Изобретение относится к области изготовления твердотопливных зарядов торцевого и канального горения, получаемых методом заливки (свободной или под давлением) топливной массы в корпус, имеющий на свободном торце манжету с канавкой и эластичную прокладку.
Предлагаемое техническое решение относится к технике изготовления ракетных двигателей из смесевого твердого топлива, получаемых методом заливки (свободной или под давлением) топливной массы в жесткий корпус с одним открытым торцом.
Известно устройство для формования зарядов из смесевого твердого топлива по патенту РФ 2194875 от 20.09.2001, принятое авторами как прототип.
Недостатком прототипа является то, что свободный конец манжеты, упирающийся в крышку как при сборке, так и при заполнении и полимеризации, может занимать неконтролируемое положение - изогнуться, «сгофрить», а проконтролировать и исправить это при сборке затруднительно - не видно и нет доступа, а после заполнения вообще невозможно. Такое поведение манжеты может привести к появлению отслоений и растрескиванию.
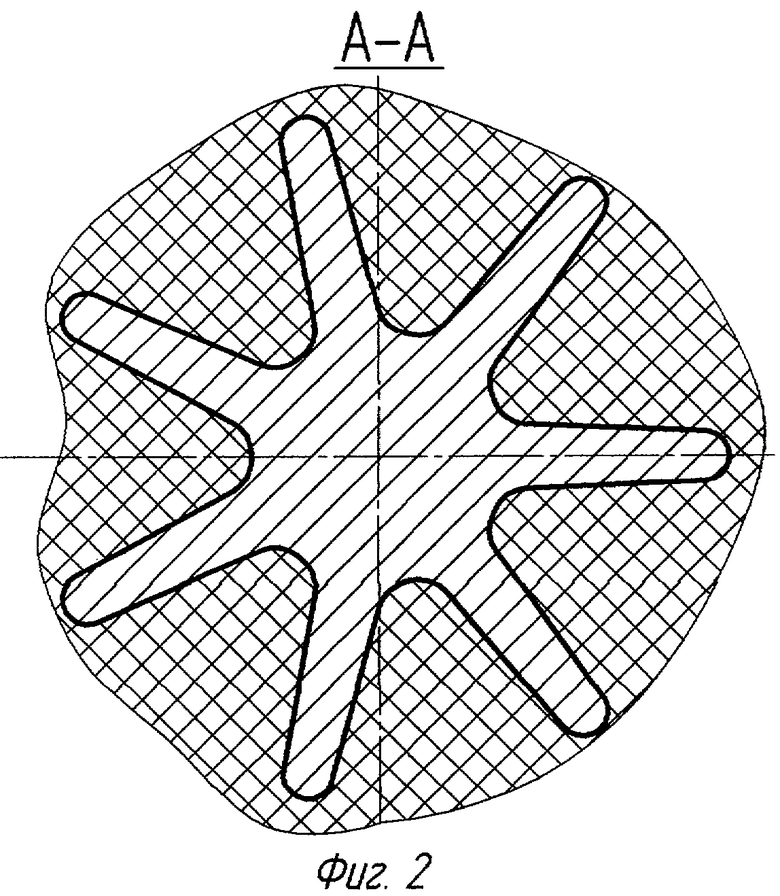
Кроме того, при формовании зарядов, у которых игла, формующая канал, имеет развитую поверхность контакта с топливом, близкую или большую, чем у корпуса заряда, например, благодаря нескольким продольным ребрам («звездообразный» канал), усилие извлечения крышки с иглой может быть близким или больше прочности скрепления топлива с корпусом, что недопустимо, потому что может привести к отрыву заряда от корпуса. Это связано с тем, что сила адгезии удаляемых элементов оснастки к топливу пропорциональна площади их контакта.
Технической задачей изобретения является устранение указанных недостатков и повышение качества заряда.
