Изобретение относится к оснастке для переработки пластмасс и может быть использовано, например, для производства трубок из композиционного материала на основе каучука и поливинилхлорида, машиностроительной, авиационной и других областях промышленности
Цель изобретения - повышение производительности экструзионной головки за счет обеспечения непрерывной ее работы и повышение размерной точности изделий.
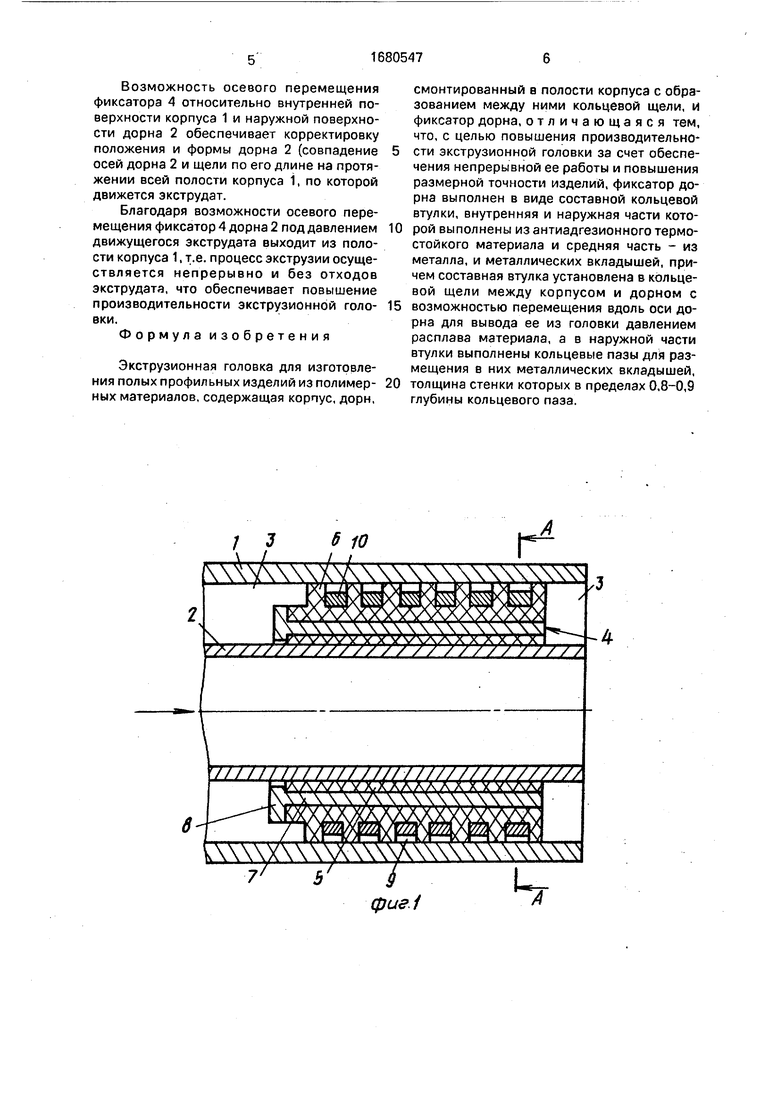
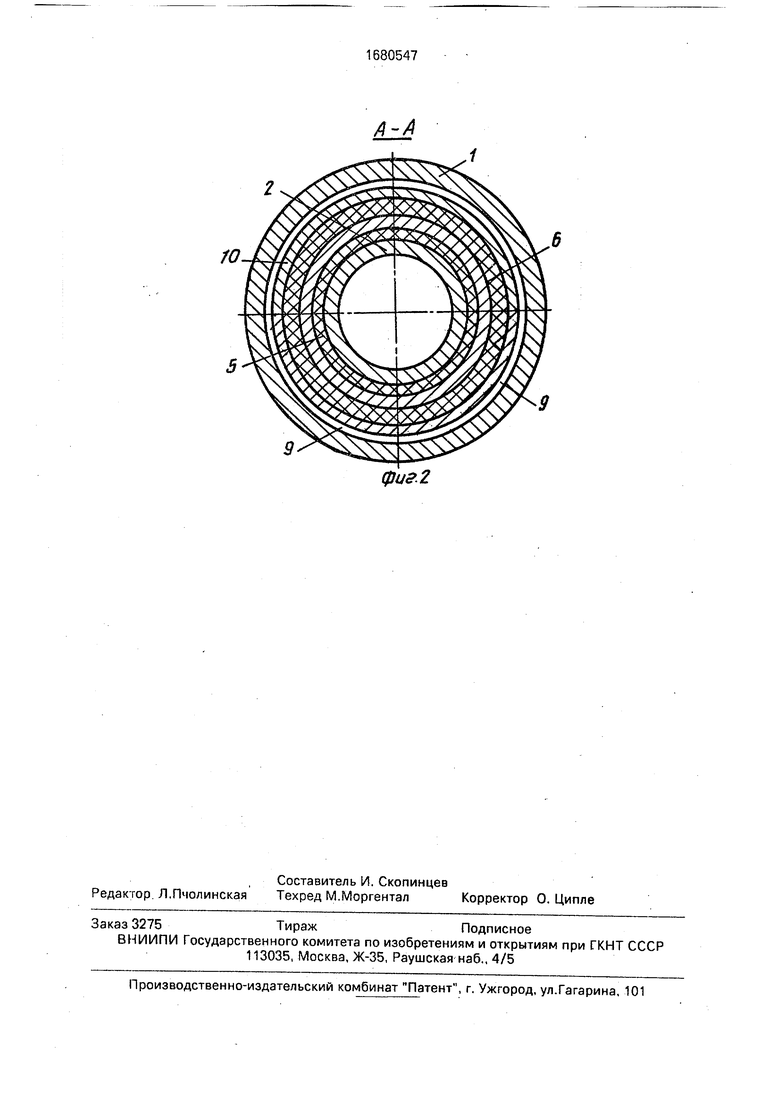
На фиг. 1 представлена экструзионная головка, продольный разрез; на фиг.2 - разрез А-А на фиг.1.
