Область техники
Изобретение относится к области технологии горячей или холодной ковки, позволяющей выполнять полые детали из легких сплавов. Изобретение также относится к области технологии отливки, согласно которой материал отливается вокруг шишки, предварительно размещенной и удерживаемой в литейной форме.
Изобретение относится к применению способа во всех технологических областях для выполнения деталей с высокими механическими характеристиками и, в частности, некоторых деталей или компонентов, относящихся к автомобильной сфере, к велосипедам, но не ограничиваясь этим.
Предшествующий уровень техники
Технология ковки полых деталей хорошо известна. Например, ковка болванок из предварительно просверленного материала. Это также радиальная ковка заготовок или болванок, используемых для ковки, требующая времени и осуществления множества этапов ковки.
Также известна ковка полых деталей с установкой стержней, которые позволяют практически реализовать полости. Такая технология нуждается в использовании механизмов введения стержней и средства автоматизации, способного работать с ритмичностью вертикального молота для обеспечения хорошей производительности. Наряду с тем, что формы этих полостей не должны быть очень сложными, поскольку они принимают форму стержней, эти полости всегда открыты для обеспечения размещения стержней, а также не должны создавать ограничения в применении. Кроме того, не всегда легко практически реализовать рассчитанную кинематику.
Также известен метод механической обработки деталей, но он требует много времени для обработки и исходного обрабатываемого материала.
Также известен способ ковки полых деталей с использованием двух половинок деталей с дополняющими друг друга формами, которые свариваются между собой по их периферийной кромке, выполненной для такого соединения. Это требует использования новейших и дорогостоящих высокочастотных сварочных аппаратов, контроля качества сварки в отношении внешних нагрузок выполненной детали. Такая технология требует независимого выполнения каждой половины деталей, а затем их соединения, как это указывалось ранее.
Кроме того, сочетание способов отливки путем литья материалов типа легкого сплава с последующей операцией ковки также хорошо известно из многочисленных патентов заявителя - патента EP 119365, являющегося основным, и его продолжений EP 1250204, EP 1219367. Изготовление полых деталей путем ковки и литья всегда находит все более существенные многочисленные применения.
Наряду с патентами заявителя было предложено включить в способ смешанного типа, сочетающий литье и ковку, шишку в кованую деталь. Это раскрывается, например, в патенте EP 850825, который характерен для коленчатого рычага педального механизма велосипеда. Решение, описание которого приведено в этом документе, хотя и является интересным, содержит определенные недостатки или ограничения. Перед операцией ковки опорные части литья удаляются, и во время ковки шишка не находится в устойчивом положении. Кроме того, существует возможность облома шишки во время операции ковки, что приводит к повреждениям поверхности.
В патенте EP 850825 не учитываются возможности деформаций шишки во время операции удара в процессе ковки. Данный патент ограничен коленчатыми рычагами педальных механизмов велосипеда, где напряжения достаточно отличаются от напряжений, образующихся в технических составных элементах при конструировании автотранспортных средств.
Известен также способ изготовления полых кованых деталей, который определен документом PCT WO 2009/050382. В документе приводятся иллюстрация и описание использования шишки. Однако описанный способ содержит множество недостатков. Он направлен на обеспечение уплотнения заготовки таким образом, чтобы шишка оказалась полностью изолированной относительно внешней среды. Такое уплотнение обеспечивается путем закрытия каждого канала отведения газов для содействия расположению шишки посредством элемента закрытия. Каждый канал отведения газов, в свою очередь, закрыт элементом затвердевания в виде стержня или металлического шпинделя.
Согласно данному патенту и как это указывается в описании опорные части, сопряженных с шишкой, расположены в обрабатываемых зонах. Для удаления шишки и вышеупомянутых соответствующих каналов согласно способу, описанному в патенте, выдвигается требование в необходимости просверливания, предварительной обработки полученной детали для выколачивания шишки. Такое требование является трудным и сложным при практической реализации. Оператор должен также обработать по заданному профилю завершенную деталь. Обработка по заданному профилю влечет за собой повторное использование различных и несовместимых материалов, таких как алюминий и сталь; причем алюминий содержится в кованом заусенце, а сталь является структурным материалом средств уплотнения (стержней, опорных вставных частей). Это требует исходя из предположения повторного использования отбраковки.
