Изобретение относится к технологиям изменения структуры или химического состава приповерхностного слоя объектов, выполненных из металлов или сплавов, например азотирования, цементации, легирования и др., с целью существенного улучшения функциональных свойств поверхностного слоя, таких как: износостойкость, ударопрочность, химическая и коррозионная устойчивость, и может использоваться для обработки поверхности деталей машин и механизмов, трубопроводов и насосов, элементов корпусов, функциональных и несущих металлоконструкций, отвечающих за основные характеристики, межремонтный и полный ресурс конечного продукта или технической системы.
Металлические поверхности, стойкие к износу и ударам, химическому и окислительному воздействию, необходимы для разнообразного использования, например в машиностроении, автоматике, сельском хозяйстве, железнодорожной промышленности, самолетостроении, химической, нефтедобывающей и других отраслях промышленности. Стоимость восстановления изношенных поверхностей деталей машин и механизмов, трубопроводов, их элементов весьма значительна. Для снижения изнашивания поверхностей при трении и предупреждения коррозии традиционно используют смазочное масло. Также для упрочнения поверхности повсеместно используют азотирование, при выполнении которого применяются ванны с солями цианидов. Однако все эти технологии не только дороги сами по себе, но и опасны для окружающей среды.
Для предотвращения разрушения от коррозии и ударов основных поверхностей альтернативным решением может быть их покрытие защитным слоем, при этом они остаются в неприкосновенности. Однако такие покрытия могут существенно повысить вес узлов и механизмов. Хотя стоимость защиты поверхности от механического износа велика, еще выше стоимость защиты от коррозии и химического воздействия. Немецкая компания AUDI предложила лазерную систему, в которой используется ультрафиолетовый эксимерный лазер для модификации структуры поверхности и/или химического состава, чтобы создать защитное покрытие на поверхности двигателя. Такая система вращает блок двигателя, а лазер остается неподвижным. Это неэффективно с точки зрения обработки изогнутых поверхностей и имеет высокую стоимость. По этим причинам использование такого способа и системы ограничено.
Известен способ модификации поверхности объектов, выполненных из конструкционной стали, включающий очистку поверхности механическими средствами, покрытие гелем из нитрида кремния, сушку поверхности и обработку поверхности СO2-лазером [Патент США №5411770, МПК С23С 10/00]. В результате гель реагирует с поверхностью с образованием упрочненного сплава, обогащенного кремнием. Этот способ принят за прототип изобретения.
К недостаткам прототипа относится его ограниченность созданием только одного типа покрытия на металлической поверхности.
Изобретение решает задачу создания способа модификации поверхности, который позволяет получать на металлических поверхностях разнообразные покрытия.
Поставленная задача решается тем, что предлагается способ модификации поверхности объекта, выполненного из металла или сплава, в соответствии с которым формируют поток рабочего газа, содержащего несущий газ и химически активные реагенты и/или легирующие добавки, и направляют названный поток рабочего газа на модифицируемую поверхность, при этом на названную модифицируемую поверхность воздействуют лазерным импульсно-периодическим излучением с образованием на названной модифицируемой поверхности и/или в ее приповерхностной области лазерной плазмы.
Лучшие результаты получают, если поток рабочего газа формируют с давлением не ниже 0.5 атм.
При осуществлении способа, как правило, воздействие на модифицируемую поверхность лазерным импульсно-периодическим излучением осуществляют многократно.
В качестве несущего газа могут использовать инертный газ или смесь инертных газов.
Также в качестве несущего газа могут использовать химически активный газ или смесь химически активных газов.
При осуществлении способа модифицируемую поверхность могут перемещать.
Многократное, не менее 3-5, а преимущественно 10-100, разовое воздействие импульсно-периодического лазерного излучения на поверхность осуществляется сериями лазерных импульсов при неподвижном объекте или постоянно повторяющимися лазерными импульсами при относительном перемещении области облучения и поверхности объекта.
Интенсивность воздействия лазерного излучения и приповерхностной плазмы предпочтительно обеспечивают нагрев поверхности объекта выше точки плавления уже в начальной части серии импульсов (преимущественно до 0,2 общего количества импульсов), а частота следования импульсов обеспечивает в основной части серии (после начальной) поддержание температуры поверхности в моменты перед началом очередного импульса в диапазоне от несколько меньшей (на 30-100 градусов) температуры плавления до приблизительно половины температуры плавления (например, для чугунов и сталей преимущественно выше температуры аустенизации).
Область воздействия лазерного излучения на поверхность формируется близкой по форме к области воздействия потока рабочего газа. Интенсивность излучения предпочтительно формируется постоянной по области облучения поверхности.
В качестве несущего газа могут использоваться как инертные газы: аргон, гелий, неон, которые не участвуют в протекающих в плазме химических реакциях, так и химически активные газы: азот, угарный газ, аммиак, пропан и др. или их смеси, которые могут участвовать в протекающих в плазме химических реакциях и быть источниками легирующих элементов.
Давление в потоке газа предпочтительно поддерживается выше атмосферного давления, но в некоторых случаях оно может быть ниже, например, при работе с токсическими газами с необходимостью откачки и утилизации вредных выбросов.
