Область техники
Изобретение относится к области получения гальванических покрытий сплавом никель-железо на сталях и алюминии и его сплавах и может быть использовано в машиностроении, приборостроении, авиационной промышленности и др.
Уровень техники
Известен состав электролита для никель-железных покрытий стали [Патент РФ №2198964, опубликовано 20.02.2003], содержащий (г/л):
Никель сернокислый 225-255
Никель хлористый 30-40
Железо сернокислое 75-85
Кислота борная 40-70
Фуксин основной, ммоль/л 1-3
Хромовый черный, ммоль/л 1-2
или Антипиттинговая добавка "Прогресс", ммоль/л 1-2
Вода до 1 литра
Недостатком аналога являются высокие внутренние напряжения покрытий, малая устойчивость электролита, сложность в приготовлении, низкая рассеивающая способность, относительно низкая твердость и износостойкость покрытий, а также сравнительно высокая стоимость электролита из-за наличия в нем большой концентрации никеля.
Известен сульфатно-хлоридный электролит для электроосаждения сплавов никель-железо [Гальванические покрытия в машиностроении. Справочник. / Под ред. М.А.Шлугера. - М.: Машиностроение, 1985. - Т.1. - 240 с.], содержащий (г/л):
NiSO4·7H2O 50-80
FeCl3 8-40
(NH4)3C6H5O7 24-48
K4P2O7 200-500
Пропаргиловый спирт 0,3-0,6
1,4 - бутиндиол 0,06-0,13
рН 8-11
Катодная плотность тока, А/дм2 2-20
Температура, °С 20-60
Недостатком аналога являются высокие внутренние напряжения покрытий, малая устойчивость электролита, сложность в приготовлении, низкая твердость и износостойкость покрытий, а также сравнительно высокая стоимость электролита из-за наличия в нем большой концентрации пирофосфата калия.
Наиболее близким к предлагаемому изобретению, то есть прототипом, является сульфатный электролит для электроосаждения сплавов Ni-Fe [Гальванотехника: Справ. Изд. / Ф.Ф.Ажогин, М.А.Беленький, И.Е.Галь и др. - М.: Металлургия, 1987. - 736 с.], содержащий (г/л):
Недостатками прототипа являются высокие внутренние напряжения покрытий, низкая твердость и износостойкость покрытий, а также сравнительно высокая стоимость электролита из-за наличия в нем больших количеств сернокислых солей никеля и магния. Кроме того, работа электролита при такой низкой плотности тока приведет к существенному увеличению времени электроосаждения.
Сущность изобретения
Задача изобретения - увеличение микротвердости, износостойкости и уменьшение шероховатости никель-железных покрытий с основой из стали и алюминия и его сплавов.
Поставленная задача достигается путем создания электролита для получения электроосаждением сплава никель-железо. Электролит содержит никель сернокислый, железо сернокислое, борную кислоту, магний сернокислый, аммоний хлористый, натрий сернокислый, натрий фтористый и воду и дополнительно содержит добавки аскорбиновую кислоту и щавелевую кислоту при следующем соотношении компонентов, г/л:
Сопоставительный анализ с прототипом позволяет сделать вывод о том, что заявляемый электролит отличается от него введением новых компонентов, а именно аммония хлористого, натрия сернокислого, натрия фтористого, аскорбиновой кислоты, щавелевой кислоты.
Сульфат никеля, 7-водный, ГОСТ 4465-74, ч, химическая формула NiSO4·7H2O, плотность 1,949 г/см3, растворимость 21,4 г в 100 г холодной и 43,42 в 100 г горячей воды.
Сульфат железа, 7-водный, ГОСТ 4462-78, ч, химическая формула CoSO4·7Н2О, плотность 2,029 г/см3, растворимость при 25°С составляет 39,3 г на 100 г воды и до 100 г повышается с температурой.
Борная кислота, ГОСТ 18704-78, Н3ВО3, плотность 1,46 г/см3, растворимость в 100 г воды: 5,74 (25°С); 14,89 (60°С); 23,54 (80°С).
Сульфат магния ГОСТ 4523-77, MgSO4·7H2O, плотность 2,66 г/см3, растворимость в воде (г в 100 г): 35,5 (20°С), 68,3 (100°С)
Аммоний хлористый, ГОСТ 2210-73, плотность 1,526 г/см3, растворимость в 100 г воды: 27,9 (25°С); 45,3 (60°С); 23,54 (80°С).
Сульфат натрия ГОСТ 6318-77, Na2SO4·10H2O, плотность 1,49 г/см3, максимальная растворимость в воде при 32,4°С, которая составляет 49,8 г в 100 г воды (в расчете на безводную соль). Ниже и выше этой температуры растворимость падает до 4,5 г при 0°С и до 42,3 г при 100°С.
Фторид натрия, ГОСТ 4463-76, ч, химическая формула NaF, плотность 2,766 г/см3, растворимость в воде 41,5 г/л при 20°С.
Аскорбиновая кислота С6Н8О6, плотность 1,65 г/см3. Температура плавления аскорбиновой кислоты составляет 192°С (при нормальных условиях). Растворимость аскорбиновой кислоты (1 г на 100 мл растворителя): 33,3 Н2О.
