Изобретение относится к способам и устройствам для снятия грата с внутренних поверхностей сварных швов трубопроводов, в частности магистральных газо- и нефтепроводов, и может быть использовано для снятия внутреннего кольцевого грата после стыковой сварки труб, точнее - множественных стыков на большой протяженности трубопровода.
При производстве электросварных труб их серьезным недостатком является наличие внутреннего грата, достигающего 3-5 мм по высоте, который затрудняет дальнейший передел, снижает эксплуатационные качества труб и ограничивает область их применения.
Известны способы удаления внутреннего грата при контактной стыковой сварке труб, реализованные в устройствах, описанных в [1, 2], заключающиеся в том, что внутренний грат удаляют механически срезанием специальным устройством, перемещающимся поперек трубы по линии вдоль шва и приводимым в движение установкой для стыковой сварки труб, т.е. находящимся в конструктивной связи со сварочным оборудованием.
Известно устройство для снятия внутреннего грата на трубах после сварки, описанное в [1], содержащее корпус с торцевым фланцем на одной стороне для крепления, вращающуюся с помощью привода на подшипниках качения планшайбу с режущими головками, снабженными держателями, режущим инструментом и опорными катками, механизм радиальной подачи режущего инструмента, механизм зажима трубы, гидравлическую систему питания и управления.
Привод радиальной подачи режущего инструмента осуществляется гидроцилиндром, управляемым механическим золотником, взаимодействующим своим роликом с упором, смонтированным на корпусе режущей головки. Устройство консольно крепится на обойме машины электроконтактной сварки труб.
Главным недостатком устройства для снятия внутреннего грата на трубах после сварки является узкая область его применения. Из-за консольного варианта его выполнения оно наиболее эффективно может быть использовано в стационарных полевых установках для сварки трехтрубных секций трубопроводов, работающих по “челночной” технологической схеме.
В передвижном комплексе “Север-1” для электроконтактной сварки отдельных труб и трехтрубных секций диаметром 1420 мм в непрерывную нитку трубопровода внутритрубное оборудование оснащено спереди полой штангой с кабелем, питающим трансформатор мощностью 800 кВтА.
Вторым недостатком устройства является постоянная радиальная подача режущего инструмента на один оборот вращения планшайбы. В известном устройстве для снятия внутреннего грата она практически прямо пропорциональна времени взаимодействия ролика золотника с упором.
Форма и величина усиления электроконтактного сварного шва зависят от технологических параметров сварки и толщины свариваемых стенок труб. При этом ширина усиления возрастает по мере приближения к внутренней поверхности труб. В этой связи одинаковая радиальная подача режущего инструмента на оборот вращения планшайбы увеличивает время съема грата и нерационально нагружает привод вращения планшайбы устройства для снятия внутреннего грата на трубах после сварки.
Известно также устройство для снятия внутреннего грата на трубах после сварки [2], принятое за прототип, содержащее корпус с торцевым фланцем на одной стороне для крепления, вращающуюся с помощью привода на подшипниках качения планшайбу с режущими головками, снабженными держателями, режущим инструментом и опорными катками, механизм радиальной подачи режущего инструмента, механизм зажима трубы и гидравлическую систему питания и управления, согласно изобретению корпус выполнен из трех соединенных между собой частей и снабжен торцевым фланцем с другой стороны, средняя часть корпуса выполнена сварной с кольцевой и осевой полостями, планшайба с режущими головками, снабженными держателями, режущими инструментами и опорными катками установлена на средней части корпуса, механизм радиальной подачи режущего инструмента выполнен в виде размещенного внутри осевой полости средней части корпуса гидроцилиндра, жестко соединенной с корпусом гидроцилиндра и размещенной между подшипниками качения на средней части корпуса кольцевой втулки с наружной конусной поверхностью, и взаимодействующих с ней конических роликов и пружин возврата, установленных в ползунах, перемещающихся в направляющих втулках, смонтированных в планшайбе, и несущих режущие головки, при этом шток упомянутого гидроцилиндра закреплен на средней части корпуса, а корпус гидроцилиндра установлен с возможностью осевого перемещения, кроме того, режущий инструмент подпружинен относительно держателя.
Такое конструктивное выполнение устройства позволит монтировать его как консольно в стационарных полевых установках, так и в средней части, например в комплексе "Север-1".
Недостатками описанного способа и устройств, реализующих этот способ, являются ограниченные возможности, а также его сложность и высокая энергоемкость.
