[0001] Настоящее изобретение относится к устройству и способу изготовления удлиненных металлических изделий, таких как балки, стержни, проволока и т.п.
[0002] Удлиненные металлические изделия в общем случае изготавливают на установке, используя последовательность этапов. Обычно на первом этапе металлический лом загружают в печь, которая нагревает его с получением жидкого состояния. После этого для охлаждения и кристаллизации жидкого металла и создания полосы подходящих размеров используется оборудование для непрерывной разливки.
Такая полоса может затем разрезаться, чтобы изготовить удлиненное промежуточное изделие подходящих размеров, как правило, болванку, для создания заготовки, подаваемой в прокатный стан. Обычно такую заготовку затем охлаждают в холодильнике. После этого используют прокатный стан, чтобы превратить заготовку, или болванку, в готовое удлиненное изделие, например, арматурный стержень, предлагаемый различных размеров, который можно использовать в машиностроении или строительстве. Чтобы получить такой результат, заготовку предварительно нагревают до температуры, подходящей для подачи в прокатный стан с целью ее прокатки при помощи прокатывающего оборудования, состоящего из множества клетей. При прокатке с использованием этого множества клетей заготовку редуцируют с получением требуемых поперечного сечения и формы. Удлиненное изделие, являющееся результатом указанного процесса прокатки, обычно разрезают, когда оно все еще находится в горячем состоянии, охлаждают в холодильнике и, в заключение, нарезают с получением предлагаемой на рынке длины и упаковывают, чтобы подготовить к поставке потребителю.
[0003] В дальнейшем непрерывный режим работы установки по производству удлиненных металлических изделий будет обозначать конфигурацию установки, при которой между участком разливки и прокатным станом, в который подается продукт операции литья, установлена непрерывная связь. Другими словами, полосу промежуточного изделия, которая выходит с участка разливки, прокатывают при помощи прокатного стана в непрерывном режиме на одной линии разливки. Обычно, когда установка работает в полностью непрерывном режиме, непрерывная полоса, которая транспортируется с участка разливки по соответствующей линии разливки, подается в прокатный стан без предварительного разрезания на болванки. В этом случае удлиненное промежуточное изделие - это по существу полоса, выходящая с участка разливки.
[0004] В дальнейшем полунепрерывный режим работы установки по производству удлиненных металлических изделий будет обозначать конфигурацию установки, при которой в прокатный стан также подаются дополнительные, обычно предварительно нарезанные, промежуточные изделия, которые исходно являются внешними для участка разливки, непосредственно связанного с прокатным станом. Такие промежуточные изделия могут подаваться и устанавливаться на линию разливки, которая непосредственно соединена с прокатным станом, например, путем поставки их с дополнительных линий разливки, которые, сами по себе, необязательно находятся на одном технологическом маршруте с прокатным станом и непосредственно с ним связаны.
[0005] При работе в соответствии с так называемым "непрерывным режимом", прокатный стан выровнен с полосой, изготавливаемой формовочной литейной машиной. В результате, когда выбирают размеры производственной установки, содержащей непосредственное литье и непосредственную подачу в прокатные станы, и разрабатывают ее с возможностью работы в таком непрерывном режиме, стремятся, в идеале, сделать ее как можно меньшей длины, чтобы оптимальным образом использовать внутренне тепло только что отлитых болванок. Если соблюдать это конструктивное ограничение, промежуток между первыми ножницами, обычно находящимися в конце литейной машины, и входом традиционного устройства для нагрева промежуточных болванок должен иметь как можно меньшую протяженность. Требование компактности, естественно, очень желательно соблюдать также и при работе в полунепрерывном режиме.
[0006] В документе WO 2012/013456 А2 описана установка, содержащая две линии разливки, на которых изготавливаются две полосы промежуточных изделий, например, болванок. Такая установка обеспечивает предварительное решение для проблемы более эффективного использования почасовой производительности сталелитейной установки, расположенной выше по ходу технологического процесса, которая, как правило, больше обычной производительности прокатных станов, расположенных ниже по потоку. Однако планировка этой установки такова, что только одна из двух полос может быть прокатана с получением готового изделия. При применении обходного решения, соответствующего идее, рассмотренной в WO 2012/013456 А2, если имеется по меньшей мере одна дополнительная полоса на выходе литейной машины, дополнительные болванки, получаемые из такой дополнительной полосы, всего лишь переносятся в обычный холодильник. Болванки, которые охлаждены в таком холодильнике, затем в обычном случае предполагается непосредственно продавать и не прокатывать в соответствии с непрерывным режимом работы. Поэтому такая установка не обеспечивает оптимальной эксплуатационной гибкости, если рассматривать возможность ее задействования либо в полностью непрерывном режиме, либо в полунепрерывном режиме.
В частности, такая установка не позволяет полностью воспользоваться возможностями многоручьевой литейной машины таким образом, чтобы реально оптимизировать пропускную способность прокатного стана для изготовления катанных готовых удлиненных изделий в требуемом количестве.
[0007] С другой стороны, существующие установки, которые способны работать в так называемом "полунепрерывном режиме", не могут гарантировать, что операция установки добавочных болванок на линию разливки, непосредственно соединенную с прокатным станом, происходит без накладок и с полным контролем перемещения болванок, как на дополнительных линиях разливки, с которых берутся добавочные болванки, так и, в особенности, на основной линии разливки, которая непосредственно соединена с прокатным станом.
Ни одна из существующих установок, которые могут работать в полунепрерывном режиме и имеют многоручьевую литейную машину, не решает эффективным образом задачу по исключению таких взаимных помех, возникающих между болванками на линиях разливки.
В результате такого недостаточного контроля, в существующих в настоящее время установках, работающих в полунепрерывном режиме, рабочий поток может прерываться при подаче в прокатный стан, а также на дополнительных линиях разливки, которые не находятся на одном маршруте с прокатным станом.
[0008] Таким образом, в данной области техники существует потребность в устройстве (и соответствующем способе) для изготовления удлиненных катанных изделий с подачей от множества линий разливки, позволяющем работать в полунепрерывном режиме, в котором мощность прокатного стана и темп выпуска промежуточных удлиненных изделий, например, болванок, оптимизированы, и при эксплуатации не возникает накладок, то есть, не возникает взаимных помех между болванками на одной и той же линии разливки или болванками с разных линий разливки в результате переноса этих болванок.
[0009] Соответственно, главной задачей настоящего изобретения является предложить обеспечивающие гибкость установку и способ для изготовления длинных металлических изделий, которые позволяют переключаться между непрерывным и полунепрерывным режимами работы. Как следствие, настоящее изобретение позволяет наилучшим образом, с точки зрения выходной мощности, использовать возможности многоручьевой литейной машины, когда она непосредственно связана с прокатным станом, и, в то же время, это изобретение обеспечивает дополнительную возможность беспрепятственного изготовления промежуточных удлиненных изделий, например, болванок, которые должны продаваться в состоянии "как есть".
Установка, соответствующая настоящему изобретению, работает таким образом, что ее можно оперативно адаптировать к различным производственным требованиям и обстоятельствам, зависящим от реальной потребности в готовых удлиненных изделиях, например, катанных арматурных балках, или в промежуточных удлиненных изделиях, например, болванках как таковых. Таким образом, можно подстраивать производство под существующие реальные запросы, например, в соответствии с заявками посредников.
Настоящее изобретение позволяет увеличить пропускную способность при прокатке за счет подачи в прокатный стан как можно большего количества болванок по меньшей мере от двух, либо трех или даже N полос, без потери контроля над производственным процессом и, в особенности, над перемещением болванок.
[00010] Сопутствующей задачей настоящего изобретения является сделать возможным обеспечение указанной выше гибкости при одновременном сохранении очень компактных общих размеров установки.
В этой связи нужно сказать, что перемещение болванок на линии разливки, непосредственно соединенной с прокатным станом, и перемещение болванок на дополнительных линиях разливки обеспечивается и контролируется в соответствии с особой конфигурацией, которая не приводит к возникновению негативных последствий касательно итоговой протяженности и общего масштаба установки.
В частности, такое перемещение удлиненных промежуточных изделий, как по линии разливки, непосредственно связанной с прокатным станом, так и по дополнительным линиям разливки, и от дополнительных линий разливки к холодильнику, можно с выгодой осуществлять за счет задействования одного переносящие средства двойного действия, расположенного на одном уровне, если рассматривать протяженность производственной линии установки в целом.
