Изобретение относится к области получения гальванических покрытий цинк-никелевыми сплавами на сталях и может быть использовано в машиностроении, приборостроении, автомобильной промышленности и др.
Известен хлоридный электролит для получения Zn-Ni сплавов с содержанием никеля в сплаве 42% [Т. Vasilache, S. Gutt, I. Sandu, V. Vasilache, G. Gutt, M. Risca, A.V. Sandu Electrochemical Mechanism of Nickel and Zinc-Nickel Alloy Electrodeposition // Recent Patents on Corrosion Science, 2010, 2, 1-5], содержащий (г/л):
Режим работы:
Состав покрытия: 42% Ni и 58% Zn.
Известен электролит для осаждения блестящих покрытий из сплава цинка с никелем, содержащего 15-25% Ni [Гальванотехника: Справ, изд. Ажогин Ф.Ф., Беленький М.А., Галль И.Е. и др. - М.: Металлургия, 1987. - 736 с.], содержащий (г/л):
Режим осаждения:
Недостатками приведенных аналогов являются низкие защитные свойства покрытий по сравнению с предлагаемым электролитом ввиду того, что по отношению к стали получаемые покрытия, как и никель, являются катодными. Кроме того, в электролите используется токсичная борная кислота, у него узкий интервал рабочих плотностей тока и высокая концентрация хлорида аммония, создающая дополнительные трудности при очистке сточных вод гальванического производства.
Известен пирофосфатный электролит для осаждения сплава цинк-никель [Гальванотехника: Справ, изд. Ажогин Ф.Ф., Беленький М.А., Галль И.Е. и др. - М.: Металлургия, 1987. - 736 с.], содержащий (г/л):
Режим осаждения:
Содержание никеля в указанном электролите составляет 10-30%. Недостатком аналога является невысокая коррозионная стойкость покрытий, связанная с потерей анодного характера защиты стали при высоком легировании цинка никелем. Кроме того, электролит сложен в приготовлении, а достаточно высокое количество аммиакатных и пирофосфатных комплексов никеля и цинка затруднит последующее обезвреживание сточных вод и электролита.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату, то есть прототипом, является сульфатный электролит [M.J. Rahman, S.R. Sen, M. Moniruzzaman // Journal of Mechanical Engineering, Vol. 40, No. 1, June 2009] предложенного состава (г/л):
Режим осаждения:
Недостатками прототипа являются высокая скорость коррозии Zn-Ni сплава, полученного из вышеуказанного электролита, равная 50 мкА/см2, связанная с недостаточным легированием никелем цинка. Кроме того, электролит работает при кислом рН, что приводит к повышенному выделению водорода и наводороживанию покрытий. Более высокое содержание никеля достигается при очень высоких плотностях тока, при которых получаются грубые, высокопористые покрытия, а также применяются более высокие концентрации сернокислых солей цинка и никеля, что приведет к дополнительным затратам при очистке сточных вод гальванических производств. Для поддержания буферности раствора требуется значительная концентрация сульфата натрия.
Техническим результатом изобретения является снижение скорости коррозии цинк-никелевых покрытий при сохранении покрытиями анодного характера защиты сталей (содержание никеля в покрытиях 12-15 ат.%), с одновременным снижением экологической нагрузки на очистку сточных вод за счет снижения токсичности.
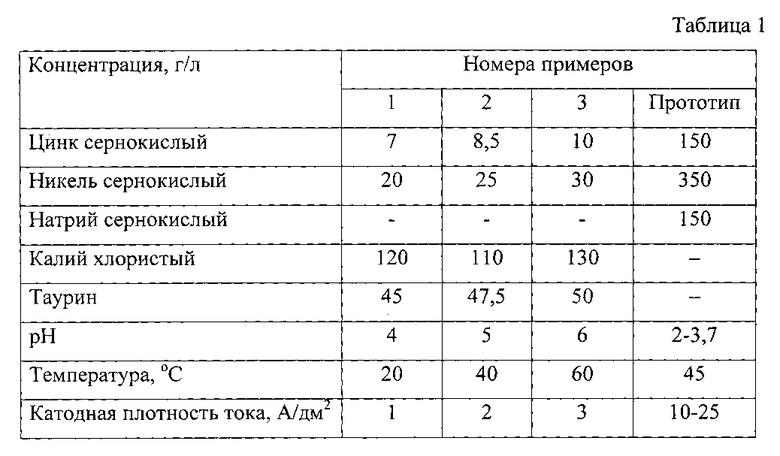
Указанный результат достигается тем, что электролит для электроосаждения цинк-никелевых покрытий, содержащий цинк сернокислый, никель сернокислый, калий хлористый, воду, согласно изобретению дополнительно содержит таурин, при следующем соотношении компонентов, г/л:
при этом рН составляет 4-6, температура 20-60°С, катодная плотность тока 0,5-3,0 А/дм2. Выход по току сплава 96-98%. Аноды - никель и цинк.