Скорость потока рабочего газа обеспечивает смену исходных реагирующих/легирующих компонентов и в зависимости от частоты следования лазерных импульсов поддерживается в диапазоне 1-100 м/с.
Легирующие добавки или/и химически активные реагенты могут содержаться в рабочем газе в виде газов, паров, микро- и/или наноаэрозолей, в том числе в виде стехиометрической смеси различных аэрозолей, в том числе тугоплавких.
Обрабатываемая поверхность во время процесса лазерно-плазменной модификации может перемещаться, если это необходимо.
Способ основан на зажигании лазерной плазмы вблизи поверхности обрабатываемого объекта, на которую также воздействует поток несущего газа, содержащий легирующие добавки и/или химически активные реагенты, ее поддержании и управлении ею, а также осуществлении плазмохимических реакций, как непосредственно в названной плазме, так и на поверхности обрабатываемого объекта с одновременной термохимической обработкой поверхности металла с целью получения модифицированного поверхностного слоя объекта, обладающего высокими эксплуатационными свойствами.
Например, способ применим для азотирования и/или цементации поверхности чугунов и сталей, для легирования чистыми металлами или сплавами с формированием пересыщенных твердых растворов и образованием интерметаллидов, для легирования карбидами тугоплавких металлов (TiC, VC, TaC, WC и др).
В частности, способ применим для высокопроизводительной лазерно-плазменной модификации поверхности гильз цилиндров двигателей внутреннего сгорания с образованием высокотвердого наноструктурированного поверхностного слоя (толщиной десятки-сотни нанометров), содержащего карбиды и нитриды железа, а также подслой толщиной до десятков микрон с преимущественно мартенситной структурой.
Этот способ может быть осуществлен с использованием предлагаемого устройства.
Устройство для модификации металлической поверхности объекта содержит реакционную камеру, снабженную средством позиционирования обрабатываемого объекта, входом для потока рабочего газа и входом для лазерного излучения, источник рабочего газа, средство формирования потока рабочего газа в реакционной камере, импульсно-периодический лазер и средство доставки лазерного излучения в реакционную камеру и фокусировки луча, выполненное с возможностью направления луча на модифицируемую поверхность объекта.
Устройство целесообразно оснастить средством управления в виде управляющего процессора.
Средство позиционирования обрабатываемого объекта может быть выполнено с возможностью его перемещения.
Средство доставки лазерного излучения в реакционную камеру и фокусировки луча выполнено таким образом, что лазерный луч воздействует на модифицируемую поверхность.
Первый вариант устройства для модификации поверхности изображен на фиг.1.
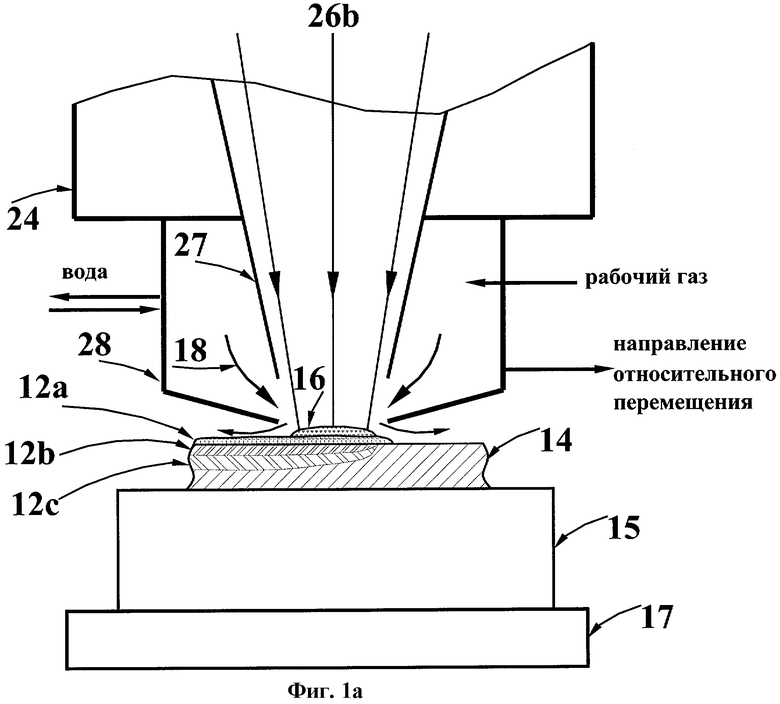
Схема лазерно-плазменного воздействия на поверхность объекта изображена на фиг.1а.
