Предлагаемое изобретение относится к специальной электрометаллургии и может быть использовано для электрошлаковой выплавки сплошных и полых слитков или заготовок.
Известен способ электрошлакового переплава (ЭШП) расходуемых электродов (1), при котором питают печь переменным током пониженной частоты 5-10 Гц.
Недостатком этого способа являются узкий диапазон частот и прохождение всего тока через поддон, что снижает энергетические показатели и ограничивает возможности управления процессом. Данным способом возможен переплав только электродов, собранных по монофилярной схеме, что снижает номенклатуру выплавляемых изделий, приводит к низкому электрическому к.п.д. и высокому расходу электроэнергии. Прохождение всего тока через поддон повышает риск пробоя, приводящего к браку.
Известен способ электрошлакового переплава (2), при котором с целью улучшения качества металла слитка за счет измельчения капель электродного металла пропускают через электроды переменный ток, частоту которого в процессе переплава изменяют в зависимости от длины расходуемого электрода согласно выражению:
где f - частота тока переплава, Гц,
А - коэффициент, зависящий от формы поперечного сечения электрода,
а - характерный линейный размер поперечного сечения электрода, м,
L - длина электрода, м.
Недостатком этого способа, как и в предыдущем, является то, что он не распространяется на переплав электродов, собранных по бифилярной схеме и, как было отмечено выше, характеризуется недостаточно высокими технико-экономическими показателями. Предусмотрена возможность воздействия на размер капель переплавляемого металла, что создает возможности рафинирующего воздействия на переплавляемый металл и улучшения качества кристаллической структуры формируемого слитка. Однако жесткая математическая зависимость, по которой регулируется частота тока, не учитывает разнообразных технологических и эксплуатационных факторов, имеющихся в реальном производстве. По этой причине, а также из-за отсутствия возможности самонастройки частоты и согласованного (с другими управляющими воздействиями) регулирования положительный эффект данного способа недостаточен.
Наиболее близким техническим решением является способ электрошлакового переплава (3), при котором через шлаковую ванну пропускают ток пониженной частоты, который подводят к электродам (группам электродов), неподвижным относительно друг друга, и поддону от источника питания, шунтируют ток электрода с меньшим заглублением путем изменения сопротивления в проводнике, включенном параллельно данному электроду.
Признак неподвижности электродов (групп электродов) относительно друг друга означает, что электроды (группы электродов) включены по бифилярной схеме. Недостатком этого способа является его энергоемкость и то, что для его реализации требуется мощное энергетическое оборудование (шунтирующее электроды), в котором теряется электрическая энергия, подведенная от источника питания. Соответственно, источник питания должен выбираться в расчете на большую мощность, чем это требуется по технологии. Дополнительные потери электроэнергии и дополнительная реактивная мощность приводят также к увеличению расхода электроэнергии и стоимости передела.
Известна установка для электрошлакового переплава металла (4), у которой к сети трехфазного переменного тока подключен источник питания с тиристорным блоком, преобразующим трехфазное напряжение промышленной частоты в однофазное напряжение с регулируемой частотой и соотношением длительности положительного и отрицательного полупериодов.
Недостатком этого устройства является то, что оно не имеет возможности выравнивания расходуемых электродов, собранных по бифилярной схеме и, как было отмечено выше, характеризуется недостаточно высоким электрическим к.п.д. и вероятностью пробоя на кристаллизатор (ввиду протекания всего тока через поддон), получения брака выплавляемого слитка и выхода из строя кристаллизатора.
Наиболее близким устройством является установка (5), содержащая печь электрошлакового переплава со снабженными инвентарными головками электродами (группами электродов), со снабженным контактным узлом электрододержателем и приводом его перемещения, с кристаллизатором и поддоном, содержащее также источник питания током пониженной частоты с системой управления и с вентильными блоками, подключенный фазными выводами к трансформатору, а выводами пониженной частоты к электродам и поддону через токоподвод. Использование пониженной частоты и бифилярной схемы включения электродов позволяет улучшить форму ванны металла и качество выплавляемых слитков, снизить расход электроэнергии.
Недостатком этого устройства является то, что в нем мощность каждого из вентильных блоков рассчитана на полный ток, протекающий через соответствующий электрод. При использовании двух электродов получается, что весь источник питания должен быть рассчитан на двойной ток, что приводит к значительному удорожанию оборудования, увеличению его габаритов, дополнительным потерям электроэнергии.