Цинк сернокислый, ГОСТ 4174-77, ч, химическая формула ZnSO4·7H2O, плотность 3,74 г/см3, растворимость в воде 36,7 г в 100 г воды при 25°С, 40,9 г при 75°С.
Никель (II) сернокислый, 7-водный, ГОСТ 4465-74, ч, химическая формула NiSO4·7H2O, плотность 1,949 г/см3, растворимость 21,4 г в 100 г холодной и 43,42 в 100 г горячей воды.
Калий хлористый, ГОСТ 4234-77, ч, химическая формула KCl, плотность 1,989 г/см3, растворимость в воде 34,3 г в 100 г воды при 20°С, 40,3 г при 40°С.
Таурин - (β-аминоэтансульфоновая кислота) HO3SCH2CH2NH2, кристаллы; хорошо растворим в воде, плохо в спирте, нерастворим в эфире. Разбавленные растворы таурина имеют нейтральную реакцию, концентрированные растворы - кислую реакцию.
Технический результат достигается за счет того, что при указанном соотношении компонентов в растворе образуются комплексные соединения цинка и никеля с таурином. Это приводит к сближению потенциалов осаждения компонентов сплава, что обеспечивает увеличение содержания никеля по сравнению с прототипом. Кроме того, добавка таурина обеспечивает стабилизацию состава покрытия при изменении условий электроосаждения. Применение указанного комплексного электролита позволяет получать покрытия сплавом цинк-никель, обладающие высокими защитными свойствами, сохранить покрытиями анодного характера защиты сталей (содержание никеля в покрытиях 12-15 ат.%), а измененная концентрация компонентов обеспечивает снижение токсичности, т.е. улучшение экологических показателей производства.
Изобретение осуществляют следующим образом.
Пример 1. Для приготовления 1 л электролита в 250 мл воды растворяют 50 г таурина. Растворяют в отдельной емкости сернокислый никель в количестве 30 г в 200 мл воды и вводят в раствор таурина. Растворяют в отдельной емкости сернокислый цинк в количестве 10 г в 100 мл воды и также вводят в раствор таурина (раствор №1). Добавляют в раствор №1 предварительно растворенный в 400 мл воды калия хлорид в количестве 130 г. После введения в электролит всех компонентов его объем доводят водой до 1 л.
Приготовленный электролит имеет следующий состав, г/л:
при этом рН составляет 6, температура 60°С, катодная плотность тока 0,5-3,0 А/дм2. Выход по току сплава 96-98%. Аноды - никель и цинк.
Примеры с другими значениями концентраций заявляемого электролита приведены в таблице 1.
При выходе за граничные значения заявляемых показателей составов и режима электроосаждения возможно нарушение стабильности раствора, а также ухудшение качества получаемых цинк-никелевых покрытий.
Из приготовленных электролитов осаждают цинк-никелевые покрытия.
Для определения диапазона рабочей плотности тока на образцы из стали наносили цинк-никелевое покрытие толщиной 6 мкм. Полученные покрытия по внешнему виду соответствуют требованиям ГОСТа 9.301-86, а по сцеплению с основным металлом - ГОСТу 9.302-88.
Для определения химического состава сплавов использовали сканирующий электронный микроскоп с интегрированной системой энергодисперсионного анализа (EDS) PHENOM proX.
С целью определения коррозионной стойкости полученные образцы испытывали в 3% NaCl. Определяли плотность тока коррозии Zn-Ni покрытие - сталь.
При всех испытаниях получаемых покрытий проводили не менее 4-5 параллельных опытов и брали среднеарифметические значения величин. Результаты испытаний представлены в таблице 2.
