Изобретение относится к области кузнечно-прессового машиностроения, а именно к штамповочным прессам, преимущественно к горячештамповочным прессам.
Известны кривошипно-коленные прессы, предназначенные для выполнения операций холодной и горячей калибровки, чеканки и выдавливания рельефов [Машиностроение. Энциклопедия / Редсовет: К.В.Фролов и др. - М.: Машиностроение. Машины и оборудование кузнечно-штамповочного и литейного производства. Том IV-4 / Ю.А.Бочаров, И.В.Матвеенко и др., 2005], [1], с.276-280.
Исполнительный механизм пресса состоит из шарнирного четырехзвенника, к подвижному шарниру коромысла которого через шарнир присоединен рычаг с ползуном. При работе пресса максимальный угол отклонения коромысла от оси пресса находится в интервале 30-40°. Максимальная скорость ползуна не превышает 0,3 м/с. Максимальная начальная скорость деформирования заготовки при рабочем ходе - не более 0,15 м/с [1, с.278, рис.3.9.2]. Частота ходов ползуна для различных прессов - 20-60 мин-1 при номинальной силе 1,00-20,00 МН.
Недостаток горячей калибровки или штамповки на кривошипно-коленных прессах - длительное время контакта штампа с горячей заготовкой и, как следствие, низкая стойкость штампов и невозможность горячей штамповки заготовок небольшой толщины (например, для инструмента: гаечных ключей, кусачек) вследствие их быстрого остывания после укладки в штамп.
Известен приблизительный диапазон времени и начальной скорости деформирования для кузнечно-штамповочных машин, используемых для горячей штамповки заготовок [Бочаров Ю.А. Кузнечно-штамповочное оборудование. - М.: Издательский центр «Академия», 2008], [2], с.10 (таблица 1).
Известны гидравлические штамповочные молоты [2, с.406-420, Бочаров Ю.А., Хорычев А.А. «Гидравлические штамповочные молоты». - М.: НИИМАШ, 1974 г.], способ привода которых заключается в воздействии рабочей среды (воздуха, газа или жидкости) через шток или через поршень и шток на ползун (бабу) для их разгона с целью накопления ползуном кинетической энергии поступательного движения на ходе приближения к заготовке и деформирования заготовки за счет накопленной ползуном кинетической энергии. Часть кинетической энергии переходит в энергию упругой деформации ползуна (бабы) и шабота, которая снова переходит в кинетическую энергию, обеспечивая взаимный отскок ползуна и шабота и вследствие этого небольшое время деформирования заготовки, 0,001-0,005 с, и ее контакта с половиной штампа, закрепленной на ползуне. Горячая заготовка малой массы или малой толщины не успевает существенно остыть за небольшое время деформирования, поэтому полость штампа хорошо заполняется металлом. Этот эффект обеспечивает использование гидравлических штамповочных молотов (ГШМ) в заготовительном производстве инструментальных заводов, однако вследствие тяжелых условий труда и трудностей автоматизации процесса горячей штамповки заготовок на молотах их использование в кузнечно-штамповочном производстве сокращается.
Известен коленно-рычажный пресс с пневматическим приводом [патент RU №2338645 от 11.10.2003]. Пневматический привод в сравнении с гидравлическим имеет низкий КПД и не позволяет развивать большую силу деформирования, необходимую для штамповки заготовок.
Известны коленные прессы с приводом от горизонтально расположенных гидравлического и гидровинтового цилиндров, подвижные детали которых присоединены к шарнирному узлу [а.с. SU №166239 от 06.07.1962 г., а.с. SU №261171 от 27.12.1968 г.]. Особенность работы таких коленных прессов в том, что при ходе приближения ползуна к заготовке происходит увеличение подачи жидкости в гидровинтовой цилиндр, увеличение угловой скорости вращения гидровинтового цилиндра, а также его линейной скорости и, соответственно, угловой скорости рычагов и линейной скорости шарнирного узла до 0,85 м/с [2, с.110, рис.11.3.] и, возможно, до 1,5 м/с [2, с.53].
Деформирование совершается за счет кинетической энергии, накопленной подвижными деталями гидровинтового привода, преимущественно гидровинтовым цилиндром, при начальной скорости деформирования заготовки 0,23 м/с [2, с.110, рис.11.3.а]; возвратный ход совершается в процессе подачи жидкости в гидравлический цилиндр при вращении рычагов коленно-рычажного механизма в направлении, противоположном их вращению при ходе приближения к заготовке и при ее деформировании, или в том же направлении.
Недостаток такого коленного пресса с гидравлическим приводом - большое время деформирования заготовки (более 0,01 с) вследствие небольшой скорости поступательного движения гидроцилиндров и шарнирного узла. При длительном времени контакта горячей заготовки небольшой толщины со штампом она остывает до температуры ниже допустимой для деформирования.
Известны коленно-рычажные прессы с гидравлическим приводом [патент DE №19918700 от 26.04.1999, патент US №371049 от 04.10.1887, патент RU №2338645 от 11.10.2003, заявка WO №88/05724 от 03.02.1987], каждый из которых состоит из
- станины с первой и второй поперечинами и соединяющими их стойками с направляющими для рабочего ползуна, установленного подвижно в направляющих и делящего пространство между поперечинами на первое пространство между первой поперечиной и ползуном, в котором размещен штамп, и второе пространство между второй поперечиной и ползуном,
- по меньшей мере, одного коленно-рычажного механизма, размещенного во втором пространстве, соединяющего вторую поперечину с ползуном, имеющего первый рычаг, установленный с возможностью вращения на оси или на валу в первой поперечине и соединяющий ее через шарнирный узел со вторым рычагом, соединенным через ползунный шарнир с рабочим ползуном,
- гидравлического привода, имеющего, по меньшей мере, один гидравлический цилиндр, подвижные детали которого соединены с коленно-рычажным механизмом, а неподвижные закреплены на станине в положении, перпендикулярном направляющим рабочего ползуна.
