Изобретение относится к способу обнаружения, классификации и устранения дефектов поверхностей на изделиях, полученных способом непрерывного литья, с использованием топографической информации о внешнем виде поверхностей, полученных способом непрерывного литья, причем дефекты и/или нарушения целостности определяются с точным позиционированием и подвергаются оценке.
Известны многочисленные способы определения дефектов поверхностей на материалах, таких как материалы, полученные способом непрерывного литья, и сопряженное с этим устранение такого рода дефектов. Так, к примеру, в соответствии с ЕР 0880023 А1 дефекты поверхности автоматически контролируются и устраняются посредством последовательно подключенного шлифовального станка, перед последующей обработкой, то есть перед чистовой прокаткой в прокатном стане. Используемый при этом шлифовальный станок может работать реверсивно, так что посредством расположенного перед шлифовальным станком и после шлифовального станка контрольного устройства распределенные друг за другом или на больших поверхностях дефекты могут определяться, а затем устраняться.
При таких способах производится оценка дефектов на основании сравнения с сохраненными в базе данных контрольными образцами, так что качество обнаружения дефектов, а тем самым устранения, зависит от материала, который сохранен в базе данных.
Излишние этапы технологического процесса вследствие этого не всегда могут быть устранены.
В принципе, обнаруживаться и подвергаться оценке должны только те дефекты поверхности, которые приводят также к дефектам на катаном изделии, к примеру термоленте или листе. Все остальные нарушения целостности на поверхности болванки не должны учитываться.
Задачей изобретения является поэтому создание способа, с помощью которого можно добиться надежной и лишь действительно необходимой оценки дефектов и их последующего устранения.
При этом полученная таким образом информация должна использоваться в соответствии с результатами оценки для устранения дефектов перед последующей обработкой изделия или для заблаговременного определения и причисления к определенной категории качества готового продукта.
Данная задача решается с помощью способа обнаружения и классификации дефектов поверхностей на изделиях, полученных способом непрерывного литья, с использованием топографической информации о внешнем виде поверхностей, полученных способом непрерывного литья, причем дефекты и/или нарушения целостности определяются с точным позиционированием, оцениваются по местоположению и протяженности и в соответствии с результатами оценки, перед последующей обработкой изделия, устраняются посредством того, что, с одной стороны, дефекты и/или нарушения целостности на поверхности полуфабриката, полученного способом непрерывного литья, регистрируются и сохраняются с учетом точного местоположения, а, с другой стороны, производится обнаружение дефектов и/или нарушений целостности на готовом изделии и данные с учетом точного местоположения сохраняются, и что затем информация, полученная с полуфабриката, сравнивается с информацией, полученной в результате контроля поверхности на готовом изделии, и для устранения дефектов и/или нарушений целостности на полуфабрикате принимается во внимание только та информация, которая привела или может привести к дефектам на готовом изделии.
В соответствии с изобретением топография поверхности болванок, полученных способом непрерывного литья, определяется посредством подходящего способа. При этом используются оптические методы, которые работают в видимой или невидимой зоне светового спектра, или способы, базирующиеся на использовании микроволн. В оптических зонах применяются методы проецирования полосок и стереоскопические методы. Также возможны способы, основанные на использовании лазеров. Полученная посредством одного или нескольких из этих способов информация о топографии поверхности сохраняется с привязкой по местоположению, то есть позиционировано. Оценка зарегистрированных топографических изменений может осуществляться посредством подходящих методов классификации, к примеру посредством нейронных сетей или других методов.
В соответствии с изобретением способ отличается наличием фазы изучения, во время которой способы классификации оптимизируются далее в том отношении, что между несущественными нарушениями целостности поверхности и существенными дефектами поверхности, которые на готовых катаных изделиях, в данном случае термоленте или листе, приводят или привели к дефектам поверхности, можно провести различия. Для этого производится соединение результатов контроля поверхности готового изделия с системой контроля болванки. В частности, производится перевод абсолютного положения дефектов на готовом изделии в абсолютное положение на поверхности болванки. Для этого данные таблицы прокатки, такие как степень общей деформации и соотношение поперечной и продольной прокатки, учитываются в модели. Информация о положении предполагаемого дефекта поверхности на болванке сохраняется и сравнивается с информацией, которая определяет систему контроля после чистовой прокатки, так что в данном случае возникает эффект самоизучения.
