокса 7 для обработки, будут диффундировать посредством инертного газа. Количество атомов металла, присоединяющихся непосредственным образом к поверхностям спеченных магнитов S, будет поэтому уменьшаться, и, к тому же, атомы металла начнут подаваться к поверхностям спеченных магнитов S из разных направлений. Поэтому, даже в случае, когда промежуток между спеченными заготовками S и материалами v с испаряющимся металлом небольшой (например, 5 мм или меньше), испаренный Dy или Tb будет присоединяться даже к тем участкам, которые экранированы проволочными элементами 81, вследствие переноса Dy или Tb к экранированным участкам. Следовательно, может быть предотвращено снижение максимальной энергии перемагничивания и остаточной магнитной индукции вследствие избыточной диффузии атомов металла Dy или Tb в кристаллические зерна. Кроме того, наличие локальных участков с высокой коэрцитивной силой и локальных участков с низкой коэрцитивной силой может быть сглажено, вследствие чего предотвращается нарушение прямоугольности кривой размагничивания.
Далее будет описана обработка вакуумным испарением посредством применения вышеуказанного устройства 1 для обработки вакуумным испарением, в которой Dy используется в качестве материала v с испаряющимся металлом. Как описано в данном документе выше, вначале спеченные заготовки S и материалы v с испаряющимся металлом укладываются поочередно в штабель с размещением между ними прокладок 8 и размещаются в требуемом положении (в результате этого спеченные заготовки S и материалы v с испаряющимся металлом располагаются с промежутками между ними внутри вакуумной камеры 3). Затем, после размещения части 72 в виде крышки на открытом верхнем конце части 71 в виде короба, бокс 7 для обработки помещают на столик 6 внутри пространства 5, окруженного нагревательным средством 4 в вакуумной камере 3 (см. фиг.1). После этого посредством вакуумирующего средства 2 давление в вакуумной камере 3 понижают вакуумированием до достижения заданной величины давления (например, 1×10-4 Па) (камера 70 для обработки вакуумируется до давления, которое примерно на полпорядка выше давления в камере 70 для обработки). Когда в вакуумной камере 3 достигнуто заданное давление, приводится в действие нагревательное средство 4, чтобы нагреть камеру 70 для обработки.
После того как температура в камере 70 для обработки достигла заданной температуры при пониженном давлении, Dy в камере 70 для обработки будет нагрет до по существу такой же температуры, что и температура камеры 70 для обработки, и начнется испарение, посредством которого атмосфера паров Dy будет образовываться внутри камеры 70 для обработки. При этом функционирует средство для введения газа, чтобы посредством этого вводить инертный газ в вакуумную камеру 3 в определенном количестве. В то же самое время инертный газ вводится также в камеру для обработки 7. Атомы металла, испаренного внутри камеры 70 для обработки, будут распространяться посредством инертного газа.
Поскольку спеченные магниты S и Dy расположены без взаимного соприкосновения, то даже в случае, когда Dy начал испаряться, расплавленный Dy не будет непосредственно присоединяться к спеченным магнитам S, в которых фаза, обогащенная Nd, на поверхности расплавлена. Затем атомы Dy в атмосфере паров Dy при диффузии внутри бокса для обработки подаются из разных направлений непосредственным образом или вследствие повторяющихся столкновений и присоединяются ко всей поверхности спеченных магнитов S, которые нагреты по существу до такой же температуры, что и Dy. Присоединенный Dy будет диффундировать в межзеренные области и/или межзеренную фазу спеченных магнитов S.
При этом, если атомы Dy в атмосфере паров Dy поступают к поверхностям спеченных магнитов S таким образом, что может быть образован слой (тонкая пленка) Dy, поверхности постоянных магнитов M будут заметно ухудшаться (шероховатость поверхности ухудшается), когда Dy, который присоединяется к поверхностям спеченных магнитов S и осаждается на них, перекристаллизуется. Кроме того, Dy, присоединяющийся к поверхностям и осаждающийся на поверхностях спеченных магнитов S, которые нагреты до по существу до такой же температуры, будет растворяться и чрезмерно диффундировать в межзеренные области вблизи поверхностей спеченных магнитов S, вследствие чего магнитные свойства не могут быть эффективно улучшены или восстановлены.