Целью предлагаемого технического решения является создание способа электрошлакового переплава и устройства для его осуществления, обеспечивающих устойчиво высокое качество выплавляемых слитков при повышенной надежности и долговечности работы технологической оснастки, а также оптимальной производительности и низкого расхода электроэнергии. Технический результат заключается также в увеличении устойчивости электрического режима.
Указанная задача решается тем, что в известном способе электрошлакового переплава, при котором через шлаковую ванну пропускают ток пониженной частоты, который подводят к электродам (группам электродов), неподвижным относительно друг друга, и поддону от источника питания током пониженной частоты, согласно заявленному решению, контролируют по каждому из электродов электрическое сопротивление шлаковой ванны и мощность, регулируют мощность по каждому электроду, причем при равенстве электрических сопротивлений по электродам регулируют только положение электродов в шлаковой ванне и/или напряжение между электродами, при снижении сопротивления по одному электроду дополнительно через поддон пропускают ток пониженной частоты в противофазе с током данного электрода, а величину тока поддона поддерживают такой, чтобы мощность по данному электроду превысила среднюю по электродам мощность, при повышении сопротивления по одному электроду дополнительно через поддон пропускают ток пониженной частоты синфазный с током данного электрода, а величину тока поддона поддерживают такой, чтобы мощность по данному электроду стала ниже средней по электродам мощности.
Указанная задача решается, кроме того, тем, что согласно заявленному способу величину напряжения между электродами и тока поддона регулируют путем изменения соотношения и, соответственно, величин длительности бестоковой паузы и/или периода низкой частоты тока. При этом получают дополнительное повышение коэффициента мощности установки, так как широтно-импульсное регулирование тока в ряде случаев энергетически более выгодно, чем фазоимпульсное регулирование.
Необходимый технический результат достигается в устройстве, содержащем печь электрошлакового переплава с одним или несколькими снабженными инвентарными головками электродами (группами электродов), собранными по монофилярной или бифилярной схемам, со снабженным контактным узлом электрододержателем и приводом его перемещения, с кристаллизатором и поддоном, содержащем также источник питания током пониженной частоты с системой управления и с вентильными блоками, подключенный фазными выводами к трансформатору, а выводами пониженной частоты к электродам и поддону через токоподвод, в котором, в отличие от известного, источник питания снабжен, кроме основного вентильного блока, дополнительным блоком с выводом пониженной частоты, который соединен токоподводом с поддоном, причем расчетный ток дополнительного блока составляет от 0,01 до 1 от расчетного тока основного вентильного блока.
Для обеспечения резерва мощности (сверх номинального тока основного трансформатора), необходимость в котором может возникнуть для ускорения выравнивания скорости сплавления расходуемых электродов, соединенных по бифилярной схеме, в заявленном устройстве дополнительный блок снабжен отдельным трансформатором и вторым выводом пониженной частоты, который подключен через токоподвод к электроду.
Увеличение резерва мощности в заявленном устройстве достигается тем, что дополнительный блок разделен на модули, каждый из которых вторым выводом пониженной частоты подключен через токоподвод к разным электродам.
Универсальность заявленному устройству придает то, что контактный узел электрододержателя разделен на электрически изолированные секции по числу электродов, причем каждая электрически изолированная секция контактного узла подключена отдельным токоподводом к изолированным между собой выводам пониженной частоты источника питания, а инвентарные головки электродов, собранных по монофилярной или бифилярной схемам, выполнены с конструктивно одинаковыми контактными поверхностями, токоподвод, соединенный с одним выводом пониженной частоты источника питания, снабжен контактным устройством или перемычкой, имеющими два положения: одно - замкнутое на электрически изолированную секцию контактного узла, а другое - на поддон.
Гибкость управления в заявленном устройстве обеспечивается тем, что в дополнительном блоке источника питания содержится модуль управления соотношением и, соответственно, величинами длительности бестоковой паузы и периода низкой частоты тока и/или напряжения, и модуль, обеспечивающий обратную связь по разбалансу параметров электрического режима по электродам за счет управления количеством, фазой и/или амплитудой положительных и отрицательных импульсов тока, формирующих огибающую тока, причем модуль снабжен выходами, предназначенными для соединения его с приводом перемещения электрододержателя и/или с устройством регулирования напряжения на выводах низкой частоты источника питания.