Также описанные в двух документах EP 850825 и WO 2009/050382 операции являются дорогостоящими в экономическом плане и с точки зрения окружающей среды.
Способом, описание которого приведено в данном документе, предполагается, что деталь будет полой с одной и другой стороны, что ограничивает практическую реализацию. Кроме того, в аппаратных журналах конструкторов автомобилей, с которыми работал заявитель, выдвигается требование, чтобы обработанные таким образом детали были полыми полностью во всем их объеме. Технология, описание которой приведено в документе PCT WO 2009/050382, не позволяет реализовать детали, которые содержат одновременно и полые, и цельные зоны.
Таким образом, в двух вышеупомянутых патентах содержатся ограничения, присущие осуществляемым способам.
Подход заявителя заключался, таким образом, в полном пересмотре поставленной проблемы и разработке другой концепции при работе вначале над устранением ограничений, обусловленных операцией ковки, в результате деформации материала и шишки, в частности.
Краткое изложение существа изобретения
Предлагаемое заявителем решение обеспечивает разрешение данной проблемы путем отличного воздействия на операции по контролю деформаций во время операции ковки получаемой полой детали в ее полном или частичном объеме.
Способ изготовления полых деталей, выполняемый двумя последовательно осуществляемыми операциями отливки материала для выполнения полуготового изделия, а затем ковки, содержит этапы, на которых:
a) определяют завершенную, получаемую полую деталь в ее внутренней части после ковки с деформацией цельных участков или с вытягиванием по толщине в соответствии с механическими ограничениями и ограничениями окружающей среды;
b) моделируют цельные участки и с вытягиванием по толщине в нуждающихся в этом зонах детали;
c) выполняют вытягивание по толщине посредством одной или множества шишек из мономатериала, который может быть использован повторно с песком или солью, представляя функциональные зоны при их определенном расположении в литейной форме, причем упомянутая шишка (шишки) локально расположена (расположены) в требуемых местах зон с вытягиванием по толщине, и моделируют упомянутую шишку (шишки) на участках с вытягиванием по толщине;
d) после моделирования завершенной получаемой детали и шишки или шишек (1) определяют полуготовое изделие (2) и шишку или шишки в их первоначальной форме, имеющей конфигурацию, отличающуюся от кованой (кованых) шишки (шишек), что соответствует получаемой внутренней (внутренним) полости (полостям) кованой детали;
e) после заливки металла вокруг упомянутой (упомянутых) шишки (шишек) в первоначальной форме, позволяющей получить полуготовое изделие с его шишкой или шишками, осуществляют ударную операцию этого полуготового изделия (3) с его шишкой или шишками, приводящую к деформации детали и ее шишки или шишек, с их первоначальных форм к их завершенным формам;
f) обрабатывают по заданному профилю заусенцы, выполненные из материала литья и полученные путем ковки без каких-либо иных материалов, чем материал литья;
g) удаляют шишку или шишки из мономатериала, который может быть использован повторно.