Иными словами, как только тонкая пленка Dy образуется на поверхностях спеченных магнитов S, средний состав поверхностей спеченных магнитов S, смежных с тонкой пленкой, становится составом, обогащенным Dy. При образовании состава, обогащенного Dy, температура жидкой фазы снижается, и поверхности спеченных магнитов S переходят в расплавленное состояние (т.е. основная фаза плавится, и количество жидкой фазы увеличивается). В результате приповерхностные области спеченных магнитов S будут плавиться и терять форму, что приводит к увеличению выступов и углублений. Кроме того, Dy чрезмерно проникает в кристаллические зерна вместе с большим количеством жидкой фазы. Следовательно, максимальная энергия перемагничивания и остаточная магнитная индукция, представляющие магнитные свойства, будут также уменьшены.
В варианте осуществления данного изобретения, когда материал v с испаряющимся металлом является Dy для регулирования количества испаренного Dy, нагревательное средство 4 регулировали таким образом, чтобы установить температуру внутри камеры 70 для обработки в интервале от 800 до 1050°C, предпочтительно в интервале от 850 до 950°C (например, если температура внутри камеры для обработки составляет от 900 до 1000°C, то давление насыщенного пара Dy составляет примерно от 1×10-2 до 1×10-1 Па).
Если температура в камере 70 для обработки (и, следовательно, температура нагревания спеченных магнитов S) составляет менее 800°C, то скорость диффузии атомов Dy, присоединенных к поверхностям спеченных магнитов S, в межзеренные области и/или межзеренную фазу уменьшается. Вследствие этого, атомы Dy не могут равномерно диффундировать в межзеренные области и/или межзеренную фазу, прежде чем тонкая пленка образуется на поверхности спеченных магнитов S. С другой стороны, при температуре выше 1050°C давление пара Dy становится высоким и поэтому имеет место вероятность того, что атомы Dy в паровой атмосфере в избыточном количестве поступают к поверхностям спеченных магнитов S. Кроме того, имеет место вероятность того, что Dy диффундирует в кристаллические зерна. Если Dy диффундирует в кристаллические зерна, то намагниченность внутри кристаллических зерен будет существенно снижаться и поэтому максимальная энергия перемагничивания и остаточная магнитная индукция также будут снижаться.
Кроме того, компоновка выполнена таким образом, что парциальное давление инертного газа, вводимого в вакуумную камеру 3, находится в интервале от 3 до 50000 Па посредством изменения степени открытия клапана 10. При давлении ниже 3 Па Dy или Tb будет локальным образом присоединяться к спеченным магнитам S, приводя к нарушению прямоугольности кривой размагничивания. С другой стороны, при давлении выше 50000 Па испарение материалов v с испаряющимся металлом будет сдерживаться, что приводит к чрезмерно продолжительному времени обработки.