Описанные гратосниматели:
- работают в комплекте со сварочным оборудованием, что исключает их автономную работу, и, как следствие, ограничивают возможности применения;
- предназначены для труб строго одного диаметра, что ограничивает возможности их использования;
- имеют сложную и громоздкую конструкцию, что сказывается на их стоимости, а также на возможностях использования;
- конструктивное выполнение гратоснимателей предусматривает движение резцов, снимающих грат - по кольцевой линии, что обусловливает низкую скорость очитки и, как следствие, ограничивает скорость сварки, а это существенный недостаток для производства труб;
- имеют ограниченные возможности ввиду отсутствия возможности очистки длинных линий трубопроводов, содержащих множественные стыки труб.
Технической задачей, решаемой данным изобретением, является расширение возможностей способа снятия грата при одновременном обеспечении повышения производительности.
Поставленная задача решается способом снятия внутреннего грата с внутренних поверхностей сварных швов трубопроводов механическим срезанием, отличающимся тем, что срезание грата осуществляют кольцевым режущим инструментом со всей поверхности кольцевого шва одновременно, режущий инструмент перемещают вдоль трубопровода, перемещение режущего инструмента производят под давлением воздуха, инертного газа или жидкости.
Поставленная задача решается также поршнем-гратоснимателем, содержащим корпус с режущими головками и опорными катками, отличающимся тем, поршень выполнен в виде двух секций - головной и хвостовой, соединенных между собой с возможностью поворота относительно друг друга в трех измерениях, например, за счет шаровой шарнирной муфты, хвостовая секция содержит полый корпус с установленными на нем блоками из чистящих и опорных дисков, разделенных распорными элементами, головная секция состоит из корпуса, на котором установлены режущие головки, выполненные в виде пирамидальных прошивок с внешней режущей поверхностью, закрепленных между дисковыми опорами, непосредственно к корпусу с передней стороны примыкают опорные катки и буфер, выступающий за пределы опоры катков.
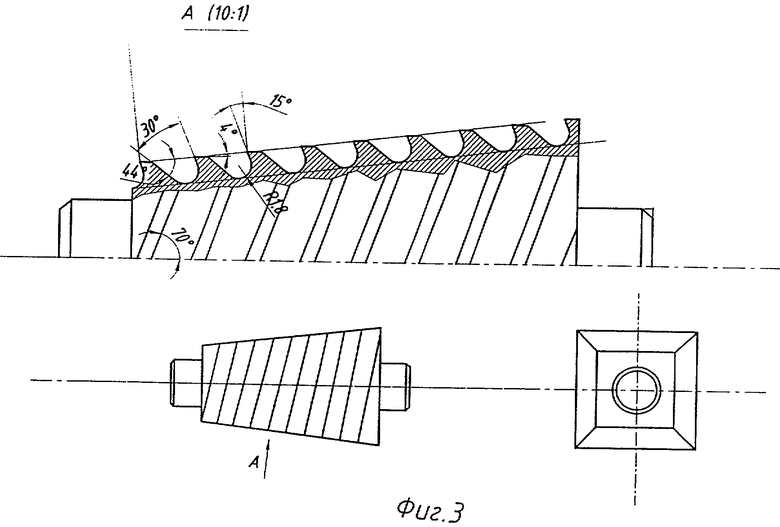
Поршень отличается также тем, что поверхность прошивок выполнена с режущими кромками, направленными в сторону вершины пирамиды.
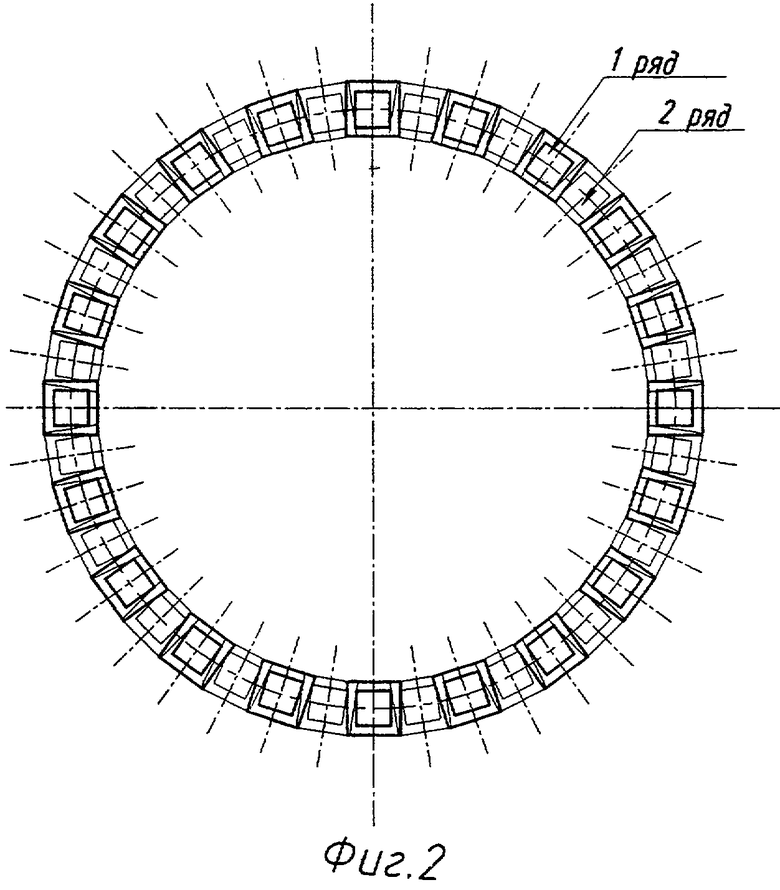
Поршень отличается также тем, что количество секций прошивок две, а прошивки в дисках установлены со сдвигом относительно прошивок другого диска.