Работа таких прессов включает следующие этапы рабочего цикла:
- поступательное и вращательное движение деталей привода ползуна до начала деформирования заготовки, совершаемое при подаче рабочей жидкости в одну из полостей гидроцилиндра,
- деформирование заготовки силой, превышающей силу, развиваемую гидроцилиндром, при продолжении подачи рабочей жидкости в ту же полость гидроцилиндра, но при более высоком давлении. После окончания хода деформирования рабочая жидкость может подаваться в ту же полость гидроцилиндра, а рычаги - вращаться в том же направлении, совершая возвратный ход ползуна. Для совершения очередного рабочего цикла рабочая жидкость подается в противоположную полость гидроцилиндра, и рычаги вращаются в противоположном направлении.
Недостаток известных коленно-рычажных прессов с приводом от гидроцилиндра в том, что разгон движущихся деталей привода и ползуна и деформирование заготовки за счет накопленной ими кинетической энергии не предусмотрены, скорость поступательного и вращательного движения деталей привода ползуна небольшая, а время контакта штампа с заготовкой большое (0,5-5 с).
Техническая задача изобретения - предложить коленный пресс с гидравлическим приводом, в котором при ходе приближения ползуна к заготовке накапливалась бы кинетическая энергия вращающихся и поступательно движущихся деталей, достаточная для совершения деформирования заготовки за небольшое время контакта штампа с заготовкой.
Техническая задача решена в коленном прессе, состоящем из
- станины с первой и второй поперечинами и соединяющими их стойками с направляющими, рабочего ползуна, установленного подвижно в направляющих и делящего пространство между поперечинами на первое пространство между первой поперечиной и ползуном, в котором размещен штамп, и второе пространство между второй поперечиной и ползуном;
- по меньшей мере, одного коленно-рычажного механизма, размещенного во втором пространстве, соединяющего вторую поперечину с ползуном, имеющего первый рычаг, установленный с возможностью вращения на оси или на валу во второй поперечине и соединяющий ее через шарнирный узел со вторым рычагом, соединенным через ползунный шарнир с рабочим ползуном;
- гидравлического привода, имеющего, по меньшей мере, один гидравлический цилиндр, подвижные детали которого соединены с коленно-рычажным механизмом, а неподвижные закреплены на станине перпендикулярно направляющим рабочего ползуна,
при этом пресс имеет, по меньшей мере,
- один дополнительный ползун, установленный с возможностью движения в дополнительных направляющих, закрепленных на станине перпендикулярно направляющим рабочего ползуна, и соединенный с подвижными деталями гидравлического цилиндра;
- отверстие в дополнительном ползуне, перпендикулярное его направляющим,
- установленное подвижно в отверстии дополнительного ползуна звено с шарниром, соединяющим его с концом первого рычага, при этом длина звена больше высоты дополнительного ползуна не менее чем на половину хода рабочего ползуна.
Коленный пресс может иметь коленно-рычажный механизм, в котором
- первый рычаг является двуплечим и состоит из первого плеча, соединенного через шарнирный узел со вторым рычагом, и второго плеча, расположенного за осью или валом на одной линии с первым плечом;
- дополнительные направляющие закреплены на второй поперечине; звено, размещенное в отверстии дополнительного ползуна, соединено шарниром с концом второго плеча первого рычага.
Коленный пресс может иметь коленно-рычажный механизм, у которого шарнирный узел имеет звено, концы которого соединены шарнирами с концами первого и второго рычагов, при этом звено размещено в отверстии дополнительного ползуна, установленного в дополнительных направляющих, закрепленных на стойках станины во втором пространстве.
Коленный пресс может быть установлен на фундаменте так, что направление движения рабочего ползуна является горизонтальным, а дополнительного ползуна - вертикальным.
На валу коленного пресса может быть закреплен конец первого рычага и маховик.
Коленный пресс с гидравлическим цилиндром, у которого дополнительные направляющие закреплены на стойках во втором пространстве, может иметь коленно-рычажный механизм, в котором первый рычаг является двуплечим и состоит из первого плеча, соединенного через шарнирный узел со вторым рычагом, и второго плеча, расположенного за осью или валом на одной линии с первым плечом; вторые дополнительные направляющие закреплены на второй поперечине перпендикулярно направляющим рабочего ползуна; второй дополнительный ползун установлен подвижно во вторых дополнительных направляющих, имеет отверстие с размещенным в нем вторым звеном с шарниром на конце, соединенным с концом второго плеча первого рычага, второй гидравлический цилиндр, подвижные детали которого соединены со вторым дополнительным ползуном, установлен на второй поперечине параллельно вторым дополнительным направляющим.
Такой коленный пресс может быть установлен на фундаменте так, что направление движения рабочего ползуна является горизонтальным, или так, что направление движения рабочего ползуна является вертикальным, а дополнительных ползунов - горизонтальным.