Экструзионная головка для изготовления полых профильных изделий из полимерных материалов содержит корпус 1, дорн 2, установленный в полости 3 корпуса 1 с образованием между ними кольцевой щели и фиксатор 4 дорна 2 Фиксатор 4 дорна 2 выполнен в виде составной кольцевой втулки , внутренняя 5 и наружная 6 части которой выполнены из антиадгезионного термостойкого материала (например фтор- пласта), а средняя часть 7 - из металла. Составная кольцевая втулка установлена в кольцевой щели между корпусом 1 и дорном 2 с возможностью перемещения вдоль оси дорна 2 для вывода ее из головки давлением
О 00
о ел ь. XI
расплава материала. На торце средней части 7 выполнена отбортовка 8. В наружной части 6 выполнены кольцевые пазы 9, замкнутые по периметру фиксатора 4, для размещения в них металлических вкладышей 10, толщина стенки которых выбрана в пределах 0,8-0,9 глубины кольцевого паза 9. Металлические вкладыши 10 для удобства сборки выполнены из двух полуколец.
Части 5-7 находятся в плотной посадке относительно друг друга для обеспечения монолитности фиксатора дорна 4 с целью предохранения попадания экструдата в зазоры между ними. Отбортовка 8 средней части втулки 7 обеспечивает фиксацию на- ружной части 6 и внутренней части 5 относительно средней части 7.
Для того, чтобы при трении поверхностей фиксатор 4 дорна 2 не разрушал поверхности дорна 2 и корпуса 1 наружная 6 и внутренняя 5 части составной кольцевой втулки выполнены из антиадгезионного термостойкого материала, например фторопласта, твердость которого меньше твердости материала, из которого выполнены корпус 1 и дорн 2,
Средняя часть 7 выполнена из металла, например из стали для обеспечения общей жесткости фиксатора 4 дорна 2, так как только с помощью жесткого фиксатора 4 воз- можно обеспечить корректировку положения дорна 2 относительно корпуса 1,
Металлические вкладыши 10, размещенные в кольцевых пазах 9 наружной части 6 составной кольцевой втулку предназначены для увеличения жесткости фиксатора 4 дорна 2. Толщина стенки металлических вкладышей 10, выбранная в пределах 0,8-0,9 глубины радиального паза 9, определяется следующими конструктив- ными условиями: нижний предел 0,8 глуби- ны кольцевого паза 9 необходимой жесткостью металлического вкладыша 10, которая прямо пропорциональна его толщине (жесткость металлического вкладыша 10 определяется и жесткость наружной части 6, что определяет и точность ее наружного диаметра, которая обеспечивает точность наружного диаметра изделия; верхний предел 0,9 глубины кольцевого паза 9 необхо- димостью исключения возможности касания металлического вкладыша 10 внутренней поверхности корпуса 1 при равномерном сжатии наружной части 6 при протяжке фиксатора 4 дорна 2. При толщине стенки металлического вкладыша 10, превышающей 0,9 глубины паза 9, возможен выход металлического вкладыша 10 по диаметру за наружный контур наружной части 6, что нарушает центровку фиксатора 4
дорна 2 и снижав размерную точность изделия.
Предлагаемая экструзионная головка крепится к экструдеру и работает следующим образом.