Согласно другой отличительной особенности способ изготовления полых деталей, выполняемых двумя последовательно осуществляемыми операциями, причем первая - литье материала для выполнения полуготового изделия, а вторая - ковка, содержит этапы, на которых:
a) выбирают полую деталь для изготовления;
b) выбирают материал для шишки, выполняемой из мономатериала, который может быть повторно использован (песок/соль);
c) моделируют полую деталь и шишку (шишки) из мономатериала с заданной конфигурацией после ковки, включая моделирование функциональных зон шишки, таких как опорные части шишки, необходимые для их расположения в литейной форме, в конфигурации после ковки;
d) моделируют деформации, вызванные процессом ковки;
e) с учетом результата, достигнутого на этапе d), моделируют деталь и ее шишку перед ковкой, т.е. отлитую деталь и шишку в ее первоначальной форме;
f) после заливки металла вокруг упомянутой (упомянутых) шишки (шишек), полностью или частично по их объему в первоначальной форме, позволяющей получить полуготовое изделие с его шишкой или шишками, соударяют это полуготовое изделие с его шишкой или шишками, осуществляют деформацию детали и ее шишки или шишек от их первоначальных форм к их завершенным формам;
g) обрабатывают по заданному профилю заусенцы, выполненные из материала литья;
h) удаляют шишку или шишки из мономатериала, который может быть использован повторно,
отличающийся тем, что
