Изобретение относится к спецэлектрометаллургии и может быть использовано для электрошлаковой выплавки полых слитков.
Известен способ электрошлакового переплава расходуемых электродов, включающий взаимное перемещение наплавляемого слитка и кристаллизатора с непрерывным определением уровня жидкого металла относительно кристаллизатора, при этом перемещение кристаллизатора относительно слитка производят на постоянной скорости, в 1,2 раза меньшей минимальной заданной скорости наплавления слитка, а коррекцию положения кристаллизатора относительно слитка ведут на скорости, в 1,2 раза большей максимальной заданной скорости наплавления слитка (см. а.с. 548151, МКИ С21С 5/56, 1976 г.).
В известном решении, например, при скорости наплавления, равной 10 мм/мин, потребуется 5 минут, чтобы кристаллизатор переместился на 10 мм относительно уровня поверхности металла.
При выплавке полого слитка исходя из условия недопущения размещения жидкого металла в уширенной части кристаллизатора такая скорость недостаточна.
Кроме того, исходя из требования возмущающих воздействий на стабильность режимов выплавления величину корректирующего перемещения необходимо ограничивать по величине, т.к. для случаев выплавления полого слитка в уширенном кристаллизаторе нарушается форма шлаковой ванны, что может вызвать нестабильный режим плавления расходуемого электрода.
Известен способ электрошлакового переплава, включающий перемещение относительно друг друга дорна и слитка, погружение части дорна в шлаковую ванну, измерение в качестве косвенного параметра плавки напряжения между изолированной частью дорна и слитком и сравнение его с заданным значением, изменение скорости перемещения дорна относительно слитка при нарушении технологического режима, при этом дополнительно измеряют напряжение между электродом и слитком V1, а в качестве косвенного параметра используют вычисленное отношение напряжения между изолированной головкой дорна и слитком V2 к напряжению между электродом и слитком (см. а.с. 633285, МКИ С21С 5/56, 1977 г.).
Известный способ имеет ограничение по размерам выплавляемого полого слитка из-за использования неподвижного кристаллизатора, кроме того, пропускание электрического тока через дорн снижает его надежность вследствие интенсивного износа при воздействии больших величин тока, а также процесс выплавки может быть неустойчивым в связи с образованием гарнисажа на стенках дорна.
Известен способ электрошлаковой выплавки полых слитков в скользящем уширенном кверху кристаллизаторе с использованием внутреннего кристаллизатора (дорна), неподвижного относительно наплавляемого слитка (см. патент Великобритании № 1500327, МКИ В22D 25/02, 11/10, 23/06, 1975 г.).
Известный способ имеет ограничение по размерам выплавляемого полого слитка из-за использования неподвижного дорна, кроме того, система орошения, используемая для его охлаждения, не обеспечивает достаточной надежности из-за образования на стенке дорна перегретых зон, которые либо вообще не смачиваются водой, либо охлаждаются очень плохо. Это является причиной частого прогорания стенки кристаллизатора и брака плавки.
Наиболее близким способом, принятым за прототип, является описание технологии электрошлаковой выплавки полого слитка, изложенной в книге «Электрошлаковые печи», ред. Б.Е.Патон и Б.И.Медовар, Киев, «Наукова Думка», 1976 г.
Известный способ электрошлаковой выплавки полого слитка (см. стр 69, рис.71) предусматривает автоматическое регулирование величины тока (см. стр.157-162), пропускаемого через расходуемый электрод и шлаковую ванну при встречном перемещении расходуемого электрода и уширенного кристаллизатора с соосно закрепленным внутри него дорном (см. стр.283-285, рис.306 «В») и с контролем уровня поверхности металла датчиком уровня (см. 167-168, рис.205), а также вывод усадочной раковины при уменьшении тока до величины, недостаточной для расплавления расходуемого электрода (см. стр.49).
Однако не ясно, каким образом осуществляется известный способ в совокупности известных признаков для решения поставленной задачи - выплавление полого слитка с повышением надежности процесса выплавки за счет устранения зажатия дорна закристаллизовавшимся металлом и обеспечением качества металла выплавляемого слитка.