Полимерная масса поступает в полость 3 корпуса 1. Так как фиксатор 4 дорна 2 плотно прилегает к корпусу 1 и дорну 2, исключается люфт и создаются условия для поддержания оптимального внутреннего давления экструдата. Фиксатор 4 дорна 2; выполненный в виде составной кольцевой втулки, под давлением движущегося экструдата перемещается относительно дорна 2 и корпуса 1. Необходимая жесткость фиксатора 4 дорна 2 обеспечена тем, что средняя часть 7 составной кольцевой втулки с отбор- товкой 8 выполнена из металла кольцевых, а в пазах 9 наружной части б, выполненной из антиадгезионного термостойкого материала, установлены металлические вкладыши 10. Поэтому, перемещаясь относительно дорна 2 и корпуса 1, фиксатор 4 корректирует положение и форму дорна 2 (совпадение осей дорна 2 и полости 3 корпуса 1) по его длине на протяжении всей полости 3 корпуса 1, по которой движется экструдер. Под давлением движущегося экструдата фиксатор 4 дорна 2 выходит из полости 3 корпуса 1, зафиксированное им положение дорна 2 поддерживается движущимся экструдатом в течение всего цикла процесса экструзии, а таким образом формуется полое изделие, обладающее заданной точностью размеров, за счет центровки дорна 2 относительно корпуса 1.
Таким образом, процесс экструзии осуществляется непрерывно, что увеличивает производительнотсь экструзионной головки.
Фиксатор 4 дорна 2 обеспечивает центровку дорна 2 относительно корпуса 1 по всей его длине, в результате чего достигается равнотолщинность экструдируемого в головке материала, т.е. размерная точность изделия. Плотное прилегание фиксатора 4 дорна 2 к внутренней поверхности корпуса 1 и наружной поверхности дорна 2 исключает люфт и обеспечивает жесткую центровку положения дорна 2 относительно внутренней поверхности корпуса 1. Кроме того, плотное прилегание фиксатора 4 к дорну 2 и к корпусу 1 создает противодействие движущемуся экструдату, что способствует созданию оптимальных параметров давления и линейно скорости движения экструдата - факторов порообразования в процессе вспенивания при использовании вспененных материалов.
Возможность осевого перемещения фиксатора 4 относительно внутренней поверхности корпуса 1 и наружной поверхности дорна 2 обеспечивает корректировку положения и формы дорна 2 (совпадение осей дорна 2 и щели по его длине на протяжении всей полости корпуса 1, по которой движется экструдат.
Благодаря возможности осевого перемещения фиксатор 4 дорна 2 под давлением движущегося экструдата выходит из полости корпуса 1, т.е. процесс экструзии осуще- ствляется непрерывно и без отходов экструдата, что обеспечивает повышение производительности экструзионной головки.
Формула изобретения
Экструзионная головка для изготовления полых профильных изделий из полимер- 20 ных материалов, содержащая корпус, дорн,
0
5
0
смонтированный в полости корпуса с образованием между ними кольцевой щели, и фиксатор дорна, отличающаяся тем, что, с целью повышения производительности экструзионной головки за счет обеспечения непрерывной ее работы и повышения размерной точности изделий, фиксатор дорна выполнен в виде составной кольцевой втулки, внутренняя и наружная части которой выполнены из антиадгезионного термостойкого материала и средняя часть - из металла, и металлических вкладышей, причем составная втулка установлена в кольцевой щели между корпусом и дорном с возможностью перемещения вдоль оси дорна для вывода ее из головки давлением расплава материала, а в наружной части втулки выполнены кольцевые пазы для размещения в них металлических вкладышей, толщина стенки которых в пределах 0,8-0,9 глубины кольцевого паза.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1981 |
|
SU1043017A2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| ЭКСТРУДЕР | 2005 |
|
RU2299124C1 |
| Экструзионная головка для фильтрования и непрерывного профилирования изделий из полимерного материала | 1989 |
|
SU1669746A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| Экструзионная головка для изготов-лЕНия ТРубОК из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU816771A1 |
Изобретение относится к области переработки пласмасс и может быть использовано, например, для производства трубок из композиционного материала на основе каучука и поливинилхлорида в машиностроительной, авиационной и других областях промышленности. Цель изобретения - повышение производительности экструзион- ной головки за счет обеспечения непрерывной ее работы и повышение размерной точности изделий. Для этого в корпусе экструзионной головки установлен дорн, образуя с ним кольцевую щель В ней смонтирован фиксатор дорна. Он выполнен в виде составной кольцевой втулки. Внутренняя и наружная части ее выполнены из антиадгезионного термостойкого материала. Средняя часть - из металла. В кольцевых пазах наружной части размещены металлические вкладыши При работе головки фиксатор плотно прилегает к дорну и корпусу, исключая люфт. Под давлением экструдата фиксатор перемещается относительно дорна и корпуса, корректирует положение и форму дорна, выходя из корпуса. Далее зафиксированное положение дорна поддерживается движущимся экструдатом. Это повышает качество изделий 2 ил. со С
А-А
фиг. 2
| Завгородний В.К Оборудование предприятий по переработке пластмасс | |||
| - Л.: Химия, 1972, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТРАНЕНИЯ СКОЛЬЖЕНИЯ КОЛЕС АВТОМОБИЛЕЙ | 1920 |
|
SU292A1 |
| Экструзионная головка для изготов-лЕНия ТРубОК из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU816771A1 |
| Солесос | 1922 |
|
SU29A1 |
