Область техники
Данное изобретение относится к оборудованию для лазерной обработки, более конкретно - к способу и устройствам для наноструктурирования поверхности изделий со сложной пространственной формой (например, лопатки, ГТД, штампы и ряд других), и может быть использовано в технологических процессах формирования структурированных слоев со специальными физико-химическими свойствами.
Применение данного изобретения позволит улучшить механические свойства обрабатываемой поверхности и повысить стойкость изделия по отношению к разным видам износа, жаропрочности и жаростойкости, а также дает возможность автоматизировать данный технологический процесс обработки.
Уровень техники
В настоящее время в авиакосмической, машиностроительной, да и в других отраслях промышленности все больше изделий связаны с формированием поверхностных нанослоев со специальными физико-химическими свойствами - оптическими, электрическими, магнитными, коррозионно-стойкими, а также с улучшенными механическими и триботехническими свойствами.
Во многих случаях экономически целесообразно не изготавливать всю деталь из нанопорошков для достижения специальных свойств, а наноструктурировать поверхностный слой на основе того конструкционного материала, из которого изготовлена деталь [Суздалев И.Л. Нанотехнология: физикохимия нанокластеров, наноструктур и наноматериалов. - Н.: Комкнига, 2006. - 592 с.].
Применение лазерного излучения для структурирования поверхности металлических материалов является известным способом улучшения механических и триботехнических свойств поверхности.
Так для получения покрытий с мелкодисперсной структурой используется метод лазерного поверхностного легирования [Григорьяну А.Г., Шиганов И.Н., Миспоров А.И. Технологические процессы лазерной обработки. - М.: МГТУ им. Н.Э.Баумана, 2006. - 663 с.]
Этот процесс осуществляется путем введения в заданные участки поверхности различных компонентов, которые, смешиваясь с материалом основы, при расплавлении лазерным лучом образуют структуры требуемого состава. В процессе кратковременного лазерного оплавления поверхности обрабатываемого металла и сплавов вследствие больших градиентов температуры возникают интенсивные гидродинамические потоки. При этом процессы массопереноса по всей зоне оплавления ускоряются. Образование легированных зон сопровождается по крайней мере тремя процессами, приводящими к перемешиванию легирующих добавок с расплавом матрицы: массопереносом на расстояния в несколько сот микрометров в результате конвективного перемешивания, массопереносом на расстояния в несколько микрометров вследствие диффузии в жидкой и твердой фазах и массопереносом в результате действия термокапиллярных сил.
Подачу присадочных компонентов в данной технологии чаще всего осуществляют из твердой фазы. Легирующие порошки наносятся предварительно в виде шликера или подаются непосредственно в зону оплавления. Иногда в качестве легирующих компонентов могут быть использованы жидкости и газы.
В настоящее время достаточно хорошо известна и изучена ионная имплантация (легирование) ионными пучками поверхности обрабатываемого материала, в результате внедрения которых происходит изменение элементного химического состава и структурно-фазового состояния приповерхностных слоев (Быковский Ю.А. и др. Ионная и лазерная имплантация металлических материалов. - М.: Энергоатомиздат, 1991-240 с.).
Недостатком такого метода является, прежде всего, наличие глубокого вакуума и низкая производительность.
Однако данный метод, как и предыдущий, не позволяет получать нанодисперсные поверхностные структуры.
Это лимитируется рядом физических явлений:
1. Ограничения в формирование однородного распределения. Диффузионный конвективный перенос атомов легирующего вещества из покрытия в глубь матрицы лимитируется временем существования расплава и обусловливает неоднородный по глубине профиль распределения концентрации внедряемых легирующих элементов.
2. Тепловое сопротивление контакта покрытие - матрица.
При лазерном воздействии на покрытие в виде обмазки или напыленного слоя возникают трудности из-за повышения теплового сопротивления на границе покрытие - подложка, например, испарение химических элементов.
3. Термодинамические ограничения.
Термодинамические «ограничения» проявляются при лазерном плавлении покрытия и подложки, состоящих из химических элементов, не смешиваемых в равновесных условиях в жидкой фазе.