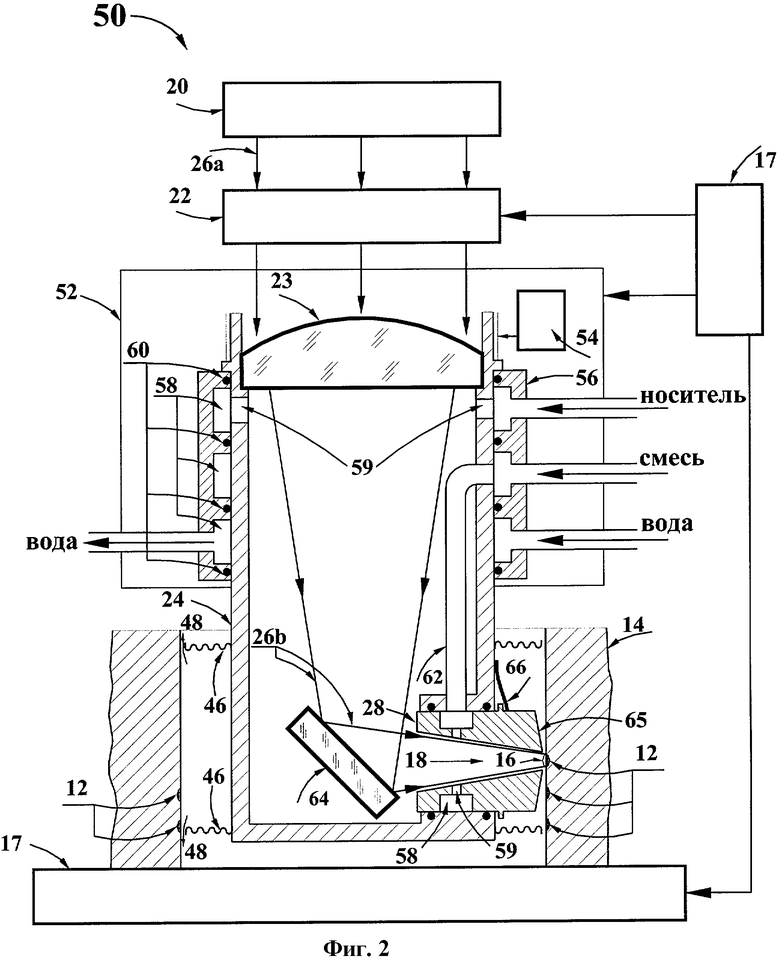
Второй вариант устройства для модификации поверхности описанным способом изображен на фиг.2.
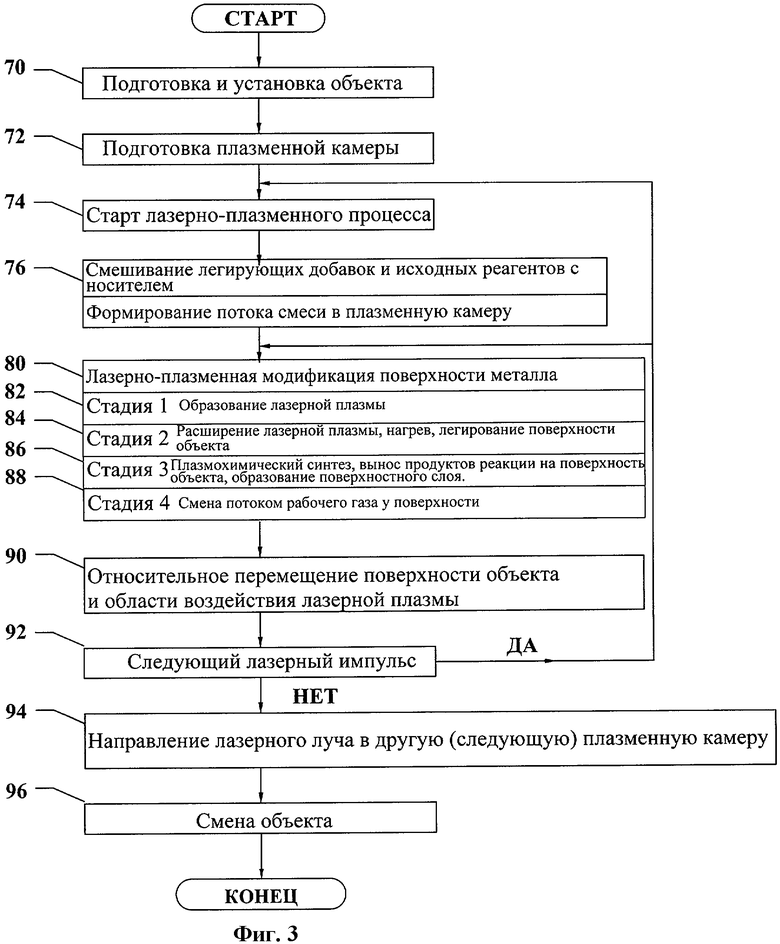
Последовательность стадий осуществления способа модификации поверхности приведена на фиг.3.