Щавелевая кислота, химическая формула (СООН)2·2Н2O, плотность 1,653 г/см3; растворимость (1 г в 100 мл р-рителя): вода 9,5 (15°С), 120 (90°С).
Сведения, подтверждающие возможность осуществления изобретения
Пример 1. Для приготовления 1 л электролита 40 г никеля растворяли в воде при температуре 40°С. В полученный раствор вводили 5 г железа сернокислого и 40 г натрия сернокислого, растворенных при 40°С. К раствору добавляли 0,5 г магния сернокислого, 5 г аммония хлористого при перемешивании. Борную кислоту в количестве 10 г растворяли отдельно при 60°С, затем вводили при перемешивании в полученный раствор. В последнюю очередь вводили аскорбиновую и щавелевую кислоты в количестве 1 г и 0,5 г соответственно. Затем объем полученного раствора доводили до 1 л водой и охлаждали до комнатной температуры. Приготовленный электролит имеет следующий состав, г/л:
Примеры с другими значениями заявляемого электролита приведены в таблице 1.
Из приготовленных электролитов осаждали никель-железные покрытия. Полученные образцы испытывали с целью определения следующих механических свойств покрытий: микротвердость, износостойкость, шероховатость и внутренние напряжения. При определении диапазона рабочей плотности тока устанавливали верхнюю и нижнюю границы катодной плотности тока. Для их определения на образцы из стали, алюминия и его сплава Д16 электроосаждением наносили никель-железное покрытие толщиной до 6 мкм. Полученные покрытия по внешнему виду соответствуют требованиям ГОСТа 9.301-86, а по сцеплению с основным металлом ГОСТу 9.302-88.
Рассеивающую способность определяли с помощью щелевой ячейки Моллера.
Микротвердость покрытий определяли с помощью ПМТ-3 при нагрузке 100 г.
Износостойкость определяли на машине СМТ-1 при следующих условиях: нагрузка 0,6 кН, пробег 1 км, пара трения Сталь 45-вращающийся диск - с исследуемым покрытием.
Шероховатость поверхности определяли с помощью профилограф - профилометра, модель 252 (с цифровым отсчетом).
Внутренние напряжения электроосажденных осадков определяли методом гибкого катода.
Коэрцетивную силу определяли с помощью вибрационного магнитометра Lake Shore.
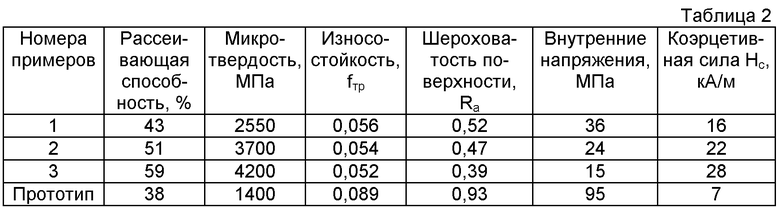
При всех испытаниях характеристик получаемого покрытия проводили не менее 4-5 параллельных опытов и брали среднеарифметическое значение величин. Результаты испытаний представлены в таблице 2.
Из таблицы 2 видно, что предлагаемый электролит (примеры 1-3) позволяет получать никель-железные покрытия, обладающие высокими значениями микротвердости, износостойкости, относительно низкой шероховатостью поверхности, низкими внутренними напряжениями, в отличие от прототипа.
Другим преимуществом заявляемого электролита является то, что электролит обладает более широким диапазоном рабочей плотности тока, а также в электролите снижены концентрации основных компонентов, поэтому он имеет более низкую стоимость и его использование с экологической точки зрения более выгодно.
Изобретение относится к области гальванотехники и может быть использовано в машиностроении, приборостроении и авиационной промышленности. Электролит содержит, г/л: никель сернокислый 40-60, железо (II) сернокислое 5-15, борную кислоту 10-30, магний сернокислый 0,5-3,5, аммоний хлористый 5-15, натрий сернокислый 40-60, щавелевую кислоту 0,5-1,0, аскорбиновую кислоту 1-3, натрий фтористый 0,5-1,5 и воду до 1 л. Технический результат: увеличение микротвердости, износостойкости и уменьшение шероховатости никель-железных покрытий с основой из стали и алюминия и его сплавов. 2 табл.
Электролит для получения никель-железных покрытий, включающий никель сернокислый, железо (II) сернокислое, магний сернокислый, борную кислоту и воду, отличающийся тем, что он дополнительно содержит аммоний хлористый, натрий сернокислый, щавелевую кислоту, аскорбиновую кислоту и натрий фтористый при следующем соотношении компонентов, г/л:
| АЖОГИН Ф.Ф | |||
| и др | |||
| Гальванотехника | |||
| - М.: Металлургия, 1987, с | |||
| Способ получения коричневых сернистых красителей | 1922 |
|
SU335A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ ПОКРЫТИЙ ИЗ СПЛАВА НИКЕЛЬ-ЖЕЛЕЗО | 2001 |
|
RU2198964C2 |
| CN 100585020 С, 27.01.2010 | |||
| JP 2009052075 A, 12.03.2009. | |||