В этих системах отсутствует возможность диффузии атомов легирующих элементов в жидкой фазе, т.е. невозможно перемешивание этих атомов в расплаве из-за ограничений термодинамического характера (несмешиваемость элементов в жидкой фазе на равновесной диаграмме состояния).
Для формирования наноструктурных слоев необходимо выполнение следующих требований:
- сверхскоростной нагрев поверхностного слоя и малая глубина расплавленного слоя, что позволяет охлаждать в режиме теплопроводности поверхностный слой со скоростью V(°C/c), приводящей к образованию наноструктуры, т.е.
Vкр<V<Vmax,
где Vкр - критическая скорость охлаждения, приводящая к образованию субмикроструктуры (>100 нм);
Vmax - скорость охлаждения, приводящая к образованию аморфных структур (стеклованию), (Vmax=106…1010°C/с);
- наличие высокоскоростных источников легирования жидкой фазы поверхностного слоя и равномерности ее заполнения по всему расплавленному объему, создание высокой концентрации центров кристаллизации.
Наиболее полно отвечает этим условиям метод лазерно-плазменной обработки поверхности материалов, которая позволяет:
1. Получать температуру в центре приповерхностной лазерной плазмы оптического разряда, которая находится в нескольких сот микронах от обрабатываемой поверхности, достигающей 27000К, что обеспечивает высокоскоростной нагрев поверхностного слоя и его высокоскоростную обработку.
2. Легко управлять химическим составом лазерной плазмы, что открывает большие потенциальные возможности варьировать в широких пределах химический состав поверхностного слоя.
3. Лазерная плазма будет выполнять наиважнейшую функцию, являясь высокоскоростным модификатором жидкой фазы расплава обрабатываемой поверхности.
4. Управлять энергетической накачкой приповерхностной лазерной плазмы, что позволит атомизировать практически все химические элементы.
5. Преодолеть термодинамические и теплофизические ограничения при наноструктурировании поверхностных слоев за счет создания высокой степени неравновесности формируемых сплавов в поверхностных слоях.
6. Изменяя положение фокусного расстояния оптической системы относительно обрабатываемой поверхности, достаточно легко управлять геометрическим положением энергетического центра плазмы по отношению к обрабатываемой поверхности и тем самым изменять глубину структурированного слоя.
Суть лазерно-плазменной технологии получения наноструктурированных слоев на поверхности деталей заключается в том, что на обрабатываемую поверхность детали, находящейся в камере, заполненной инертным газом, например, Ar и газом модификатора, например, N2, одновременно воздействуют пучком непрерывного лазерного излучения и приповерхностной плазмой оптического разряда в парах металла с модификатором, поджигаемой этим же лучом, и непрерывно поддерживаемой во время всего процесса обработки с возможностью перемещения ее энергетического центра по координатам X, Y, Z относительно обрабатываемой поверхности.
При этом мощность лазерного излучения и диаметр лазерного пятна выбирают так, чтобы плотность мощности была выше пороговой величины плотности мощности, необходимой для образования плазмы оптического разряда в парах металла, а перемещение сфокусированного пятна лазерного луча по обрабатываемой поверхности детали выполняют со скоростью движения, обеспечивающей стабильное горение приповерхностной плазмы оптического разряда.
Более того, воздействие лазерным лучом на обрабатываемую поверхность осуществляют со скоростью, определяющей время воздействия на обрабатывающую поверхность для существования жидкой фазы расплава поверхностного слоя и диффузии атомов модификатора на глубины наноструктуры, т.е. ≤100 нм.
Изменяя положение фокусного расстояния оптической системы относительно обрабатываемой поверхности, достаточно легко управлять геометрическим положением энергетического центра плазмы относительно обрабатываемой поверхности и тем самим изменять глубину расплавленного слоя, что позволяет обеспечивать скорость охлаждения в режиме теплопроводности меньше скорости охлаждения, приводящей к аморфизации поверхностного слоя, но больше скорости охлаждения, приводящей к образованию субмикроструктуры.
