/4 ,
/ЯП //rtJ-
7///30j /
Фиг. 2 1 Изобретение относится к области сварки, а более конкретно к устройствам для удаления кольцевого внутреннего грата, образующегося при контакт ной стыковой сварке труб, и может быть использовано как при сварке отдел:ьных труб в длинномерные секции на механизированных поточных линиях, так и при сварке трубопровода из отдельных труб или длинномерных сек. ций, Целью изобретения является повышение производительности устройства, увеличение его долговечности и расширение технологических возможностей Устройство для удаления внутреннего грата может быть вьтолнено в двух исполнениях: первое - для работы на механизированных поточных линиях при сварке труб в секции, и вто рое - для работы в передвижных установках при сварке отдельных труб или секций в непрерывную нитку трубопровода. На фиг, схематично Изображено устройство для удаления внутреннего грата в первом исполнении в момент сварки стыка; на фиг. 2 - режущий инструмент, содержащий брызгоулавливатель, общий вид; на фиг, 3 - разрез А-А н фиг.2; на фиг.4 - разрез Б-Внафиг.2 на фиг,5 - положение ребер брызгоулавливателя до и после разрыва юлакометаллической корки; на фиг.6 -устройство для удаления внутреннего Грата при сварке труб передвижными установками; на фиг.7 - узел I на фиг.6 (конструкция штанги на участке присоединения тяги от привода). Устройство для удаления внутреннего грата (фиг.1) содержит гидропривод 1, режущий инструмент 2, на . корпусе которого смонтирован брызгоулавливатель 3, и штангу 4, соединяющую режущий инструмент с приводом, Режущий инструмент (фиг в 2) сострит из корпуса 5 на котором, на -упру гих пружинных подвесках 6 и 7 установлены ножи 8, расположенные в сепа раторах 9 и 10. Ножи установлены с возможностью продольного перемещения на корпусе между втулками II и 12, которые ограничивают также раскрыти ножей по диаметру. Положение сепаратора 10 и втулки 12 фиксируется гай ,кой 13, которая выполняет функции контрольного шаблона и на которой размещены сменные секторы 14 шабло2на, удерживаемые пружинными кольцами 15. Для центрирования инструмента в трубе на корпусе режущего инструмента предусмотрены две регулируемые опоры 16. Для плавного входа инструмента в трубу или захода тру-: бы на инструмент предусмотрен заход ной конус 17. Опорная часть ножей 8 и сепаратора 10 выполнены со скосом с6 , способствующим прижатию ножей к стенке. На режущем инструменте в пазах сепаратора 9 установлены ограничители 18 продольного перемещения ножей, Ограничители 18 имеют форму клина, их опорная и обращенная часть выполнена со скосом внутрь под углом ji в сторону оси режущего инструмента. Каждьй нож режущего инструмента гибкой тягой 9 через направляющий ролик 20 соединен с подвижной втулкой 21, положение которой фиксируется пружиной 22. Подвижная.втулка 21 тягой 23 соединсша с втулкой 24. Втулка 24 (фиг.2) тягой 25 соединена с коромыслом 26, которое поворачивается вокруг оси 27 диафрагменньи приводом 28, закрепленным на штанге, . соединяющей . режущий инструмент с силовым приводом. Тяги 19 (фиг.2) являются тягами одностороннего действия, которые позволяют ножам 8 занимать любое промежуточное положение между двумя крайними из них при продольном и радиальном перемещениях, Ограничители 18 хода, тяга 19, ролик 20, втулка 21, пружина 22, тяга 23,втулка 24, тяга 25 вместе с ножами 8, пружинами 6 и 7 образуют клиновой механизм с приводом 28 для радиального перемещения ножей 8 при их продольном перемещении, за счет которого достигается регулирование диаметра раскрытия ножей, В з виси мости от конструктивных размеров можно получить необходимый диапазон регулирования диаметра раскрытия ножей, образующих режущую часть рабочего органа устройства для удаления внутреннего грата. Брызгоулавливатель является составной частью режущего инструмента и состоит из корпуса 29, который армирован медным или латунным листом 30, Корпус установлен на двух фланцах 31 и 32, которые в части выступающей над цилиндрической частью корпуI са, имеют два диаметрально расположенных паза, в которые установлены ребра 3 и 34. Ребра одним концом закреплены в . проушинах на корпусе (фиг.5) пальцами 3 и 36, а вторыми концами опираются на подвижную втулку 21, рпорные плоскости которой образуют клин, с которым ребра кинематически связаны. Положение втулки 21, как указьшалось выше, фиксируется пружиной 22. Отверстия в ребрах для установки пальцев 35 и 36 вьшолнены в виде пазов с противоположным уклоном. Опорные для ребер плоскости 37 и 38 подвижной опоры образуют клин, при перемещении которого пружина 22 сжимается, и реб ра 34 и 33 перемещаются в радиальной плоскости из положения I в положение II, осуществляя плоско-параллельное движение. Обратное перемещение ребер из положения II в положение I осуществляется под действием пружины 22.