Оперативное переключение установки с работы на монофилярно собранных электродах на работу с бифиляроно собранными электродами обеспечивается тем, что дополнительный блок источника питания током пониженной частоты содержит модуль изменения фазы по низкой частоте тока замкнутых между собой выводов вентильных блоков источника питания с одноименных на разноименные и соответствующего изменения фазы парных им выводов вентильных блоков источника питания.
На фиг.1 представлена расчетная схема, поясняющая заявленный способ электрошлакового переплава.
На фиг.2 представлены временные диаграммы, поясняющие заявленный способ электрошлакового переплава при регулировании соотношения и, соответственно, величин длительности бестоковой паузы и/или периода низкой частоты тока.
На фиг.3 изображено заявленное устройство.
На фиг.4 отражено развитие заявленного устройства.
Способ электрошлакового переплава (см. фиг.1), при котором ток пониженной частоты подводят к электродам 1 и 2 и пропускают через шлаковую ванну 3 и поддон 4 (i1=-i2-i0). Электроды (группы электродов или составные электроды 1 и 2) неподвижны относительно друг друга, но имеют возможность перемещения относительно поддона 4 и кристаллизатора 5. При этом изменяется заглубление электродов в шлак и сопротивление по электродам. Ток i1 и i2 подают от источника питания током пониженной частоты. Контролируют по каждому из электродов электрическое сопротивление шлаковой ванны r1=u1/i1, r2=u2/i2 и мощность p1=i1*u1, p2=i2*u2. Регулируют мощность p1, р2 по каждому электроду 1, 2, причем при равенстве электрических сопротивлений по электродам (r1=r2) регулируют только положение электродов 1, 2 (фиксированных относительно друг друга) в шлаковой ванне 3 и/или напряжение u12 между электродами 1, 2. В процессе плавки скорость плавления электродов 1 и 2 изменяется не равномерно. При снижении скорости плавления одного из электродов относительно другого возникает разность Δ заглубления электродов в шлак, регистрируют снижение сопротивления по данному электроду, например r1. В этом случае дополнительно через поддон 4 пропускают ток i0 пониженной частоты в противофазе с током данного электрода, а величину тока поддона поддерживают такой, чтобы мощность по данному электроду превысила среднюю по электродам мощность. Например, если после симметричного режима: u1=50В, u2=-50B, r1=r2=2,5 мОм, i1=-i2=-20кА, i0=0, снизилось сопротивление по электроду 1:r1=2 мОм, а r2=2,5 мОм, мощность по электроду 1 снизилась с 1000 кВт до 986 кВт. В соответствии с заявленным способом ток поддона устанавливают равным i0=-9 кА. При этом мощность по электроду 1 становится равной p1=1480 кВт. В этом режиме поддерживаются следующие параметры: u1=54,4В, u2=-45,6В, i1=27,2 кА, i2=-18,2кА, φ00=-45,6В, uд=45,6В. Превышение мощности по электроду 1 над средней (р1=1480кВт>pcp=1110 кВт) приводит к ускорению его плавления и заглубление в шлак обоих электродов выравнивается. Управление возвращается к симметричному режиму. В сочетании с управлением скоростью перемещения электродов обеспечивают также более стабильную среднюю мощность. Так, если в приведенном выше режиме приподнять электроды, сопротивление по электродом станет r1=2,25 мОм, а r2=2,75 мОм, средняя мощность рср=1040 кВт, a p1=1342кВт>рср. Это положительно сказывается на качестве выплавляемого слитка. Описанное комбинированное управление может сочетаться с одновременным регулированием напряжения основного источника питания.