Таким образом, подбирая необходимую плотность мощности лазерного излучения, время воздействия на обрабатываемую поверхность и положение фокальной плоскости, можно управлять структурно-фазовым состоянием поверхностного слоя, в том числе формировать поверхностные наноструктуры, что позволяет получать аномально высокое повышение твердости обрабатываемого материала по всей обрабатываемой поверхности.
Для осуществления метода лазерного поверхностного легирования используется стандартное лазерное оборудование с некоторым дополнительным набором.
Так известна установка лазерной обработки по пат. РФ №2107599 (опубл. 27.03.1990), включающая в себя стационарный технологический лазер, систему транспортировки излучения с поворотным блоком с отражающим зеркалом, систему управления, защитную кабину, технологический стол для обрабатываемой детали, подвижный блок, установленный над технологическим столом, состоящий из привода перемещения в горизонтальной плоскости, технологического объектива и поворотного отражающего зеркала, вращающегося вокруг вертикальной оси.
При работе данной установки генерируемое в технологическом лазере излучение направляется на управляемый поворотный блок, отражается на его зеркале и далее попадает на поворотное зеркало подвижного блока. Затем, отражаясь от поворотного зеркала подвижного блока, излучение направляется вертикально вниз в технологический объектив, где фокусируется на обрабатываемую деталь, установленную на технологическом столе. Подвижный блок осуществляет горизонтальные перемещения вдоль двух координат, формируя траекторию обработки детали.
Характер проведения процессов получения поверхностных покрытий во многом зависит от способа введения его в зону обработки. Это могут быть дополнительные устройства в виде дозатора для подачи порошкового присадочного материала либо задающее устройство кускового присадочного материала (проволоки, прутка, фольги), либо специальные углесодержащие ванны, в которые опускают обрабатываемое изделие, либо сложные камеры высокого давления с газовой фазой модификатора.
Недостатком данной установки является то, что она пригодна для обработки только плоских деталей (листы и пр.) или деталей с незначительным отклонением от плоскости, так как лазерный луч направлен вертикально вниз и не меняет своего направления в процессе обработки и технологический стол в процессе обработки неподвижен. Другим недостатком описанной установки является нестабильность длины лазерного луча при обработке детали из-за того, что технологический лазер установлен стационарно, а подвижный блок, передающий излучение, перемещается по обрабатываемой поверхности. При изменении длины лазерного луча изменяются его характеристики, а следовательно, качество выполнения операции обработки детали лазерным лучом в разных положениях подвижного блока будет различно, а главное невозможность поддерживать необходимую для обработки оптическую приповерхностную плазму в парах металла по всей обрабатываемой поверхности.
Наиболее близкой к предлагаемому изобретению является установка для лазерной обработки по пат. РФ №2218255 (опубл. 10.12.2003), предназначенная для обработки крупногабаритных деталей с поверхностями вращения второго порядка. Установка содержит несущую конструкцию, стационарный технологический лазер, лазерную головку с приводом фокусировки, световой шарнир, устройство крепления обрабатываемой детали, системы управления и энергообеспечения. Имеются приводы углового поворота лазерной головки, вертикального перемещения лазерной головки, горизонтального перемещения лазерной головки, горизонтального перемещения устройства крепления обрабатываемой детали, вращения обрабатываемой детали.
Благодаря увеличению степеней свободы перемещения лазерного луча относительно обрабатываемой детали описанная установка позволяет обрабатывать более широкий спектр деталей (становится возможной обработка деталей с поверхностями вращения второго порядка). Однако недостатком указанной установки по-прежнему является изменение длины лазерного луча в процессе обработки, что затрудняет фокусировку луча, так как постоянно изменяется расстояние между стационарным технологическим лазером и подвижной лазерной головкой. Вследствие установки технологического лазера стационарно и при условии обеспечения перемещения лазерной головки по всем перечисленным координатам усложняется и удлиняется оптический тракт, что приводит к невозможности поддерживать лазерную плазму по всему обрабатываемому полю.
Сущность изобретения.