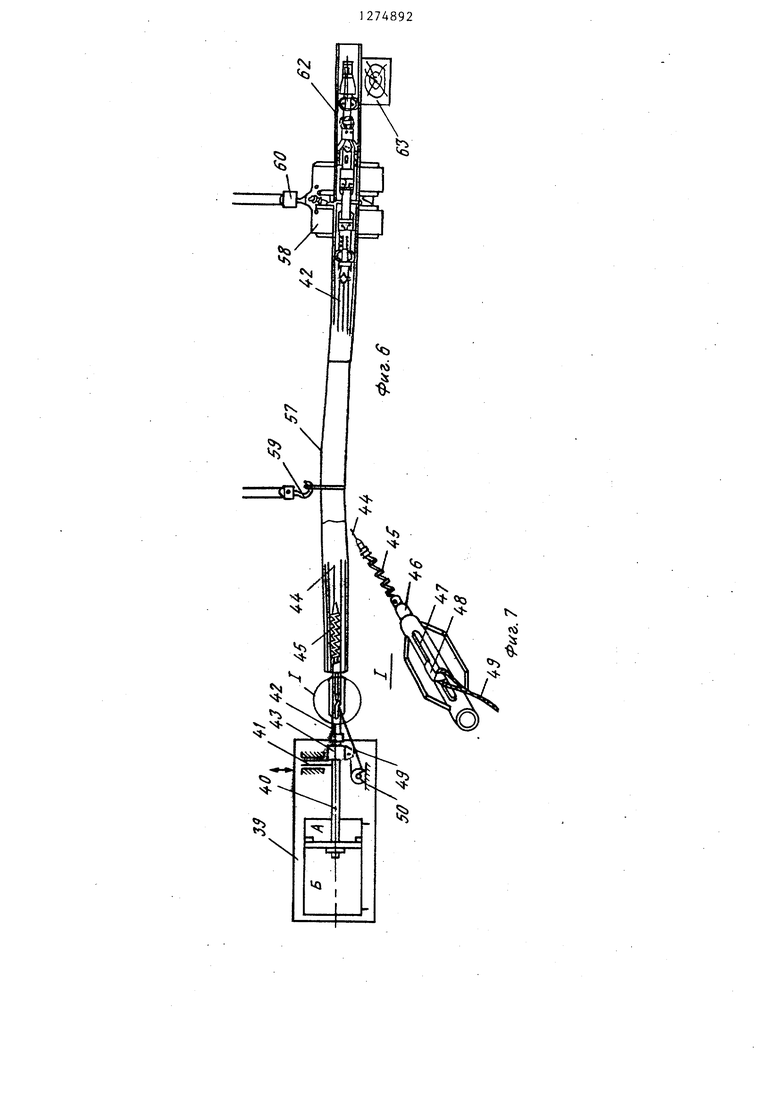
Во втором исполнении устройства для удаления грата (фиг.6) использован привод 39, который может работать в ударном режиме. Для этого поршень делит полость, цилиндра на две части А и В, и шток 40 может стопорится фиксатором 41, Шток со штангой 42 соединен быстросборной муфтой 43, В этом варианте устройства привод механизма регулирования диаметра раскрытия ножей совмещен с силовым приводом 39, щток которого (фиг.7) тягой 44 соединен через пружинный демпфер 45 и ползун 46. На участке перемещения ползуна штанга имеет сквозные пазы 47, через которые в ползун ввинчены крюки 48, движущиеся вместе с ползуном. На крюк зацеплена гибкая тяга 49, которая через направляющий блок 50 закреплена к муфте 43. Направляющий блок 50 установлен таким образом, чтобы при установке щтока 40 в правом крайнем положении тяга 49 перемещала бы ползун 46 и натягивала бы тягу 44, от перемещения которой зависит диаметр раскрытия ножей режущего инструмента. Изменяя положение блока 50, можно достичь необходимой величины хода ползуна 46 (фиг.7), от перемещения которой зависит величина регулирования раскрытия ножей режущего инструмента. По аналогичной схеме может работать механизм регулирования диаметра раскрытия ножей в устройстве, представленном на фиг.1.
При работе устройства по первому варианту исполнения (фиг. 1) трубы 51 и 52 подаются на сварку рольгангом 53, сварка осуществляется установкой 54, усилие для снятия грата воспринимается упорами 55 и 56. Пульт управления устройством для удаления грата совмещается с пультом управления сварочной установкой (не показан). При работе устройства по второму варианту исполнения (фиг.6) секция труб 57 подается на сварку и удерживается после центровки в сварочной головке 58 трубоукладчиком на крюк 59, а сварочная головка подвешивается на крюке 60 второго трубоукладчика или иного транспортного средства. Перемещение привода 39 и всего устройства к очередному стыку осуществляется трактором или другим транспортным средством.