При увеличении скорости плавления одного из электродов регистрируют повышение сопротивления по данному электроду. Например, сопротивление r1 электрода 1 возросло с 2,5 до 3 мОм. Дополнительно через поддон пропускают ток i0=+7,3 кА пониженной частоты синфазный (см. кривую i'0 на фиг.2) с током i1 данного электрода. Величину тока поддона поддерживают такой, чтобы мощность по данному электроду стала ниже средней по электродам мощности. В данном случае р1=665 кВт<рср=948 кВт и скорость плавления электрода 1 замедляется и заглубление электродов в шлак выравнивается. Для сохранения средней мощности можно использовать как управление перемещением электродов, так регулирование напряжения между электродами. Например, имея i0=+7,3 кА, подняв напряжение между электродами со 100 В до u12=103B, и пропуская ток через поддон i0=+6,5 кА, обеспечиваем как выравнивающий заглубление электродов эффект, так и сохранение средней мощности p1=759 кВт<рср=995 кВт.
При реализации способа, как правило, при сравнении параметров и формировании управляющих воздействий вводят зоны нечувствительности и ограничения, которые выбираются в соответствии с конкретными характеристиками режимов оборудования. Предложенный способ сочетают с известными способами регулирования процесса ЭШП. В последнем примере, в комбинации с известными способами плавки, при которых управляют скоростью перемещения электродов и напряжением между электродами (шлаковой ванны), предложенный способ дает гибкое регулирование процесса электрошлакового переплава с обеспечением стабильно высокого качества получаемого слитка. Ток через поддон пропускают только в той мере, насколько это необходимо для выравнивания заглубления электродов. Большая часть тока замыкается по шлаковой ванне, что благоприятно сказывается надежности и долговечности оснастки. Обеспечивается большая компенсация магнитных полей. В сочетании с использованием тока пониженной частоты это приводит к снижению расхода электроэнергии и повышению электрического к.п.д. Изменение сопротивления по электродам может быть связано с иными причинами, например несимметрией (по электродам) распределения температуры шлака (в частности, при использовании нерасходуемых электродов). При этом выполняются аналогичные операции, в результате чего возмущение ликвидируется и обеспечивается устойчивость регулирования.
В заявленном способе регулируют напряжение между электродами и ток поддона путем изменения соотношения и/или, соответственно, величин длительности бестоковой паузы и периода низкой частоты тока, как это показано на фиг.2. Кривые i1 и i2 показывают временную диаграмму токов электродов в симметричном режиме и отсутствие регулирования. При ускоренном плавлении электрода 1 и изменении (повышении сопротивления r1), увеличивают бестоковую паузу в данном электроде с 0-t1 t2-t4. Поддерживают ток поддона равным и противофазным току i2 другого электрода 2 (соответственно синфазным току i1 данного электрода). Мощность по данному электроду снижается и заглубление электродов выравнивается. При снижении сопротивления по электроду управление меняется на противоположное, т.е. ток поддона поддерживают равным и противофазным току данного электрода.
Данный способ позволяет получить более высокий коэффициент мощности, чем при обычно используемом фазоимпульсном регулировании. Соответственно, дополнительно повышается использование установленной мощности источника питания и снижаются потери электроэнергии.
Установка ЭШП (фиг.3), содержащая печь электрошлакового переплава с одним или несколькими электродами 1, 2, 3 (группами электродов), снабженными инвентарными головками 6, 11, 12. Электроды собраны по монофилярной 3 или бифилярной схемам 1, 2. Электрод о держатель 7 со снабженным контактным узлом 8, 9 и приводом 10 перемещения электрододержателя 7. Печь содержит кристаллизатор 5 и поддон 4. В установке имеется также источник питания 13 током пониженной частоты с системой управления 14 и с вентильными блоками 15, 16. Фазными выводами 17 вентильных блоков 15, 16 источник питания подключен к трансформатору 18, а выводами 19-21 пониженной частоты к электродам 1, 2 и поддону 4 через токоподвод 22-24. Источник питания 13 снабжен, кроме основного вентильного блока 15, дополнительным блоком 16 с выводом пониженной частоты 19, который соединен токоподводом 22 с поддоном 4. Расчетный ток дополнительного блока 16 составляет от 0,01 до 1 от расчетного тока основного вентильного блока 15. Значения в диапазоне от 0,01 до 0,5 принимаются для обеспечения работы с электродами, собранными по бифилярной схеме с уравнительным током, замыкающимся через поддон, и дополнительный вентильный блок с целью удешевления источника питания. Значения в диапазоне от 0,5 до 1 принимаются при необходимости оперативного перехода к переплаву электрода, собранного по монофилярной схеме. Для сглаживания пульсаций тока в токоподвод может быть включен дроссель 31.