На фиг.1, 1а и 2 следующие позиции означают:
10 - устройство для осуществления способа модификации внешних поверхностей или внутренних открытых полостей с радиусом кривизны поверхности не менее 0,1 м;
12 - модифицированный слой поверхности;
12а - поверхностная зона, преимущественно состоящая из синтезированных в плазме или на поверхности целевых соединений или слоя легирующих элементов/соединений;
12b - зона, свойства и характеристики которой, в основном, определяются диффузией легирующих элементов;
12с - зона, свойства и структура которой, в основном, определяются термическими фазовыми превращениями;
14 - обрабатываемый объект;
15 - термостат - средство нагрева или охлаждения обрабатываемого объекта;
16 - лазерная плазма;
17 - средство позиционирования/перемещения обрабатываемого объекта и/или реакционной камеры;
18 - поток рабочего газа;
20 - импульсно-периодический лазер;
22 - оптическая система для транспортировки и формирования зоны облучения на модифицируемой поверхности объекта;
23 - оптическое окно для входа в реакционную камеру лазерного излучения;
24 - реакционная камера;
26 - лазерное излучение;
27 - элемент для каналирования луча и защитного газа;
28 - средство формирования потока рабочего газа;
29 - поток защитного газа;
30 - средство управления;
32 - система измерения и контроля характеристик лазерного излучения;
34 - система измерения и контроля характеристик излучения лазерной плазмы и температуры обрабатываемой поверхности;
36 - регулируемый вентиль;
37 - регулируемый вентиль/вентили;
38 - регулируемый вентиль/вентили;
40 - средство подготовки/смешения с легирующими добавками и химическими реагентами рабочего газа;
42 - средство подачи несущего газа;
44 - источник газа (источники газов) - носителя и/или активного газа (газов);
46 - элемент реакционной камеры, обеспечивающий малый зазор с поверхностью обрабатываемого объекта 14;
48 - поток отработанного рабочего газа;
50 - устройство для осуществления способа модификации внутренних цилиндрических поверхностей с вращающейся реакционной камерой;
52 - перемещаемая платформа;
54 - средство вращения реакционной камеры;
56 - обойма, служащая также коллектором для подачи в реакционную камеру газов и охлаждения;
58 - внутренние кольцевые канавки;
59 - сквозные отверстия;
60 - прокладки;
62 - средство подачи рабочего газа;
64 - зеркало;
65 - торец средства 28 со стороны поверхности объекта 14;
66 - пружина.
С помощью устройства 10, показанного на фиг.1, способ модификации внешних поверхностей или внутренних открытых полостей с радиусом кривизны поверхности не менее 0,1 м осуществляют следующим образом.
Излучение 26 импульсно-периодического лазера 20 оптической системой 22 для транспортировки и формирования лазерного луча направляется в реакционную камеру 24 и совмещается со скоростным потоком 18 рабочего газа, состоящим из несущего газа и легирующих элементов, химически активных реагентов. В области воздействия лазерного луча на поверхность должна быть обеспечена интенсивность выше пороговой для зажигания приповерхностной лазерной плазмы 16 (фиг.3). Например, для СO2-лазера уровень интенсивности излучения в зависимости от вида газа-носителя (аргон, гелий, неон, азот, кислород и др.), вида реагентов и легирующих добавок (пары, аэрозоли), длительности и частоты следования лазерных импульсов обычно находится в диапазоне 0,1-100 МВт/см2, но этот диапазон может быть и шире. Не вдаваясь в детали физических и физико-химических механизмов, процесс образования (80 фиг.3) модифицированного слоя 12 можно разделить на четыре основные стадии, которые рассмотрим для основной части (после начальной) серии импульсов, когда процесс становиться стабильно повторяющимся.
Стадия 1 (82 фиг.3): - образование лазерной плазмы. В первой фазе стадии 1 на переднем фронте лазерного импульса происходит быстрый нагрев поверхностного слоя (12а фиг.1а), сопровождающийся термо/фотоэмиссией электронов. Эти электроны вместе с электронами, оставшимися от предыдущей лазерной плазмы, являются инициаторами лавинообразного развития оптического разряда. Для уменьшения абляции слоя 12а предпочтительно осуществление этой фазы за короткое (менее 50 нс, предпочтительно 10-20 нс) время. Во второй фазе во время действия основной части лазерного импульса происходит образование и развитие приповерхностной лазерной плазмы 16 с быстрым ее нагреванием до температуры 10-20 тысяч градусов Цельсия, ионизация и диссоциация (если несущий газ молекулярный, или исходные химические реагенты присутствуют в рабочем газе в виде молекулярных газов, паров и пр.), нагрев и, по крайней мере, частичное плавление и испарение (в том числе абляция) микрочастиц легирующих добавок, если они находятся в рабочем газе в виде аэрозолей. Во второй фазе плотная лазерная плазма практически полностью поглощает лазерное излучение, а нагрев поверхности преимущественно осуществляется излучением и теплопередачей плазмы.
Стадия 2 (84 фиг.3) - эта стадия частично совпадает по времени с первой стадией: происходит сверхзвуковое (ударно-волновое) расширение лазерной плазмы, которое сопровождается нагреванием дополнительных, граничных с плазмой, областей рабочего газа, в том числе их диссоциация, ионизация и активация, выравниванием давления плазмы с давлением окружающего газа и общим охлаждением плазмы до температуры в 2-3 раза ниже температуры плазмы в стадии образования.
В первой и второй стадиях происходит наиболее интенсивный нагрев поверхности до высоких температур (как правило, выше точки плавления), а также насыщение поверхностного слоя (12а) легирующими элементами. Создаются условия для образования теплового и диффузионного (легирующих элементов) потоков в материал объекта.