Отличительные признаки коленного пресса, обеспечивающие указанный выше технический эффект - деформирование заготовки за счет кинетической энергии, накопленной подвижными деталями на этапе разгона, за небольшое время контакта штампа с заготовкой, - следующие:
пресс имеет, по меньшей мере,
- один дополнительный ползун, установленный с возможностью движения в дополнительных направляющих, закрепленных на станине перпендикулярно направляющим рабочего ползуна, и соединенный с подвижными деталями гидравлического или гидропневматического цилиндра; отверстие в дополнительном ползуне, перпендикулярное его направляющим;
- установленное подвижно в отверстии дополнительного ползуна звено с шарниром, соединяющим его с концом первого рычага, при этом длина звена больше высоты дополнительного ползуна не менее чем на половину хода рабочего ползуна;
- один гидравлический цилиндр, подвижные детали которого соединены с дополнительным ползуном, установленный на станине параллельно дополнительным направляющим.
Возможны несколько вариантов исполнения конструкции коленного пресса.
В одном варианте исполнения конструкции пресса первый рычаг является двуплечим и состоит из первого плеча, соединенного через шарнирный узел со вторым рычагом, и второго плеча, расположенного за осью или валом на одной линии с первым плечом;
- звено, размещенное в отверстии дополнительного ползуна, соединено шарниром с концом второго плеча первого рычага, а дополнительные направляющие закреплены на второй поперечине.
В другом варианте шарнирный узел может иметь звено, концы которого соединены шарнирами с концами первого и второго рычагов, при этом звено размещено в отверстии дополнительного ползуна, а дополнительные направляющие могут быть закреплены на стойках станины во втором пространстве.
Пресс может быть установлен на фундаменте так, что направление движения рабочего ползуна является горизонтальным или вертикальным, а дополнительного ползуна - вертикальным или горизонтальным.
На валу пресса может быть закреплен конец первого рычага и маховик, что позволяет увеличить момент инерции вращающихся деталей привода рабочего ползуна.
В следующем варианте конструкции пресса, у которого дополнительные направляющие и гидроцилиндр закреплены на стойках станины во втором пространстве, первый рычаг является двуплечим и состоит из первого плеча, соединенного через шарнирный узел со вторым рычагом, и второго плеча, расположенного за осью или валом на одной линии с первым плечом,
- вторые дополнительные направляющие закреплены на второй поперечине перпендикулярно направляющим рабочего ползуна,
- второй дополнительный ползун установлен подвижно во вторых дополнительных направляющих, имеет отверстие с размещенным в нем вторым звеном с шарниром на конце, соединенным с концом второго плеча первого рычага,
- второй гидравлический цилиндр, подвижные детали которого соединены со вторым дополнительным ползуном, установлен на второй поперечине параллельно вторым дополнительным направляющим.
Указанная выше совокупность признаков пресса не обнаружена при проведении патентно-информационных исследований, поэтому техническое решение соответствует критерию «новизна». Данная совокупность признаков не характерна для конструкций штамповочных коленных прессов и не следует явно из уровня кузнечно-штамповочной техники. Кроме того, именно предложенная новая совокупность признаков характеризует конструкцию коленного пресса, у которого подвижные детали могут накапливать кинетическую энергию, достаточную для деформирования заготовки, за счет энергии рабочей жидкости, поступающей от гидропривода в гидроцилиндр.
На фиг.1 показана конструктивная схема коленного пресса с гидравлическим приводом с дополнительным ползуном, подвижным в направляющих на верхней поперечине.
На фиг.2 - конструктивная схема коленного пресса с дополнительными направляющими и ползуном во втором пространстве пресса.
На фиг.3 - конструктивная схема коленного пресса с двумя дополнительными направляющими ползунами и гидроцилиндрами.
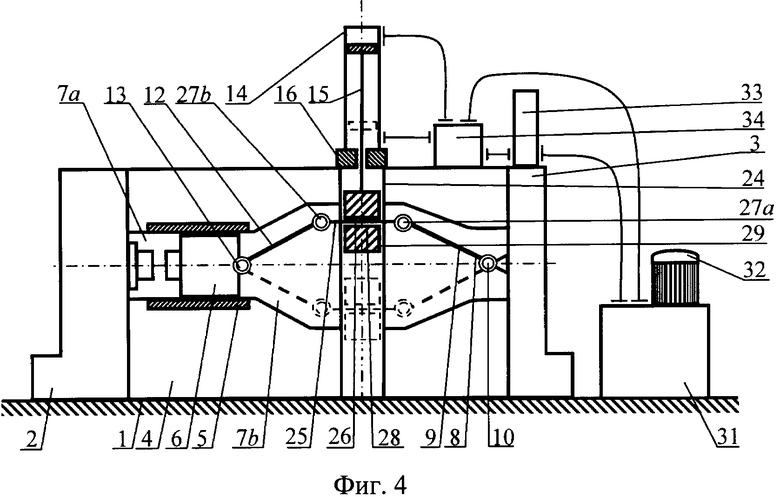
На фиг.4 - конструктивная схема коленного пресса с гидравлическим приводом, установленного на фундаменте горизонтально.