Устройство работает следующим образом. В печи ЭШП с электродами 1, 2, собранными по бифилярной схеме, например, заливают шлак и через погруженные в шлак электроды пропускают ток пониженной частоты. При симметричном по электродам режиме (i1=-i2), ток i0 через поддон 4 (ток разбаланса) отсутствует. Дополнительный вентильный блок 16 формирует напряжение uд=u12/2, например, по схеме преобразователя частоты с непосредственной связью. При возникновении несимметрии по электродам через поддон пропускают ток разбаланса, как это было описано выше. Дополнительный вентильный блок работает в выпрямительном или инверторном режиме в зависимости от величины и знака разбаланса режима по электродам.
На фиг.4 показано развитие предлагаемого устройства, в котором дополнительный блок 16' снабжен отдельным трансформатором 18' и вторьм выводом 19' пониженной частоты, который подключен через токоподвод к электроду, например, 1. Там же показано дальнейшее развитие предлагаемого решения, согласно которому дополнительный блок разделен на модули 16' и 16'', каждый из которых вторым выводом 19' и 19'' пониженной частоты подключен через токоподвод к разным электродам 1 и 2.
В частном случае заявленного устройства (см. фиг.3), контактный узел электрододержателя 7 разделен на электрически изолированные две секции 8 и 9 (по числу электродов, собранных по бифилярной схеме). Каждая электрически изолированная секция 8 и 9 контактного узла подключена отдельным токоподводом 23 и 24 к изолированным между собой выводам 20 и 21 пониженной частоты источника питания 13, а инвентарные головки (6 и, соответственно, 11, 12) электродов (3 и, соответственно, 1, 2), собранных по монофилярной или, соответственно, бифилярной схемам, выполнены с конструктивно одинаковыми контактными поверхностями 25 и, соответственно, 26). Токоподвод 24, соединенный с одним выводом 21 пониженной частоты источника питания 13 снабжен контактным устройством или перемычкой 27, имеющими два положения: одно - замкнутое на электрически изолированную секцию 9 контактного узла, а другое - на поддон 4.
Развитие предлагаемого решения обеспечено тем, что (см. фиг.3) в дополнительном блоке 16 источника питания 13 содержится модуль 28 управления соотношением и, соответственно, величинами длительности бестоковой паузы и периода низкой частоты тока и/или напряжения, и модуль, обеспечивающий обратную связь по разбалансу параметров электрического режима по электродам за счет управления количеством, фазой и/или амплитудой положительных и отрицательных импульсов тока, формирующих огибающую тока, как это показано на фиг.2. Модуль 28 снабжен выходами, предназначенными для соединения его с приводом 10 перемещения электроде держателя и/или с устройством регулирования напряжения на выводах низкой частоты источника питания, реализованном в системе управления 14 и 30. Сигналы о электрическом режиме поступают в блок 28 из блоков измерения электрических параметров 29, включенных в токоподвод 23, 24.
В частном случае, при необходимости оперативного переключения между схемами, предназначенными для работы с электродами, собранными по бифилярной и монофилярной схемам, предлагается следующее решение (см. фиг.3). Дополнительный блок 16 источника питания 13 током пониженной частоты содержит модуль 28 изменения фазы по низкой частоте тока замкнутых между собой выводов 19 и 21 вентильных блоков источника питания с одноименных на разноименные и, соответствующего, изменения фазы парных им выводов 19', 20 вентильных блоков источника питания. Вывод 19' при этом подключен к электроду 1, как показано на фиг.4.
Отмеченные преимущества предложенного технического решения в сравнении с известными решениями устойчиво обеспечивают более высокое качество выплавляемых слитков и заготовок, повышение энергетических показателей: по коэффициенту мощности на 10-20%, по электрическому к.п.д. на 5-10%, по удельному расходу электроэнергии на 15-20%.
Источники информации
1. Патент Австрии №283613, H22d 9/00, 08.04.1968 г. Способ и установка для ЭШП. Специальная электрометаллургия. Вып.36. ИЭС им. Е.О.Патона. - К.-М., 1978. с.6.
2. А.с. №1192378, С21С 5/56, 18.07.1983 г. Способ электрошлакового переплава.