Найденные с помощью способов классификации, к примеру, нейронных сеток, взаимосвязи между топографией и вероятностью возникновения дефектов поверхности используются затем для прогнозирования.
Посредством способа могут быть обмерены как горячие, так и холодные поверхности болванок, причем либо болванка, либо измерительное устройство во время измерения перемещаются. При этом движение может осуществляться дискретно или же непрерывно.
Полученная таким образом топографическая информация в зависимости от результата классификации может сохраняться с учетом ее абсолютного положения.
Решение о том, имеет ли место дефект поверхности, который перед дальнейшей обработкой поверхности болванки может быть устранен или который приведет к снижению качества готового изделия, делает необходимым - как упомянуто ранее - наличие фазы изучения. Этот процесс изучения может осуществляться экспертами вручную, но тогда он подвержен субъективным ошибкам. В соответствии с изобретением данная задача решается поэтому посредством соединения с системой контроля поверхности на готовом изделии.
При использовании способа в неподсоединенной установке (установка для непрерывной разливки болванок и прокатный стан) без непосредственного использования болванок, или при наличии закупленных болванок, этот алгоритм изучения можно реализовать, используя долговременный банк данных.
Следующая возможность состоит в использовании этой системы в рамках автоматизированного контроля болванок. В данном случае дефекты размечаются посредством маркировочного робота, что облегчает поиск для аппаратуры. Информация о местоположении может также передаваться далее в центр обработки информации для автоматической коррекции.
Способ в соответствии с изобретением поясняется далее со ссылкой на чертежи, на которых показано:
фиг.1 - образец, на который искусственным образом были нанесены нарушения целостности, то есть дефекты,
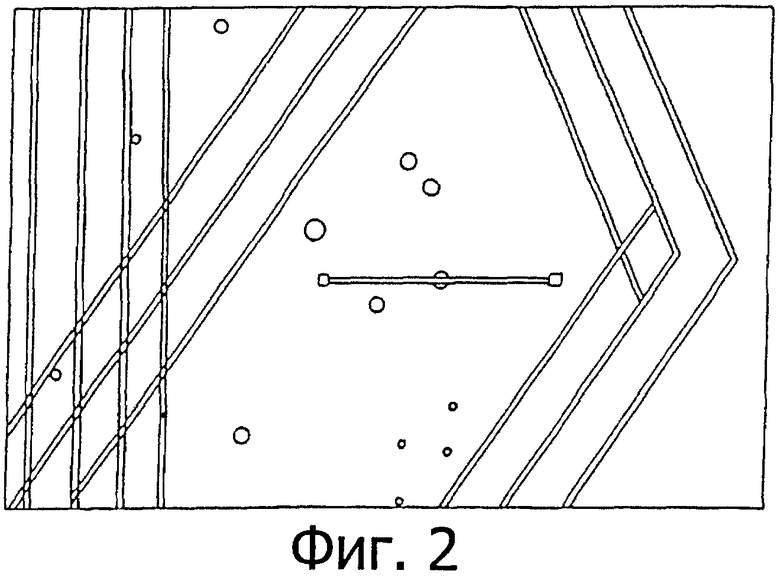
фиг.2 - результат обмера образца посредством метода проецирования полосок, а именно линии 5 на фиг.1,
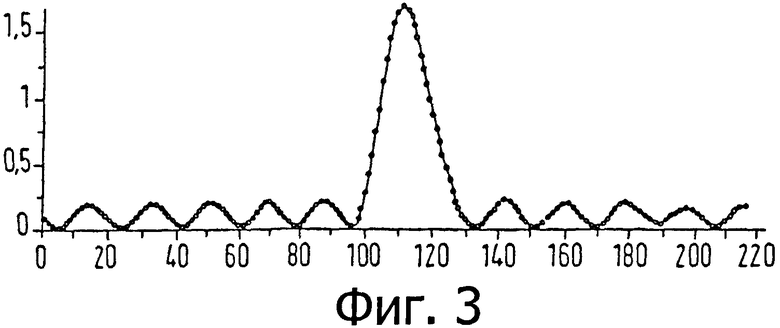
фиг.3 - топографическая оценка данной линии,
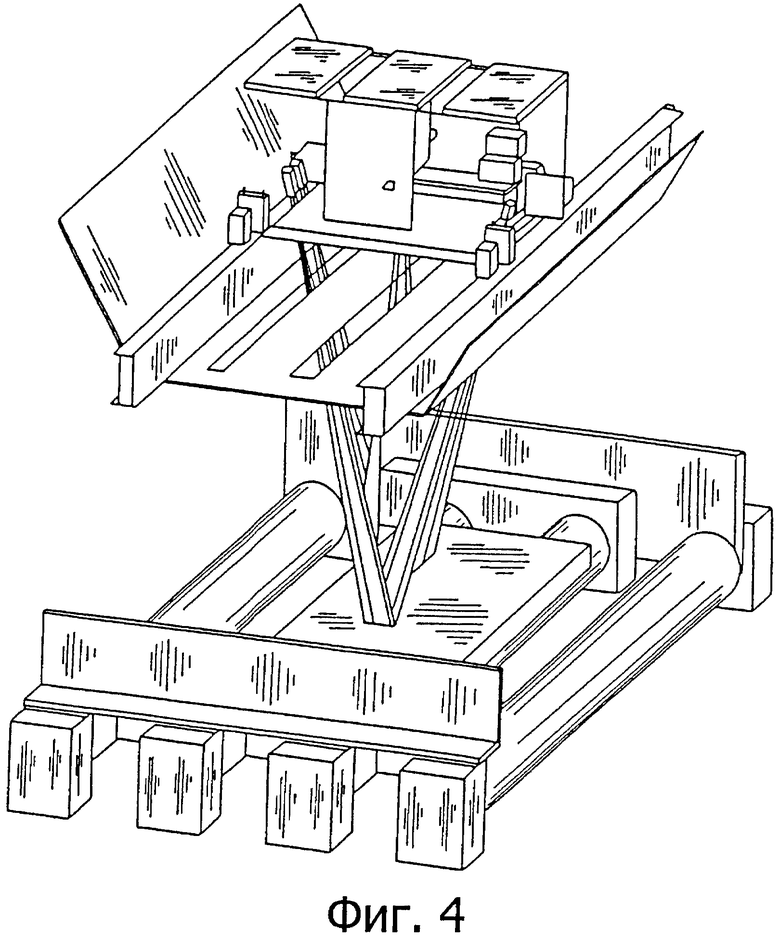
фиг.4 - пример осуществления измерительного устройства и
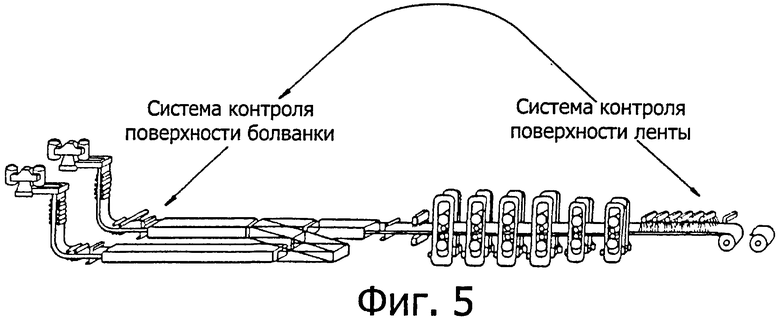
фиг.5 - принцип работы системы контроля и оценки в соответствии с изобретением.
Для разъяснения способа в образец искусственным образом были внесены дефекты. Это можно увидеть на фиг.1. С правой стороны фиг.1 помечены линии, причем в данном случае при последующем описании необходимо обращаться, к примеру, к линии 5.
Образец был обмерен посредством метода проецирования полосок, и результат для линии 5 представлен на фиг.2.
Топографическая информация допускает сведение информации к форме точечных дефектов, как это представлено на фиг.3.
Фиг.4 демонстрирует пример расположения измерительного устройства с проектором и камерой над рольгангом, предназначенным для транспортировки болванок.