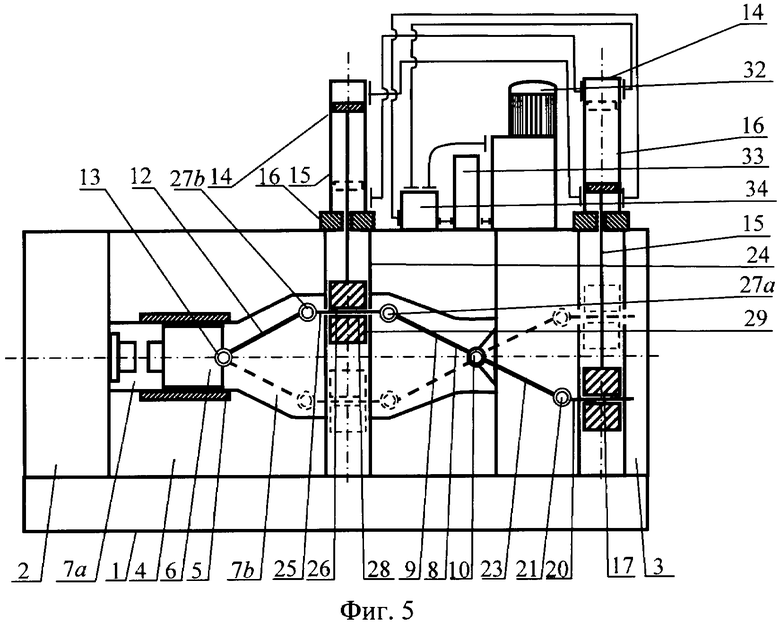
На фиг.5 - конструктивная схема коленного пресса с гидравлическим приводом с двумя вертикально расположенными гидроцилиндрами, установленного на фундаменте горизонтально.
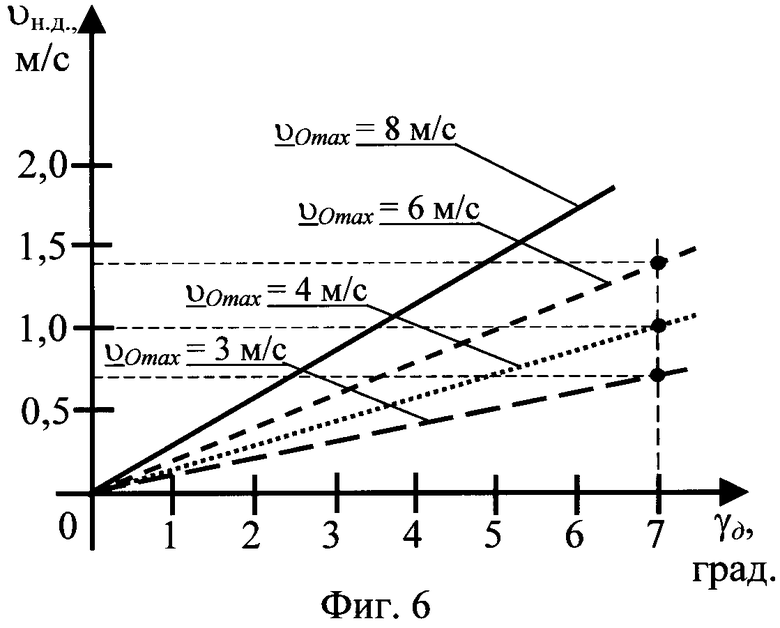
На фиг.6 показана диаграмма зависимости начальной скорости деформирования заготовки от угла поворота первого рычага.
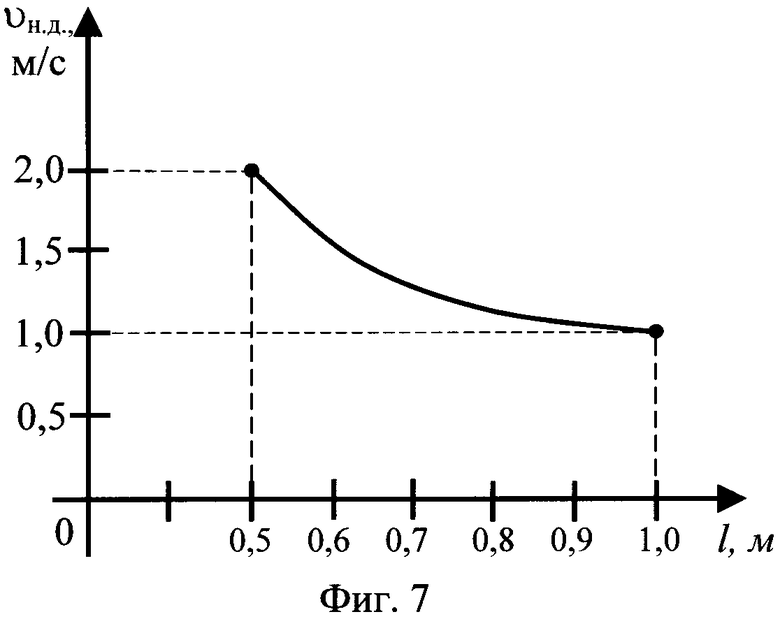
На фиг.7 - диаграмма зависимости начальной скорости деформирования заготовки от длины первого рычага.