3. А.с. №294497, С21С 5/56, 02.03.1970 г. Способ электрошлакового переплава. Специальная электрометаллургия. Вып.31. ИЭС им. Е.О.Патона. - К.-М., 1976. с.109.
4. Патент Австрии №290034, B22d 9/00, 24/09/1968 г. Установка для ЭШП. Специальная электрометаллургия. Вып.36. ИЭС им. Е.О.Патона - К.-М., 1978. с.12.
5. Патент Австрии №285839, B22d 9/00, 03/02/1969 г. Установка для ЭШП. Специальная электрометаллургия. Вып.36. ИЭС им. Е.О.Патона. - К.-М., 1978. с.8.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И СПОСОБ ЕЕ УПРАВЛЕНИЯ | 2011 |
|
RU2486264C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ ПОЛЫХ СЛИТКОВ | 2010 |
|
RU2445383C2 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ | 2009 |
|
RU2424336C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ НА ЗАГОТОВКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730360C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ ПОЛОГО СЛИТКА | 2009 |
|
RU2424325C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2009 |
|
RU2424335C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2011 |
|
RU2479649C1 |
| Способ электрошлакового переплыва | 1988 |
|
SU1527302A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2011 |
|
RU2487182C1 |
| Установка для электрошлакового переплава | 1980 |
|
SU884316A1 |
Изобретение относится к специальной электрометаллургии и может быть использовано для электрошлаковой выплавки слитков. Технический результат - обеспечение устойчиво высокого качества выплавляемых слитков при повышенной надежности и долговечности работы технологической оснастки, а также оптимальной производительности и низкого расхода электроэнергии, в увеличении устойчивости электрического режима. Через шлаковую ванну пропускают ток пониженной частоты, который подводят к электродам (группам электродов), неподвижным относительно друг друга, и поддону от источника питания током пониженной частоты. Контролируют по каждому из электродов электрическое сопротивление шлаковой ванны и мощность. Регулируют мощность по каждому электроду. При равенстве электрических сопротивлений по электродам регулируют только положение электродов в шлаковой ванне и/или напряжение между электродами. При снижении сопротивления по одному электроду дополнительно через поддон пропускают ток пониженной частоты в противофазе с током данного электрода. При повышении сопротивления по одному электроду дополнительно через поддон пропускают ток пониженной частоты, синфазный с током данного электрода. 2 н. и 6 з.п. ф-лы, 4 ил.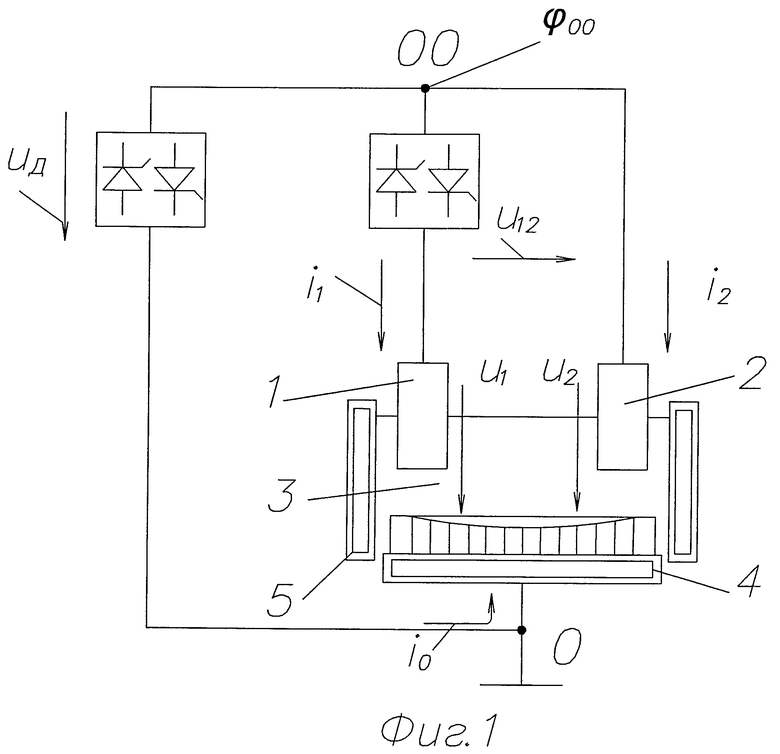
1. Способ электрошлакового переплава, включающий пропускание через шлаковую ванну тока пониженной частоты, который подводят к электродам или группам электродов, неподвижным относительно друг друга, и поддону от источника питания током пониженной частоты, отличающийся тем, что контролируют по каждому из электродов электрическое сопротивление шлаковой ванны и мощность, регулируют мощность по каждому электроду, при этом при равенстве электрических сопротивлений по электродам регулируют положение электродов в шлаковой ванне и/или напряжение между электродами, при снижении сопротивления по одному электроду дополнительно через поддон пропускают ток пониженной частоты в противофазе с током данного электрода, а величину тока поддона поддерживают такой, чтобы мощность по данному электроду превысила среднюю по электродам мощность, при повышении сопротивления по одному электроду дополнительно через поддон пропускают ток пониженной частоты, синфазный с током данного электрода, а величину тока поддона поддерживают такой, чтобы мощность по данному электроду стала ниже средней по электродам мощности.