Устройство для удаления внутреннего грата в зависимости от конструктивного исполнения работает следующим образом.
В устройстве (фиг.1) подлежащие сварке трубы 51 и 52 подаются по рольгангу 53 к месту расположения сварочной головки 54. Длина щтанги . 4 при выдвинутом щтоке привода 1 должна
обеспечивать расположение брызгоулавливателя 3 по линии стыка свариваемых труб. Установленный на штанге привод 28 не должен препятствовать перемещению трубы 51 по рольгангу. Центрирование режущего инструмента по внутреннему диаметру свариваемых труб при заданной толщине стенки осуществляется один раз с помощью регулируемых опор 16. Перед этим для контроля высоп-ы остающегося усилия сварного шва на гайке 13 устанавливают (фиг.2) необходимого размера секторы 14.
Ножи 8 режущего инструмента под действиег пружин 7 и 6 (фиг. 2) всегда прижимаются к стенке трубы. Благодаря упругим подвескам ножей упрощается центрирование режущего инструмента в трубах и режущая часть принимает форму внутреннего периметра трубы.
После окончания процесса сварки стыка подачей жидкости в щтоковую полость привода 1 (фиг.1) создают давление, под действием которого режущий инструмент протягивается через стык и ножи 8 срезают грат. После
срезки грата, что фиксируется по.резкому снижению давления в приводе 1, создают давление, в приводе 28, который через систему рычагов и тяг перемеп1ает подвижную втулку 21 , сжимающую пружину 22. Опоры ребер (фиг,5), двигаясь по наклонным плоскостям 37 и 38, разводят в радиальной плоскости рёбра 33 и 34, которые совершают плоско-параллельное дв ет:ение и переходят из положения I в положение II, Ребра разрывают образованную в виде втулки шлакометаллическую корку 61 вдоль образующих брызгоулавливателя. После выхода режущего инструмента из трубы снятие, отдельных частей шлакометаллической корки с медного экрана не вызьшает затруднений. Зачастую в процессе движения инструмента происходит самоочистка брызгоулавливателя.