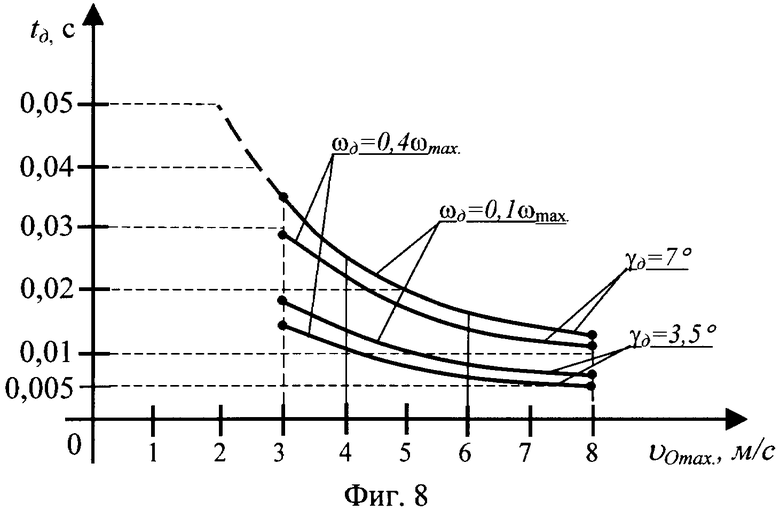
На фиг.8 - диаграмма зависимости длительности деформирования заготовки от максимальной окружной скорости коленного шарнира и от его скорости в момент окончания деформирования заготовки.
Коленный пресс (фиг.1-5) состоит из
- станины 1 с первой 2 и второй 3 поперечинами и соединяющими их стойками 4 с направляющими 5, рабочего ползуна 6, установленного подвижно в направляющих 5 и делящего пространство между поперечинами 2 и 3 на первое пространство 1а между первой поперечиной 2 и ползуном 6, в котором размещен штамп, и второе пространство 7b между второй 3 поперечиной и ползуном 6,
- по меньшей мере, одного коленно-рычажного механизма 8, размещенного во втором пространстве, соединяющего вторую поперечину 3 с ползуном 6, имеющего первый рычаг 9, установленный с возможностью вращения на оси или на валу 10 во второй 3 поперечине и соединяющий ее через шарнирный узел 11 со вторым рычагом 12, соединенным через ползунный шарнир 13 с рабочим ползуном 6,
- гидравлического привода, имеющего, по меньшей мере, один гидравлический цилиндр 14, подвижные детали 15 которого соединены с коленно-рычажным механизмом 8, а неподвижные детали 16 закреплены на станине 1 в положении, перпендикулярном направляющим 5,
при этом пресс имеет, по меньшей мере,
- один дополнительный ползун 17, установленный с возможностью движения в дополнительных направляющих 18, закрепленных на станине 1 перпендикулярно направляющим 5 и соединенный с подвижными деталями гидравлического цилиндра; ползун 17 имеет отверстие, перпендикулярное его направляющим 18,
- установленное подвижно в отверстии 19 дополнительного ползуна 17 звено 20 с шарниром 21, соединяющим его с концом первого рычага 9.
В варианте исполнения коленного пресса (фиг.1) первый рычаг 9 является двуплечим и состоит из первого плеча 22, соединенного через шарнирный узел 11 со вторым рычагом 12, и второго плеча 23, расположенного за осью или валом 10 на одной линии с первым плечом 22.
В этом варианте дополнительные направляющие 18 закреплены на второй поперечине 3; звено 20, размещенное в отверстии 19 дополнительного ползуна 17, соединено шарниром 21 с концом второго плеча 23 первого рычага 9.
В вариантах исполнения коленного пресса (фиг.2-5) дополнительные направляющие 24 закреплены на стойках 4 станины 1 во втором пространстве 7, шарнирный узел 25 имеет звено 26 длиной l (фиг.2), концы которого соединены шарнирами 27а и 27b с концами первого 9 и второго 12 рычагов, при этом звено 26 размещено в отверстии 28 дополнительного ползуна 29 высотой h (фиг.2), а длина звена 25 больше высоты ползуна 29 более чем на половину хода H (фиг.2) рабочего ползуна 6 (l>H+h).
В зависимости от запроектированной технологии коленный пресс может быть установлен на фундаменте так, что направление движения рабочего ползуна 6 является горизонтальным, а одного дополнительного ползуна 29 (фиг.4) или двух дополнительных ползунов (фиг.5) - вертикальным.
На валу 10 пресса может быть закреплен первый рычаг 9 и маховик 30 (фиг.2).
Коленный пресс (фиг.3), имеющий дополнительные направляющие 24, закрепленные на стойках 4 в пространстве 7, может иметь двуплечий первый рычаг 9, состоящий из первого плеча 22, соединенного через шарнирный узел 25 со вторым рычагом 12, и второго плеча 23, расположенного за осью или валом 10,
- вторые дополнительные направляющие 18 закреплены на второй поперечине 3 перпендикулярно направляющим 5,
- второй дополнительный ползун 17 установлен подвижно во вторых дополнительных направляющих 18, имеет отверстие 19 с размещенным в нем вторым звеном 20 с шарниром 21 на конце, соединенном с концом второго плеча 23 первого рычага 9,
- второй гидравлический цилиндр 14, подвижные детали 15 которого соединены со вторым дополнительным ползуном 17, установлен на второй поперечине 3 параллельно вторым дополнительным направляющим 18.
Коленный пресс, имеющий присоединенные к коленно-рычажному механизму два дополнительных ползуна 17 и 29, подвижные в дополнительных направляющих 18 и 24, и цилиндры 14 и 22, может быть установлен на фундаменте (не показан) так, что направление движения рабочего ползуна 6 горизонтальное, а дополнительных ползунов 17 и 29 - вертикальное.