на этапе моделирования функциональных зон шишки предусматривают, что функциональные зоны шишки, выходящие на поверхность детали после ковки, должны быть локализованы за пределами зон обработки детали по заданному профилю, в частности за пределами плоскости соединения шаблонов ковки, и должны быть достаточно удалены от них для обеспечения обработки по заданному профилю без удаления материала шишки,
и тем, что
обработку по заданному профилю осуществляют таким образом, чтобы остаток от обработки по заданному профилю был представлен кованым материалом литья без каких-либо других материалов, иных, чем материал литья.
Эти, а также другие характеристики будут хорошо видны из приводимого описания.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием предпочтительных вариантов воплощения со ссылками на сопроводительные чертежи, на которых:
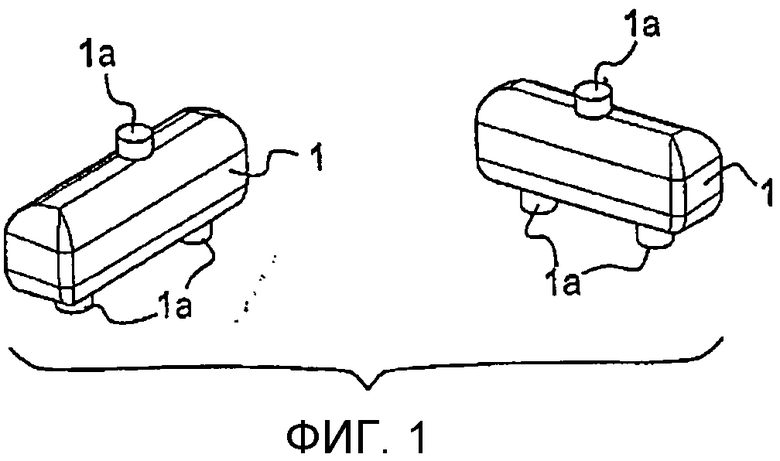
фиг.1 представляет собой общий вид совокупности множества шишек, предназначенных для установки в детали, которая отливается, а затем выковывается. Шишки (1) выполнены из мономатериала и содержат опорные части (1a), обеспечивающие их расположение в литейной форме;
фиг.2 представляет собой вид, изображающий шишки, расположенные в литейной форме для отливки перед производством операции отливки;
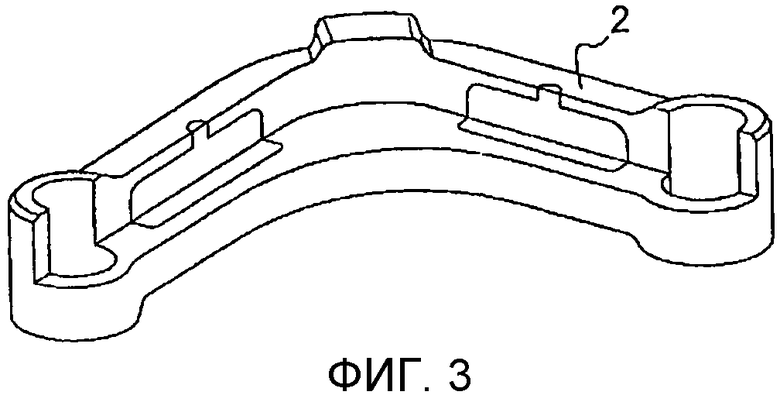
фиг.3 представляет собой вид в разрезе, изображающий полуготовое изделие (2), полученное после отливки, с двумя шишками, расположенными в зонах с вытягиванием по толщине;
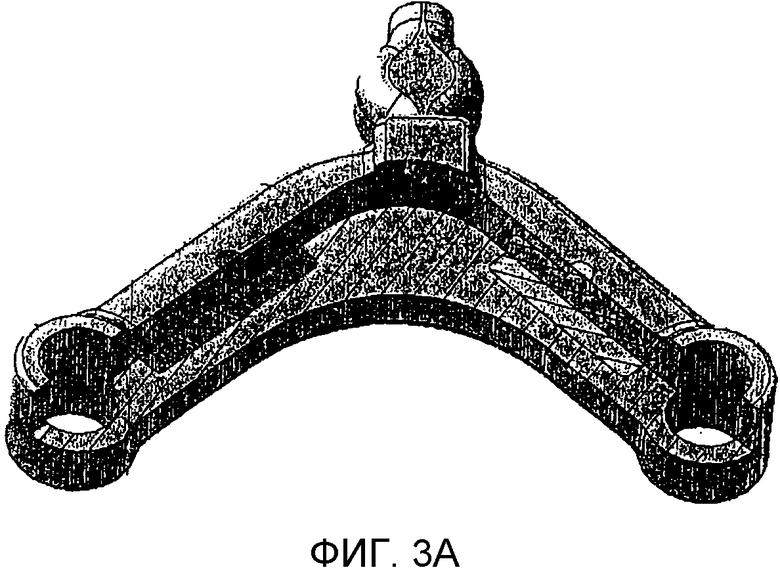
фиг.3A идентична фиг.3, но с изображением штриховки для лучшего понимания фигуры чертежа;
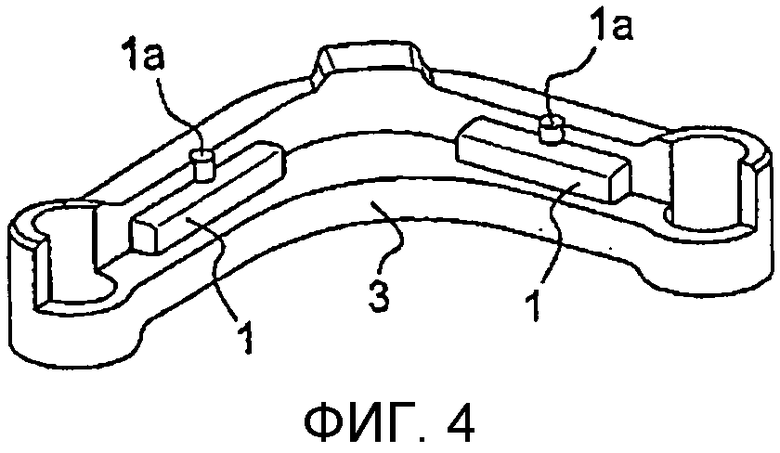