Отсутствует необходимость в добавлении компонентов в установку, приводящем к увеличению длины по меньшей мере равному длине болванки, что предполагалось бы в случае традиционных решений.
Кроме того, именно за счет использования этого "конфигурационного" подхода настоящее изобретение гарантирует, что температура отлитых болванок или промежуточных удлиненных изделий на производственных линиях не будет снижаться слишком сильно. Как следствие, требуется меньше энергии для повторного нагрева промежуточных удлиненных изделий до температуры, подходящей для последующей горячей прокатки, что согласуется с неуклонным совершенствованием мер по экономии энергии и требованиями по охране окружающей среды.
[00011] Сопутствующей задачей настоящего изобретения является обеспечение легкости переключения между полунепрерывным и непрерывным производственными режимами на линии разливки, непосредственно соединенной с прокатным станом, за счет использования устойчивой к сбоям системы, которая не создает ненужных усложнений, что позволяет уменьшить потребность в техническом обслуживании и снизить меры дополнительной безопасности.
За счет отделения переносящего средства болванок от нагревательного средства болванок в соответствии с конфигурацией установки по настоящему изобретению, можно выгодным образом обеспечить такую ситуацию, когда на механические и управляющие компоненты двунаправленного переносящего средства болванок, также называемого "средством двойного действия", не будут отрицательно влиять высокие температуры.
Обеспечивается более легкий доступ к этому переносящему средству, даже во время его работы.
[00012] Эти и другие задачи в настоящем изобретении решаются, а также его преимущества достигаются за счет использования признаков устройства, указанных в пункте 1 Формулы изобретения, а также за счет использования признаков способа изготовления, указанных в пункте 11 Формулы изобретения. В зависимых пунктах Формулы изобретения дополнительно указаны особенно выгодные варианты реализации настоящего изобретения.
[00013] Теперь более подробно будут описаны другие задачи, признаки и преимущества настоящего изобретения, с обращением к конкретным вариантам его реализации, представленным на приложенных чертежах, из которых:
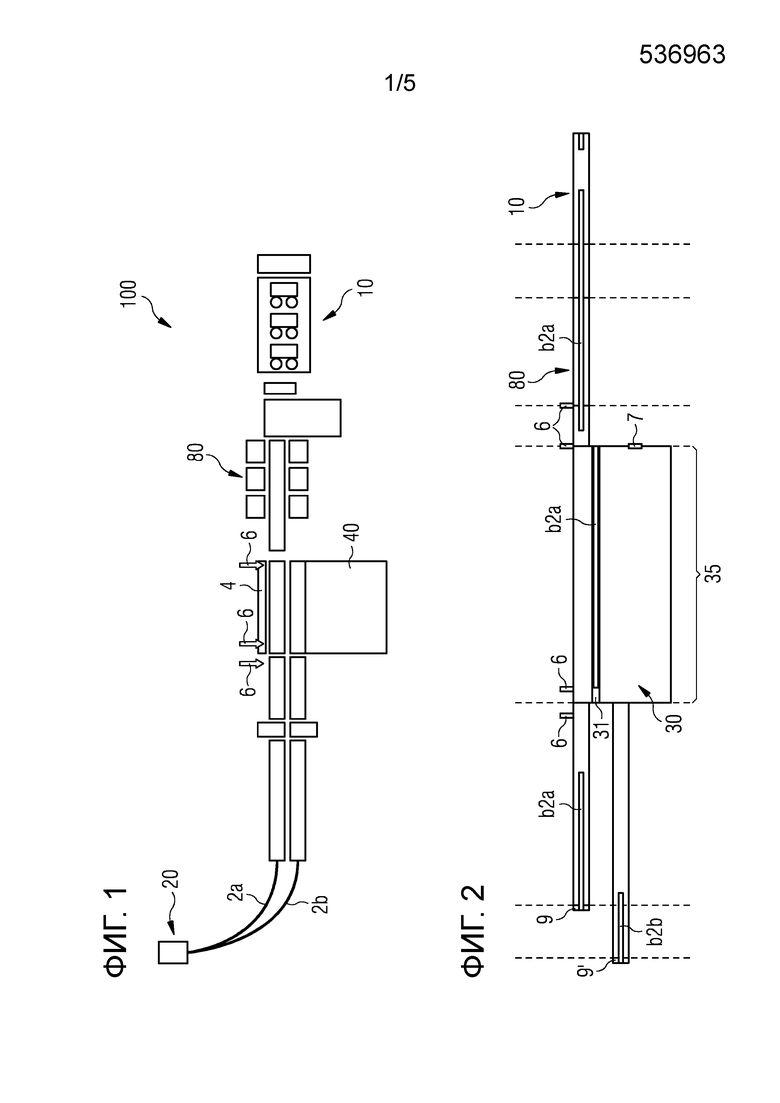
На Фиг.1 приведен схематичный общий вид варианта устройства, соответствующего настоящему изобретению, в котором на участке разливки по существу параллельно изготавливаются первая и вторая полосы, которые движутся по соответствующим линиям разливки;