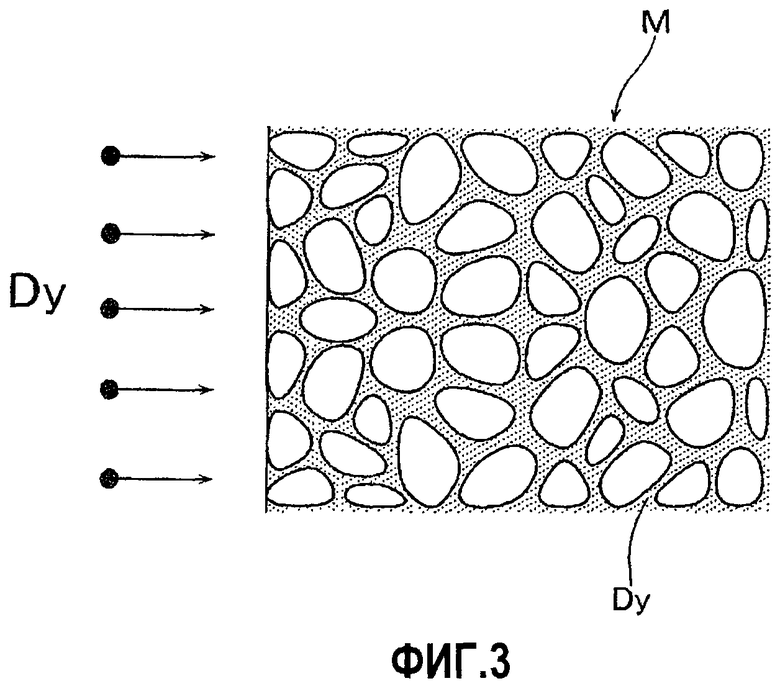
В соответствии с вышеуказанной компоновкой, посредством регулирования количества испаренного Dy как результата регулирования парциального давления инертного газа, такого как Ar и т.п., и посредством диффузии атомов испаренного Dy в бокс для обработки как результата введения инертного газа, могут быть достигнуты следующие эффекты: присоединение атомов Dy ко всем поверхностям спеченных магнитов S, наряду с ограничением величины подачи атомов Dy спеченным магнитам S; ускорение скорости диффузии посредством нагревания спеченных магнитов S в заданном температурном интервале. Вследствие вышеуказанных объединенных эффектов, перед тем как атомы Dy будут осаждены на поверхностях спеченных магнитов S, чтобы тем самым сформировать слои Dy (тонкие пленки), атомы Dy, присоединенные к поверхностям спеченных магнитов S, могут эффективным образом диффундировать внутрь и равномерно проникать в межзеренные области и/или межзеренную фазу спеченных магнитов S (см. фиг.3). В результате может быть предотвращено ухудшение поверхностей переработанных магнитов M. Также может быть предотвращена чрезмерная диффузия Dy в межзеренные области вблизи поверхностей спеченных магнитов, и межзеренные фазы имеют фазу, обогащенную Dy (фазу, содержащую Dy от 5 до 80%). Кроме того, посредством диффузии Dy лишь вблизи поверхности кристаллических зерен могут быть эффективно восстановлены намагничивающая сила и коэрцитивная сила.
Кроме того, имеются случаи, в которых во время механической обработки возникают трещины в кристаллических зернах, которые являются основной фазой на поверхностях спеченных магнитов, посредством чего магнитные свойства значительно ухудшаются. Однако посредством формирования фазы, обогащенной Dy, на внутренней стороне трещин в кристаллических зернах вблизи поверхностей (см. фиг.3) может быть предотвращено ухудшение магнитных свойств и, кроме того, спеченные магниты обладают чрезвычайно высокой коррозионной стойкостью и устойчивостью к атмосферным воздействиям.
Кроме того, даже в случае, когда атомы металла, испаренного в боксе 7 для обработки, присутствуют в нем в рассеянном состоянии, и спеченные магниты S размещены в заданных положениях на прокладках 8, изготовленных объединением небольших проволочных элементов 81 в виде сетки, и промежуток между спеченными магнитами S и материалами v с испаряющимся металлом небольшой, испаренный Dy или Tb проникает даже к участкам, которые экранированы проволочными элементами 81, и присоединяется к ним. В результате может быть предотвращено образование участков с локально высокой или локально низкой коэрцитивной силой. Даже если для спеченных магнитов S выполняется вышеуказанная обработка вакуумным испарением, нарушение прямоугольности кривой размагничивания предотвращается.
В заключение, после того как описанные выше процессы выполнялись в течение заданного периода времени (например, от 4 до 48 часов), функционирование нагревательного средства 4 прекращают, и введение инертного газа средством для введения газа приостанавливают. Затем инертный газ вводят снова (100 кПа) и прекращают испарение материалов v с испаряющимся металлом. В качестве альтернативы, без прекращения введения инертного газа, лишь его вводимое количество может быть увеличено, с тем, чтобы остановить испарение. Затем температуру внутри камеры 70 для обработки снижают до, например, 500°C. После этого нагревательное средство 4 приводят в действие снова. Посредством установления температуры внутри камеры 70 для обработки в интервале от 450 до 650°C выполняют термообработку, чтобы дополнительно улучшить или восстановить коэрцитивную силу. Затем, после быстрого охлаждения до практически комнатной температуры, бокс 7 для обработки извлекают из вакуумной камеры 3.