Стадия 3 (86 фиг.3): - продолжается передача энергии лазерной плазмы поверхности объекта (и микрочастицам легирующих добавок, если присутствуют), сопровождающаяся остыванием плазмы и некоторой стабилизацией температуры поверхности (как правило, выше точки плавления). На этой стадии интенсивно протекают плазмохимические реакции, которые приводят к образованию высокоактивированных соединений и зародышей наночастиц, если исходные реагенты используются в виде газов или паров. В случае присутствия легирующих добавок в виде микрочастиц происходит их, по крайней мере, частичное расплавление. Продукты плазмохимических реакций и/или расплавленные (по крайней мере, частично) микрочастицы легирующих добавок выносятся потоком на поверхность объекта, синтезируя/образуя слой 12а (фиг.1а), а в материале объекта распространяются диффузионная и тепловая волны, образуя зоны 12b и 12с (фиг.1а) соответственно.
Стадия 4 (88 фиг.3): остывшая, практически полностью рекомбинированная плазма сдувается потоком рабочего газа, который приносит «свежую» порцию химически активных и легирующих добавок. Из-за отвода тепла вглубь металла температура обрабатываемой поверхности уменьшается, предпочтительно ниже точки плавления, чтобы устранить гидродинамические эффекты искажения формы поверхности, в частности выплеск расплава давлением лазерной плазмы от следующего импульса излучения.
Окончательное формирование зон 12b и 12с (фиг.1а) происходит после завершения серии лазерных импульсов и фазово-структурных превращений в металле объекта. Отметим, что обозначение зон 12b и 12с относительно условно, так как они не имеют четких границ. Концентрация диффундирующих легирующих добавок (и/или соединений с их участием), а также их влияние на структуру и свойства материала в зоне 12b постепенно уменьшаются с увеличением расстояния от поверхности. То же относится и к зоне термических фазовых превращений 12 с, которая в некоторых случаях может отсутствовать.
Для эффективного использования легирующих добавок и/или химических реагентов предпочтительное сечение потока рабочего газа, формируемого элементом 28 реакционной камеры 24, практически совпадает с формой области воздействия лазерного луча 26b на поверхность объекта, а предпочтительная скорость потока устанавливается не более произведения частоты следования лазерных импульсов на размер лазерной плазмы в направлении потока после завершения стадии 2.
Например, для СО2-лазера, обеспечивающего частоту следования лазерных импульсов в диапазоне 5-100 кГц, предпочтительная скорость потока рабочего газа с ростом вышеупомянутой частоты может быть в диапазоне от 10 до 100 м/с.
Однако указанные диапазоны не являются обязательными и могут быть расширены. Например, при использовании легирующих добавок в виде достаточно крупных (более 10-20 мкм) микроаэрозолей предпочтительная скорость потока рабочего газа может быть значительно и даже многократно снижена для увеличения времени действия лазерного излучения и плазмы.
Для экономически эффективной, высокопроизводительной реализации лазерно-плазменного способа модификации поверхности металлов предпочтителен лазер или лазерная система 20 с высокой частотой следования лазерных импульсов - более 5000 Гц (в некоторых случаях эта частота может быть ниже), имеющие такую мощность лазерных импульсов, чтобы происходило образования лазерной плазмы 16. Например, в одном из успешных воплощений применялся СО2-лазер с частотой следования импульсов от сотен герц до 100 кГц и импульсной мощностью на уровне десятков и сотен киловатт. Могут применяться также лазеры других типов, как газовые, так и твердотельные, с другими диапазонами мощностей.
Оптическая система 22 предназначена для транспортировки и формирования лазерного излучения, а также для направления части излучения (как правило, незначительной) в системы измерения и контроля характеристик лазерного излучения 32, а также излучения лазерной плазмы и температуры обрабатываемой поверхности 34. Например, система 22 может состоять из нескольких зеркал, в том числе подвижных, обеспечивающих перемещение лазерного луча, в том числе с перемещающейся у поверхности обрабатываемого объекта реакционной камерой, формирование луча в потоке рабочего газа 18 на поверхности объекта, а также для поочередного направления лазерного луча в разные реакционные камеры, если устройство имеет несколько реакционных камер. В другом воплощении изобретения система для транспортировки и фокусировки лазерного излучения 22 может включать оптическое волокно для транспортировки лазерного излучения на одном или нескольких участках оптического тракта.
В предпочтительных вариантах воплощения система 22 содержит, по крайней мере, одно дифракционное зеркало для формирования области воздействия лазерного луча в предпочтительном для конкретной технологии виде (например, близкой к прямоугольной или круглой форме) с близкой к равномерной (однородной) интенсивностью засветки.
В предпочтительных вариантах воплощения система 22 содержит одно или несколько полупрозрачных частично отражающих элементов, например оптические клинья с плоскими поверхностями, через которые проходит лазерный луч, для отражения части излучения в системы 32, 34, а также, по меньшей мере, одну линзу для фокусировки луча или согласования участков оптического тракта.
Оптическая система 22 направляет излучение лазера на входное окно 23 реакционной камеры 24, которое может быть выполнено в форме линзы. Сходящийся лазерный луч 26b проходит внутри защитной полости 27 (фиг.1), в которую для значительного снижения, вплоть до полного устранения, поглощения лазерной энергии потоком рабочего газа 18 на участке луча перед плазмой, а также для предохранения входного окна 23 от нежелательного воздействия смеси 18 и плазмы, в частности продуктов абляции, подается защитный газ 29, как правило, несущий газ под статическим давлением, незначительно, на 0,1-1 кПа превышающим давление в средстве формирования потока 28.