Гидравлический привод предпочтительно является насосно-аккумуляторным, обеспечивающим высокий КПД работы коленного пресса в значительной мере благодаря современным системам программного управления; применяемым в кузнечно-штамповочном оборудовании [1, с.495-500; патент RU №2334583, http://molot-npp.ru]. Насосно-аккумуляторный привод коленного пресса (фиг.1-5) состоит из бака 31 с рабочей жидкостью, с системами регулирования ее температуры и фильтрации (не показаны), электродвигателя 32 с насосом (не показан), гидроаккумулятора 33, блока управления 34 и магистралей, соединяющих элементы гидропривода с полостями одного (фиг.1, 2, 4) или двух (фиг.3-5) гидравлических цилиндров.
Рабочий цикл предложенного коленного пресса включает следующие этапы:
- разгон подвижных деталей коленно-рычажного механизма 8, гидроцилиндра 14 или 22, дополнительного ползуна 17 или 29 (фиг.1, 2, 4), ползуна 6 или коленно-рычажного механизма 8, гидроцилиндров 14 и 22 и двух дополнительных ползунов 17 и 29 и ползуна 6 (фиг.3-5) для накопления кинетической энергии в процессе их движения до начала деформирования заготовки;
- деформирование заготовки за счет кинетической энергии, накопленной подвижными деталями пресса;
- возвратный ход рабочего ползуна 6 и подвижных деталей,
При насосно-аккумуляторном приводе разгон подвижных деталей может совершаться до достижения первым рычагом 9 максимальной угловой скорости, выбираемой из диапазона:
где ωmax - максимальная угловая скорость первого рычага 9, достигаемая к началу деформирования заготовки;
l - расстояние между центрами оси вращения или вала 10 и шарнирного узла 11 (на фиг.1) или 27a (на фиг.2).
Для уменьшения масс движущихся деталей угловую скорость необходимо увеличивать, а для снижения динамических нагрузок на пресс и фундамент при деформировании, а также для повышения КПД пресса максимальную скорость разгона нужно уменьшать, поэтому разгон подвижных деталей целесообразно совершать до достижения первым рычагом 9 максимальной угловой скорости, выбираемой из диапазона:
В зависимости от условий технологического процесса штамповки разгон и деформирование совершаются при принятом для коленных прессов угле поворота первого рычага 9, выбираемом из диапазона  радиан, и за счет изменения угла поворота при разгоне можно регулировать величину кинетической энергии, накапливаемой подвижными деталями.
радиан, и за счет изменения угла поворота при разгоне можно регулировать величину кинетической энергии, накапливаемой подвижными деталями.
Для уменьшения длительности процесса штамповки и времени контакта заготовки со штампом деформирование заготовки завершается при угловой скорости первого рычага 9, превышающей ωд>0,1ωmax с-1, но не более 3,2 м/с, где ωд - угловая скорость первого рычага 9 в момент окончания деформирования заготовки, а возвратный ход ползуна 6 совершается при движении деталей коленно-рычажного механизма 8 и гидроцилиндра в том же направлении, что и при их разгоне. При меньшей угловой скорости первого рычага 9 время контакта заготовки со штампом может превысить величину, допустимую условиями штамповки тонкостенной горячей заготовки (0,05 с).
Для полного использования производительности пресса возвратный ход совершается при угле поворота первого рычага 9, выбираемом из диапазона  радиан при движении подвижных деталей в том же направлении, что и при их разгоне и деформировании заготовки, а следующий рабочий цикл совершается при ускоренном движении подвижных деталей пресса в направлении, противоположном их движению при предыдущем рабочем цикле, до достижения при их разгоне угловой скорости первого рычага 9 и величины кинетической энергии подвижных деталей пресса, достаточной для деформирования заготовки в штампе.
радиан при движении подвижных деталей в том же направлении, что и при их разгоне и деформировании заготовки, а следующий рабочий цикл совершается при ускоренном движении подвижных деталей пресса в направлении, противоположном их движению при предыдущем рабочем цикле, до достижения при их разгоне угловой скорости первого рычага 9 и величины кинетической энергии подвижных деталей пресса, достаточной для деформирования заготовки в штампе.
Для достижения производительности процесса штамповки на коленном прессе с гидравлическим приводом, не меньшей, чем на гидравлическом штамповочном молоте, частота рабочих циклов пресса может достигать 90 мин-1 при номинальной кинетической энергии деталей привода ползуна.
Начальная скорость деформирования заготовки определяется по формуле:
υн.д.=ωmax·l·sinγ∂=υOmax·sinγ∂,
где υн.д. - начальная скорость деформирования заготовки и соответственно ползуна 6 с верхней половиной штампа; при l=0,5 м υн.д.=3÷8 sinγд, м/с;
υOmax - окружная скорость центра коленного шарнира 11 (фиг.1, 3) и 27а (фиг.2, 3, 5), υOmax=3÷8 м/с;
γд - угол между осью пресса (направляющей ползуна) и первым рычагом 9 коленно-рычажного механизма 8 в начале деформирования заготовки,
γд=45°-γp,
где γp - угол поворота первого рычага 9 при разгоне,
l - расстояние между центрами оси или вала 10 первого рычага 9 и коленного шарнира 11 или 27а.
Величина хода рабочего ползуна 6 при деформировании заготовки
Hд=2l(l-cosγд).
Диаграмма зависимости начальной скорости деформирования заготовки при υOmax=3, 4, 6, 8 м/с и γд=7°, построенная по данным табл.2, приведена на фиг.6. При υOmax=8 м/с начальная скорость деформирования υн.д.=1,5 м/с возникает при γд≈5,5°.
Диаграмма зависимости скорости ползуна 6 в начале деформирования от длины первого рычага 9 показана на фиг.7.