При снятии давления в приводе 28 под действием сжа.той пружины 22 ребра возвращаются в положение I, При подаче давления в привод 28 (фиг,2) ножи 8 перемещаются до упора в ограничители 18, А так как обращенна.я к ножам опорная часть ограничителей 18 вьтолнена со скосом внутрь к оси режущего инструмента, при натяжении приводом 28 .тяг 19 ножи 8 перемещаются по наклонной плоскости, сжимают пружины 6 и 7 и двигаются радиально к оси корпуса. При этом диаме.тр раскрытия ножей уменьшается и между стенкой трубы и ножами образуется зазор, величина которого определяется конструктивными размерами элементов режущего инструмента. В этом случае инструмент перемещается в трубе на 40 роликовых опорах и снятие с помощью рольганга сваренной секции труб с режущего инструмента не вызывает затруднений. Благодаря возможности уменьшения диаметра раскрытия ножей 45 представляется возможность увеличить производительность процесса сварки за счет ускорения процесса вывода режущего инструмента из сваренных труб. При этом повышается также срок 50 службы ножей, так как исключается трение ножей в процессе движения инструмента, В дальнейшем процесс повторяется.
При работе устройства по второму 55 варианту исполнения (фиг,6) удаление газа происходит за счет заранее накопленной в полости А пневмопривода
39 энергии сжатого воздуха, переходящей в кинетическую энергию режущего инструмента. Устройство может использоваться в составе передвижных уста5 новок при сварке труб или секций в непрерывную нитку трубопровода, а также при сварке труб в секции.
Для подачи очередной трубы или секции 57 (фиг,6) необходимо разъеди0 нить в муфте 43 штангу 42 и шток 40 и снять петлю тяги 49 с крюка 48, Поднятую трубоукладчиком трубу или секцию одевают на штангу 42, выполненную из труб, в которой установле5 на тяга 44 для регулирования раскрытия ножей режущего инструмента. В процессе оде;вания трубной секции 57 на штангу режущий инструмент находится во второй трубе или нитке 62, ко0 торая установлена на насыпном вале или подставке 63.
Длина штанги превышает длину привариваемой секции труб, что облегчает процесс соединения штанги со што5 ком привода 39. В данном устройстве положение режущего инструмента в момент сварки стыка такое же, как в устройстве согласно фиг.1.
При работе устройства по фиг.6
0 после центровки с помощью подъемных механизмов 59 привариваемой секции труб 57 с ниткой 62 и зажатия свариваемых концов в сварочной головке 58 шток 40 пневмопривода стопорят
вода наполняют сжатым воздухом, а полость Б сообщают с атмосферой. После окончания процесса сварки фиксатор выводят.из зацепления со штоком 40. Поршень, шток и соединенный с ним
режуидий инструмент под действием сжатого воздуха разгоняются и приобретают кинетическую энергию, за счет которой происходит срезание грата. При работе данного устройства масса режущего инструмента и соединенных с ним частей значительно меньше массы сварочной головки и свариваемой пары труб, поэтому при соударении масс в процессе удаления грата линейные смеп.1ения сварочной головки ничтожно малы. Это не требует крепления головки, что упрощает конструкцию.