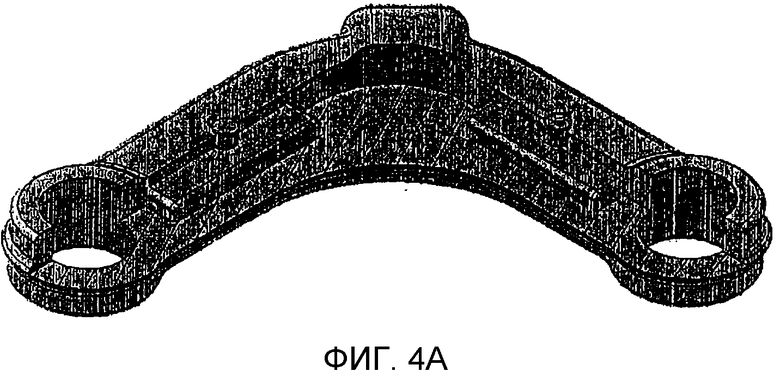
фиг.4 представляет собой вид окончательного варианта кованой детали (3) с зонами, включающими в себя шишки (1) в частях с вытягиванием по толщине, и цельными зонами;
фиг.4A идентична фиг.4, но с изображением штриховки для лучшего понимания фигуры чертежа;
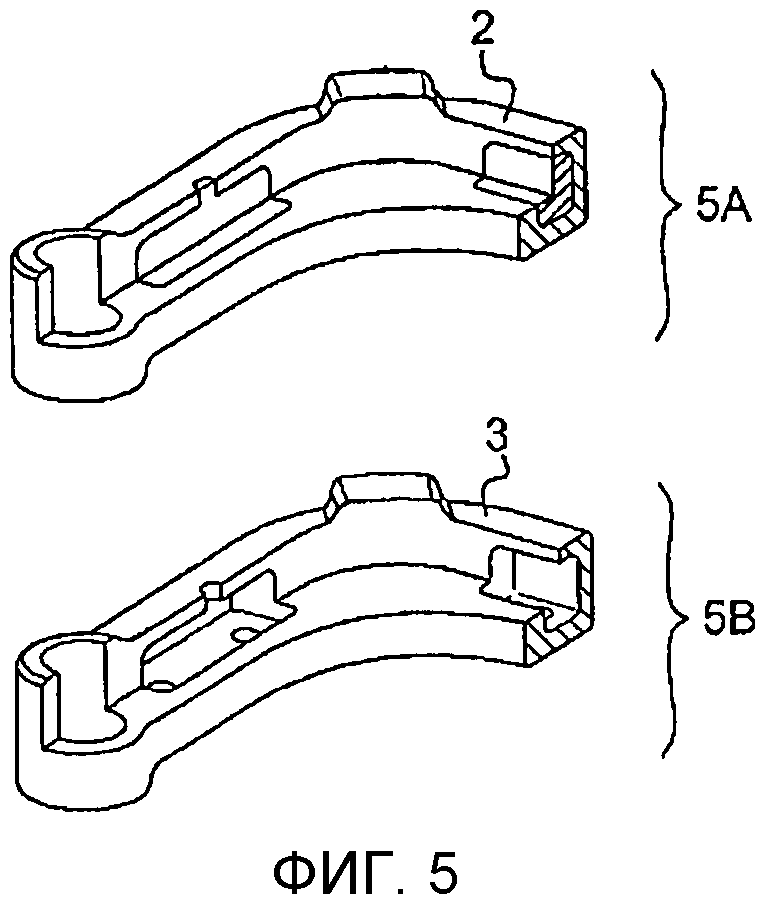
фиг.5 представлена двумя видами, в том числе:
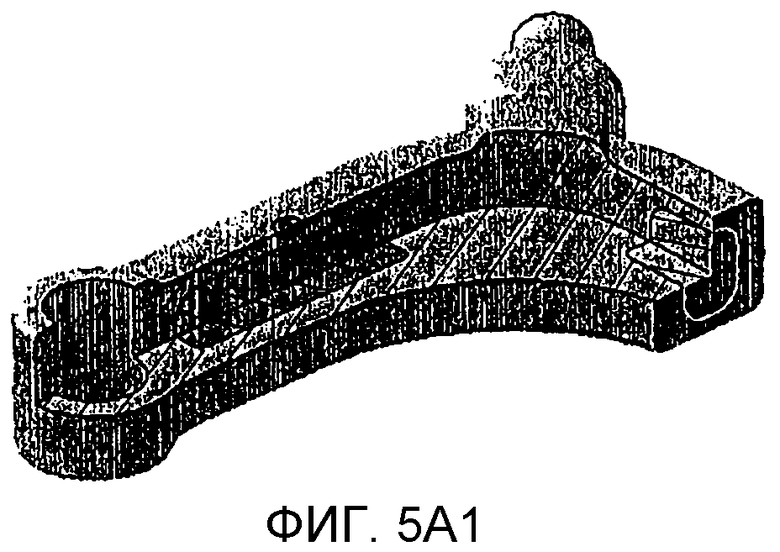
общий вид 5A, изображающий полуготовое изделие (2), полученное после отливки с его шишками в зонах с сечениями с вытягиванием по толщине, и его зонами с цельными сечениями;
общий вид 5A1 идентичен общему виду 5A, но с изображением штриховки для лучшего понимания фигуры чертежа;
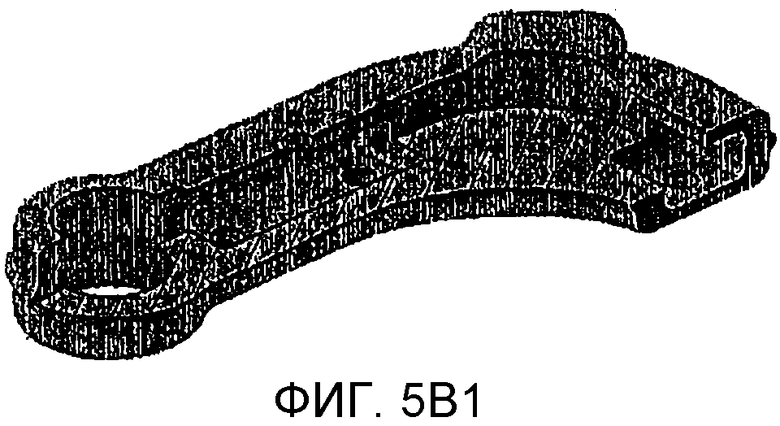
общий вид 5B, изображающий это полуготовое изделие (3) после ковки и извлечения шишек (1);
общий вид 5B1 идентичен общему виду 5B, но с изображением штриховки для лучшего понимания фигуры чертежа.
Описание предпочтительных вариантов воплощения
Для придания большей конкретики задаче изобретения его описание приводится, не ограничиваясь, со ссылкой на изображенные фигуры чертежей.
Таким образом, способ согласно изобретению отличается от способа из уровня техники изначальными операциями моделирования детали, включающей в себя шишку или шишки (1), выполненные из мономатериала, который может повторно использоваться и представляет один и тот же материал и для их опорных частей (1a) расположения. Эти операции моделирования позволяют определить части деталей, которые должны быть цельными, и те, которые