Предложен способ работы коленно-рычажного пресса с гидравлическим приводом, при котором функциональные параметры коленно-рычажного пресса и процесса деформирования (начальная скорость деформирования заготовки (фиг.6), длительность этапа деформирования (фиг.8), длительность рабочего цикла коленно-рычажного пресса и частота ходов) занимает промежуточное положение между параметрами процессов деформирования на гидравлическом штамповочном молоте и винтовом прессе.
Учитывая, что рекомендуемые скорости горячего деформирования сталей находятся в интервале 0,6-2,5 м/с [Бочаров Ю.А. Винтовые прессы. М.: «Машиностроение», 1976, с.39], использование гидравлического насосно-аккумуляторного привода позволяет существенно увеличить технологические возможности коленных прессов с гидравлическим приводом путем увеличения скорости рабочего ползуна и уменьшения длительности процесса деформирования заготовки.
Снижение окружной скорости коленного шарнира 11 или 27a ниже 3 м/с вызывает существенное увеличение длительности процесса деформирования до 0,05 с, а ее повышение более 8 м/с приводит к значительному увеличению начальной скорости деформирования заготовки, к ударным явлениям, снижению КПД гидропривода и повышению его стоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЕННО-РЫЧАЖНЫЙ ПРЕСС С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2010 |
|
RU2425730C1 |
| СПОСОБ ШТАМПОВКИ НА КОЛЕННОМ ПРЕССЕ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2010 |
|
RU2425728C1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| Штамповочный молот | 1985 |
|
SU1296273A1 |
| ШТАМПОВОЧНЫЙ ПРЕСС | 2007 |
|
RU2345892C2 |
| КОЛЕННО-РЫЧАЖНЫЙ ПРИВОД МЕХАНИЧЕСКОГО ПРЕССА С ДВОЙНЫМ ПРОХОДОМ КРАЙНЕГО РАБОЧЕГО ПОЛОЖЕНИЯ ПОЛЗУНА | 2014 |
|
RU2583211C1 |
| Вертикальная установка для штамповки деталей | 1985 |
|
SU1219220A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU302161A1 |
| МЕХАНИЧЕСКИЙ РУЧНОЙ ПРЕСС | 2005 |
|
RU2298479C1 |
| Винтовой пресс-молот | 1974 |
|
SU532532A1 |

Изобретение относится к кузнечно-прессовому машиностроению, в частности к штамповочным прессам, преимущественно горячештамповочным. Коленный пресс с гидравлическим приводом содержит станину с первой и второй поперечинами и стойками. В направляющих стоек подвижно установлен рабочий ползун, делящий пространство между поперечинами. В первом пространстве между первой поперечиной и ползуном размещен штамп. Во втором пространстве между второй поперечиной и ползуном расположен, по меньшей мере, один коленно-рычажный механизм с первым и вторым рычагами. Гидравлический привод имеет по меньшей мере один гидравлический цилиндр. В прессе предусмотрен по меньшей мере один дополнительный ползун, который перемещается в дополнительных направляющих, перпендикулярных направляющим рабочего ползуна. В дополнительном ползуне имеется отверстие, перпендикулярное дополнительным направляющим, в котором подвижно установлено звено с шарниром, соединяющим его с концом первого рычага коленно-рычажного механизма. В результате при ходе приближения ползуна обеспечивается накопление кинетической энергии, достаточной для деформирования заготовки за небольшое время контакта с ней штампа. 12 з.п. ф-лы, 8 ил., 3 табл.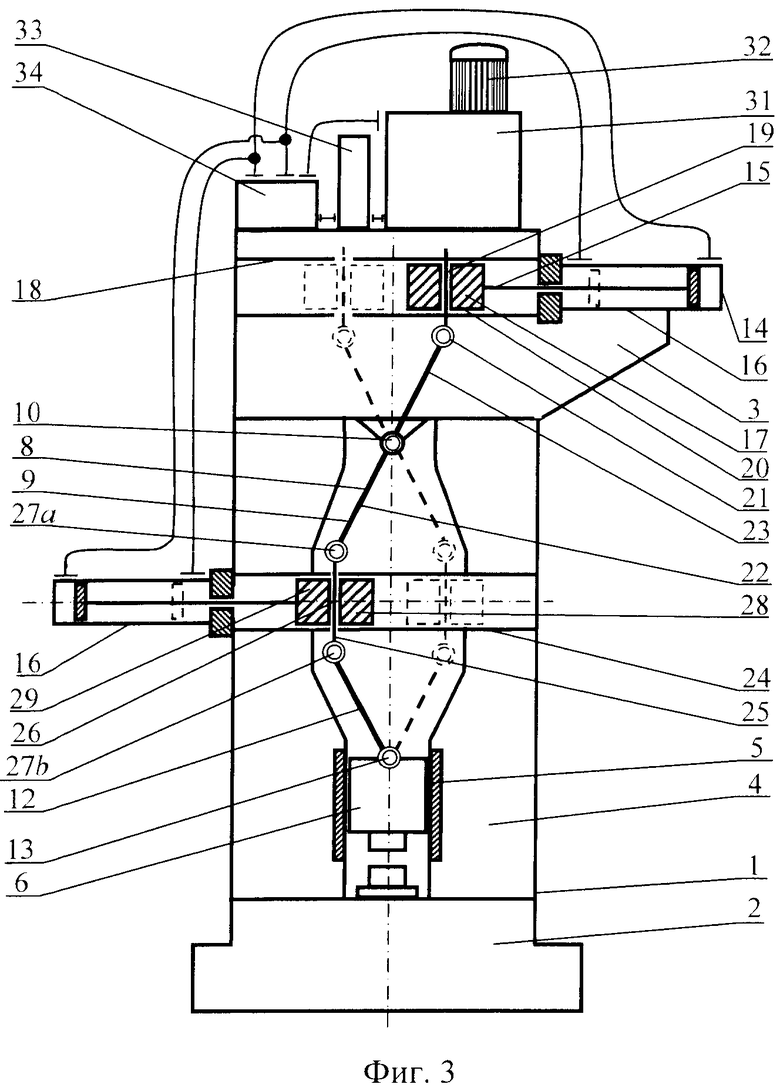
1. Коленный пресс с гидравлическим приводом, содержащий станину с первой и второй поперечинами и соединяющими их стойками с направляющими, рабочий ползун, установленный подвижно в направляющих и делящий пространство между поперечинами на первое пространство между первой поперечиной и ползуном, в котором размещен штамп, и второе пространство между второй поперечиной и ползуном, по меньшей мере один коленно-рычажный механизм, размещенный во втором пространстве, соединяющий вторую поперечину с ползуном, имеющий первый рычаг, установленный с возможностью вращения на оси или на валу во второй поперечине и соединяющий ее через шарнирный узел со вторым