на Фиг.2 схематично показана часть устройства, изображенного на Фиг.1, и этот чертеж иллюстрирует конкретный момент поперечного переноса удлиненного промежуточного изделия, например, болванки, со второй линии разливки на первую линию разливки;
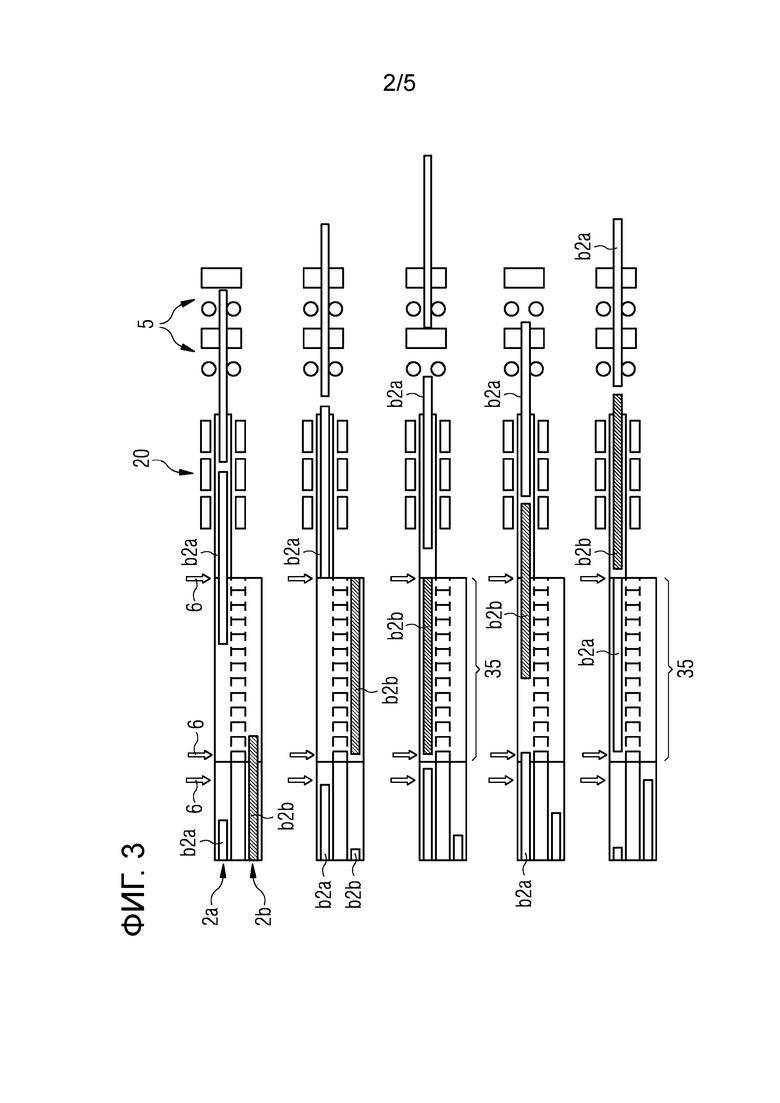
на Фиг.3 схематично показана первая последовательность этапов, выполняемых в устройстве, изображенном на Фиг.1, и этот чертеж иллюстрирует то, как к удлиненным промежуточным изделиям, перемещающимся на первой линии разливки, добавляют дополнительные удлиненные промежуточные изделия со второй линии разливки, когда соблюдаются минимальные условия по отсутствию взаимных помех;
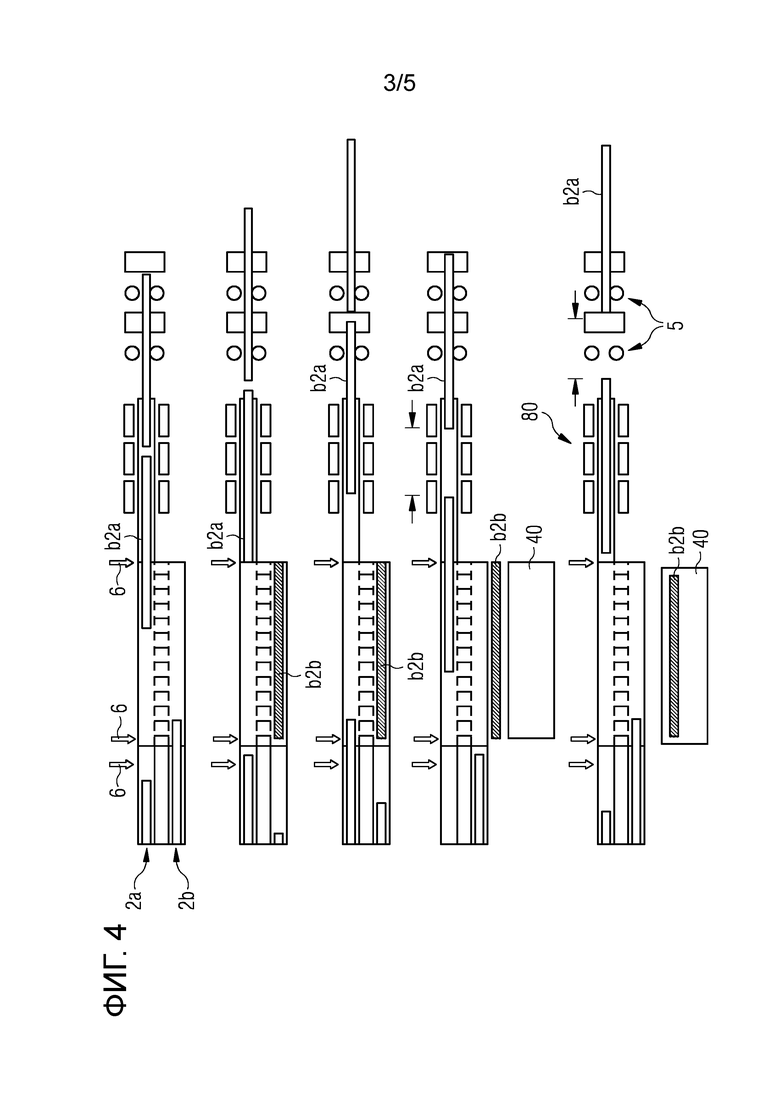
на Фиг.4 схематично показана вторая последовательность этапов, выполняемых в устройстве, изображенном на Фиг.1, и этот чертеж иллюстрирует то, как осуществляют поперечный перенос удлиненных промежуточных изделий со второй линии в холодильник, когда минимальные условия по отсутствию взаимных помех не соблюдаются ни на второй линии разливки, ни на первой линии разливки;
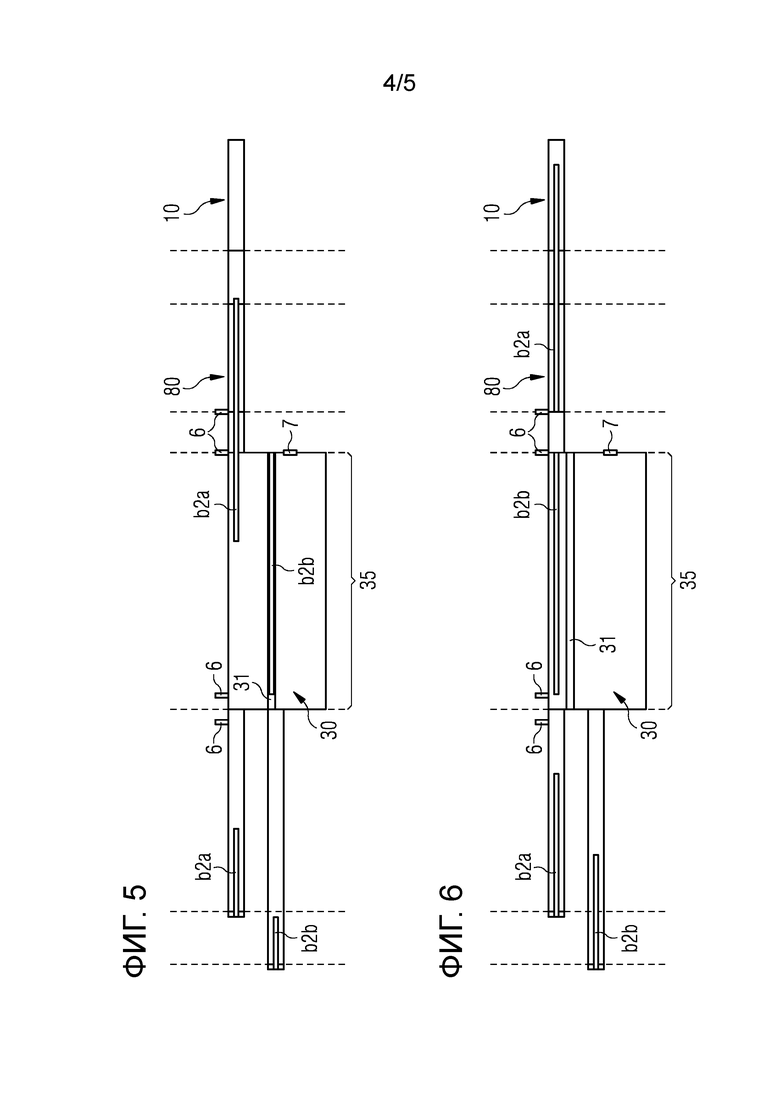
на Фиг.5 схематично показан один из этапов, которые могут выполняться в устройстве, изображенном на Фиг.1, на основе входной информации датчика, и этот чертеж иллюстрирует то, как одно из удлиненных промежуточных изделий со второй линии разливки хранится в области поперечного переноса до тех пор, пока не будут подтверждены следующие минимальные условия по отсутствию взаимных помех на первой линии разливки для переноса в тот же момент на эту линию;
на Фиг.6 схематично показан один из этапов, которые могут выполняться в устройстве, изображенном на Фиг.1, и этот чертеж иллюстрирует то, как подъемное приспособление, входящее в состав двунаправленного переносящие средства в устройстве, соответствующем настоящему изобретению, после транспортировки удлиненного промежуточного изделия со второй линии разливки на первую линию разливки возвращают в положение ожидания на второй линии разливки; и
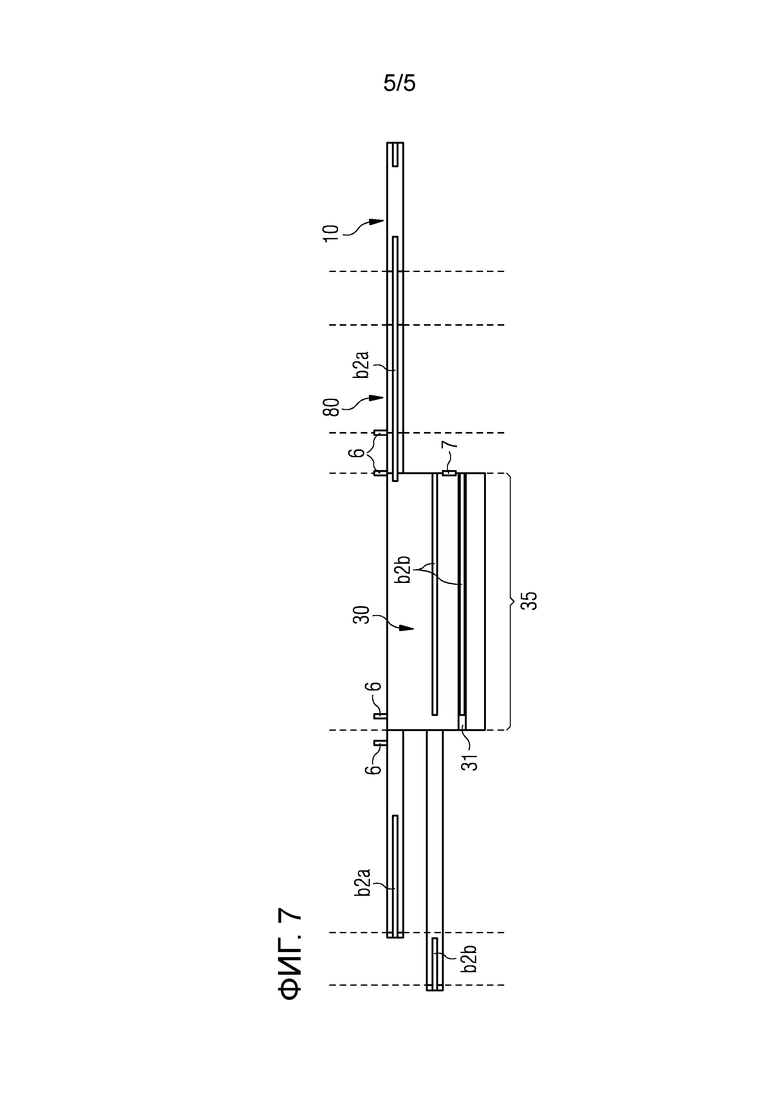
на Фиг.7 схематично показан один из этапов, которые могут выполняться в подъемном приспособлении, изображенном на Фиг.6, когда обнаруживается, что два удлиненных промежуточных изделия одновременно находятся в области поперечного переноса на второй линии разливки, и этот чертеж иллюстрирует то, как подъемное приспособление берет и транспортирует одно из этих удлиненных промежуточных изделий для переноса в холодильник.