Способ снятия внутреннего грата на трубах после сварки механическим срезанием кольцевым режущим инструментом позволяет применять простое и дешевое оборудование для большой номенклатуры диаметров труб, на больших участках трубопровода с множеством стыков осуществлять снятие грата с большой скоростью.
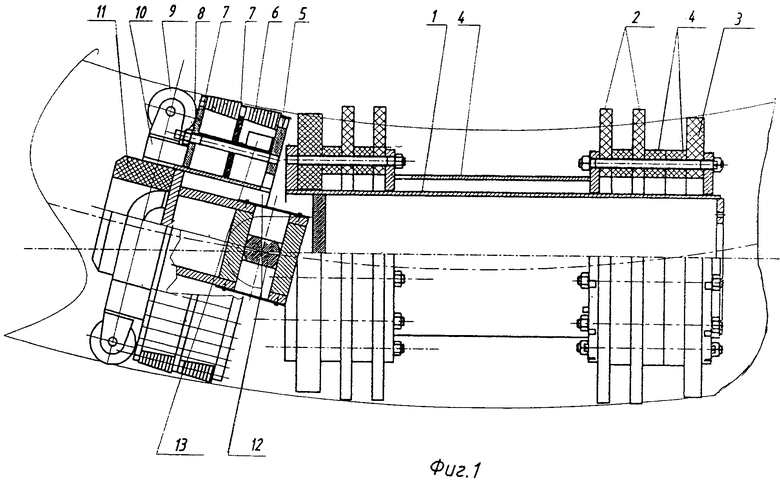
На фиг.1 представлен заявляемый поршень-гратосниматель, на фиг.2 - секция прошивок, на фиг.3 - конструкция прошивок.
Поршень-гратосниматель содержит полый корпус 1 с установленными на нем блоками из чистящих 2 и опорных 3 дисков, разделенных распорными элементами 4, корпус в хвостовой части секции заглушен, корпус головной части 5, на котором установлены прошивки 6, выполненные в виде прямоугольных пирамидальных элементов с внешней серпантинной режущей поверхностью, поверхность выполнена с заострениями, направленными в сторону вершины пирамиды, количество секций прошивок равно двум, прошивки 6 закреплены между дисковыми опорами 7 и корпусом 5, диски стянуты стяжкой 8, непосредственно к корпусу с передней стороны примыкают шесть опорных катков 9, например из полиуретана, закрепленных на цилиндрической опоре 10, охватывающей буфер 11, выступающий за пределы опоры 10 катков 9, оба корпуса 1 и 5 соединены шарнирной муфтой 12, устройство оснащено обоймой магнитов 13 для захвата стружки, снимаемой прошивками в процессе прохождения по трубопроводу.
Прошивки 6 выполнены из высокопрочного материала, например из стали ХВГ, XГ, 9XC, X12М.
Очистку внутренних поверхностей трубопроводов осуществляют следующим образом.
Запасовку поршня-гратоснимателя в трубопровод начинают с головной части - корпуса гратоснимателя 5, имеющего шесть катков 9, сидящих на цилиндрической подшипниковой опоре 10, что позволяет легко вкатывать поршень-гратосниматель в трубопровод.
Далее производят запасовку хвостовой части поршня, при этом опорный диск 3, имеющий диаметр, несколько меньший диаметра трубопровода, проходит в трубу свободно, а чистящий диск 2 деформируется, обеспечивая плотное прилегание к стенкам.
Помещенный в очищаемый трубопровод поршень-гратосниматель двигается по трубопроводу вместе с потоком перекачиваемого продукта за счет разности давлений перед - и за поршнем, т.е. создается перепад давлений 0,04-0,05 мП. При этом опорные катки 9 обеспечивают движение по трубе устройства, снятие грата осуществляется двумя рядами прошивок 6, которые режущими кромками соприкасаются с поверхностью сварных швов трубопровода, срезая грат. Снятие грата осуществляется одновременно со всей поверхности кольцевого шва за счет кольцевого выполнения режущего инструмента - секций прошивок.
Выполнение прошивок в виде пирамидальных прямоугольников с серпантинной режущей кромкой обеспечивает интенсивное срезание грата, удаление его из зоны обработки осуществляется за счет магнитов 13.
