Изобретение относится к оборудованию для контактной стыковой сварки кольцевых стыков труб в условиях строительства магистральных трубопроводов и стационарных условиях сварки и предназначено для контактной стыковой сварки непрерывным оплавлением в трассовых условиях из одиночных труб.
Из уровня техники известна машина, содержащая неподвижный зажим, вспомогательный зажим, направляющие, подвижный зажим, установленный с возможностью перемещения относительно неподвижного зажима по направляющим вдоль продольной оси свариваемых деталей, устройство для удаления усиления сварного шва. Вспомогательный зажим жестко связан с неподвижным зажимом и выполнен с возможностью удержания свариваемых деталей при выполнении операции удаления усиления сварного шва во время остывания последнего и при подтягивании деталей во время выполнения вспомогательных операций перед сваркой. Подвижный зажим расположен между неподвижным и вспомогательным зажимами (RU 2277462, 10.06.2006).
Однако данная машина предназначена только для сварки рельс, и ее невозможно использовать при сварке труб.
Наиболее близкой к предложенному изобретению является самоходная установка для стыковой электроконтактной сварки трубопроводов, содержащая транспортное средство, сварочную машину, внутренний и наружный гратосниматели, дизель-электрический агрегат, платформу, подвешенную на стреле транспортного средства и связанную с ним подвеской, выполненной в виде гидроцилиндра, шток которого соединен с платформой, а корпус соединен со стержнем, имеющим возможность перемещения перпендикулярно продольной оси транспортного средства в раме, шарнирно соединенной с транспортным средством. Установка снабжена устройством для зачистки концов труб под контактные башмаки сварочной машины, смонтированным на платформе по ходу технологического процесса перед сварочной машиной, за которой соосно ей смонтирован на платформе наружный гратосниматель. Установка дополнительно снабжена рольгангом, выполненным в виде неприводных роликов, смонтированных на платформе между устройством для зачистки концов труб, сварочной машиной, наружным гратоснимателем и по краям платформы вдоль продольной оси сварочной машины, внутренний гратосниматель снабжен штангой и средством его перемещения, выполненным в виде двух секторов, смонтированных на платформе на стойках с возможностью вращения и снабженных приводными роликами и гидроцилиндрами, шарнирно смонтированными на платформе для поворота секторов (SU 1345500, 10.06.1999).
Данная установка является мало автоматизированной, громоздкой и неудобной в эксплуатации, а также она предназначена для сварки малого диаметра труб.
Задача, на решение которой направлено предложенное изобретение, заключается в создании такой установки сварочной оплавлением, которая исключала бы указанные выше недостатки.
Технический результат, достигаемый при реализации данного изобретения, заключается в повышении производительности труда, надежности, уменьшении трудозатрат и расширении функциональных возможностей при соединении длинномерных изделий.
Указанный технический результат достигается в установке для сварки труб оплавлением, содержащей тягач-электростанции, подвижную платформу, перемещаемую тягачом-электростанцией, станцию управления и сварочную машину, расположенные на подвижной платформе, и цилиндр перемещения для перемещения сварочной машины к месту сварки, при этом сварочная машина состоит из жестко связанных между собой зачистного устройства, содержащего два зачистных диаметрально противоположно расположенных блока, сварочной головки, снабженной сменными вкладышами для переналадки на сварку труб определенного диаметра, и наружного и внутреннего гратоснимателей.
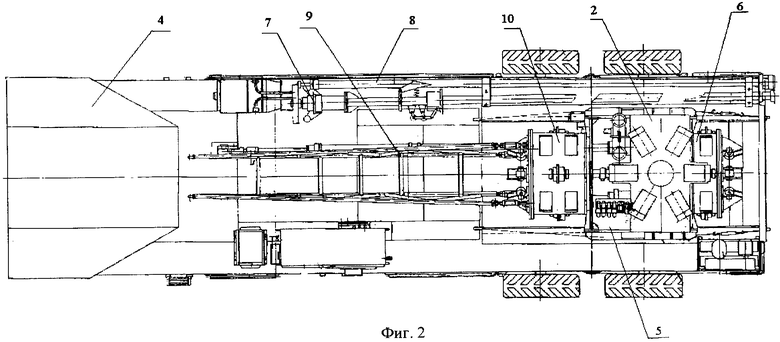
Сущность изобретения поясняется чертежами, где на фиг.1 изображен вид сбоку установки сварочной оплавлением в транспортном состоянии; на фиг.2 - вид сверху установки сварочной оплавлением в транспортном состоянии.