[00014] На чертежах аналогичные элементы обозначены аналогичными ссылочными номерами.
[00015] Как показано на Фиг.1, устройство 100 для изготовления удлиненных металлических изделий, например, балок, стержней или тому подобного, содержит:
- прокатный стан 10, содержащий, по меньшей одну клеть 5; и
- участок 20 разливки, содержащий по меньшей мере первую линию 2а разливки и по меньшей мере вторую линию 2b разливки.
Каждую из линий 2а, 2b разливки можно использовать для изготовления соответствующих непрерывных полос и/или удлиненных промежуточных изделий b2а, b2b, например, болванок.
Первая линия 2а разливки непосредственно выровнена с прокатным станом 10 и выполнена с возможностью подачи в такой прокатный стан 10 непрерывных полос или удлиненных промежуточных изделий.
Согласно одному из принципов функционирования, соответствующих настоящему изобретению, удлиненные промежуточные изделия, которые в итоге подаются в прокатный стан 10, могут выгодным образом представлять собой кроме болванок b2а также и болванки b2b.
Указанная по меньшей мере одна вторая линия 2b разливки, в отличие от этого, непосредственно не выровнена с прокатным станом 10.
[00016] Устройство 100, соответствующее настоящему изобретению, дополнительно выгодным образом содержит переносящее средство 30 двойного действия, или двунаправленное, которое предназначено для переноса удлиненных промежуточных изделий по множеству линий разливки.
В частности, в случае конкретного варианта, который здесь рассматривается, такое двунаправленное переносящее средство 30 делает возможным поперечный перенос удлиненных промежуточных изделий b2b, находящихся на второй линии 2b разливки, в двух возможных, предпочтительно противоположных, направлениях.
Если говорить конкретно, перенос болванок b2b может выполняться в первом направлении, со второй линии 2b разливки на первую линию 2а разливки, чтобы расположить удлиненное промежуточное изделие b2b на маршруте к прокатному стану 10 с целью в конце выполнить его прокатку в соответствии с полунепрерывным режимом работы.
Или, в качестве альтернативы, специальное двунаправленное переносящее средство 30 в устройстве 100, соответствующем настоящему изобретению, может переносить болванки b2b во втором направлении, в предпочтительном случае по существу противоположном первому направлению, с указанной по меньшей мере одной второй линии 2b разливки в холодильник 40. Подразумевается, что болванки b2b, которые переносятся в холодильник в соответствии с этой второй возможностью переноса, затем должны продаваться как промежуточные изделия, то есть, болванки как таковые, которые будут затем дополнительно обрабатываться, возможно, в другом месте.
[00017] Таким образом, установку по производству болванок, имеющую несколько линий, в целом можно переключать между разными режимами работы. А именно, установку, содержащую заявляемое устройство 100, можно автоматически и оперативно переключать, например, между:
- полунепрерывным режимом работы, в котором реализуют обмен удлиненными промежуточными изделиями между второй линией 2b разливки и первой линией 2а разливки, чтобы на постоянной основе обеспечить более высокую производительность процесса прокатки; и
- полностью непрерывным режимом работы только на первой линии разливки, находящейся на одном маршруте с прокатным станом 10, обычно с выгодой в виде меньшего удельного потребления энергии для повторного нагрева и/или повышения выхода материала в процессе в целом.
С одной стороны, при функционировании в соответствии с полунепрерывным режимом, болванки b2а, исходно забираемые с участка 20 разливки на первую линию 2а разливки, дополняются болванками b2b, перенесенными в поперечном направлении с (по меньшей мере, одной) второй линии 2b разливки, в результате чего эти болванки, перенесенные в поперечном направлении, поступают в прокатный стан 10. Как следствие, можно прокатать все болванки с обеих линий разливки.
С другой стороны, когда первая линия разливки работает в полностью непрерывном режиме, болванки b2b, исходно расположенные на второй линии 2b, вместо этого, пересылаются в холодильник 40 и не достигают прокатного стана 10, для их продажи или более позднего нагрева. Как следствие, обеспечивается максимальный выход материала вместе с минимальным удельным потреблением энергии для нагрева.
Режим работы первой линии разливки можно обратно сделать полностью непрерывным, например, когда в заявках от посредников требуется, чтобы, при многоручьевом непрерывном литье, болванки, полученные из полос, не находящихся на одном маршруте c прокатным станом, продавались как простые, некатаные промежуточные изделия.
Согласно настоящему изобретению, переключение из полунепрерывного режима работы в режим работы, который по существу является непрерывным для первой линии, находящейся на одном маршруте с прокатным станом, в предпочтительном случае, также зависит от относительного перемещения удлиненных промежуточных изделий и, в конечном счете, от риска возникновения взаимных помех между болванками, находящимися на первой линии разливки и/или второй линии разливки.
Переключением между режимами работы, таким образом, можно с выгодой управлять с учетом минимальных условий по отсутствию взаимных помех между болванками, как будет более подробно рассмотрено ниже при описании этапов способа, соответствующего настоящему изобретению.
Фактически, настоящее изобретение позволяет оптимизировать и настроить под потребителя производственную мощность, обеспечивая условия без накладок на первой линии разливки, а также на других, дополнительных линиях разливки, путем исключения взаимных помех между болванками на первой линии и/или на дополнительных линиях разливки. Такие нежелательные взаимные помехи, в противном случае, могут создать проблемы, являющиеся результатом поступления следующих болванок на ту же линию разливки, или являющиеся результатом установки дополнительных болванок на первую линию разливки, находящуюся на одном маршруте с прокатным станом.
[00018] Двунаправленное переносящее средство 30 в устройстве 100, соответствующем настоящему изобретению, в предпочтительном случае, содержит подъемное приспособление 31, предназначенное для транспортировки удлиненных промежуточных изделий b2b. Такое подъемное приспособление может содержать надлежащим образом сконструированное установочное место для болванки.
Двунаправленное (или двойного действия) переносящее средство может содержать первое и второе перемещающие средства, взаимодействующие с подъемным приспособлением 31.
Первое перемещающее средство позволяет переносить удлиненные промежуточные изделия b2b, находящиеся на второй линии 2b разливки, в первом направлении от указанной по меньшей мере одной второй линии 2b разливки на первую линию 2а разливки.
Второе перемещающее средство позволяет переносить удлиненные промежуточные изделия b2b, находящиеся на второй линии 2b разливки, во втором направлении от указанной по меньшей мере одной второй линии 2b разливки в холодильник 40. Такое второе перемещающее средство по существу может быть идентичным первому перемещающему средству, и может отличаться от первого перемещающие средства только тем, что оно задействуется в противоположном направлении по сравнению с ним.