Задачей изобретения является разработка установки для осуществления наноструктурирования поверхности изделий сложной пространственной формы методом лазерно-плазменной обработки. Установка должна быть простой в эксплуатации, универсальной, обеспечивать прямое восприятие цифровых моделей изделий, созданных конструктором в CAD-среде, полностью обеспечивать защиту обслуживающего персонала от прямого и рассеянного лазерного излучения и создавать повышенный уровень экологической безопасности при эксплуатации установки с наименьшими энергетическими потерями.
Поставленная задача достигается тем, что в установке для получения наноструктурированных слоев на поверхности сложнопрофильных деталей методом лазерно-плазменной обработки, содержащей станочную часть, включающую станину с устройством для установки и обработки деталей, снабженным приводами перемещения, и подвижные органы, обеспечивающие перемещение рабочего органа по трем взаимно перпендикулярным осям, лазер с устройством доставки лазерного луча, системы электропитания и управления и кабину ограждения рабочей зоны с защитными окнами.
Устройство для установки и обработки деталей снабжено рабочей камерой, предназначенной для установки и закрепления в ней обрабатываемых деталей, при этом рабочая камера выполнена прозрачной в зоне обработки герметизированной и снабжена двумя клапанами: для напуска технологического газа и для удаления отработанных газов, а клапаны выполнены подсоединяемыми к шлангам пневмосистемы для заполнения технологическими газами.
Рабочий орган, выполненный в виде трехосевого сканатора с управляемыми зеркалами и выходной θ-линзой, связан с лазером и установлен на вертикальном подвижном органе над устройством для установки и обработки деталей.
Кроме того, устройство для установки и обработки деталей выполнено в виде двухкоординатного поворотного стола, снабженного планшайбой, несущей рабочую камеру.
Такое выполнение установки позволяет наноструктурировать поверхность металлических изделий сложной пространственной формы, что повышает твердость обработанной поверхности и увеличивает ресурс работы данной детали.
Перечень фигур на чертежах.
Изобретение поясняется чертежами, на которых:
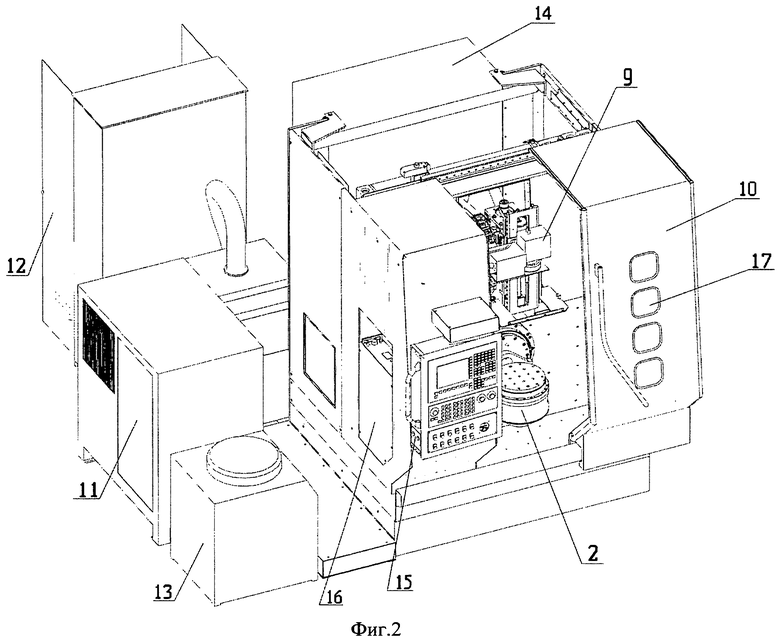
Фиг.1 - показывает станочную часть установки.
Фиг.2 - показывает установку в целом.
Осуществление изобретения
Установка для получения наноструктурированных слоев на поверхности металлических деталей сложной пространственной формы методом лазерно-плазменной обработки представляет собой пятикоординатный станок (см. фигуры 1, 2), состоящий из следующих основных частей:
- станочная часть с входящими в нее устройствами;
- интербиевый волоконный лазер с волоконно-оптическим кабелем и коллиматором на конце для транспортировки лазерного излучения в рабочую зону;
- система автономного замкнутого охлаждения оптических элементов лазера и сканатора, а также двигателей;
- система отсоса и очистки технологических газов и продуктов распада из зоны обработки;
- шкаф для хранения баллонов с технологическими газами и пневмосистема для заполнения технологическими газами рабочей камеры.