Конструкция реакционной камеры 24, кроме окна 23 для ввода лазерного луча, может содержать окна для диагностики лазерной плазмы 16 и получаемого покрытия 12, например для видеоконтроля или оптической пирометрии.
Для формирования сечения потока рабочего газа 18, близкого к размерам лазерной плазмы 16, выходное отверстие или сопло средства формирования потока рабочего газа 28 реакционной камеры 24 предпочтительно выполнять близким к форме области воздействия лазерного луча.
Корпус реакционной камеры 24 и теплонапряженные элементы конструкции 27, 28 ряда узлов средства 17 и системы 22 и другие могут принудительно охлаждаться водой или другим хладагентом.
Система подготовки химических реагентов 40 может состоять из одной или нескольких подсистем (не показаны) с разными вариантами исполнения и различными видами реагентов (газы, пары, аэрозоли).
Например, в одном из воплощений устройства для подачи реагентов в виде паров гексаметилдисилазана испарение производится в среде несущего газа, который подается через регулируемый вентиль 38 из общей магистрали названного газа 42, а расход и концентрация примеси регулируются температурой испарителя и расходом газа-носителя через регулируемый вентиль 38. В одном из других удачных воплощений для подачи химических реагентов в виде микроаэрозолей углерода и Si3N4 применяются регулируемые дозаторы микропорошков с образованием взвеси с несущим газом.
Температура обрабатываемого объекта, наряду с другими параметрами процесса, оказывает определяющее влияние на скорость диффузии легирующих элементов, структуру и фазовый состав, а также свойства образующихся приповерхностных зон 12b и 12с. Например, для увеличения мартенситной структурной составляющей при обработке высокоуглеродистых сталей и чугунов желательно дополнительное охлаждение объекта. Поэтому целесообразно располагать обрабатываемый объект 14 на специальных средствах - опорных столах и т.п., которые связаны хорошим тепловым контактом с узлом 15, обеспечивающим функции термостата - нагрев или охлаждение, т.е. поддержание температуры объекта в заданных пределах, контролируемых управляющим процессором 30.
Управляющий процессор 30, принимая и обрабатывая сигналы измерительных систем 32, 34 и др., а также узлов 15, 17 через исполнительные устройства и механизмы (не показаны), управляет работой лазера 20, узлов 15, 17, средств 40, 54 и др., а также регулируемых вентилей 36, 37, 38 (возможно, некоторых других) и обеспечивает выполнение процесса в соответствии со стадиями, показанными на фиг.3.
Узел/узлы средства 17 обеспечивают позиционирование и/или относительное перемещение обрабатываемого объекта и, соответственно, области воздействия лазерной плазмы на поверхность объекта, которое может быть поступательным, вращательным, комбинированным.
Более подробно заявляемый способ синтеза покрытий, основные стадии которого показаны на фиг.3, состоит в следующем.
В качестве обрабатываемых объектов, используемых для модификации поверхности по данному способу, могут быть детали различных геометрических форм, состоящие из металлов или сплавов.
Подготовка поверхности обрабатываемого объекта 70 (фиг.3) к нанесению покрытий в некоторых случаях может быть механической (токарная, фрезерная, пескоструйная обработка, хонингование, шлифовка и т.п.), в других случаях - химической, с применением моющих и/или химических средств, в том числе с применением ультразвуковых устройств и т.п., а также комбинированной. Важно отметить, что во многих случаях предварительной обработки поверхности не требуется, так как лазерная плазма в совокупности с лазерным излучением оказывают сильное очищающее воздействие на поверхность обрабатываемого объекта. Установка и закрепление обрабатываемого объекта 14 в некоторых случаях должна обеспечивать хороший (с малой разницей температур) тепловой контакт с термостатом 15. В некоторых других случаях, когда тепло, передаваемое обрабатываемому объекту в процессе лазерно-плазменной обработки, нагревает поверхность объекта до температуры в некоторых заданных оптимальных пределах, тепловой контакт может быть плохим или не требоваться работы термостата 15.
Подготовка реакционной камеры (72, фиг.3) кроме очевидных профилактических чисток или чисток при замене состава легирующих добавок и исходных реагентов заключается в некоторых случаях (фиг.1) в продувке объема реакционной камеры несущим газом предпочтительно с многократной (3-10 раз) заменой первоначального воздуха на несущий газ.
Начало лазерно-плазменного процесса 74 состоит в зажигании и поддержании в течение некоторого (малого) времени лазерной плазмы 16 в потоке несущего газа (как правило, без легирующих добавок и химических реагентов) для очистки, активации и установления некоторой предпочтительной температуры поверхности обрабатываемого объекта.
Подача смеси легирующих добавок и/или исходных химических реагентов 76, и формирование потока рабочего газа происходят практически одновременно после завершения лазерно-плазменного процесса подготовки поверхности объекта 74 и продолжаются до завершения всего процесса модификации поверхности объекта.
В качестве составляющих смесей из легирующих добавок и исходных реагентов могут применяться различные химические элементы и соединения в различных агрегатных состояниях.
Например, в некоторых одних удачных воплощениях этого способа для модификации (азотирования) поверхности чугуна достаточно использовать газообразный азот (N2), причем без других добавок.