[00019] Чтобы сохранить компактные размеры устройства 100 в целом и с выгодой сэкономить пространство, все компоненты двунаправленного переносящие средства 30, соответствующего настоящему изобретению, в предпочтительном случае располагают в пределах одной и той же области 35 поперечного переноса. Это значит, для конкретного рассматриваемого варианта, что подъемное приспособление 31, первое перемещающее средство и второе перемещающее средство в предпочтительном случае располагаются в пределах одной и той же области 35 поперечного переноса.
Таким образом, подъемное приспособление 31 и перемещающие средства пространственно, находятся и сгруппированы внутри области или модуля поперечного переноса, которые могут иметь стенки или могут быть полностью открыты для внешней среды по существу на одном уровне на первой и второй линиях разливки. "На одном уровне, если рассматривать протяженность линий разливки" означает "по существу, в одной и той же секции установки". В контексте настоящего изобретения, указанное выше "расположение на одном уровне" в предпочтительном случае предполагает, что компоненты переносящие средства двойного действия находятся внутри области или модуля поперечного переноса по существу на одинаковом расстоянии от литейной формы или разливочной головки участка разливки.
Зона 35 поперечного переноса в предпочтительном случае растянута на длину, которая равна нормированной максимальной длине удлиненных промежуточных изделий b2b или немного больше ее.
Как следствие, экономится ценное пространство, и две функции, соответствующие переносящему средству двойного действия, с выгодой реализуются в пределах одной и той же секции установки.
[00020] Устройство 100, соответствующее настоящему изобретению, содержит систему автоматизированного управления, содержащую специальные датчики 6, 7, взаимодействующие с двунаправленным переносящим средством 30.
В любом случае, датчики 6 с выгодой обеспечиваются по меньшей мере на первой линии 2а разливки.
Таким образом, двунаправленное переносящее средство 30 можно активировать в соответствии с информацией, собранной этими датчиками 6, 7.
Датчики 6, 7 могут представлять собой стандартные оптические датчики присутствия, или, более конкретно, могут представлять собой детекторы горячего металла, выполненные с возможностью обнаружения испускаемого излучения или присутствия горячих тел, испускающих излучение в инфракрасном диапазоне, таких как болванки, поступающие с этапа непрерывного литья.
Датчики 6 на первой линии 2а разливки в предпочтительном случае установлены в области 35 поперечного переноса и, если смотреть по ходу технологического процесса, до входа в эту область 35 поперечного переноса на расстоянии в диапазоне от 1 до 6 метров от него. Величина этого диапазона зависит от типичной длины болванки, типичной скорости болванки и ее ускорения или замедления.
Согласно особенно предпочтительному варианту, на первой линии 2а разливки обеспечены по меньшей мере три таких датчика 6:
- первый датчик 6 установлен перед входом в область 35 поперечного переноса;
- второй датчик 6 установлен сразу после входа в область 35 поперечного переноса; и
- третий датчик 6 установлен на выходе из области 35 поперечного переноса.
[00021] Согласно другому варианту, представленному на Фиг.2 и Фиг.5 - Фиг.7, на второй линии 2b разливки обеспечен по меньшей мере еще один датчик 7, который в предпочтительном случае соединен с датчиком 6, находящимся на первой линии 2а разливки и установленным на выходе из области 35 поперечного переноса. Благодаря датчику 7, можно определить, когда произошло поступление болванок b2b в область 35 поперечного переноса и, по сути, завершился процесс их введения в эту область. Совместная работа датчиков 6 и 7 позволяет активировать двунаправленное переносящее средство 30 эффективным образом.
[00022] Способ изготовления, соответствующий настоящему изобретению, содержит первый этап, на котором при литье создают множество полос, идущих от участка 20 разливки, на соответствующих линиях разливки, причем это множество линий разливки содержит по меньшей мере одну первую и одну вторую линии 2а, 2b разливки, предназначенные для изготовления соответствующих удлиненных промежуточных изделий.
Такие удлиненные промежуточные изделия получают путем разрезания соответствующих непрерывно отливаемых полос.
На первой линии 2а разливки соответствующая полоса или соответствующие удлиненные промежуточные изделия b2a могут перемещаться с непосредственной подачей в прокатный стан 10, в то время как на второй линии 2b разливки соответствующие удлиненные промежуточные изделия b2b перемещаются, не находясь на маршруте к прокатному стану 10 вплоть до области 35 поперечного переноса.
Относительное перемещение болванок b2a, b2b на двух разных линиях 2а, 2b разливки в предпочтительном случае реализуют в шахматном порядке, чтобы можно было легче создавать необходимые зазоры для функционирования в полунепрерывном режиме.
[00023] Указанные выше датчики в результате используются следующим образом. Датчики 6, 7 обнаруживают присутствие и положение полос или удлиненных промежуточных изделий, например, болванок, и передают пропорциональный сигнал в общую систему автоматизированного управления. Такая система автоматизированного управления, на основе принятой входной информации, соответствующим образом активирует двунаправленное переносящее средство 30.
А именно, система автоматизированного управления взаимодействует с двунаправленным переносящим средством 30 на предмет задания, исходя из условий, обнаруженных датчиками, перегрузки удлиненных промежуточных изделий b2b на первую линию 2а разливки или перемещения в направлении холодильника 40, или, вместо этого, их временной остановки на линии 2b разливки.
Система автоматизированного управления может выгодным образом учитывать положения болванок на первой и второй линиях 2а, 2b разливки, относительные расстояния между болванками b2а и болванками b2b при их неупорядоченном перемещении, их скорости, а также, в качестве возможного варианта, размеры болванок.
В частности, датчики 6, 7 позволяют системе автоматизированного управления автоматически определять, соблюдаются ли минимальные условия по отсутствию взаимных помех между удлиненными промежуточными изделиями на первой линии 2а разливки.
[00024] Если такие заданные минимальные условия по отсутствию взаимных помех соблюдаются, система автоматизированного управления активирует двунаправленное переносящее средство 30 для добавления к удлиненным промежуточным изделиям, которые уже перемещаются на первой линии 2а разливки, дополнительных удлиненных промежуточных изделий b2b со второй линии 2b разливки путем поперечного переноса удлиненных промежуточных изделий b2b со второй линии 2b разливки на первую линию 2а разливки. В любое время, когда обнаруживается достаточно большой зазор между следующими друг за другом удлиненными промежуточными изделиями на первой линии 2а, дополнительное удлиненное промежуточное изделие b2b перегружают в первом направлении, со второй линии 2b разливки на первую линию 2а разливки. Аналогичным образом, если обеспечено множество линий разливки, содержащее более двух линий разливки, как приведено в качестве примера, дополнительные удлиненные промежуточные изделия можно перегружать с n-ой линии на первую линию 2а разливки, находящуюся на одном маршруте с прокатным станом 10.
[00025] В этом случае удлиненные промежуточные изделия b2b, переносимые в поперечном направлении со второй линии 2b разливки, как в качестве примера показано в промежуточной стадии на Фиг.2, в итоге подаются в прокатный стан 10 для их прокатки по порядку вместе с удлиненными промежуточными изделиями, которые перемещаются по первой линии 2а разливки. Этот общий рабочий поток схематично представлен последовательностью, показанной на Фиг.3.
Фиг.6 иллюстрирует завершение поперечного переноса болванки b2b средством 30 поперечного переноса, на ней также можно видеть последующее повторное позиционирование подъемного приспособления 31. Фактически, способ, соответствующий настоящему изобретению, содержит промежуточный этап повторного позиционирования двунаправленного переносящие средства 30, используемого для выполнения следующих этапов:
- поперечного переноса удлиненных промежуточных изделий со второй линии 2b разливки на первую линию 2а разливки; и
- переноса удлиненных промежуточных изделий b2b, которые достигли области 35 поперечного переноса на второй линии 2b разливки, в холодильник 40.
Промежуточный этап повторного позиционирования содержит возврат двунаправленного переносящие средства 30 обратно в положение ожидания на второй линии, для приема следующего удлиненного промежуточного изделия b2b, поступающего в область 35 поперечного переноса со скоростью литья или с повышенной скоростью, составляющей до 50 метров в минуту.
Требуемое время перемещения или перегрузки при выполнении поперечного переноса посредством переносящего средства 30 составляет менее 20 секунд, предпочтительно менее 12-15 секунд. В предпочтительном случае, в пределах таких временных диапазонов находится весь цикл выполнения следующих операций: ускорение перемещения болванок b2b из положения остановки/ожидания на линии 2b до скорости их поперечного переноса, установка болванок b2b на первую линию 2а разливки посредством переносящего средства 30, и завершение выпуска болванок b2b на первую линию 2а разливки, в результате чего они могут ускоренно перемещаться к входу прокатного стана.