После пробивки стыка и снятия грата поршень и шток привода перемещают в правое крайнее положение (фиг.6). При этом соединенная со штоком гибфиксатором 41, полость А пневмоприкая тяга 49, которая зацеплена к крю ку 48 ползуна 46, перемещает тягу 44 в сторонуштока 40 на величину, достаточную для срабатывания механизма регулирования диаметра раскрытия ножей режущего инструмента, при которой происходит также разрушение шлакометаллической корки описанным способом. Затем с помощью трактора пневмопривод 39 и устройство в целом перемещают до выхода режущей части инструмента из приваренной трубы. После очистки и осмотра режущий инструмент снова вводят в нитку трубопровода, В дальнейшем процесс повторяется. Выполнение механизма регулировани диаметра раскрытия ножей режущего ин струмента в виде клинового механизма с одним общим приводом, расположенным за пределами свариваемых труб, позволяет осуществить регулирование размера режущей части инструментов практически для всего диапазона диаметров обрабатываемых труб простыми и более надежными техническими средствами, что упрощает конструкцию и делает надежной работу устройства. Изобретение обеспечивает увеличение производительности сварочного комплекса за счет ускорения перемещения режущего инструмента дня удаления грата от стыка к стыку и увеличение срока службы режущих элементов за счет уменьшения их трения. Наличие на брызгоулавливателе ребер, которые кинематически связаны с приводом перемещения ножей режущего инструмен та и раздвигаются с помощью этого привода, облегчает и ускоряет процесс снятия шлакометаллической корки, что также увеличивает производительность устройства. Формула изобретения Устройство для удаления внутреннего грата при контактной стыковой сварке труб, содержащее снабженный брызгоулавливателем режущий инструмент, в котором подпружиненные ножи смонтированы с возможностью перемещения, штангу и силовой пpивoд продольного перемещения режущего инструмента, отличающееся тем, что, с целью повышения производительности устройства, увеличения его долговечности и расширения технологи- . ческих возможностей, ножи режущего инструмента снабжены ограничителями продольного перемещения, смонтированными впереди каждого ножа по ходу его рабочего движения, и с обращенной к ним стороны вьтолнены в виде клина с уклоном опорной плоскости клина к оси режущего инструмента в сторону направления его рабочего хода, при этом.устройство снабжено подпружиненной, кинематически связанной с приводом продольного перемещения ножей, подвижной втулкой, смонтированной на штанге и кинематически соединенной с ножами, а брызгоулавливатель вьшолнен с продольными пазами И снабжен смонтированными в них ребрами, шарнирно закрепленными на нем с возможностью плоскопараллельного перемещения в радиальных к брызгоулавливателю плоскостях.
)
ЩШ
V г Ч/
о
N
JS



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления внутреннего грата | 1987 |
|
SU1447599A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1269944A1 |
| Режущий инструмент для удаления грата | 1982 |
|
SU1348120A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1989 |
|
SU1773636A1 |
| Устройство для снятия грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468729A1 |
| Устройство для очистки внутренней поверхности стыков труб при электроконтактной сварке | 1987 |
|
SU1416288A1 |
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468728A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1984 |
|
SU1180214A1 |
| Способ удаления грата с поверхности цилиндрических изделий | 1987 |
|
SU1466889A1 |

Изобретение относится к области сварки и предназначено для удаления кольцевого внутреннего грата, образующегося при контактной стыковой сварке труб. Целью изобретения является повьЕпение производительности устройства, увеличение его-долговечности и расширение технологических возможностей. После окончания процесса . сварки режущий инструмент притягивается через стык и ножи 8 срезают грат. С ножами 8 кинематически связана втулка 21, при перемещении которой перемещаются ребра брызгоуловителя и разрывают образованную в виде втулки шлакометаллическую корку. По- средством пружины ребра возвращаются в исходное положение. Ножи 8 посредством привода перемещаются до упора в ограничители 18. Опорная часть огi раничителей 18 вьшолнена со скосом (Л внутрь к оси режущего инструмента. Ножи 8 перемещаются по наклонной плоскости, сжимают пружины 6 и 7 и двигаются радиально к оси устройства. Уменьшение раскрытия ножей ускоряет процесс вывода режущего инструмента из сваренных труб и исключает трение ножей о стенки трубы в процессе движения инструмента. 7 ил.
i
KXXxvXNNI
tv/xlml /x.,
| Устройство для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1968 |
|
SU468730A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для удаления внутреннего грата | 1972 |
|
SU502730A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| АСИНХРОННЫЙ АВТОМАТИЧЕСКИЙ БУКВОПЕЧАТАЮЩИЙ ТЕЛЕГРАФНЫЙ АППАРАТ | 1923 |
|
SU3560A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