Установка сварочная оплавлением расположена на подвижной платформе 1, перемещаемая тягачом - электростанции, и обеспечивает внешнюю контактную сварку труб в полуавтоматическом режиме.
Установка сварочная оплавлением состоит из следующих основных сборочных единиц: платформы 1, тягача - электростанция (не показан), машины сварочной 2, цилиндра перемещения 3 и станции управления 4. Машина сварочная 2, цилиндр перемещения 3 и станции управления 4 жестко связаны между собой и расположены на платформе 1. В состав установки входят комплекты сменных и запасных частей, инструмента и принадлежностей.
Станция управления 4 представляет собой кунг, в котором размещено электрооборудование управления машиной сварочной 2: контроль качества стыка - производится самописцем; командоаппарат - управляет циклами сварки; автоматы включения/выключения силовой сети и управления всей гидросистемы, а также имеется дистанционный пульт управления.
Машина сварочная 2 состоит из следующих основных сборочных единиц: головки сварочной 5, гратоснимателей наружного 6 и внутреннего 7 со штангой гратоснимателя 8 и рамой 9, зачистного устройства 10. Все это установлено на платформе 1.
Головка сварочная 5 содержит три направляющих гидроцилиндра, на которых смонтированы подвижный корпус и неподвижный корпус. Гидроцилиндры являются цилиндрами оплавления и осадки. В корпусах равномерно по окружности (по 6 элементов в каждом) расположены зажимные элементы, которые механическим способом синхронизированы между собой. Зажим осуществляется с помощью гидроцилиндров поворотом корпусов. На зажимных элементах имеются сменные вкладыши, которые рассчитаны на определенный диаметр трубы. С помощью этих вкладышей происходит переналадка головки сварочной на сварку труб определенного диаметра. Головка сварочная 5 имеет следящую гидросистему и датчик перемещения, который служит для регистрации перемещения и имеет шаг записи 2,5 мм.
Зачистное устройство 10 предназначено для зачистки до металлического блеска поясов шириной не менее 110 мм на наружных поверхностях труб диаметром 377; 426; 530 мм под контактные башмаки сварочной машины. Зачистное устройство 10 закреплено к фланцу в передней части машины сварочной. Несущим элементом зачистного устройства 10 является корпус, на котором установлены два холостых и один приводной фрикционные ролики, на которые внутри корпуса опирается ротор. Привод ротора осуществляется от электродвигателя N=5,5 кВт, n - 1500 об/мин через клиноременную передачу на приводной ролик. Частота вращения ротора 186 об/мин. На роторе через два рычага на опорах скольжения свободно диаметрально противоположно друг к другу подвешены два зачистных блока, в которых установлены по шесть иглорез. Зачистные блоки через рычаги уравновешены грузом с установленной пружиной, поэтому в нерабочем состоянии зачистного устройства 10 иглорезы не соприкасаются с зачищаемой трубой, а при вращении ротора зачистные блоки своими иглорезами под действием центробежной силы прижимаются к зачищаемой трубе, сжимая при этом пружину. Происходит зачистка трубы. При зачистке труб ⊘ 377, ⊘ 426, ⊘ 530 мм зачистные блоки с рычагами устанавливаются в соответствующие отверстия, имеющиеся в роторе, при этом для трубы ⊘ 377 и ⊘ 426 мм дополнительно устанавливается ограничитель - ось в соответствующее отверстие в роторе. Кронштейны с роликами закрепляются на фланце в соответствии с диаметром зачищаемой трубы. На корпусе предусмотрены четыре смотровых люка, которые предназначены для визуального контроля установки трубы под за чистку. В рабочем положении смотровые люки должны быть закрыты крышками.
Гратосниматели наружного 6 и внутреннего 7 предназначены для срезки наружного и внутреннего грата соответственно, образующегося при контактной сварке трубопровода машиной сварочной 2. Гратосниматели наружного 6 и внутреннего 7 грата закреплены к фланцу в задней части машины сварочной 2. По конструкции гратосниматель наружного 6 грата аналогичен с конструкцией зачистного устройства 10. Отличительной особенностью является лишь то, что в качестве режущего инструмента применяются резцовые твердоплавные пластины, впаянные в два блока, которые закреплены на рычагах, которые на опорах скольжения установлены свободно диаметрально противоположно друг к другу на роторе. При вращении ротора резцовые блоки режущей кромкой твердосплавных пластин под действием центробежной силы соприкасаются с поверхностью наружного грата, и происходит срезка его. При срезке наружного грата в зависимости от диаметра трубы рычаги с резцовыми блоками и осями устанавливаются в соответствующие отверстия. Кронштейны с опорными роликами закрепляются на фланце, также в соответствии с диаметром обрабатываемой трубы. На корпусе предусмотрены два смотровых люка, которые предназначены для визуального контроля установки трубы под срезку грата. В рабочем положении люки должны быть закрыты крышками.