представлены с вытягиванием по толщине посредством установки шишек. Моделирования, сочетаемые вначале с контролем и знанием характеристик материалов, составляющих деталь и шишку или шишки, позволяют моделировать обтекание металла вокруг шишки или шишек, которые деформируются во время ковки. Это позволяет оптимизировать форму шишки или шишек, размещенных в детали, для ее осуществления с учетом отливки и ковки.
Контроль совокупности этих данных позволяет нам определить деталь в соответствии с желаемой толщиной.
Способ согласно изобретению также использует программное обеспечение для величин, включающих все данные, относящиеся к окончательному варианту создаваемой детали, все данные о шишке или шишках, все данные, относящиеся к ударной установке или ударным инструментам; причем упомянутое программное обеспечение обрабатывает цифровые данные о всей совокупности деформаций детали и шишки или шишек для определения начальных и завершенных создаваемых форм.
Моделирование позволяет не допустить никаких внутренних дефектов, поскольку первоначальная форма шишки или шишек предварительно определена для реализации этой цели, например, не могут возникнуть типы дефектов, удаление шишки в заусенце или неоднородное на всем рассматриваемом участке вытягивание по толщине. Моделирование позволяет не допустить никаких явных внешних дефектов, например, типа сгиба, следа необработанного продукта. Образованный после ковки заусенец остается исключительно в материале литья и может быть легко обработан по заданному профилю и повторно использован.