Лазерно-плазменная модификация поверхности 80 (включающая стадии 82, 84, 86, 88, описанные выше) проводится практически одновременно (со сдвигом на время, необходимое для модификации начальной области) с относительным перемещением 90 поверхности обрабатываемого объекта и области воздействия потока лазерной плазмы.
В некоторых других случаях, когда требуется получить область модификации поверхности объекта с меньшими размерами относительно размера области воздействия лазерной плазмы, могут применяться апертурные маски (не показаны) с отверстиями/прорезями необходимой формы, которые накладываются на поверхность объекта и ограничивают область обработки объекта.
По окончании некоторого заданного процесса модификации поверхности прекращается подача химических реагентов, а лазерный луч может быть перекрыт или направлен в другую реакционную камеру 94, если устройство лазерно-плазменной модификации содержит несколько реакционных камер.
В некоторых случаях смена обрабатываемого объекта 96 производится после достаточного времени присутствия обработанного объекта в инертной атмосфере (как правило, в среде несущего газа для снижения температуры покрытия 12а и поверхности объекта ниже некоторой определенной, при превышении которой возможно нежелательное воздействие воздушной атмосферы.
По сравнению с вариантом устройства 10 (фиг.1) устройство 50 (фиг.2) предназначено для осуществления способа модификации внутренних цилиндрических поверхностей с возможностью вращения реакционной камеры, когда обрабатываемый объект громоздкий (например, блок цилиндров двигателя внутреннего сгорания) или диаметр обрабатываемого цилиндра преимущественно не более ~0,2 м.
Корпус реакционной камеры 24 помещен в обойму 56, которая закреплена на платформе 52 с возможностью перемещения средством 17. Средство 54, которое также может быть расположено на платформе 52, обеспечивает возможность управляемого средством 30 (на фиг.2 не показано) вращения реакционной камеры вокруг оси цилиндрического корпуса. Обойма 56 служит также коллектором для подачи в реакционную камеру газов (носителя и/или рабочего) посредством внутренних кольцевых канавок 58 и отверстий (по крайней мере, одного) 59. Если необходимо, по крайней мере, одна канавка 58 может использоваться для охлаждения корпуса реакционной камеры водой или другим хладагентом. Для герметизации, разделения объемов канавок 58 и обеспечения скольжения цилиндрического корпуса реакционной камеры 24 в обойме 56 могут применяться скользящие уплотнения 60 (например, из графитизированного фторопласта). Зеркало 64 служит для направления лазерного луча 26b через средство формирования потока 28 рабочего газа 18 на поверхность обрабатываемого объекта 14 для образования лазерной плазмы 16. При необходимости разделить потоки газа-носителя и рабочего газа последний может подаваться средством 62 из кольцевой канавки 58 в обойме 56 в аналогичную канавку 58 и через отверстия 59 в средстве формирования потока 28. Аналогичным образом может быть обеспечено охлаждение средства 28. С целью поддержания близкого к постоянному, малого (~0,1-0,3 мм) зазора между обрабатываемой поверхностью объекта 14 и торцом 65 средства 28, обращенным к обрабатываемой поверхности, средство 28 может скользить в осевом направлении в корпусе реакционной камеры 24. Для стабилизации зазора применяется пружина 66, которая компенсирует векторную сумму центробежной силы и силы, возникающей за счет разницы давлений в камере 24 и в зазоре с учетом эффекта Бернулли. Конструкция элемента 46 реакционной камеры должна обеспечивать малый зазор с поверхностью обрабатываемого объекта 14, чтобы поток отработанного газа 48 препятствовал поступлению атмосферного воздуха в зону модификации поверхности 12.
Позиционирование и относительное перемещение области воздействия потока лазерной плазмы и поверхности объекта 14 может осуществляться как перемещением обрабатываемого объекта, так и перемещением реакционной камеры или комбинацией названных перемещений.