Предложен способ электрошлаковой выплавки полого слитка с автоматическим регулированием величины тока, пропускаемого через расходуемый электрод и шлаковую ванну при встречном перемещении расходуемого электрода и уширенного кристаллизатора с соосно закрепленным внутри него дорном и с контролем уровня поверхности металла датчиком уровня, а также с выводом усадочной раковины при уменьшении тока до величины, недостаточной для расплавления расходуемого электрода, в котором кристаллизатор с дорном перемещают со скоростью 0,75-0,95 оптимальной расчетной скорости наплавления полого слитка и при совпадении уровня поверхности металла с началом уширения кристаллизатора скорость его увеличивают до скорости 1,5-2,0 оптимальной расчетной скорости наплавления полого слитка, обеспечивая превышение датчика уровня над поверхностью металла в пределах 1,0-2,0 высоты зоны уширения кристаллизатора, после чего скорость кристаллизатора с дорном снижают до прежней величины и поддерживают упомянутый цикл движения до начала вывода усадочной раковины, при этом одновременно завершают перемещение кристаллизатора и расходуемого электрода и через 1,3-1,8 времени выхода на расчетный режим выплавки завершают процесс и выводят за пределы шлаковой ванны расходуемый электрод и кристаллизатор с дорном.
Технический результат предлагаемого технического решения - повышение надежности электрошлакового процесса выплавки и качества выплавляемого металла полого слитка.
Между отличительными признаками предлагаемого способа и техническим результатом существует причинно-следственная связь, заключающаяся в следующем.
Одной из основных технических задач, решаемых при электрошлаковой выплавке полого слитка, является задача повышения надежности процесса его выплавления за счет устранения захвата дорна кристаллизующимся металлом, а также устранение размещения жидкого металла и его кристаллизации в уширенной зоне кристаллизатора с дорном.
В обоих случаях это приводит к остановке процесса выплавления полого слитка и разрушению кристаллизатора с дорном.
Другой важной технической задачей является обеспечение требуемого качества выплавляемого металла. Обе эти задачи могут быть достигнуты за счет более точного контроля за скоростью наплавления полого слитка и скоростью перемещения кристаллизатора с дорном.
Известно, что система управления скоростью плавления расходуемого электрода, а значит, и скоростью наплавления слитка, обычно осуществляется на основе изменения вводимой мощности в шлаковую ванну путем изменения электрических параметров тока и напряжения.
Однако изменение наплавления расходуемого электрода после изменения вводимой мощности происходит с задержкой на 10-20 минут, что не отвечает строгим требованиям, предъявляемым к процессу электрошлаковой выплавки полого слитка (см. «Электрошлаковый переплав», вып.9, ред. Б.И.Медовар, Киев, «Наукова Думка», 1987 г., стр.129-133).
Кроме того, работа автоматического регулятора системы управления осложняется различными возмущениями в процессе электрошлаковой выплавки: увеличением или уменьшением межэлектродного промежутка (расстояние между торцом электрода и поверхностью жидкого металла); возрастанием напряжения на шлаковой ванне вследствие изменения параметров короткой сети; наличие пиков на кривой тока электрода вследствие отрыва капель с конца электрода и шунтирования межэлектродного промежутка; колебанием питающего напряжения сети; изменением количества и химического состава шлака в процессе выплавки; изменением толщины гарнисажа; изменением глубины и формы шлака и металла.
Все это может привести к неустойчивой работе системы автоматического регулирования, что не обеспечивает надежности процесса электрошлаковой выплавки и качества выплавляемой полой заготовки.
Следовательно, для повышения надежности электрошлаковой выплавки и обеспечения качества выплавляемой полой заготовки необходимо дополнительно контролировать реальное приращение слитка в результате расплавления расходуемого электрода, т.е. непосредственно отслеживать уровень поверхности металла.
Предлагаемое техническое решение увеличивает точность регулирования процессом выплавки за счет совмещения системы автоматического регулирования с дополнительно осуществляемым контролем за перемещением уровня поверхности металла, тем самым повышается надежность электрошлакового процесса выплавки и качество выплавляемого металла полого слитка.
Движение кристаллизатора с дорном в пределах 0,75-0,95 оптимальной расчетной скорости позволяет корректировать его скорость в момент совпадения поверхности металла с началом уширения кристаллизатора, тем самым предотвращая заполнение металлом его уширенной зоны.