Способ согласно изобретению позволяет также оптимизировать жесткость и, с другой стороны, уменьшить вес без ухудшения качества детали.
Таким образом, имеется свобода конструктивного исполнения детали в зависимости от заданной жесткости, что предоставляет широкие возможности без дополнительных расходов.
Кроме того, шишка или шишки (1) выбираются и определяются таким образом, чтобы они имели коэффициент сжатия меньше 0,30 при 1500 МПа.
Шишка или шишки могут быть выполнены из различных материалов, в частности из песка, в более оптимальном варианте исполнения из соли, при необходимости, но каждая шишка выполнена из мономатериала. После выколачивания имеется возможность известными методами повторно использовать шишку целиком. Так, шишка может быть извлечена, в частности, тепловым выколачиванием или механическим выколачиванием, когда она выполнена из песка, или путем воздействия воздушного/водяного давления, если шишка выполнена из соли. Удаление шишки или шишек осуществляется классическим способом при помощи расположенных под углом отверстий, которые предусмотрены на форме для отливки и на высадочной матрице.
Предлагаемое решение позволяет, таким образом, добиться оптимизации изготовления деталей из легких сплавов, полых во всем их объеме или частично, путем применения заливки сплава и ковки детали. Таким образом, одна и та же деталь, обработанная способом согласно изобретению, может содержать в зависимости от вариантов моделирования одну полую зону для установки шишки, множество полых зон, которые чередуются с цельными зонами, полые зоны, в которых устанавливается соответствующее количество шишек. Кроме того, опорная часть (опорные части) могут быть разнонаправленными.
Способ предоставляет большие преимущества в экономическом плане и с точки зрения окружающей среды, он дает большую свободу конструктивного исполнения деталей и позволяет избежать проблем с ограничениями по уплотнению, как это было установлено в документе PCT WO 2009/050382.
Изобретение относится к области машиностроения и может быть использовано при изготовлении полых деталей методом литья и последующей ковки. Литье осуществляют с использованием одного или нескольких стержней, выполненных из повторно применяемого мономатериала, в качестве которого используют песок или соль. Заливкой материала в литейную форму получают полуфабрикат с одним или несколькими стержнями, который подвергают ударному воздействию. Затем удаляют заусенцы, образованные на полой детали при ковке, после чего удаляют один или несколько стержней для их повторного использования. В результате обеспечивается возможность получения полых деталей различной конфигурации с одновременным снижением трудоемкости изготовления и металлоемкости. 2 н. и 2 з.п. ф-лы, 5 ил.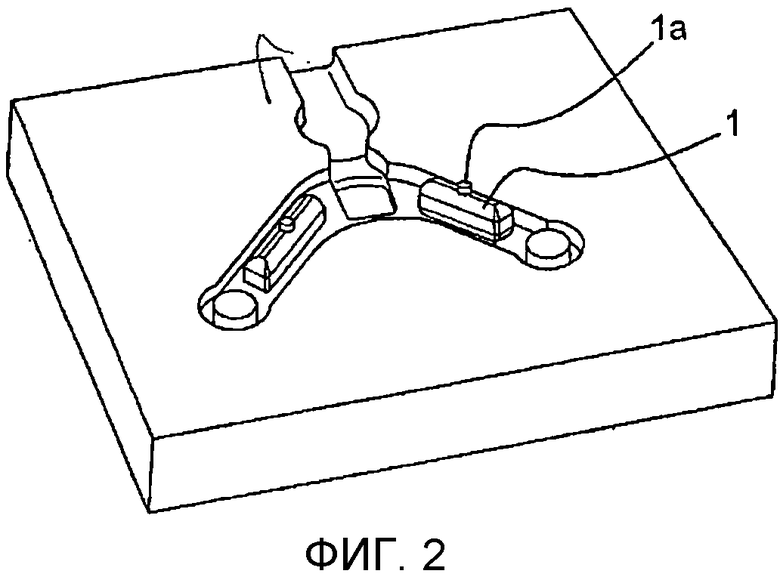
1. Способ изготовления полых деталей, включающий последовательные операции литья материала с получением полуфабриката и затем ковки, содержащий этапы, на которых:
a) определяют окончательную внутреннюю часть готовой полой детали, полученной после ковки с деформацией цельных секций и утонченных по толщине секций с учетом механических характеристик материала,
b) моделируют цельные и утонченные по толщине секции на требуемых участках готовой полой детали,