На фиг.5 представлена принципиальная идея, причем посредством первого контроля поверхности регистрируются дефекты и/или нарушения целостности на полуфабрикате, то есть на болванке, а затем второе контрольное устройство распознает дефекты и/или нарушения целостности на катаном готовом изделии. Посредством проведенного затем сравнения может быть сделано заключение о том, какой из первоначально определенных дефектов привел затем к дефекту на готовом изделии, так что благодаря этому может быть осуществлен процесс изучения, который приводит к лучшей оценке дефектов на готовом изделии с последствиями в отношении того, что также должны быть устранены лишь те дефекты, которые негативным образом проявляют себя в готовом изделии.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛЮМИНИЕВЫЕ СПЛАВЫ, ОБЛАДАЮЩИЕ УЛУЧШЕННЫМ КАЧЕСТВОМ ПОВЕРХНОСТИ ОТЛИВОК, И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2001 |
|
RU2284362C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2687517C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОКАТКИ МЕТАЛЛА | 2015 |
|
RU2693246C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОЙ ОРТОПЕДИЧЕСКОЙ КОЛОДКИ С МЕЖСТЕЛЕЧНЫМ СЛОЕМ | 2015 |
|
RU2596107C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО НЕПРЕРЫВНОГО КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ | 2022 |
|
RU2795303C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ПЛОСКОГО ИЗДЕЛИЯ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ И ВЫТЯЖКИ С УТОНЕНИЕМ, СТАЛЬНОЕ ПЛОСКОЕ ИЗДЕЛИЕ И ЕГО ПРИМЕНЕНИЕ | 2014 |
|
RU2661687C2 |
| ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2486973C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНЫХ ДЕТАЛЕЙ ИЗ ЛЕГКОГО СПЛАВА, ИМЕЮЩИХ ПОЛЫЕ ИЛИ УТОНЧЕННЫЕ ПО ТОЛЩИНЕ УЧАСТКИ | 2011 |
|
RU2578282C2 |
| СПОСОБ КОНТРОЛЯ СЛЯБА ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2009 |
|
RU2404872C1 |
| СПОСОБ СОЗДАНИЯ СИГНАТУРЫ ДЛЯ ДРАГОЦЕННОГО КАМНЯ С ИСПОЛЬЗОВАНИЕМ РЕНТГЕНОВСКОЙ ВИЗУАЛИЗАЦИИ | 2015 |
|
RU2690707C2 |
Изобретение относится к непрерывному литью заготовок, в частности к контролю качества поверхности изделий, полученных методом непрерывного литья. Используя топографическую информацию о внешнем виде поверхностей изделий, определяют дефекты и/или нарушения целостности с точным позиционированием. Оценивают их по местоположению и протяженности и перед последующей обработкой изделия устраняют их или предотвращают за счет оптимизации производственного процесса. Дефекты и/или нарушения целостности на поверхности полуфабриката, полученного способом непрерывного литья, регистрируют и сохраняют с учетом точного местоположения. Производят обнаружение дефектов и/или нарушений целостности на готовом изделии и данные с учетом точного местоположения сохраняют. Информацию, полученную с полуфабриката, сравнивают с информацией, полученной в результате контроля поверхности на готовом изделии. Для устранения дефектов и/или нарушений целостности на полуфабрикате принимают во внимание только ту информацию, которая привела или может привести к дефектам на готовом изделии. Обеспечивается надежная и лишь действительно необходимая оценка дефектов. 12 з.п. ф-лы. 5 ил.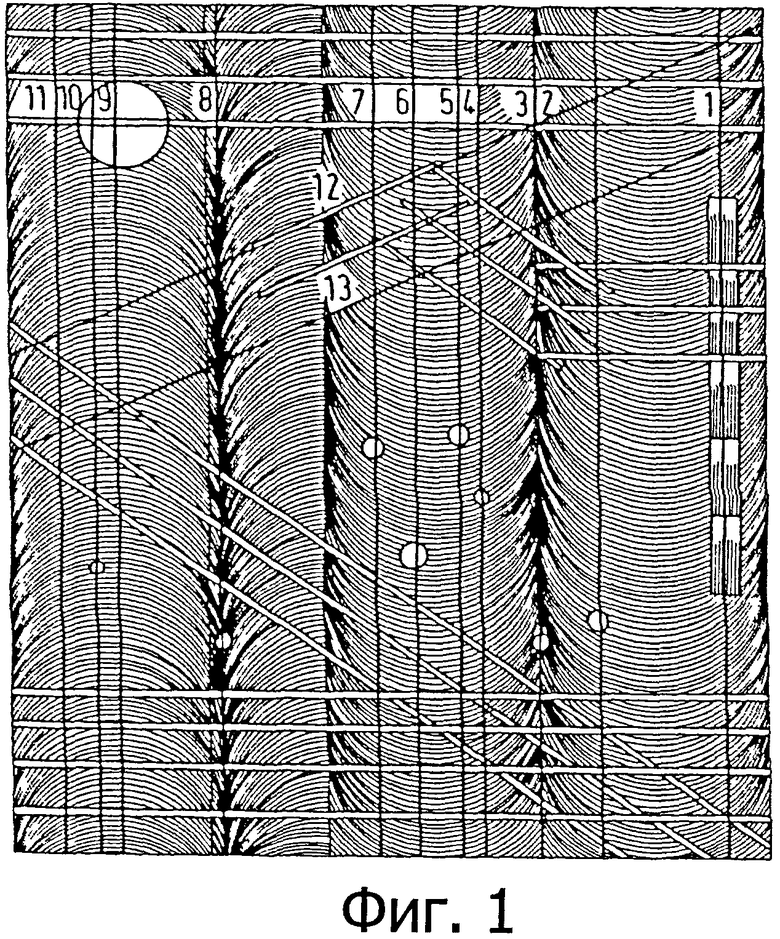