Станочная часть выполнена в виде конструкции консольного типа. В станочную часть установки входят следующие основные узлы и устройства:
- станина;
- подвижные органы станка;
- 3-осевой сканатор;
- кабина ограждения рабочей зоны с защитными окнами;
- устройство электропитания;
- система управления с ЧПУ;
- пульт управления.
Станина (поз.1) (см. Фиг.1), закрепленная на фундаменте, является базовым узлом для установки на нем подвижных органов станка и представляет собой чугунную литую деталь коробчатой формы.
Двухкоординатный поворотный стол (поз.2) с планшайбой (поз.3) и непосредственным приводом установлен в фронтальной части основания и обеспечивает крепление обрабатываемого изделия и его вращение вокруг оси B и C за счет высокомоментного низкооборотного синхронного двигателя. В статическом положении поворотный стол фиксируется гидрозажимами.
Планшайба (поз.3) снабжена рабочей камерой (поз.4), выполненной прозрачной в зоне обработки (например, из оргстекла), герметизированной, предназначенной для установки и закрепления в ней обрабатываемых деталей.
Кроме того, камера снабжена двумя клапанами: для напуска технологического газа и для удаления отработанных газов. Клапаны выполнены подсоединяемыми к шлангам пневмосистемы для заполнения технологическими газами, Камера (поз.4) защищает установленную обрабатываемую деталь от окисления с помощью инертного газа. Кроме того, камера может заполняться газом-модификатором для легирования обрабатываемой поверхности детали.
Подвижные органы станка включают в себя салазки (поз.5), стойку (поз.6) и ползун (поз.7).
Салазки (поз.5) перемещаются в направлении оси Х по направляющим, установленным на верхней поверхности станины, и являются базой для установки и перемещения стойки (поз.6) в направлении оси Y. Корпус салазок выполнен литым в виде прямоугольной коробки с выступающими вперед двумя консолями. Внизу на салазках установлены четыре каретки для перемещения по направляющим по оси X. На верхней части салазок во всю их длину, включая консоли, закреплены две направляющих для перемещения стойки по оси Y.
Для ограничения перемещения салазок по направляющим за пределы рабочей зоны на станине смонтированы пружинные полиуретановые упоры.
Стойка (поз.6) установлена на таких же каретках на направляющих салазок и служит базой для установки ползуна (поз.7), который перемещается по оси Z. Для выполнения этих функций на вертикальной базовой поверхности стойки закреплены направляющие.
Для ограничений перемещения за пределами рабочей зоны по оси Y на стойке смонтированы пружинные полиуретановые упоры. Ползун является исполнительным органом перемещения в направлении оси Z и является основанием для крепления на нем кронштейна (поз.8), на котором установлен сканатор (поз.9).
Кронштейн (поз.8) представляет собой прямоугольную плиту с круглым проемом и служит для установки на нем 3-осевого сканатора (поз.9) с выходной Θ-линзой, для которой и предназначен круглый проем.
Трехосевой сканатор (поз.9) поддерживает стабильное горение плазмы и переносит ее энергетический центр над обрабатываемой поверхностью. Сканатор снабженен входным отверстием для оптического ввода лазерного излучения, трансфокатором для заглубления фокальной плоскости, управляемыми зеркалами для разворота лазерного луча, а также выходной θ-линзой, которая позволяет поддерживать с 3% точностью диаметр сфокусированного лазерного пятна по всему разворачиваемому полю.
Перемещение салазок, стойки и ползуна осуществляются с помощью шариковых винтовых приводов, ходовые винты которых соединены с двигателями подач через предохранительные муфты и безлюфтовые зубчатые ременные передачи.
Таким образом, станочная часть с помощью линейных двигателей позволяет перемещать сканатор как единое целое по трем координатам X, Y, Z, а само изделие, закрепленное на поворотном столе, вращается вокруг оси C и B, что позволяет обрабатывать лазерным лучом, выходящим из сканатора, сложные пространственные поверхности изделия.