c) для формирования утонченных по толщине секций используют один или несколько стержней из повторно применяемого мономатериала, в качестве которого используют песок или соль, предназначенные для локального расположения в зонах литейной формы для образования утонченных по толщине секций, и моделируют указанные один или несколько стержней,
d) после моделирования цельных и утонченных по толщине секций готовой полой детали и одного или нескольких стержней определяют полуфабрикат (2) и один или несколько стержней в их первоначальной форме, которая отличается от их формы после ковки, соответствующей форме полости или полостей в кованой детали,
e) осуществляют заливку металла в литейную форму вокруг одного или нескольких стержней, имеющих первоначальную форму, для формирования полуфабриката с одним или несколькими стержнями, после чего полуфабрикат с одним или несколькими стержнями подвергают ударному воздействию для обеспечения деформации полуфабриката и одного или нескольких стержней от первоначальной формы к окончательной форме,
f) обрабатывают по заданному профилю заусенцы полой детали, образованные из материала литья при ковке без каких-либо иных материалов, кроме материала литья,
g) удаляют из полой детали один или несколько стержней из мономатериала для их повторного использования.
2. Способ по п. 1, отличающийся тем, что стержни имеют коэффициент сжатия меньше 0,30 при 1500 МПа.
3. Способ по п. 2, отличающийся тем, что стержни выполнены c разнонаправленными опорными частями.
4. Способ изготовления полых деталей, включающий последовательные операции литья материала с получением полуфабриката и затем ковки, содержащий этапы, на которых:
a) выбирают песок или соль в качестве мономатериала для одного или нескольких стержней, которые могут быть использованы повторно,
b) моделируют полую деталь и один или несколько стержней из мономатериала с заданной конфигурацией после ковки, при этом осуществляют моделирование функциональных зон одного или нескольких стрежней, необходимых для их позиционирования в литейной форме,
c) моделируют деформации, вызванные ковкой,
d) с учетом результата, полученного на этапе с), моделируют отлитый полуфабрикат и один или несколько стержней в первоначальной форме до ковки,
e) после заливки металла в литейную форму полностью или вокруг одного или нескольких стержней, имеющих первоначальную форму, прикладывают ударную нагрузку к полуфабрикату с одним или несколькими стержнями в ковочном штампе с обеспечением деформации полуфабриката с одним или несколькими стержнями от первоначальной формы к окончательной форме,
f) удаляют с полой детали заусенцы от ковочного штампа, образованные из материала литья,
g) удаляют один или несколько стержней для их повторного использования;
при этом на этапе моделирования функциональных зон одного или нескольких стержней обеспечивают расположение указанных функциональных зон, выходящих на поверхность детали после ковки, за пределами зон удаления заусенцев от ковочного штампа для обеспечения указанного удаления заусенцев без удаления материала одного или нескольких стержней,
причем удаление заусенцев осуществляют с получением отходов, которые состоят из кованого материала литья и не содержат других материалов, отличающихся от материала литья.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Способ изготовления поковок для изделий, имеющих осевое отверстие | 1957 |
|
SU114071A1 |
| Способ изготовления оправок элонгатора | 1991 |
|
SU1811926A1 |
| Стыковое соединение отправочныхэлЕМЕНТОВ МЕТАлличЕСКОй СТРОпиль-НОй фЕРМы | 1979 |
|
SU850825A1 |