[00026] В противном случае, если результат обнаружения, выполненного при помощи датчиков, и обработки, выполненной при помощи системы автоматизированного управления, показывает, что такие заданные минимальные условия по отсутствию взаимных помех не соблюдаются, эта система выбирает команду из двух возможных команд для подачи в двунаправленное переносящее средство 30, с учетом обнаружения последующих поступающих удлиненных промежуточных изделий b2b на вторую линий 2b разливки.
Эти условия, например, могут также задаваться, когда первая линия 2а разливки функционирует в соответствии с непрерывным режимом работы, и полоса, непрерывно отливаемая на линии 2а, не разрезается на болванки в течение определенного интервала времени, и вместо этого перемещается неразрезанной к прокатному стану 10. В таких условиях и в течение всей фазы использования непрерывного режима работы на линии 2а не будут возникать зазоры между болванками.
Если говорить конкретно, двунаправленному переносящему средству 30 может выдаваться команда на хранение удлиненных промежуточных изделий b2b, которые достигли области 35 поперечного переноса на второй линии 2b, внутри этой области 35 до тех пор, пока не подтвердится наличие следующих минимальных условий по отсутствию взаимных помех на первой линии 2а для переноса в тот же момент на эту линию 2а, как рассмотрено выше. Этот случай проиллюстрирован на Фиг.5.
[00027] Если, вместо этого, система автоматизированного управления определяет, что последующее хранение удлиненных промежуточных изделий b2b на второй линии 2b в области 35 поперечного переноса создаст риск столкновения или возникновения взаимных помех или накладок из-за препятствования поступлению болванки или даже еще неразрезанной полосы с линии 2b разливки, двунаправленному переносящему средству 30 может быть выдана команда на перенос и перегрузку удлиненных промежуточных изделий b2b, которые достигли этой области 35 поперечного переноса на второй линии 2b разливки, в холодильник 40, для последующей продажи как промежуточных изделий.
Этот случай проиллюстрирован последовательностью выполнения рабочего процесса, показанной на Фиг.4 и Фиг.7. Эти болванки, которым дают охладиться в холодильнике 40, можно в качестве альтернативы использовать для более поздней прокатки при помощи прокатного стана 10, в частности, в периоды времени, когда участок 20 разливки не работает, вместо их непосредственной продажи в состоянии "как есть".
[00028] Помимо этого, в устройстве, соответствующем настоящему изобретению, система автоматизированного управления может задавать, на основе входной информации от датчиков 6, 7, изменение скорости литья полосы на первой линии 2а разливки и/или изменение скорости литья полосы на второй линии 2b разливки.
В дополнение или в качестве альтернативы указанному выше изменению скорости литья отливаемых полос, в системе автоматизированного управления, входящей в состав представленного устройства, также может быть предусмотрена возможность управления ускорением и/или замедлением и/или остановкой удлиненных промежуточных изделий b2a, b2b на первой и второй линиях 2а, 2b разливки.
Управление изменением скорости литья отливаемых полос и/или скорости перемещения болванок на соответствующих линиях разливки облегчает создание достаточно большого зазора между следующими друг за другом удлиненными промежуточными изделиями на первой линии разливки, в результате чего становится возможной эффективная активация двунаправленного переносящие средства 30 для переноса удлиненных промежуточных изделий b2b со второй линии 2b разливки в первом направлении на первую линию 2а разливки.
Регулирование скорости движения болванок на линиях разливки позволяет тогда пропорционально увеличивать число болванок b2b, которые можно переносить на первую линию 2а разливки для горячей прокатки. В идеале, болванки, полученные из всех полос, ускоряют после отделения их от полосы путем разрезания, когда работа происходит в полунепрерывном режиме; вслед за этим болванки можно, в качестве возможного варианта, замедлять для получения приемлемого относительного расстояния между их концами, которое может составлять приблизительно 0,5-1,5 метра, и обычно называется "промежуточным зазором между болванками".
[00029] В частности, удлиненные промежуточные изделия, получаемые в ходе процесса литья и перемещающиеся по первой линии 2а разливки со скоростью литья, могут быть ускорены (после их отделения от соответствующей полосы путем разрезания при помощи средства 9 разрезания) при их прохождении через область 35 поперечного переноса на пути к индукционному нагревателю 80, чтобы создать достаточно большой зазор на первой линии 2а разливки для приема удлиненного промежуточного изделия b2b со второй линии 2b разливки. Средство 9 разрезания, например, может представлять собой режущий инструмент или газовый резак.
[00030] Аналогичным образом, удлиненные промежуточные изделия b2b, находящиеся на второй линии 2b разливки, могут быть ускорены (после их отделения от соответствующей полосы путем разрезания при помощи средства 9' разрезания) при их перемещении в направлении к области 35 поперечного переноса и внутри нее, чтобы получить промежуток до следующих удлиненных промежуточных изделий b2b и выполнить синхронизацию с указанным выше созданием зазора на первой линии 2а разливки, в результате чего становится возможной их перегрузка на первую линию 2а разливки.
Средство 9' разрезания, например, может представлять собой режущий инструмент или газовый резак.
[00031] Только в качестве иллюстрации: в случае болванок длиной 12 метров, приемлемый зазор между болванками на входе может составлять около 14-15 метров, в то время как в случае болванок длиной 6 метров приемлемый зазор между болванками на входе может составлять около 8-9 метров.
[00032] Также только в качестве иллюстрации: ускоряемые болванки, перемещающиеся со скоростью 35 метров в минуту и вплоть до максимума в 50 метров в минуту, могут получать ускорение по меньшей мере 150 м/мин2, предпочтительно 180-300 м/мин2 и, еще более предпочтительно, 500-1500 м/мин2. Чем выше скорости и ускорения, тем больше повышается гибкость при переключении между непрерывным и полунепрерывным режимами работы.
[00033] За счет изменения относительной скорости литья в процессе отливания полос на соответствующих линиях 2а, 2b разливки и/или изменения скорости удлиненных промежуточных изделий b2a, получаемых в результате литья и перемещающихся на первой линии 2а разливки, и/или изменения скорости удлиненных промежуточных изделий b2b, получаемых в результате литья и перемещающихся на второй линии 2b разливки, можно обеспечить приемлемое относительное перемещение в шахматном порядке удлиненных промежуточных изделий b2a, b2b на разных линиях разливки.
Таким образом, поперечный перенос удлиненных промежуточных изделий b2b со второй линии 2b разливки на первую линию разливки 2а разливки становится более легким и безопасным, так как он меньше подвержен возникновению накладок.
[00034] Аналогичным образом, датчики 6, 7 могут управлять периодом ожидания, в течение которого удлиненные промежуточные изделия b2b хранятся в неподвижном состоянии в области 35 поперечного переноса на второй линии 2b разливки. Длительность указанного периода ожидания можно выгодным образом координировать с созданием достаточного зазора на первой линии 2а разливки, как рассмотрено выше, что позволяет перегружать такие удлиненные промежуточные изделия b2b со второй линии 2b разливки на первую линию 2а разливки.
[00035] Как указано выше, устройство, соответствующее настоящему изобретению, в предпочтительном случае содержит нагревательное средство 80 удлиненных промежуточных изделий. Такое нагревательное средство выгодным образом установлено на производственной линии отдельно от двунаправленного переносящие средства 30, в частности, предпочтительно, ниже той секции установки, где находится это двунаправленное переносящее средство 30, если смотреть по ходу технологического процесса. Нагревательное средство 80 в предпочтительном случае представляет собой индукционный нагреватель, но возможно использование газовой печи, хотя оно является менее предпочтительным. В любом случае, конструкция устройства 100, соответствующего настоящему изобретению, такова, что между отрезанием болванки и поступлением в прокатный стан 10 не появляются длинный тоннель или чрезмерно длинная печь.