Кабина (поз.10) с защитными окнами (поз.17) закрывает всю станочную часть и защищает оператора и обслуживающий персонал от опасного отраженного и рассеянного лазерного излучения.
Устройство отсоса газов и продуктов распада из зоны обработки (поз.11) представляет собой автономную систему, состоящую из воздухоотводов, расположенных внутри кабины. Технологический отработанный газ по воздуховодам поступает в установку отсоса и фильтрации, где очищается от вредных продуктов и возвращается в атмосферу.
Подвод технологических газов от баллонов, расположенных в шкафу (поз.12) в зону обработки, осуществляется пневмосистемой по гибким шлангам к распределительному устройству газовой защиты изделия.
Автономное замкнутое водяное охлаждение оптических элементов лазера и сканатора осуществляется холодильной системой (поз.13) мощностью 1,5 кВт с автоматическим поддержанием температуры от 10 до 25°C с диапазоном ±1°C.
Электрооборудование (поз.14) с системой управления на базе ЧПУ обеспечивает работу установки в автоматическом режиме по программе от пульта управления (поз.15).
Иттербиевый волоконный лазер ЛК-300 (поз.16) производства ООО ИРЭ «Полюс» обеспечивает выходную мощность лазерного излучения в непрерывном и модулированном режиме до 300 Вт.
Для транспортировки лазерного излучения в сканатор используется устройство, состоящее из волоконно-оптического кабеля (поз.18), коллиматора (поз.19) и кронштейна (поз.20).
При этом наконечник волоконно-оптического кабеля (коннектор) (поз.18.) с помощью QBH-разъема соосно механически соединен с корпусом коллиматора (поз.19), который в свою очередь крепится с помощью кронштейна (поз.20) к торцевой поверхности сканатора (поз.9).
Волоконно-оптический кабель (поз.18) служит для транспортировки лазерного излучения и заканчивается кварцевым наконечником (коннектором), охлаждаемым принудительно дистиллированной водой.
Лазерный луч выходит из коннектора расходящимся.
Для устранения расходимости используется коллиматор (поз.19), для чего линза коллиматора крепится в корпусе на расстоянии ее фокусной длины от коннектора.
Кронштейн (поз.20) снабжен юстировочными винтами, которые позволяют оптическую ось луча совмещать с осью входного отверстия сканатора (поз.9).
Далее коллиматор соединяется с выходным отверстием сканатора (поз.7), где лазерное излучение сначала попадает на перемещающуюся линзу трансформатора, что позволяет заглублять фокальную плоскость на обрабатываемой поверхности на величину 15 мм, а затем на управляемые зеркала, которые разворачивают луч во взаимно перпендикулярных направлениях в фокальной плоскости в площадку размером 300×300 мм.
После управляемых зеркал лазерный луч проходит на выходе из сканатора через θ-линзу, которая фокусирует излучение в пятно диаметром - 80 мкм с точностью 3% по всему разворачиваемому полю.
Оператор управляет всеми параметрами лазерного излучения, перемещением луча с помощью управляемых зеркал сканатора и заглублением фокуса трансфокатором, а также одновременным перемещением с этого изделия с помощью устройства человекомашинного интерфейса, который установлен в пульте оператора (поз.15).
Предложенная установка осуществляет рабочий цикл следующим образом
Обрабатываемое изделие загружается на поворотный стол (поз.2), вмонтированный в станочную часть основания (поз.1). Затем с пульта управления (поз.15) включается технологический лазер ЛК-300 (поз.16) и одновременно в камеру рабочей зоны из шкафа с баллонами (поз.12) пневмосистемой подается технологический газ давлением 0.5÷1,5 атм для защиты обрабатываемой поверхности от окисления и модификации приповерхностной плазмы, возникающей над поверхностью обрабатываемого изделия.