Как описано выше, в соответствии с вариантом осуществления данного изобретения, выполняется лишь следующее, а именно: отходы магнитов регенерируются, и сразу же измельчаются, и после получения спеченных заготовок S способом порошковой металлургии они подвергаются вышеуказанной обработке вакуумным испарением. Поэтому, в результате комбинированных эффектов, заключающихся в том, что несколько этапов обработки, таких как извлечение растворителем и т.п., становятся ненужными и что финишная механическая обработка становится ненужной, производительность изготовления высокоэффективных переработанных магнитов может быть повышена, и, кроме того, может быть обеспечено снижение затрат. При этом, поскольку редкие редкоземельные элементы, которые содержались в отходах магнитов перед переработкой, могут быть использованы повторно, как они есть, данное изобретение также эффективно с точки зрения предотвращения истощения природных ресурсов. Кроме того, в результате регулирования содержания кислорода в магнитах ниже заданной величины (например, 3000 млн-1) посредством соответствующего смешивания порошка исходных материалов переработанные магниты, изготовленные, как описано выше, могут быть использованы для повторного регенерирования.
В этом варианте осуществления описаны прокладки 8, которые были образованы объединением проволочных элементов в виде сетки и в которых опорные части при этом взаимно объединены. Прокладка, однако, не ограничивается таким исполнением, и может быть использован любой вариант осуществления, при условии, что он обеспечивает прохождение атомов испаренного металла. Далее представлено описание примера, в котором материал v с испаряющимся металлом сформован в виде пластины, однако это исполнение не является ограничивающим. На верхней поверхности спеченных магнитов, которые расположены на прокладке, может быть размещена другая прокладка, образованная объединением проволочных элементов в виде сетки, и материал с испаряющимся металлом в виде частиц может быть распределен на прокладке.
Кроме того, в этом варианте осуществления представлено описание примера, в котором Dy был использован в качестве материала с испаряющимся металлом. В качестве альтернативы может быть использован Tb или смесь Dy и Tb, которые обладают низким давлением пара в интервале температур нагревания спеченной заготовки S, в которых скорость диффузии для спеченной заготовки S может быть увеличена. Когда используется Tb, то камера 70 для обработки может быть нагрета от 900 до 1150°C. При температуре ниже 900°C не будет достигаться давление пара, при котором атомы Tb могут подаваться к поверхности спеченных магнитов S. С другой стороны, при температуре выше 1150°C Tb будет диффундировать чрезмерным образом в кристаллические зерна, вследствие чего уменьшается максимальная энергия перемагничивания и остаточная магнитная индукция.
Кроме того, для того, чтобы удалить пятна, газы и влагу, адсорбированные на поверхностях спеченных заготовок S, перед тем как Dy или Tb диффундирует в межзеренные области и/или межзеренную фазу, компоновка может быть выполнена таким образом, что давление в вакуумной камере 3 уменьшается посредством вакуумирующего средства 2 до заданного давления (например, 1×10-5 Па), и такое давление поддерживается в течение заданного периода времени. При этом нагревательное средство 4 может функционировать, чтобы нагреть камеру 70 для обработки до, например, 100°C и поддерживать такую ее температуру в течение заданного периода времени.
Кроме того, в этом варианте осуществления был описан пример, в котором после получения спеченных заготовок S их, как они есть, подвергают обработке вакуумным испарением. В качестве альтернативы может быть выполнена следующая обработка, а именно: спеченные заготовки, изготовленные таким образом, помещают в камеру для вакуумной термообработки (не проиллюстрирована); нагревают их до заданной температуры в вакууме; путем использования разницы в давлении паров при определенной температуре (например, при 1000°C, давление пара Nd составляет 10-3 Pa, давление пара Fe составляет 10-5 Pa, и давление пара В составляет 10-13 Па) лишь редкоземельные элементы R испаряют из обогащенной R фазы первичных спеченных заготовок.