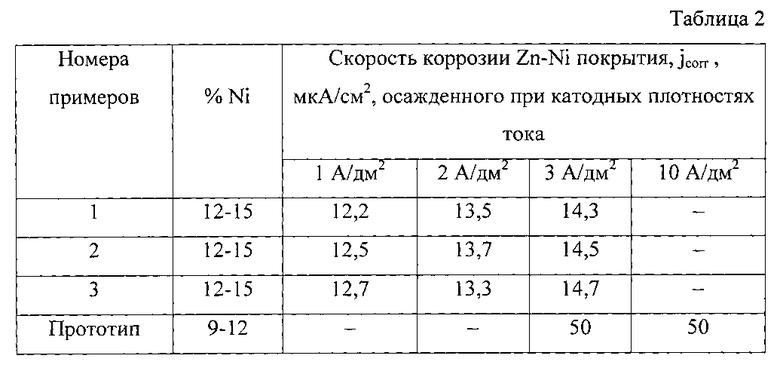
Из таблицы 2 видно, что предлагаемый электролит (примеры 1-3) позволяет получать цинк-никелевые покрытия с содержанием никеля 12-15 ат.%, которые характеризуются скоростью коррозии, в 3-4 раза меньшей по сравнению с прототипом.
Другим преимуществом заявляемого электролита является то, что он обладает более широким диапазоном рабочих плотностей тока и температуры. Кроме того, в электролите снижены концентрации основных компонентов, поэтому он имеет более низкие токсичность, а значит и стоимость, таким образом, его использование выгодно как с точки зрения экологии, так и экономики.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ЦИНК-КОБАЛЬТОВЫХ ПОКРЫТИЙ | 2014 |
|
RU2569618C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ЦИНК-НИКЕЛЕВОГО ПОКРЫТИЯ | 1992 |
|
RU2036255C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ОЛОВО-ЦИНКОВЫХ ПОКРЫТИЙ | 2024 |
|
RU2840543C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ОЛОВО-НИКЕЛЕВЫХ ПОКРЫТИЙ | 2013 |
|
RU2526656C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ЦИНК-НИКЕЛЕВОГО ПОКРЫТИЯ | 1992 |
|
RU2036254C1 |
| Способ электролитического нанесения защитно-декоративных никелевых покрытий на детали машин и оборудования | 2020 |
|
RU2754343C2 |
| ЩЕЛОЧНОЙ ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ЦИНК-НИКЕЛЕВЫХ ПОКРЫТИЙ | 2013 |
|
RU2511727C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НЕПОСРЕДСТВЕННОГО НИКЕЛИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2061104C1 |
| СПОСОБ НАНЕСЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ И МЕДНЫЕ ДЕТАЛИ В ЭЛЕКТРОЛИТЕ НИКЕЛИРОВАНИЯ | 2011 |
|
RU2489525C2 |
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
Изобретение относится к области получения гальванических покрытий цинк-никелевыми сплавами на сталях и может быть использовано в машиностроении, приборостроении, автомобильной промышленности и других областях. Электролит содержит, г/л: цинк сернокислый 7-10; никель сернокислый 20-30; калий хлористый 120-130; таурин 45-50; вода до 1 литра. Технический результат - снижение скорости коррозии цинк-никелевых покрытий при сохранении покрытиями анодного характера защиты сталей (содержание никеля в покрытиях 12-15 ат.%) с одновременным снижением экологической нагрузки на очистку сточных вод за счет снижения токсичности электролита. 2 табл., 4 пр.
Электролит для электроосаждения цинк-никелевых покрытий, содержащий цинк сернокислый, никель сернокислый, калий хлористый и воду, отличающийся тем, что он дополнительно содержит таурин, при следующем соотношении компонентов, г/л:
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ЦИНК-НИКЕЛЕВОГО ПОКРЫТИЯ | 1992 |
|
RU2036254C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ОДНОВРЕМЕННОГО ТРАВЛЕНИЯ И ОСАЖДЕНИЯ ПОКРЫТИЙ НА АЛЮМИНИЙ И ЕГО СПЛАВЫ | 2003 |
|
RU2237757C1 |
| US 1441972 A, 07.07.1976. | |||