Движение кристаллизатора с дорном при скорости меньше 0,75 оптимальной расчетной скорости наплавления полого слитка не обладает достаточной степенью надежности, т.к. в некоторых случаях не устраняет заполнение металлом его уширенной зоны при значительных превышениях скорости наплавления относительно скорости перемещения кристаллизатора.
Движение кристаллизатора с дорном при скорости больше 0,95 оптимальной расчетной скорости наплавления может привести к превышению скорости движения кристаллизатора над скоростью наплавления и потере контроля датчиком уровня поверхности металла.
Неконтролируемое перемещение кристаллизатора относительно слитка может значительно изменить форму шлаковой ванны и заданные электрические режимы плавки, что приведет к ухудшению качества выплавляемого металла.
При значительном превышении может произойти слив жидкого металла и шлака.
Момент совпадения уровня поверхности металла с началом уширения кристаллизатора очень важен, т.к. начало увеличения скорости движения кристаллизатора относительно скорости наплавления слитка выбрано из расчета сохранения стабильности электрических параметров при минимальном возмущающем воздействии на шлаковую ванну.
Это обеспечивается тем, что при размещении датчика уровня в начале уширения кристаллизатора приращение скорости кристаллизатора кратковременно, а само перемещение незначительно - не превышает 1,0-2,0 высоты зоны уширения, вследствие чего форма шлаковой ванны изменяется незначительно и не требует корректировки электрических параметров выплавки, что сохраняет стабильность процесса и обеспечивает качество металла.
Увеличение скорости меньше 1,5 оптимальной расчетной скорости наплавления слитка приводит к увеличению времени корректирующего перемещения кристаллизатора и может выйти за предел нечувствительности системы автоматического регулирования, которое своим регулирующим воздействием может изменить электрические параметры выплавки и тем самым нарушить стабильность процесса выплавки.
Увеличение скорости больше 2,5 оптимальной расчетной скорости наплавления слитка, так же как и превышение датчика уровня относительно поверхности металла больше 1,0-2,0 высоты зоны уширения кристаллизатора, вызывает принудительное перемещение периферийных участков шлаковой ванны движением уширенных стенок кристаллизатора и дорна с нарушением теплового баланса шлака и токораспределения в его объеме, что изменяет толщину гарнисажа и ухудшает качество поверхности полого слитка.
При выводе усадочной раковины обогрев слитка меньше чем 1,3 времени выхода на расчетный режим выплавки после старта не обеспечивает отсутствие шлаковых включений, рыхлот и пористости в головной части слитка, а также возможен слив шлака и металла в полость слитка и по периметру кристаллизатора.
При выводе усадочной раковины обогрев слитка больше чем 1,8 времени выхода на расчетный режим выплавки в некоторых случаях приводит к кристаллизации металла вблизи охлаждаемых стенок кристаллизатора и дорна, что ухудшает качество поверхности головной части слитка, а также может затруднить вывод за пределы шлаковой ванны расходуемого электрода и кристаллизатора с дорном.
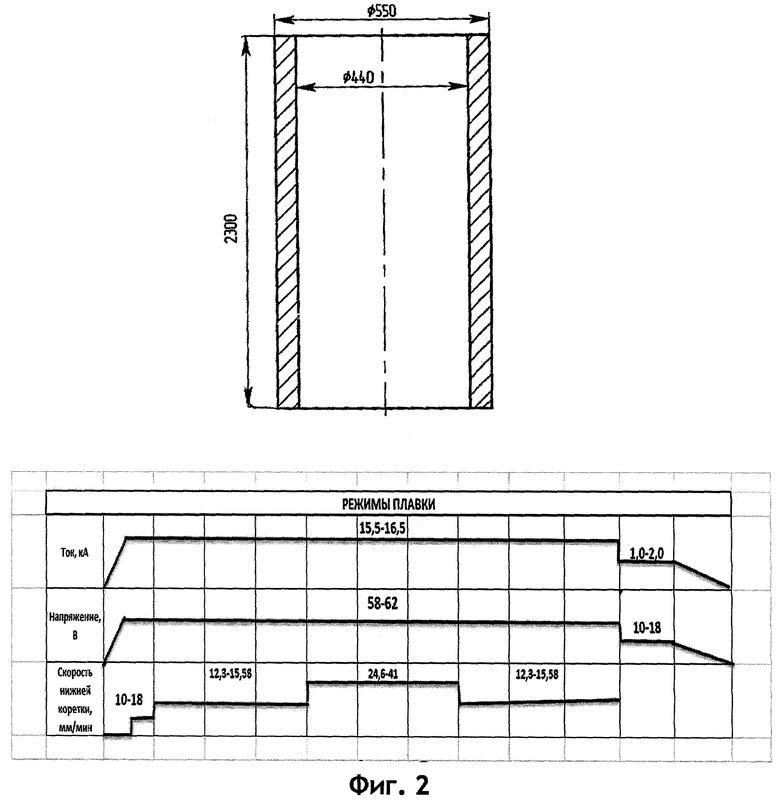
На фиг.1 представлена компоновка оборудования для электрошлаковой выплавки заготовок труб (полых слитков).