Описанные способ и устройство позволяют осуществлять азотирование, цементацию поверхностей деталей, выполненных из чугунов и сталей, легирование чистыми металлами или сплавами с формированием пересыщенных твердых растворов и образованием интерметаллидов, легирование карбидами тугоплавких металлов (TiC, VC, TaC, WC и др.).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНО-ПЛАЗМЕННЫЙ СПОСОБ СИНТЕЗА ВЫСОКОТВЕРДЫХ МИКРО- И НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ И УСТРОЙСТВО | 2009 |
|
RU2416673C2 |
| СПОСОБ ЛАЗЕРНО-ПЛАЗМЕННОГО НАНОСТРУКТУРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2012 |
|
RU2526105C2 |
| Многофункциональный лазерно-плазменный технологический комплекс | 2022 |
|
RU2812452C2 |
| Устройство для лазерно-плазменного синтеза высокотвердых микро- и наноструктурированных покрытий | 2016 |
|
RU2638610C2 |
| СПОСОБ МОДИФИКАЦИИ ПОЛУПРОВОДНИКОВОЙ ПЛЕНКИ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2013 |
|
RU2553830C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| Способ легирования поверхности изделий из титана или сплавов на его основе с формированием боридных составляющих хрома и титана методом лазерной обработки | 2023 |
|
RU2819010C1 |
| Способ формирования в легированном слое боридов титана при лазерной обработке поверхности изделий из титана или сплавов на его основе | 2023 |
|
RU2819042C1 |
| Способ формирования боридных составляющих титана на поверхности изделий из железоуглеродистых сплавов при лазерной обработке | 2023 |
|
RU2819007C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
Изобретение относится к технологиям модификации металлических поверхностей, например к технологиям азотирования, цементации, легирования и др. Способ модификации включает формирование потока рабочего газа, содержащего несущий газ, а также химически активные реагенты и/или легирующие добавки, и направление потока рабочего газа на модифицируемую поверхность. При этом на поверхность воздействуют лазерным импульсно-периодическим излучением с образованием на поверхности и/или в ее приповерхностной области лазерной плазмы. Устройство для реализации способа содержит реакционную камеру 24, снабженную средством позиционирования 17 обрабатываемого объекта 14, входом для потока рабочего газа и входом 23 для лазерного излучения, источник рабочего газа, средство формирования потока рабочего газа 28 в реакционной камере, импульсно-периодический лазер 20 и средство доставки лазерного излучения в реакционную камеру и фокусировки луча, выполненное с возможностью направления лазерного луча на модифицируемую поверхность объекта. Технический результат - улучшение функциональных свойств поверхностного слоя. 2 н. и 8 з.п. ф-лы, 4 ил.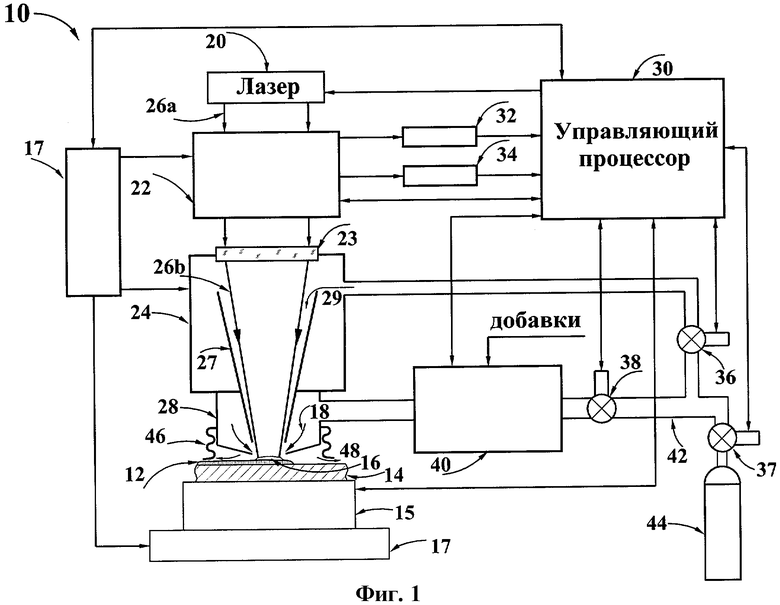
1. Способ модификации поверхности объекта, выполненного из металла или сплава, включающий воздействие на модифицируемую поверхность лазерным излучением, отличающийся тем, что формируют поток рабочего газа, содержащего несущий газ, а также химически активные реагенты и/или легирующие добавки, и направляют упомянутый поток рабочего газа на модифицируемую поверхность, при этом на названную модифицируемую поверхность воздействуют лазерным импульсно-периодическим излучением с образованием на названной модифицируемой поверхности и/или в ее приповерхностной области лазерной плазмы.
2. Способ по п.1, отличающийся тем, что поток рабочего газа формируют с давлением не ниже 0,5 атм.
3. Способ по п.1, отличающийся тем, что воздействие лазерным излучением осуществляют многократно.
4. Способ по п.1, отличающийся тем, что в качестве несущего газа используют инертный газ или смесь инертных газов.
5. Способ по п.1, отличающийся тем, что в качестве несущего газа используют химически активный газ или смесь химически активных газов.
6. Способ по п.1, отличающийся тем, что модифицируемую поверхность перемещают.
7. Устройство для модификации металлической поверхности объекта, содержащее реакционную камеру, снабженную средством позиционирования обрабатываемого объекта, входом для потока рабочего газа и входом для лазерного излучения, источник рабочего газа, средство формирования потока рабочего газа в реакционной камере, импульсно-периодический лазер и средство доставки лазерного излучения в реакционную камеру и фокусировки луча, выполненное с возможностью направления лазерного луча на модифицируемую поверхность объекта.
8. Устройство по п.7, отличающееся тем, что оно содержит средство управления в виде управляющего процессора.
9. Устройство по п.7, отличающееся тем, что средство позиционирования обрабатываемого объекта выполнено с возможностью его перемещения.
10. Устройство по п.8, отличающееся тем, что средство доставки лазерного излучения в реакционную камеру и фокусировки луча выполнено таким образом, что лазерный луч воздействует на модифицируемую поверхность.
| US 5411770 A, 02.05.1995 | |||
| ГРИГОРЯНЦ А.Г | |||
| и др | |||
| Технологические процессы лазерной обработки | |||
| - М.: изд | |||
| МГТУ им | |||
| Н.Э.Баумана, 2006, с.609-614 | |||
| Барабанная сушилка для фруктов и овощей | 1929 |
|
SU23879A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