В этом случае температура нагревания должна быть установлена выше 900°C и ниже температуры спекания. При температуре ниже 900°C скорость испарения редкоземельных элементов R будет низкой, а при температуре, превышающей температуру спекания, будет иметь место аномальный рост зерен, вследствие чего существенно ухудшаются магнитные свойства. Кроме того, давление внутри печи должно быть установлено ниже 10-3 Па, поскольку при давлении выше 10-3 Па редкоземельные элементы R не могут эффективно испаряться. В соответствии с вышеуказанными условиями доля фазы, обогащенной Nd, уменьшается, и могут быть изготовлены высокоэффективные переработанные магниты S, в которых максимальная энергия перемагничивания ((BH)max) и остаточная магнитная индукция (Br), представляющие магнитные свойства, дополнительно улучшены.
Пример 1
В примере 1, отходы магнитов, используемых в гибридных автомобилях, регенерировали, чтобы тем самым изготовить переработанные магниты. Отходы магнитов были изготовлены из исходных материалов, включающих промышленное чистое железо, металлический неодим, ферробор с низким содержанием углерода и металлический кобальт, смешанных в виде композиции (% по массе) 23Nd-6Dy-1Co-0,1Cu-0,1B-остальное Fe. Затем, поскольку регенерируемые отходы магнитов подвергали поверхностной обработке, такой как никелирование и т.п., известный удаляющий агент был использован, чтобы снять слой, образованный поверхностной обработкой, (защитную пленку) и отходы магнитов после этого промывали. После этого отходы дробили или измельчали до размера примерно 5 мм, посредством чего получали регенерированные исходные материалы, полученные из отходов.
После этого, смешанную композицию с использованием промышленного чистого железа, металлического неодима и ферробора с низким содержанием углерода в качестве основных исходных материалов с содержанием (% по массе) 24(Nd+Pr)-6Dy-1Co-0,1Cu-0,1Hf-0,1Ga-0,98B-остальное Fe подвергали индукционному плавлению в вакууме и получали отливки в виде тонкой пластины (плавленые материалы) толщиной примерно 0,4 мм способом литья с образованием ленты.
Затем регенерированные исходные материалы, полученные из отходов, смешивали с вышеуказанным порошком исходных материалов в заданном соотношении и однократно грубо измельчали посредством известного этапа измельчения в атмосфере водорода. В этом случае устройство для измельчения в атмосфере водорода функционировало при загрузке 100 кг в атмосфере водорода при давлении 1 атмосфера в течение 5 часов. После этого выполняли дегидратацию при температуре 600°C в течение 5 часов. Затем, после охлаждения, смешанный порошок тонко измельчали в вихревой мельнице для тонкого измельчения. В этом случае тонкое измельчение выполняли в атмосфере газообразного азота при давлении 8 атмосфер, в результате чего получали смешанный порошок исходных материалов со средним размером частиц 3 мкм.
Затем с применением устройства для формования под давлением с приложением поперечного магнитного поля, конструкция которого известна в данной области техники, получали формованные заготовки 50 мм × 50 мм × 50 мм в магнитном поле 18 кЭ. Затем, после того как формованные заготовки обезгаживали в вакууме, их подвергали жидкофазному спеканию в вакуумной печи для спекания при 1100°C в течение 2 часов, в результате чего получали спеченные заготовки S. После этого их подвергали термообработке в течение 2 часов при 550°C, и полученные спеченные заготовки извлекали после охлаждения. Спеченные магниты подвергали машинной обработке резкой проволокой до размеров 40×20×7 мм и после этого их поверхности промывали травящим раствором на основе азотной кислоты.
Затем с применением устройства 1 для обработки вакуумным испарением, как показано на фиг.1, спеченные магниты S, которые были изготовлены, как описано выше, подвергали обработке вакуумным испарением. В этом случае, при использовании Dy (99,5%), сформованного в виде пластин толщиной 0,5 мм, в качестве материалов v с испаряющимся металлом, материалы v с испаряющимся металлом и спеченные магниты S помещали в бокс 7 для обработки, изготовленный из Nb. Затем, после того как давление внутри вакуумной камеры 3 достигало 10-4 Pa, приводили в действие нагревательное средство 4 и выполняли обработку паром при установке внутри камеры 70 для обработки температуры 850°C и времени обработки 18 часов, в результате чего получали переработанные магниты.