На фиг.2 - карта режимов электрошлакового процесса для выплавки трубы ⌀550×⌀440×55.
Оборудование для выплавки трубной заготовки (полого слитка) включает вертикальную колонну 12, на которой встречно перемещаются две тележки. На верхней тележке 13 размещен электрододержатель 8, в котором установлена инвентарная головка 7 с расходуемым электродом 14 в виде сваренных с ней прутков круглого диаметра. На нижней тележке 15 размещен кронштейн 9, на котором закреплена опорная плита 6 и кристаллизатор 2, сверху которого размещен кристаллизатор 1, связанный кронштейном 16 с дорном 3. Поддон 4 неподвижно закреплен на нулевой отметке, при этом верхняя его часть входит в зазор между кристаллизатором 2 и дорном 3. Верхняя часть кристаллизатора 2 и часть стенки дорна 3 выполнены коническими и образуют общую зону уширения 11, выше которой размещены прутки расходуемого электрода 14. Высота зоны уширения 11 равняется величине «Н». Датчик уровня 10 размещен в стенке кристаллизатора 2 в начале зоны уширения 11. Оборудование включает кондуктор 5, исключающий соприкосновение расходуемого электрода 14 со стенками кристаллизатора 1 и дорна 3.
Реализация предложенного технического решения была осуществлена в рамках научно-исследовательской работы «Разработка технологии электрошлаковой выплавки полых слитков для заготовок ответственного назначения тяжелого и энергетического машиностроения».
Выплавлялись следующие заготовки полых слитков с целью последующего изготовления из них бандажей для прокатных валков:
Длина всех выплавляемых полых слитков составляла 2300 мм при весе от 1570 кг до 3410 кг в зависимости от толщины стенки. В качестве примера рассмотрим выплавление полого слитка с размерами ⌀550×⌀440×55. Верхней тележкой 13 опускаем расходующий электрод 14 в зазор между стенками кристаллизатора 1 и дорна 3 с фиксацией его положения относительно кондуктора 5. Путем корректирующего перемещения тележки 13 добиваемся соответствия величины расстояния от торцов прутков расходуемого электрода 14 до верхнего уровня зоны уширения 11 величине, указанной в карте режимов (см. фиг.2), в нашем случае составляющей 50-55 мм. Устанавливаем съемник напряжения с расходуемого электрода 14 и подсоединяем к нему провода измерительной цепи.
Расплавляем на флюсоплавительной печи требуемое количество шлака и заливаем его в кристаллизаторы 1 и 2, после чего включаем печной трансформатор, систему регистрации и контроля параметров плавки, систему автоматического управления работой дозаторов.
По показаниям приборов оцениваем величину появившегося в цепи расходуемого электрода 14 тока и напряжения в сравнении с заданными для стартового режима.
Обычно стартовая величина тока составляла 0,4-0,6 заданной, а величина напряжения - 0,9-1,1 заданной.
Переключением ступеней трансформатора обеспечивали поддержание параметров в заданных пределах, поддерживая рост тока со скоростью 1-3 кА/мин.
При появлении признаков начала плавления расходуемого электрода 14, обычно при резком замедлении роста тока при величине заданного напряжения, включаем подачу расходуемого электрода 14 вниз в автоматическом режиме, выставив задатчик в положение, обеспечивающее перемещение верхней тележки 13 вниз с расчетной скоростью (расчет скорости представлен ниже).