2. Способ по п.1, отличающийся тем, что величину напряжения между электродами и ток поддона регулируют путем изменения соотношения и/или соответственно величин длительности бестоковой паузы и периода низкой частоты тока.
3. Устройство электрошлакового переплава, содержащее печь электрошлакового переплава с одним или несколькими снабженными инвентарными головками электродами или группами электродов, собранными по монофилярной или бифилярной схемам, электрододержатель с контактным узлом и приводом его перемещения, кристаллизатор и поддон, источник питания током пониженной частоты с системой управления и основным вентильным блоком, подключенный фазными выводами к трансформатору, а выводами пониженной частоты - к электродам и поддону через токоподвод, отличающееся тем, что источник питания снабжен дополнительным вентильным блоком, расчетный ток которого составляет от 0,01 до 1 от расчетного тока основного вентильного блока и который соединен токоподводом с поддоном.
4. Устройство по п.3, отличающееся тем, что дополнительный вентильный блок снабжен отдельным трансформатором и вторым выводом пониженной частоты, который подключен через токоподвод к электроду.
5. Устройство по п.4, отличающееся тем, что дополнительный вентильный блок разделен на модули, каждый из которых вторым выводом пониженной частоты подключен через токоподвод к разным электродам.
6. Устройство по любому из пп.3-5, отличающееся тем, что контактный узел электрододержателя разделен на электрически изолированные секции по числу электродов, собранных по бифилярной схеме, причем каждая электрически изолированная секция контактного узла подключена отдельным токоподводом к изолированным между собой выводам пониженной частоты источника питания, а инвентарные головки электродов, собранных по монофилярной или бифилярной схемам, выполнены с конструктивно одинаковыми контактными поверхностями, токоподвод, соединенный с одним выводом пониженной частоты источника питания, снабжен контактным устройством или перемычкой, имеющими два положения: одно - замкнутое на электрически изолированную секцию контактного узла, а другое - на поддон.
7. Устройство по любому из пп.3-5, отличающееся тем, что дополнительный вентильный блок источника питания содержит модуль управления соотношением и соответственно величинами длительности бестоковой паузы и периода низкой частоты тока и/или напряжения и модуль, обеспечивающий обратную связь по разбалансу параметров электрического режима по электродам за счет управления количеством, фазой и/или амплитудой положительных и отрицательных импульсов тока, формирующих огибающую тока, при этом модуль управления снабжен выходами, предназначенными для соединения его с приводом перемещения электрододержателя и/или с устройством регулирования напряжения на выводах низкой частоты источника питания.
8. Устройство по любому из пп.3-5, отличающееся тем, что дополнительный вентильный блок источника питания током пониженной частоты содержит модуль изменения фазы по низкой частоте тока замкнутых между собой выводов вентильных блоков источника питания с одноименных на разноименные и, соответствующего, изменения фазы парных им выводов вентильных блоков источника питания.
| Способ электрошлакового переплава | 1970 |
|
SU294497A1 |
| AT 285839 А, 10.11.1970 | |||
| СПОСОБ УПРАВЛЕНИЯ РЕЖИМОМ РАБОТЫ УСТАНОВКИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2337979C1 |
| 2001 |
|
RU2218454C2 | |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