Указанная цель достигается тем, что в устройстве для формования канального заряда из смесевого твердого топлива, содержащего корпус с манжетой, технологическую крышку с выступом, входящим в канавку манжеты, крышка выполнена составной из двух частей с концентрическим разъемом, возможностью их взаимного осевого перемещения и образованием на наружной крышке ступенчатого пояска, при этом манжета дополнительно снабжена эластичной прокладкой, прилегающей к пояску, а наружная и внутренняя крышки жестко и раздельно закреплены на корпусе изделия.
Целесообразно также, что ширину пояска выполняют с таким расчетом, чтобы напряжения в топливе в зоне контакта его с пояском при разборке с заданным усилием составляли не более 80% предела прочности топлива на сжатие.
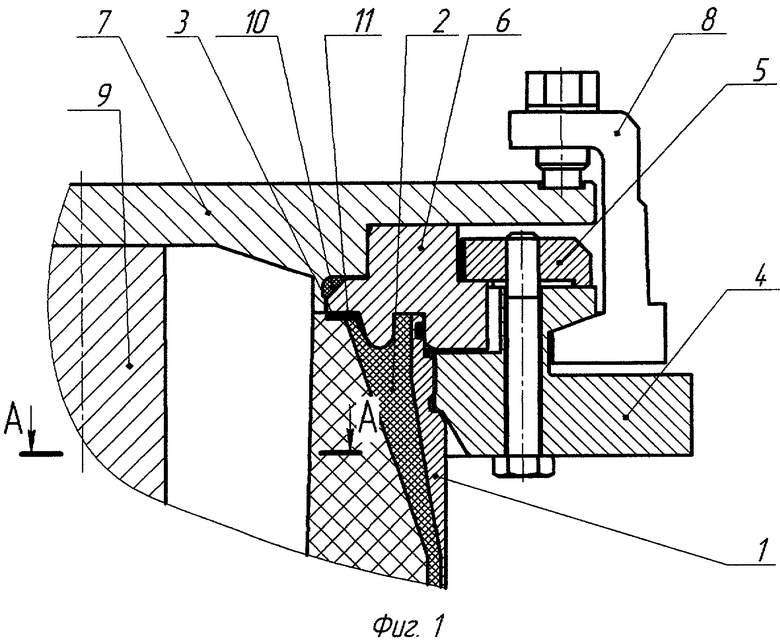
Предложенная конструкция формующей оснастки с составной крышкой устройства для формования поясняется фиг.1, где изображен продольный разрез открытого торца заряда в сборе с формующей оснасткой.
На внутренней поверхности корпуса 1 со стороны открытого торца расположена манжета 2 с выступающей внутрь (к оси корпуса) эластичной прокладкой 3 (юбкой из тонкого эластичного материала, например резины, пропитанного капрона). Прокладка 3 прикреплена к манжете или может быть выполнена заодно с ней. Прокладка 3 прилегает к ступенчатому пояску 11, выполненному на наружной крышке.
Торцевая крышка состоит из двух частей. На внешней поверхности корпуса закреплен фланец 4, к которому с помощью прижимов 5 крепится одна часть торцевой крышки - наружная кольцевая крышка 6, которая центруется по наружной посадочной поверхности корпуса.
Крышка 6 снабжена кольцевым выступом («зубом»), входящим в канавку манжеты.
Другая часть торцевой крышки - внутренняя крышка 7 - закреплена на игле 9, формующей канал и имеющей частично или на всем своем протяжении «звездообразную» форму (фиг.2). В глубине зазора между крышками установлено уплотнение 10. Крепление внутренней крышки к фланцу 4 осуществляется струбцинами 8.
При сборке пресс-формы на корпус 1 устанавливаются фланец 4 и наружная крышка 6, после чего визуально проверяется прилегание как эластичной прокладки 3, так и самой манжеты. В случае крайней необходимости прокладка 3 может быть точечно приклеена к крышке. В любом случае уже при сборке манжета и прокладка занимают однозначное положение.
Затем устанавливается и крепится к фланцу внутренняя крышка 7 с иглой 9.
Устройство направляется на заполнение.
При формовании и полимеризации внутреннее давление воспринимается обеими крышками и передается через фланец на корпус изделия.