Одновременно с этим начинаем перемещение нижней тележки 15 с кристаллизаторами 1, 2 и дорном 3 вверх на заданной скорости.
При достижении поверхности металла начала зоны уширения 11 кристаллизатора 2 и дорна 3 проверяем срабатывание датчика уровня 10, установленного в начале зоны уширения 11, и увеличение скорости по его сигналу до заданного значения с последующим сбросом скорости до величины первоначально заданной скорости. Время движения кристаллизаторов 1, 2 и дорна 3 в период увеличения скорости устанавливают расчетным путем исходя из условия превышения датчиком уровня 10 поверхности металла в пределах 1,0-2,0 высоты зоны уширения «Н».
Величину скорости перемещения расходуемого электрода и кристаллизатора с дорном обычно получают расчетным путем с последующей корректировкой в ходе опытных плавок.
В процессе электрошлаковой выплавки полого слитка контролируется: температура воды на выходе из элементов технологической оснастки, стабильность подачи раскислителей, регистрация параметров самопишущими приборами.
В завершение процесса выплавки производят вывод усадочной раковины при неподвижных расходуемом электроде и кристаллизаторе с уменьшением напряжения и тока до заданных значений, обеспечивающих прекращение расплавления расходуемого электрода, осуществляют выдержку в течение заданного периода, а затем завершают процесс выплавки снижением тока до нуля с одновременным выводом за пределы шлаковой ванны расходуемого электрода и кристаллизатора с дорном.
В качестве датчика уровня используется уровнемер позиционный БПУ-1КМ для бесконтактной регистрации наличия или отсутствия жидкого или сыпучего материала за стенкой внутри контролируемой емкости в зоне установки уровнемера путем определения в этой зоне изменения мощности дозы гамма-излучения.
В качестве примера ниже приведено определение расчетных значений скоростей наплавления полого слитка и перемещения расходуемого электрода, включающего 12 прутков ⌀80 мм при выплавке, например, полого слитка с наружным диаметром 550 мм и внутренним 440 мм (т.е. с толщиной стенки 55 мм).
На основании экспериментальных плавок была установлена зависимость, с достаточной степенью точности определяющая оптимальную расчетную скорость наплавления, которая равна:
Vопт.=900/55=16,4 мм/мин.
При этом были установлены следующие соотношения:
Vmin=0,5÷0,7Vопт.
Vmax=1,2÷1,5Vопт.
В соответствии с упомянутыми соотношениями:
Vmin≈10 мм/мин.
Vmax≈20 мм/мин.
Масса 1 см полого слитка ⌀550×⌀440 равна:
0,785×(55+44)×(55-44)×7,92=6,77 кг.
Масса 1 см электрода из 12 прутков ⌀80 мм равна:
0,785×82×12×7,85=4,73 кг.
На наплавление 1 см полого слитка потребуется:
6,77/4,73=1,43 см электрода.
Перемещение электрода при этом будет равно
1,43-1,0=0,43 см, т.к. расходуемый электрод и кристаллизатор двигаются навстречу друг другу.
При Vопт.=1,64 см/мин 1 см полого слитка наплавляется за 1,0/1,64=0,6 мин и за это время расходуемый электрод должен переместиться на 0,43 см.
Следовательно, скорость его перемещения должна быть равной:
Vрасч.р.э.=0,43/0,6=7,15 мм/мин.
Режимы выплавки полого слитка представлены в карте режимов (см. фиг.2). Стартовые значения величины тока и напряжения на графике изображены условно плавно нарастающей кривой. Скорость нижней каретки в стартовом режиме условно показана ступенчатой, а в режиме выплавки изменение скорости условно показано для одного цикла. Скорость верхней каретки не показана, т.к. она осуществляется в автоматическом режиме в зависимости от измерения электрических параметров, обеспечивающих расчетную скорость перемещения расходуемого электрода в зависимости от электрического сопротивления шлака и величины заглубления расходуемого электрода, задаваемого расстоянием от его торца до уширенной зоны кристаллизатора (или до поддона). Ее скорость в автоматическом режиме определяется по зависимости величины рассогласования сигналов, поступающих на вход блока сравнения от задатчика и датчика тока. Эти зависимости прилагаются к паспортам электроприводов печи.