[00036] Система автоматизированного управления, входящая в состав устройства, соответствующего настоящему изобретению, может управлять (например, путем выгодного использования датчиков 6, 7 в комбинации с системой остановки болванок) замедлением ранее ускоренных удлиненных промежуточных изделий в соответствии с расположением индукционного нагревателя 80 на первой линии 2а разливки, в результате чего эти изделия достигают оптимальной температуры для последующей горячей прокатки за счет того, что они проходят через индукционный нагреватель 80 за оптимальное время. Мощность индукционного нагревателя 80, так или иначе, в предпочтительном случае задают и подбирают таким образом, чтобы имелась возможность работы с дополнительными болванками b2b, которые переносятся на первую линию 2а разливки. Поэтому необходимо достичь оптимального компромисса между уменьшением скорости при прохождении через индукционный нагреватель 80 и нагревательной мощностью, создаваемой как таковым индукционным нагревателем. В любом случае, устройство 100, соответствующее настоящему изобретению, позволяет минимизировать потери тепла, также благодаря компактному конструктивному решению, которое рассмотрено далее.
[00037] Устройство 100, соответствующее настоящему изобретению, предпочтительно содержит первый режущий инструмент 9 для удлиненных промежуточных изделий, которые отливаются на первой линии 2а разливки. Как рассмотрено выше, первая линия 2а разливки также может функционировать в соответствии с (полностью) непрерывным режимом работы, при котором непрерывно отливаемая полоса на линии 2а не разрезается. Такой режущий инструмент 9 в предпочтительном случае устанавливают сразу после области линии разливки, соответствующей так называемой "максимальной длине кристаллизации" (вычисляемой в соответствии с сечением отливки и максимальными скоростью/пропускной способностью). Время резки может выгодным образом составлять менее секунды, в то же время, при других технологиях разрезания, таких как резка при помощи горелки, обычно затрачивается 15-60 секунд, главным образом, в зависимости от поперечного сечения болванки и выходной мощности горелки. Ясно, что такой выигрыш во времени влечет за собой меньшую потерю тепла в болванках во время движения по линиям разливки и пропорционально меньшую тепловую выходную мощность, требуемую от индукционного нагревателя 80. Устройство 100, соответствующее настоящему изобретению, также содержит второй режущий инструмент 9' для разрезания полосы, непрерывно отливаемой на линии 2b, на удлиненные промежуточные изделия b2b.
[00038] Структура устройства 100, соответствующего настоящему изобретению, задумана таким образом, чтобы, в предпочтительном случае, расстояние между первым режущим инструментом 9 и входом в нагревательное средство 80 не превышало нормированную максимальную длину удлиненных промежуточных изделий более чем в 2,4 раза, предпочтительно, не превышало нормированную максимальную длину этих удлиненных промежуточных изделий более чем в 2 раза. Эта конструктивная мера дополнительно улучшает характеристики энергосбережения устройства 100, соответствующего настоящему изобретению. Только в качестве примера: использование устройства, соответствующего настоящему изобретению, делает возможной такую конфигурацию установки по изготовлению и прокатке болванок с длиной 18 метров, при которой общее расстояние между режущим инструментом 9 и концом области 35 поперечного переноса составляет всего лишь около 34 метров; либо общее расстояние между режущим инструментом 9 и входом в нагревательное средство 80 составляет всего лишь около 37 метров. Этого можно достичь, по-прежнему имея хороший дополнительный запас безопасности/устойчивости к сбоям, например, если принимать во внимание свободное пространство между головой или передним концом первой входящей болванки b2а на линии 2а, показанной на Фиг.2, и первым датчиком 6.
[00039] В случае, если индукционный нагреватель не установлен, расстояние от первого режущего инструмента, установленного на первой линии 2а разливки таким образом, чтобы кристаллизация завершалась до него, до входа в первую клеть прокатного стана может даже быть сделано не превышающим нормированную максимальную длину болванки более чем в 2,7 раза, предпочтительно, не превышающим нормированную максимальную длину болванки более чем в 2,4 раза, если рассматривать работу в полунепрерывном режиме. Эта конфигурация по-прежнему позволяет обеспечить пространство для разрывных ножниц и/или блока удаления окалины, установленного между концом области 35 поперечного переноса и первой клетью 5 прокатного стана.
[00040] Согласно одному варианту устройства 100, соответствующего настоящему изобретению, могут также быть обеспечены перемещающие средства, предназначенные для переноса удлиненных промежуточных изделий b2а, находящихся на первой линии 2а разливки, в аварийный холодильник 4. Такой аварийный холодильник 4 предпочтительно устанавливают, если смотреть в направлении линии разливки по существу с противоположной стороны относительно холодильника 40 для удлиненных промежуточных изделий b2b со второй линии 2b разливки. Аварийный холодильник 4, определенный указанным выше образом, может оказаться полезным, например, в случае возникновения накладок в прокатном стане 10, или если возникают проблемы с качеством, и болванки, перемещающиеся по первой линии 2а разливки, не пригодны для непосредственной прокатки. В предпочтительном случае, вплоть до 6 или 10 болванок можно перегружать в поперечном направлении в аварийный холодильник 4 с первой линии 2а разливки, для продажи или для более поздней обратной перегрузки и прокатки в полунепрерывном режиме.
Такие перемещающие средства, предназначенные для переноса удлиненных промежуточных изделий b2а, находящихся на первой линии 2а, в аварийный холодильник 4, могут быть отделены от двунаправленного переносящие средства 30. Отделение указанных перемещающих средств от двунаправленного переносящие средства 30 может быть выгодным в случае, если возникает ситуация, когда к переносящему средству при его функционировании предъявляются высокие требования касательно переноса удлиненных промежуточных изделий b2b. В качестве альтернативы, такие дополнительные перемещающие средства могут входить в состав двунаправленного переносящие средства 30 или могут быть объединены с ним, например, с обеспечением совместной работы с указанным выше подъемным приспособлением 31.
[00041] Устройство 100, соответствующее настоящему изобретению, и способ работы такого устройства эффективным образом обеспечивают максимальное увеличение пропускной способности при прокатке за счет следующего:
- оптимизации последовательности ввода дополнительных болванок, которые в итоге должны быть прокатаны, при функционировании в полунепрерывном режиме работы;
- возможности беспрепятственного, быстрого переключения в непрерывный режим работы на линии, которая непосредственно связана с прокатным станом; и
- вместе с тем, рационализации изготовления и хранения промежуточных болванок, если это диктуется производственными требованиями или при возникновении критических условий.
Помимо этого, что касается полунепрерывного режима работы, настоящее изобретение гарантирует снижение до минимума потерь тепла на линиях разливки на участке до средства нагрева болванок, а также снижение до минимума зазоров между болванками, с обеспечением полной безопасности и предотвращением столкновений/взаимных помех между болванками или накладок.
Изобретение относится к непрерывной разливке металлических удлиненных изделий, совмещенной с прокаткой. Промежуточные изделия подают по соответствующим линиям (2а, 2b) разливки участка (20) разливки. На первой линии (2а) разливки, выровненной с прокатным станом (10), полосу или удлиненные промежуточные изделия (b2а) перемещают для подачи в прокатный стан (10). На второй линии (2b) разливки, не выровненной с прокатным станом (10), удлиненные промежуточные изделия (b2b) перемещают до области (35) поперечного переноса. Датчиками (6, 7) контролируют отсутствие взаимных помех на первой линии (2а) разливки и путем поперечного переноса в области (35) добавляют к изделиям (b2а) первой линии (2а) разливки изделия (b2b) со второй линии (2b) разливки и последовательно прокатывают изделия (b2а, b2b) в стане (10). Если имеются взаимные помехи, промежуточные изделия (b2b) или хранят в области (35) на второй линии (2b) до отсутствия помех на первой линии (2а), или переносят их в холодильник (40). Обеспечивается переключение между непрерывным и полунепрерывным режимами работы при компактных размерах установки. 2 н. и 12 з.п. ф-лы, 7 ил.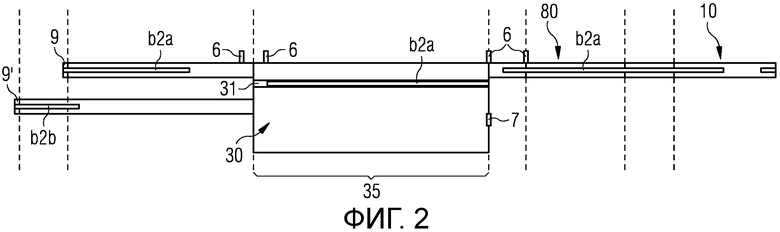
1. Устройство (100) для изготовления удлиненных металлических изделий в виде балок, стержней, содержащее:
прокатный стан (10), содержащий по меньшей мере одну клеть (5);
участок (20) разливки, содержащий по меньшей мере первую линию (2а) разливки и по меньшей мере вторую линию (2b) разливки, причем каждая линия (2а, 2b) выполнена с возможностью изготовления соответствующих непрерывных полос и удлиненных промежуточных изделий (b2а, b2b), таких как болванки, причем
первая линия (2а) разливки непосредственно выровнена с прокатным станом (10) и выполнена с возможностью подачи в прокатный стан (10) непрерывных полос или отлитых удлиненных промежуточных изделий (b2a), а
вторая линия (2b) разливки не выровнена с прокатным станом (10),
отличающееся тем, что оно дополнительно содержит двунаправленное переносящее средство (30) для переноса удлиненных промежуточных изделий (b2b), находящихся на второй линии (2b) разливки, причем в первом направлении – со второй линии (2b) разливки на первую линию (2а) разливки для выравнивания удлиненного промежуточного изделия (b2b) с прокатным станом (10) или во втором направлении – с указанной по меньшей мере второй линии (2b) разливки в холодильник (40).