Установка сварочная оплавлением выполняет следующие операции: зачистку пояска труб перед сваркой, центровку и сварку труб, снятие наружного и внутреннего грата, перемещение комплекса.
Установка сварочная оплавлением, расположенная на подвижной платформе 1, установленная на колесах, перемещается тягачом от стыка к стыку труб.
Трубоукладчик подводит трубу для сварки к установке сварочной оплавлением, располагает ее на платформе 1 к стыку плети, расположенному в зачистном устройстве 10, находящемся на платформе 1, при этом труба нанизывается на гратосниматель внутренний 7.
Происходит подготовительная операция «зачистка», управление которой происходит с пульта управления.
После «зачистки» машина сварочная 2 перемещается к зачищенному стыку цилиндром перемещения 3 и устанавливается на сварку, зажимается поворотными цилиндрами (6 штук, из которых три цилиндра подвижных и три цилиндра не подвижных). Управление сваркой осуществляется при помощи дистанционного пульта управления со станции управления 4.
После окончания сварки разжимаются все шесть цилиндров и установка сварочная оплавлением перемещается для срезки грата гратоснимателями, установка становится в исходное положение и при помощи тягача перемещается в зону сварки следующего стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Сварочный комплекс | 1983 |
|
SU1696210A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Установка для контактной сварки труб | 1988 |
|
SU1574398A1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
| СПОСОБ ЗАЧИСТКИ ЭЛЕКТРОДОВ СВАРОЧНОЙ МАШИНЫ ГРАТОСНИМАТЕЛЕМ | 2011 |
|
RU2471598C1 |
| Машина для контактной стыковой сварки труб | 1979 |
|
SU938488A1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| Машина для контактной стыковой сварки труб | 1982 |
|
SU1222458A1 |
Изобретение относится к оборудованию для контактной стыковой сварки оплавлением кольцевых стыков труб в условиях строительства магистральных трубопроводов из одиночных труб. Установка содержит тягач-электростанцию, подвижную платформу, перемещаемую тягачом-электростанцией, станцию управления и сварочную машину, расположенные на подвижной платформе, и цилиндр перемещения для перемещения сварочной машины к месту сварки. Сварочная машина состоит из жестко связанных между собой зачистного устройства, содержащего два зачистных диаметрально противоположно расположенных блока, сварочной головки, снабженной сменными вкладышами для переналадки на сварку труб, и наружного и внутреннего гратоснимателей. Повышается производительность труда, надежность установки и расширяются функциональные возможности при соединении длинномерных изделий. 1 н.п. ф-лы, 2 ил.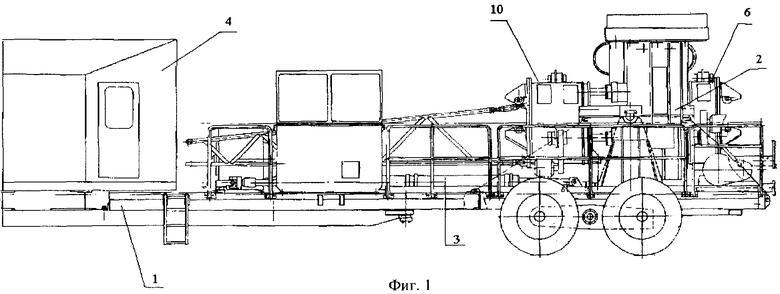
Установка для сварки труб оплавлением, характеризующаяся тем, что она содержит тягач-электростанцию, подвижную платформу, перемещаемую тягачом-электростанцией, станцию управления и сварочную машину, расположенные на подвижной платформе, и цилиндр перемещения к месту сварки сварочной машины, которая состоит из жестко связанных между собой зачистного устройства в виде двух зачистных диаметрально противоположно расположенных блоков, сварочной головки, снабженной сменными вкладышами для переналадки на сварку труб определенного диаметра, и наружного и внутреннего гратоснимателей.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Строительство магистральных и промысловых трубопроводов | |||
| Сварка, Миннефтегазстрой, 01.07.1989 | |||
| SU 1345500 А, 10.06.1999 | |||
| Передвижная установка для стыковой электроконтактной сварки трубопроводов | 1986 |
|
SU1328122A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Самоходная установка для сварки трубопроводов и их монтажа на высотные отметки | 1989 |
|
SU1715530A1 |
| US 4549060 A, 22.10.1985 | |||
| DE 3106621 A, 09.09.1982. | |||