рычагом, соединенным через ползунный шарнир с рабочим ползуном, гидравлический привод, имеющий по меньшей мере один гидравлический цилиндр, подвижные детали которого соединены с коленно-рычажным механизмом, а неподвижные закреплены на станине перпендикулярно направляющим рабочего ползуна, отличающийся тем, что он снабжен по меньшей мере одним дополнительным ползуном, установленным с возможностью движения в дополнительных направляющих, закрепленных на станине перпендикулярно направляющим рабочего ползуна, соединенным с подвижными деталями гидравлического цилиндра и выполненным с отверстием, перпендикулярным дополнительным направляющим, и подвижно установленным в указанном отверстии дополнительного ползуна звеном с шарниром, соединяющим его с концом первого рычага коленно-рычажного механизма.
2. Пресс по п.1, отличающийся тем, что первый рычаг является двуплечим и состоит из первого плеча, соединенного через шарнирный узел со вторым рычагом, и второго плеча, расположенного за осью или валом на одной линии с первым плечом, при этом дополнительные направляющие закреплены на второй поперечине, звено, размещенное в отверстии дополнительного ползуна, соединено шарниром с концом второго плеча первого рычага.
3. Пресс по п.1, отличающийся тем, что дополнительные направляющие закреплены на стойках станины во втором пространстве, при этом шарнирный узел имеет установленное в отверстии дополнительного ползуна звено, концы которого соединены шарнирами с концами первого и второго рычагов, причем упомянутое звено имеет длину, которая превышает высоту дополнительного ползуна не менее чем на половину хода рабочего ползуна.
4. Пресс по п.3, отличающийся тем, что он установлен на фундаменте так, что направление движения рабочего ползуна является горизонтальным, а дополнительного ползуна - вертикальным.
5. Пресс по п.3, отличающийся тем, что на валу закреплены конец первого рычага и маховик.
6. Пресс по п.5, отличающийся тем, что он установлен на фундаменте так, что направление движения рабочего ползуна является горизонтальным, а дополнительного ползуна - вертикальным.
7. Пресс по п.3, отличающийся тем, что первый рычаг является двуплечим и состоит из первого плеча, соединенного через шарнирный узел со вторым рычагом, и второго плеча, расположенного за осью или валом на одной линии с первым плечом, на второй поперечине перпендикулярно направляющим рабочего ползуна закреплены вторые дополнительные направляющие, в которых подвижно установлен второй дополнительный ползун, имеющий отверстие с размещенным в нем вторым звеном с шарниром на конце, соединенным с концом второго плеча первого рычага, а на второй поперечине параллельно вторым дополнительным направляющим установлен второй гидравлический цилиндр, подвижные детали которого соединены со вторым дополнительным ползуном.
8. Пресс по п.7, отличающийся тем, что он установлен на фундаменте так, что направление движения рабочего ползуна является горизонтальным.
9. Пресс по п.7, отличающийся тем, что он установлен на фундаменте так, что направление движения рабочего ползуна является вертикальным, а дополнительных ползунов - горизонтальным.
10. Пресс по п.7, отличающийся тем, что на валу закреплены двуплечий рычаг и маховик.
11. Пресс по п.10, отличающийся тем, что он установлен на фундаменте так, что направление движения рабочего ползуна является горизонтальным.
12. Пресс по п.10, отличающийся тем, что он установлен на фундаменте так, что направление движения рабочего ползуна является вертикальным, а дополнительных ползунов - горизонтальным.
13. Пресс по любому из пп.1-12, отличающийся тем, что привод является насосно-аккумуляторным.
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ, В ЧАСТНОСТИ РЕЛЬЕФНОЙ ФОРМОВКИ ПЛОСКИХ ЭЛЕМЕНТОВ И/ИЛИ ПРОБИВКИ В НИХ ОТВЕРСТИЙ | 2003 |
|
RU2338645C2 |
| КОЛЕННЫЙ ПРЕСС | 0 |
|
SU258032A1 |
| КОЛЕННЫЙ ПРЕСС | 0 |
|
SU328004A1 |
| DE 19918700 А1, 02.11.2000. | |||