Поясним режим движения нижней тележки с кристаллизатором и дорном для случая выбранной нами оптимальной расчетной скорости наплавления полого слитка, которая равна Vопт.=16,4 мм/мин.
В этом случае скорость нижней тележки лежит в пределах 12,3-15,58 мм/мин и 24,6-41 мм/мин соответственно при уменьшении и увеличении относительно оптимальной расчетной скорости наплавления полого слитка. Примем средний вариант, что составляет соответственно 13,94 мм/мин и 32,8 мм/мин. Для удобства примем также условно, что высота зоны уширения равна 16,4 мм.
В этом случае при увеличении скорости тележки превышение относительно скорости наплавления слитка равняется 32,8/16,4=2.
Т.е. с момента увеличения скорости тележки приращение направляемого слитка увеличится за одну минуту на 16,4 мм и будет равно высоте уширенной зоны кристаллизатора с дорном, которые за это же время переместятся на 32,8 мм, и датчик уровня окажется выше зоны уширения на 16,4 мм, т.е. на эту величину он будет выше уровня поверхности металла.
С этого момента скорость перемещения тележки уменьшают до прежней величины, т.е. до скорости 13,94 мм/мин, при этом скорость перемещения тележки, т.е. кристаллизатора с дорном, отстает от скорости наплавления слитка на 2,46 мм/мин.
При таком относительном перемещении через 16,4/2,46=6,6 мин поверхность металла совпадет с началом уширения кристаллизатора и датчик уровня подаст команду в блок управления на увеличение скорости кристаллизатора до 32,8 мм/мин.
Такой цикл изменения скорости перемещения катализатора будет повторяться до начала вывода усадочной раковины.
С этого момента ток уменьшают до 1-2 кА, и вводимой мощности уже недостаточно для его расплавления. В этот период при неподвижных расходуемом электроде и кристаллизаторе осуществляют обогрев слитка в течение 2,5-9,0 мин, т.е. 1,3÷1,8 от времени старта до выхода на расчетный режим, при этом обеспечивается качество головной части слитка с устранением шлаковых включений, рыхлот и пористости.
Как уже было отмечено, способ позволяет выплавлять полый слиток с более высокой степенью надежности за счет устранения зажатия дорна закристаллизовавшимся металлом и обеспечением качества металла выплавляемого полого слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2009 |
|
RU2424335C1 |
| УСТАНОВКА ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И СПОСОБ ЕЕ УПРАВЛЕНИЯ | 2011 |
|
RU2486264C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2011 |
|
RU2487182C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ КРУПНЫХ ПОЛЫХ И СПЛОШНЫХ СЛИТКОВ | 2011 |
|
RU2456355C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2448173C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2011 |
|
RU2479649C1 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ | 2009 |