1. Способ обнаружения, классификации и устранения дефектов поверхностей на изделиях, полученных способом непрерывного литья, с использованием топографической информации о внешнем виде поверхностей изделий, полученных способом непрерывного литья, при котором дефекты и/или нарушения целостности определяют с точным позиционированием, оценивают по местоположению и протяженности и в соответствии с результатами оценки перед последующей обработкой изделия устраняют или предотвращают за счет оптимизации производственного процесса, отличающийся тем, что регистрируют и сохраняют данные о дефектах и/или нарушениях целостности на поверхности полуфабриката, полученного способом непрерывного литья, с учетом точного местоположения сохраняют, проводят контроль дефектов и/или нарушений целостности на готовом изделии, причем полученные данные с учетом точного местоположения сохраняют, затем информацию, полученную с поверхности полуфабриката, сравнивают с информацией, полученной в результате контроля поверхности на готовом изделии, а перед последующей обработкой осуществляют устранение только тех дефектов и/или нарушений целостности на полуфабрикате, которые привели или могут привести к дефектам на готовом изделии.
2. Способ по п.1, отличающийся тем, что топографическую информацию определяют посредством оптических методов, которые работают в видимых или невидимых зонах.
3. Способ по п.1, отличающийся тем, что топографическую информацию определяют посредством методов, базирующихся на использовании лазера или микроволн.
4. Способ по п.2, отличающийся тем, что топографическую информацию получают посредством метода проецирования полосок или стереоскопического метода.
5. Способ по п.1, отличающийся тем, что топографическую информацию получают посредством видимых или невидимых источников электромагнитного излучения.
6. Способ по п.1, отличающийся тем, что зарегистрированную и сохраненную с учетом местоположения информацию оценивают посредством метода классификации, такого как нейронная сеть.
7. Способ по п.1, отличающийся тем, что во время фазы изучения в качестве дефектных оценивают или учитывают только те зоны поверхности полуфабриката, которые на готовом катаном изделии, таком как горячекатаная лента или лист, приводят к дефектам поверхности.
8. Способ по любому из пп.1-7, отличающийся тем, что производят перевод абсолютного положения дефектов на готовом продукте в абсолютное положение на поверхности полуфабриката, причем для этого учитывают данные прокатки, такие как степень общей деформации и соотношение поперечной и продольной прокатки.
9. Способ по любому из пп.1-7, отличающийся тем, что установленные с помощью нейронных сетей или других методов зависимости между топографией и вероятностью возникновения дефектов поверхности используют для прогнозирования.
10. Способ по п.8, отличающийся тем, что установленные с помощью нейронных сетей или других методов зависимости между топографией и вероятностью возникновения дефектов поверхности используют для прогнозирования.
11. Способ по п.8, отличающийся тем, что полученную таким образом топографическую информацию, в зависимости от результата, сохраняют с учетом ее абсолютного положения.
12. Способ по п.1, отличающийся тем, что использование производят в рамках автоматизированного контроля полуфабрикатов, причем дефекты размечают посредством маркировочного робота.
13. Способ по п.1, отличающийся тем, что полученные на основании сравнения информации данные обработки передают далее на центр обработки для автоматической коррекции.
| ЕР 0880023 А1, 23.05.1997 | |||
| Способ получения соединения 5-метил-7(1', 2', 3'-триметилциклогексен-2'-ил-2') гептатриен (2, 4, 6) карбоновой кислоты | 1951 |
|
SU93422A1 |
| Устройство для крепления зуба ковша экскаватора | 1982 |
|
SU1097764A1 |
| DE 19930173 А1, 04.01.2001 | |||
| Способ выявления дефектов на движущейся поверхности | 1987 |
|
SU1476359A1 |