За счет выполнения прошивок в два ряда со сдвигом обеспечивается высокая степень снятия грата.
Предложенное решение позволяет расширить возможности применения способа и устройства для снятия внутреннего грата на трубах после сварки за счет автономности оборудования.
Движение осуществляется за счет давления воздуха или жидкости на хвостовой поршень, что обеспечивает его использование в трубопроводах неограниченной длины. Это обстоятельство расширяет возможности применения способа и устройства.
Заявляемый способ и устройство просты в реализации, не требуют дополнительных источников энергии для прохождения поршня и проведения очистки от грата, обеспечивая прохождение по трубе со скоростью 25-30 м/сек, что значительно, в степенной зависимости, превышает скорости очистки вышеописанных устройств и иных известных аналогов.
Заявляемый способ и устройство универсальны с точки зрения использования в трубопроводах разного назначения, разных диаметров - от 500 до 1420 мм.
Заявляемое устройство эффективно и обеспечивает надежную работу в трубопроводах разной конфигурации за счет шарнирного соединения двух частей.
Источники информации
1. Патент США №4084484, кл. 90-24, 1978.04.18.
2. Патент РФ 2257989, МПК 7 В23К 37/08, 2005.08.10.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| ПОРШЕНЬ ОЧИСТНОЙ ДИСКОВЫЙ ДВУНАПРАВЛЕННЫЙ | 2000 |
|
RU2177378C1 |
| ПОРШЕНЬ ОЧИСТНОЙ (ВАРИАНТЫ) | 2005 |
|
RU2327535C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| ГРАТОСНИМАТЕЛЬ | 1972 |
|
SU332979A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Гратосниматель | 1989 |
|
SU1660920A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
Способ снятия грата с внутренних поверхностей сварных швов трубопроводов и поршень-гратосниматель относятся к способам и устройствам для снятия преимущественно кольцевого грата и решает задачу расширения возможностей при одновременном обеспечении повышения производительности. Поставленная задача решается способом механического срезания, отличающимся тем, что срезание грата осуществляют кольцевым режущим инструментом со всей поверхности кольцевого шва одновременно, режущий инструмент перемещают внутри трубопровода, перемещение режущего инструмента производят под давлением воздуха или жидкости. Поставленная задача решается также поршнем-гратоснимателем, содержащим корпус с режущими головками и опорными катками, отличающимся тем, поршень выполнен в виде двух секций - головной и хвостовой, соединенных между собой с возможностью поворота относительно друг друга в трех измерениях, хвостовая секция содержит полый корпус с установленными на нем блоками из чистящих и опорных дисков, разделенных распорными элементами, головная секция состоит из корпуса, на котором установлены режущие головки, выполненные в виде пирамидальных прошивок с внешней режущей поверхностью, закрепленных между двумя дисковыми опорами, непосредственно к корпусу с передней стороны примыкают опорные катки и буфер, выступающий за пределы опоры катков. Поршень отличается тем, что поверхность прошивок выполнена с режущими кромками, направленными в сторону вершины пирамиды в виде серпантины, количество секций прошивок две, а прошивки в дисках установлены со сдвигом относительно прошивок другого диска. 2 н.п. ф-лы, 3 ил.
1. Способ снятия внутреннего грата на трубах после сварки механическим срезанием, отличающийся тем, что режущий инструмент перемещают вдоль трубопровода за счет давления перекачиваемого по трубопроводу воздуха, инертного газа или жидкости, обеспечивая снятие грата со всей поверхности кольцевого сварного шва одновременно.
2. Поршень-гратосниматель, содержащий корпус с режущими головками и опорными катками, отличающийся тем, что поршень выполнен в виде двух секций - головной и хвостовой, соединенных между собой с возможностью поворота относительно друг друга в трех измерениях: хвостовая секция содержит корпус с установленными на нем блоками из чистящих и опорных дисков, разделенных распорными элементами, а головная секция состоит из корпуса, на котором установлены режущие головки, выполненные в виде пирамидальных прошивок с внешней режущей поверхностью в виде серпантины с направленными в сторону вершины пирамиды заострениями, прошивки закреплены в два ряда между двумя дисковыми опорами и корпусом, к которому с передней стороны примыкают опорные катки, закрепленные на опоре, охватывающей выступающий за ее пределы буфер, при этом прошивки в рядах установлены со сдвигом относительно прошивок другого ряда.
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| US 4710078 A, 01.12.1987 | |||
| RU 2004365 C1, 15.12.1993 | |||
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА (ЕГО ВАРИАНТЫ) | 1998 |
|
RU2129924C1 |
| Способ прошивания соосных отверстий и инструмент для его осуществления | 1990 |
|
SU1811442A3 |