Оператор выбирает необходимую для обработки данного изделия лазерную программу, которая включает в себя требуемую выходную мощность и параметры лазерного излучения, команды включения перемещения сканатора (поз.9) как единого целого, по трем координатам X, Y и Z, команды поворота зеркалами сканатора для разворота сфокусированного лазерного луча в площадку заданного размера, команды поворота самого изделия вокруг оси C и B, что в совокупности позволяет обрабатывать сложную пространственную поверхность изделия. Другие вспомогательные технологические команды, контролирующие технологический процесс (например, заглубление фокальной плоскости ΔF).
Луч от технологического лазера (поз.16) транспортируется волоконно-оптическим кабелем в 3-осевой сканатор (поз.9), который имеет возможность с помощью автоматически управляемого трансфокатора и управляемых поворотных зеркал разворачивать сфокусированный θ-линзой луч во взаимно перпендикулярных направлениях, образуя небольшую плоскую площадку размером до (300×300) мм, и одновременно изменять положение фокальной плоскости на глубину 15 мм.
Под воздействием сфокусированного лазерного излучения обрабатываемая поверхность оплавляется, а в парах металла от поглощенной энергии лазерного излучения образовывается приповерхностная плазма оптического разряда в парах расплавленного металла, которую можно модифицировать легирующими элементами.
В нашем случае легирующими элементами выступает смесь ионов углеродосодержащего газа и Ar, поступающих на поверхность жидкой фазы металла из приповерхностной плазмы и насыщающих его в результате диффузии и конвективного перемешивания, что позволяет получать структурированные слои.
Образующиеся при лазерной обработке продукты распада в рабочей зоне удаляются затем системой отсоса (поз.11).
После выполнения программы технологический лазер выключается, сканатор и обработанная деталь возвращаются в исходное положение и так цикл может повторяться до введения другой команды или программы.
Технико-экономические преимущества установки.
Использование данного решения позволит:
1. Варьировать плотность мощности поглощенного лазерного излучения скоростью охлаждения расплава поверхностного слоя, временем воздействия сфокусированного лазерного луча на обрабатываемую поверхность, скоростью модификации, что позволит управлять структурно-фазовым состоянием поверхностного слоя, в том числе и осуществлять формирование поверхностных наноструктур.
2. Полностью автоматизировать данный технологический процесс и обеспечить высокий уровень безопасности при эксплуатации установки с наименьшими энергетическими потерями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| СПОСОБ ЛАЗЕРНО-ПЛАЗМЕННОГО НАНОСТРУКТУРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2012 |
|
RU2526105C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТИ МЕТАЛЛОВ И ИХ СПЛАВОВ (ВАРИАНТЫ) | 2010 |
|
RU2445378C2 |
| Способ получения наноструктурированной поверхности металлической заготовки лазерной обработкой | 2020 |
|
RU2752821C1 |
| СПОСОБ МОДИФИКАЦИИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО | 2009 |
|