|
RU2424336C2 |
| СПОСОБ КОНТРОЛЯ УРОВНЯ ЖИДКОЙ МЕТАЛЛИЧЕСКОЙ ИЛИ ШЛАКОВОЙ ВАННЫ В КРИСТАЛЛИЗАТОРЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2456118C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ НА ЗАГОТОВКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730360C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2497959C1 |
Изобретение относится к спецэлектрометаллургии, а именно к электрошлаковому переплаву. Технический результат - повышение надежности выплавки полого слитка и обеспечение качества выплавляемого металла. Кристаллизатор с дорном перемещают со скоростью 0,75-0,95 оптимальной расчетной скорости наплавления. При совпадении уровня металла с началом уширения кристаллизатора скорость увеличивают до 1,5-2,0 расчетной скорости наплавления, обеспечивая превышение датчика уровня относительно жидкого металла в пределах 1,0-2,0 высоты зоны уширения кристаллизатора. Поддерживают цикл движения кристаллизатора с дорном до начала вывода усадочной раковины. Через 1,3-1,8 времени выхода на расчетный режим выплавки завершают процесс с выводом расходуемого электрода и кристаллизатора за пределы шлаковой ванны. 2 ил.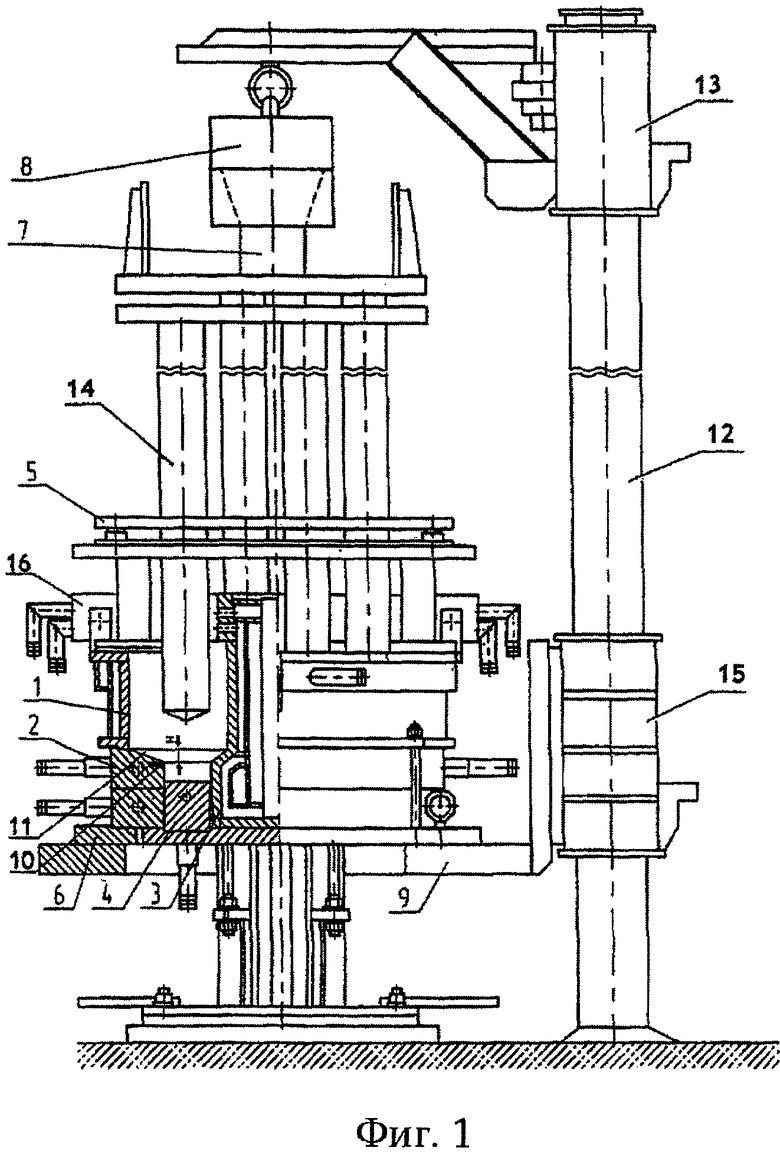
Способ электрошлаковой выплавки полого слитка, включающий автоматическое регулирование величины тока, пропускаемого через расходуемый электрод и шлаковую ванну при встречном перемещении расходуемого электрода и выполненного с зоной уширения кристаллизатора с соосно закрепленным внутри него дорном, контроль уровня поверхности металла датчиком уровня, а также вывод усадочной раковины при уменьшении тока до величины, недостаточной для расплавления расходуемого электрода, отличающийся тем, что кристаллизатор с дорном перемещают со скоростью 0,75-0,95 оптимальной расчетной скорости наплавления полого слитка и при совпадении уровня поверхности металла с началом зоны уширения кристаллизатора скорость его увеличивают до 1,5-2,0 оптимальной расчетной скорости наплавления полого слитка для обеспечения превышения датчиком уровня над поверхностью металла в пределах 1,0-2,0 высоты зоны уширения кристаллизатора, после чего скорость кристаллизатора с дорном снижают до прежней величины и поддерживают упомянутый цикл движения до начала вывода усадочной раковины, при этом одновременно завершают перемещение кристаллизатора и расходуемого электрода и через 1,3-1,8 времени выхода на расчетный режим выплавки завершают процесс выплавки и выводят за пределы шлаковой ванны расходуемый электрод и кристаллизатор с дорном.
| Устройство измерения параметров перемещения спортсмена | 1987 |
|
SU1500327A1 |
| Способ электрошлакового переплава | 1977 |
|
SU633285A1 |
| Способ электрошлакового переплава | 1976 |
|
SU548151A1 |
| RU 94029219 A1, 10.04.1996. | |||