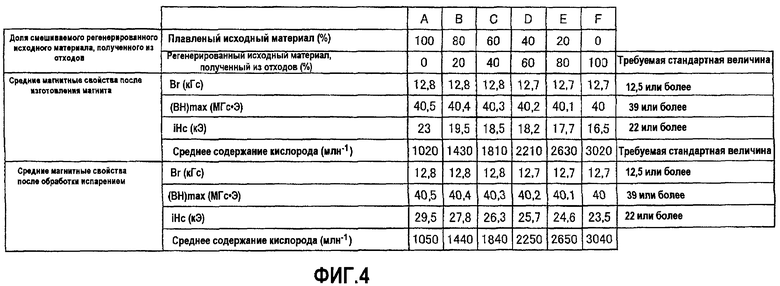
Фиг.4 представляет таблицу, показывающую: средние величины магнитных свойств (измеренных посредством BH характериографа) и среднее содержание кислорода (измеренное абсорбционной спектрометрией с применением инфракрасного абсорбционного анализатора производства LECO Corporation) при изготовлении переработанных магнитов при изменении соотношения порошка исходных материалов и порошка регенерированного исходного материала, полученного из отходов, в смеси; и также средние величины магнитных свойств и содержания кислорода спеченных заготовок S перед обработкой вакуумным испарением.
В соответствии с этой таблицей, в случае, когда спеченные заготовки S были изготовлены лишь из порошка регенерированного исходного материала, полученного из отходов, можно видеть, что коэрцитивная сила была низкой и составляла 16,5 кЭ, однако коэрцитивная сила повышалась до уровня 23,5 кЭ, если спеченные заготовки были подвергнуты обработке вакуумным испарением. Кроме того, можно видеть, что средние величины содержания кислорода увеличивались лишь примерно на 20 млн-1 и что были получены высокоэффективные переработанные магниты. Также, помимо этого, в случае, когда переработанные магниты были изготовлены примешиванием плавленого исходного материала к регенерированному исходному материалу, полученному из отходов, можно видеть, что коэрцитивная сила увеличивается с увеличением доли примешиваемого плавленого материала и также что содержание кислорода может быть уменьшено. В результате, как можно видеть, переработанные магниты, которые регенерированы с применением данного изобретения, также эффективны при последующей или неоднократной переработке.
Краткое описание чертежей
Фиг.1 представляет собой схематический вид сечения устройства для обработки вакуумным испарением для выполнения обработки вакуумным испарением;
Фиг.2 представляет собой перспективный вид, поясняющий схематическим образом загрузку спеченных магнитов и материалов с испаряющимся металлом в бокс для обработки;
Фиг.3 представляет собой схематический вид сечения постоянного магнита, изготовленного в соответствии с данным изобретением;
Фиг.4 является таблицей, представляющей магнитные свойства постоянных магнитов, изготовленных в соответствии с примером 1.