RU2425907C2 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2013 |
|
RU2527511C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| Способ роботизированного лазерного упрочнения изделий из штамповой стали | 2023 |
|
RU2820138C1 |
| СПОСОБ ЛАЗЕРНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2007 |
|
RU2381094C2 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2009 |
|
RU2418074C1 |
Установка предназначена для наноструктурирования поверхности изделий со сложной пространственной формой. Установка включает станину с устройством для установки и обработки деталей с приводами перемещения, подвижные органы для перемещения рабочего органа по трем взаимно перпендикулярным осям, лазер с устройством доставки лазерного луча и системой электропитания и управления и кабину ограждения рабочей зоны с защитными окнами. Камера выполнена прозрачной, герметизированной и снабжена двумя клапанами: для напуска технологического газа и для удаления отработанных газов. Клапаны выполнены подсоединяемыми к шлангам пневмосистемы для заполнения технологическими газами. Установка проста в эксплуатации и универсальна, полностью обеспечивает защиту обслуживающего персонала от прямого и рассеянного лазерного излучения и имеет повышенный уровень экологической безопасности при эксплуатации установки с наименьшими энергетическими потерями. 1 з.п. ф-лы, 2 ил.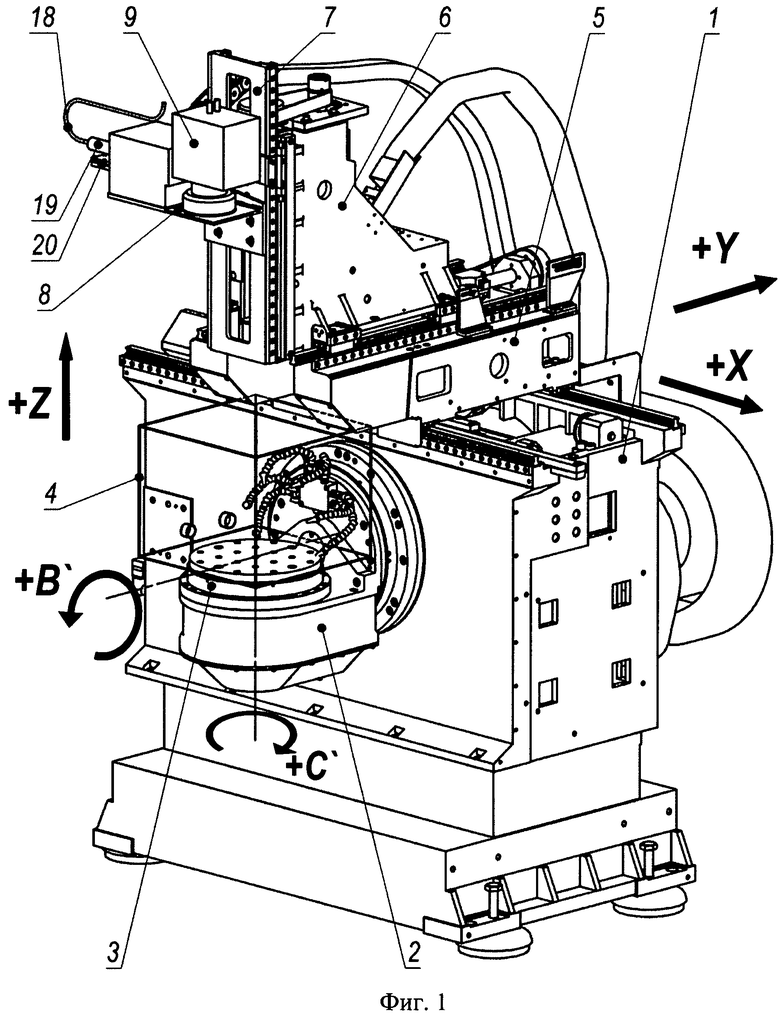
1. Установка для получения наноструктурированных слоев на поверхности сложнопрофильных деталей методом лазерно-плазменной обработки, содержащая станочную часть, включающую станину с устройством для установки и обработки деталей с приводами перемещения, подвижные органы, обеспечивающие перемещение рабочего органа по трем взаимно перпендикулярным осям, лазер с устройством доставки лазерного луча, системы электропитания и управления и кабину ограждения рабочей зоны с защитными окнами, отличающаяся тем, что устройство для установки и обработки деталей снабжено рабочей камерой, предназначенной для установки и закрепления в ней обрабатываемых деталей, при этом рабочая камера выполнена прозрачной с двумя клапанами для напуска технологического газа и для удаления отработанных газов, а клапаны выполнены с возможностью подсоединения к шлангам пневмосистемы для заполнения технологическими газами, рабочий орган выполнен в виде трехосевого сканатора с управляемыми зеркалами, трансфокатором и выходной θ-линзой, связан с лазером и установлен на вертикальном подвижном органе над устройством для установки и обработки деталей.
2. Установка по п.1, отличающаяся тем, что устройство для установки и обработки деталей выполнено в виде двухкоординатного поворотного стола с планшайбой, несущей рабочую камеру.
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2107599C1 |
| Устройство для останова сновальной машины при обрыве нити и сигнализации о месте ее обрыва | 1950 |
|
SU89906A2 |
| ЛАЗЕРНОЕ УСТРОЙСТВО | 1991 |
|
RU2027569C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1998 |
|
RU2155242C2 |
| US 6478931 B1, 12.11.2002 | |||
| WO 2010030866 A1, 18.03.2010 | |||
| CN 201132853 Y, 15.10.2008. | |||