2. Устройство (100) по п. 1, в котором двунаправленное переносящее средство (30) установлено над одной областью (35) поперечного переноса, причем его компоненты расположены на одном уровне вдоль указанных первой и второй линий (2а, 2b) разливки.
3. Устройство (100) по п. 1 или 2, в котором двунаправленное переносящее средство (30) содержит подъемное приспособление (31) для транспортировки удлиненных промежуточных изделий (b2b) и взаимодействующее с
первым перемещающим средством для переноса удлиненных промежуточных изделий (b2b) второй линии (2b) разливки в первом направлении с указанной линии на первую линию (2а) разливки и
вторым перемещающим средством для переноса удлиненных промежуточных изделий (b2b) второй линии (2b) разливки во втором направлении с указанной по меньшей мере второй линии (2b) разливки в холодильник (40),
причем подъемное приспособление (31), первое перемещающее средство и второе перемещающее средство расположены над одной областью (35) поперечного переноса и пространственно на одном уровне вдоль указанных первой и второй линий (2а, 2b) разливки.
4. Устройство (100) по любому из пп. 1-3, содержащее систему автоматизированного управления, которая содержит датчики (6, 7), по меньшей мере, вдоль указанной первой линии (2а) разливки, взаимодействующие с указанным двунаправленным переносящим средством (30).
5. Устройство (100) по п. 4, содержащее датчик (7) вдоль второй линии (2b) разливки, соединенный с датчиком (6), установленным вдоль первой линии (2а) разливки.
6. Устройство (100) по п. 5, в котором система автоматизированного управления на основании входной информации от датчиков (6, 7) определяет:
изменение скорости перемещения отливок от участка (20) разливки на первой линии (2а) разливки и/или на второй линии (2b) разливки и/или
ускорение и/или замедление и/или остановку удлиненных промежуточных изделий (b2а, b2b) вдоль первой линии (2а) разливки и/или второй линии (2b) разливки.
7. Устройство (100) по любому из пп. 1-6, содержащее нагревательное средство (80) для указанных удлиненных промежуточных изделий (b2a, b2b), которое расположено отдельно от двунаправленного переносящего средства (30) и ниже его по потоку.
8. Устройство (100) по п. 7, содержащее первый режущий инструмент (9) для указанных удлиненных промежуточных изделий (b2а) на указанной первой линии (2а) разливки, причем расстояние между первым режущим инструментом (9) и входом в нагревательное средство (80) не превышает нормированную максимальную длину удлиненных промежуточных изделий более чем в 2,4 раза и предпочтительно не превышает нормированную максимальную длину удлиненных промежуточных изделий более чем в 2 раза.
9. Способ изготовления удлиненных металлических изделий в виде балок, стержней с использованием устройства по любому из пп. 1-8, включающий этапы, на которых:
отливают на участке (20) разливки полосы, подаваемые по соответствующим линиям (2а, 2b) разливки для изготовления удлиненных промежуточных изделий, причем линии разливки содержат по меньшей мере первую линию (2а) разливки и вторую линию (2b) разливки, причем:
на указанной первой линии (2а) разливки соответствующую полосу перемещают для непосредственной подачи в прокатный стан (10) или соответствующие удлиненные промежуточные изделия (b2а) перемещают для непосредственной подачи в прокатный стан (10),
на второй линии (2b) разливки соответствующие удлиненные промежуточные изделия (b2b) перемещают невыровненными с прокатным станом (10) до области (35) поперечного переноса,
отличающийся тем, что дополнительно включает этапы, на которых:
с помощью датчиков (6, 7) определяют, соблюдаются ли заданные минимальные условия по отсутствию взаимных помех между удлиненными промежуточными изделиями на первой линии (2а) разливки,
если заданные минимальные условия по отсутствию взаимных помех соблюдаются, добавляют к удлиненным промежуточным изделиям (b2а), перемещающимся на первой линии (2а) разливки, удлиненные промежуточные изделия (b2b) со второй линии (2b) разливки путем поперечного переноса в области (35) поперечного переноса указанных изделий (b2b) со второй линии (2b) разливки на первую линию (2а) разливки и
в завершение подают удлиненные промежуточные изделия, которые перенесены в поперечном направлении со второй линии (2b) разливки, в прокатный стан (10) для их прокатки последовательно с удлиненными промежуточными изделиями на первой линии (2а) разливки, при этом
если заданные минимальные условия по отсутствию взаимных помех не соблюдаются, автоматически определяют, с учетом обнаружения следующих поступающих удлиненных промежуточных изделий (b2b) на второй линии (2b) разливки, один из этапов, на котором
хранят удлиненные промежуточные изделия (b2b), достигшие области (35) поперечного переноса на второй линии (2b) разливки, в указанной области до тех пор, пока не подтвердится наличие следующих минимальных условий по отсутствию взаимных помех на первой линии (2а) разливки для переноса на указанную линию (2а) и последующей прокатки, или
переносят удлиненные промежуточные изделия (b2b), достигшие области (35) поперечного переноса на второй линии (2b) разливки, в холодильник (40).
10. Способ по п. 9, в котором этап поперечного переноса удлиненных промежуточных изделий (b2b) со второй линии (2b) разливки на первую линию (2а) разливки и этап переноса удлиненных промежуточных изделий (b2b), достигших области (35) поперечного переноса на второй линии (2b) разливки, в холодильник (40) выполняют пространственно на одном уровне вдоль первой и второй линий разливки в указанной области (35) поперечного переноса.
11. Способ по п. 9 или 10, содержащий промежуточный этап, на котором повторно позиционируют двунаправленное переносящее средство (30), используемое для выполнения этапа поперечного переноса удлиненных промежуточных изделий (b2b) со второй линии (2b) разливки на первую линию (2а) разливки, и переносят удлиненные промежуточные изделия (b2b), достигшие области (35) поперечного переноса на второй линии (2b) разливки, в холодильник (40), причем указанный этап повторного позиционирования содержит возврат двунаправленного переносящего средства (30) обратно в положение ожидания на второй линии (2b) разливки для приема следующего удлиненного промежуточного изделия, поступающего в область (35) поперечного переноса.
12. Способ по любому из пп. 9-11, содержащий дополнительный этап, на котором нагревают промежуточные изделия, перемещающиеся на первой линии (2а) разливки, причем указанный этап осуществляют после указанного этапа поперечного переноса удлиненных промежуточных изделий (b2b) со второй линии (2b) разливки на первую линию (2а) разливки и отдельно от него.
13. Способ по любому из пп. 9-12, содержащий этап, на котором изменяют скорость отливания полосы на первой линии (2а) разливки и/или скорость отливания полосы на второй линии (2b) разливки.
14. Способ по любому из пп. 9-13, содержащий этап, на котором изменяют скорость удлиненных промежуточных изделий (b2а), получаемых при литье и перемещающихся на первой линии (2а) разливки, и/или этап, на котором изменяют скорость удлиненных промежуточных изделий (b2b), получаемых при литье и перемещающихся на второй линии (2b) разливки.
| машина для уборки стеблей подсолнечника и т.п. культур | 1946 |
|
SU71271A1 |
| EP 770433 B2, 02.02.2005 | |||
| RU 2010135760 А1, 18.08.2010 | |||
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| Устройство для непрерывного получения тонких металлических лент и листов | 1971 |
|
SU384292A1 |