Описание цифровых позиций и буквенных обозначений
1 - устройство для обработки вакуумным испарением;
2 - вакуумирующее средство;
3 - вакуумная камера;
4 - нагревательное средство;
7 - бокс для обработки;
71 - часть в виде короба;
72 - часть в виде крышки;
8 - прокладка;
81 - проволочный элемент;
S - отходы магнитов;
M - перерабатываемый магнит;
v - материал с испаряющимся металлом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ОБРАБОТКИ ПАРОМ | 2007 |
|
RU2447188C2 |
| ИCПАРЯЮЩИЙСЯ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2490367C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННОГО МАГНИТА И ПОСТОЯННЫЙ МАГНИТ | 2008 |
|
RU2490745C2 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ОБРАБОТКИ ПАРОМ | 2007 |
|
RU2449049C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2423748C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2453942C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2445404C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2458423C2 |
| УСТРОЙСТВО ВАКУУМНОЙ ОБРАБОТКИ | 2010 |
|
RU2447189C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2454298C2 |
Изобретение относится к способу переработки отходов магнитов, преимущественно на основе железа-бора-редкоземельного элемента, в котором ранее спеченные магниты были уже использованы или отбракованы в процессе производства. Способ имеет следующие этапы: измельчение регенерируемых отходов магнитов на основе железо-бор-редкоземельного элемента с получением порошка из отходов; получение спеченной заготовки способом порошковой металлургии; обработку спеченной заготовки. Обработка включает этапы нагревания спеченной заготовки, размещенной в камере для обработки; испарения материала с испаряющимся металлом, содержащим, по меньшей мере, один элемент из Dy и Tb, при этом материал с испаряющимся металлом размещается в той же самой или другой камере для обработки; присоединения атомов металла, испаренного на стадии испарения, к поверхности спеченного магнита при регулировании количества подаваемых атомов испаренного металла, и диффузии присоединенных атомов металла в межзеренные области и/или межзеренную фазу спеченной заготовки. Возможность повторного использования редкоземельных элементов, содержащихся в смеси в отходах магнитов, перед их повторной переработкой, при снижении затрат и производственного оборудования, является техническим результатом изобретения. 4 з.п. ф-лы, 4 ил., 1 пр.
1. Способ переработки отходов магнитов, включающий этапы, на которых:
измельчают регенерируемые отходы магнитов, являющихся спеченными магнитами на основе железа-бора-редкоземельного элемента, посредством чего получают порошок регенерированного исходного материала, полученного из отходов;
получают спеченную заготовку из порошка регенерированного исходного материала, полученного из отходов, способом порошковой металлургии; и
обрабатывают спеченную заготовку, при этом обработка включает следующие этапы:
нагревают спеченную заготовку, размещенную в камере для обработки;
испаряют материал с испаряющимся металлом, содержащий по меньшей мере один элемент из Dy и Tb, при этом материал с испаряющимся металлом размещают в той же самой или другой камере для обработки;
присоединяют атомы металла, испаренного на стадии испарения, к поверхности спеченной заготовки при регулировании количества подаваемых атомов испаренного металла; и
обеспечивают диффузию присоединенных атомов металла в межзеренные области и/или межзеренную фазу спеченной заготовки.
2. Способ переработки отходов магнитов по п.1, в котором порошок исходных материалов, полученный измельчением сплава исходных материалов для спеченного магнита на основе железа-бора-редкоземельного элемента, полученного способом с быстрым охлаждением, добавляют к порошку регенерированного исходного материала, полученного из отходов.
3. Способ переработки отходов магнитов по п.2, в котором измельчение выполняют посредством любого из этапов измельчения в атмосфере водорода и тонкого измельчения в вихревой мельнице.
4. Способ переработки отходов магнитов по любому из пп.1-3, дополнительно содержащий этап, на котором вводят инертный газ в камеру для обработки, в которой размещена спеченная заготовка, газ вводят в то время, как материал с испаряющимся металлом испаряется, так что подаваемое количество атомов испаренного металла регулируется изменением парциального давления инертного газа, и атомы металла диффундируют в межзеренные области и/или межзеренную фазу перед образованием тонкой пленки из присоединенных атомов металла.
5. Способ переработки отходов магнитов по любому из пп.1-3, дополнительно содержащий этап термообработки при температуре ниже температуры нагревания, после того как атомы металла продиффундировали в межзеренные области и/или межзеренную фазу спеченной заготовки.
| WO 2007102391 A1, 13.09.2007 | |||
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ АНИЗОТРОПНЫХ МАГНИТОПЛАСТОВ | 2005 |
|
RU2286230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКСИДНЫХ ПОСТОЯННЫХ МАГНИТОВ ИЗ ОТХОДОВ ФЕРРИТА СТРОНЦИЯ | 2000 |
|
RU2179764C2 |
| SU 1394557 A1, 20.06.1999 | |||
| US 6149861 A, 21.11.2000 | |||
| CN 1269587 A, 11.10.2000 | |||
| JP 6340902 A, 13.12.1994. | |||