Эластичная прокладка служит своеобразным стопором для конца манжеты и не дает ей перемещаться, что весьма благоприятно, и не провоцирует отслоения.
При разборке внутренняя крышка с иглой открепляется от корпуса и при извлечении за счет адгезии тянет за собой заряд, который удерживается как силой адгезии заряда и корпуса, так и опорой торца заряда на наружную крышку и ее ступенчатый поясок. Эластичная прокладка служит дополнительным демпфером между зарядом и крышкой.
Выбор ширины пояска наружной крышки позволяет обеспечить такую поверхность контакта ее с зарядом, при которой все усилие извлечения иглы без учета адгезии топлива к корпусу не создаст напряжений сжатия на торце заряда, превышающих допустимые для данного топлива. Наши исследования показали, что эти напряжения не должны превышать 80% от прочности топлива на сжатие, исходя из этого и нужно выбирать ширину пояска.
Это позволяет исключить возможность отслоения топлива от корпуса при извлечении внутренней крышки с иглой.
При снятии наружной крышки значительного силового воздействия на заряд не происходит.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2006 |
|
RU2341674C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЗАРЯДОВ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2001 |
|
RU2194875C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАРЯДА РДТТ | 2000 |
|
RU2170837C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЁРДОГО РАКЕТНОГО ТОПЛИВА | 2003 |
|
RU2245450C1 |
| Корпус ракетного двигателя твердого топлива | 2018 |
|
RU2722913C2 |
| СНАРЯЖЕННЫЙ КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2009 |
|
RU2418187C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ НА ТВЕРДОМ ТОПЛИВЕ | 2006 |
|
RU2312999C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА (ВАРИАНТЫ) | 2009 |
|
RU2412369C1 |
| ТВЕРДОТОПЛИВНЫЙ ЗАРЯД ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ АВИАЦИОННОЙ РАКЕТЫ И УСТРОЙСТВО ДЛЯ ЕГО ФОРМОВАНИЯ | 2014 |
|
RU2564745C1 |
| ЗАРЯД РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2216641C1 |
Изобретение относится к области изготовления твердотопливных зарядов торцевого и канального горения, получаемых методом заливки топливной массы в корпус. Устройство для формования канального заряда из смесевого ракетного твердого топлива содержит корпус с манжетой, крышку с выступом, входящим в канавку манжеты. Крышка выполнена составной из верхней и нижней частей с концентрическим разъемом и возможностью их взаимного осевого перемещения. На наружной крышке выполнен ступенчатый поясок, а манжета дополнительно снабжена эластичной прокладкой, прилегающей к пояску. Наружная и внутренняя крышки жестко и раздельно закреплены на корпусе. Изобретение позволяет повысить качество зарядов твердого топлива за счет исключения отслоения топлива от корпуса. 1 з.п. ф-лы, 2 ил.
1. Устройство для формования канального заряда из смесевого ракетного твердого топлива, содержащее корпус с манжетой, крышку с выступом, входящим в канавку манжеты, отличающееся тем, что крышка выполнена составной из двух частей с концентрическим разъемом и возможностью их взаимного осевого перемещения и образованием на наружной крышке ступенчатого пояска, при этом манжета дополнительно снабжена эластичной прокладкой, прилегающей к пояску, а наружная и внутренняя крышки жестко и раздельно закреплены на корпусе изделия.
2. Устройство для формования канального заряда из смесевого ракетного твердого топлива по п.1, отличающееся тем, что ширину пояска выполняют с таким расчетом, чтобы напряжения в топливе в зоне контакта его с пояском при разборке с заданным усилием составляли не более 80% предела прочности топлива на сжатие.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2006 |
|
RU2341674C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЗАРЯДОВ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2001 |
|
RU2194875C1 |
| АНАЛИТИЧЕСКОЕ УСТРОЙСТВО | 2016 |
|
RU2741391C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ ОБЖАРЕННЫЕ В ЧИЛИЙСКОМ СОУСЕ" | 2011 |
|
RU2466627C1 |
| US 4807531 A, 28.02.1989 | |||
| US 3099959 A, 06.08.1963. | |||

