.1
Изобретение относится к строительству трубопроводов, а более но к строительству поддодных трубопроводов с помощью трубоукладочных барж.
Целью изобретения является повышение производительности трубосварочного комплекса трубоукладочной баржи без увеличения размеров баржи за счет использования новых поточных линий монтажа трубопровода на основе применения метода стыковой сварки оплавлением и предварительного соединения отдельных труб в трехтрубные секщти этим же методом сварки.
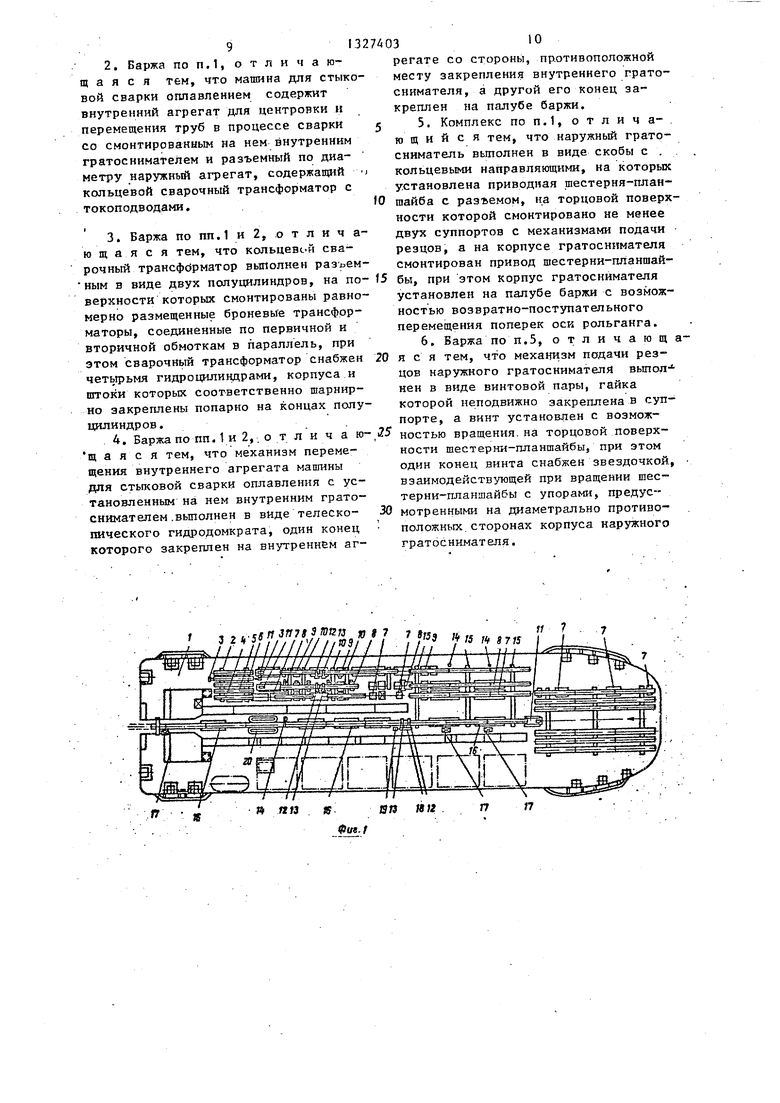
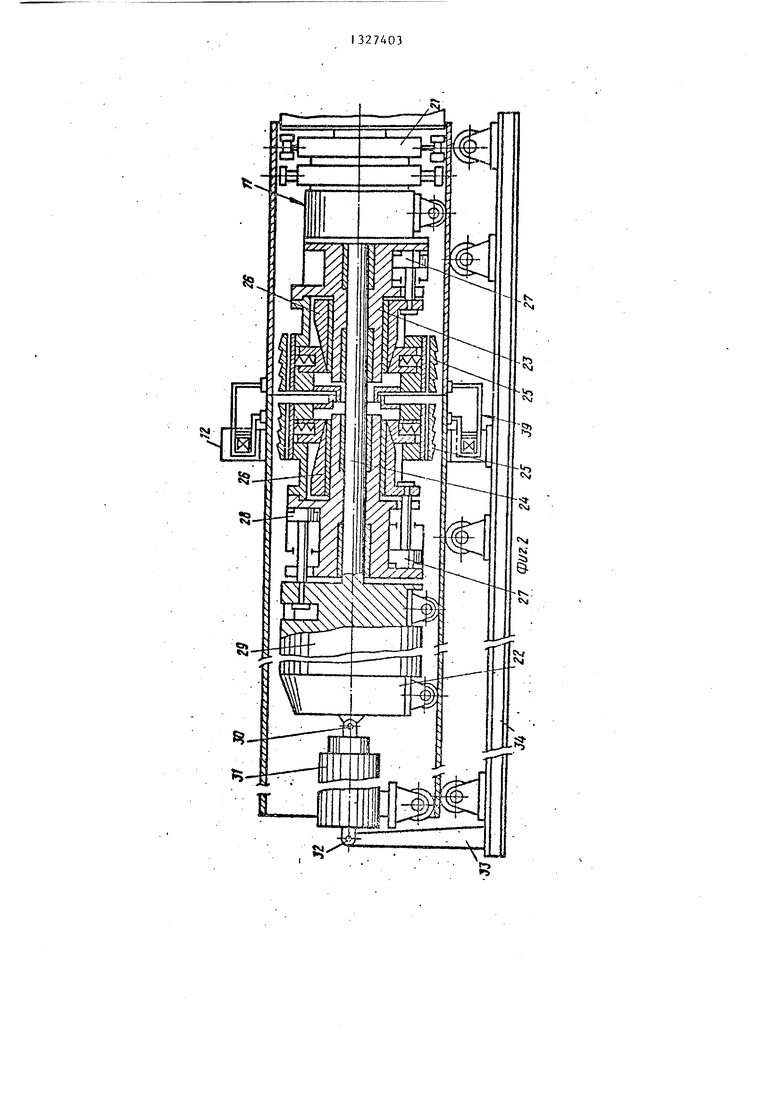
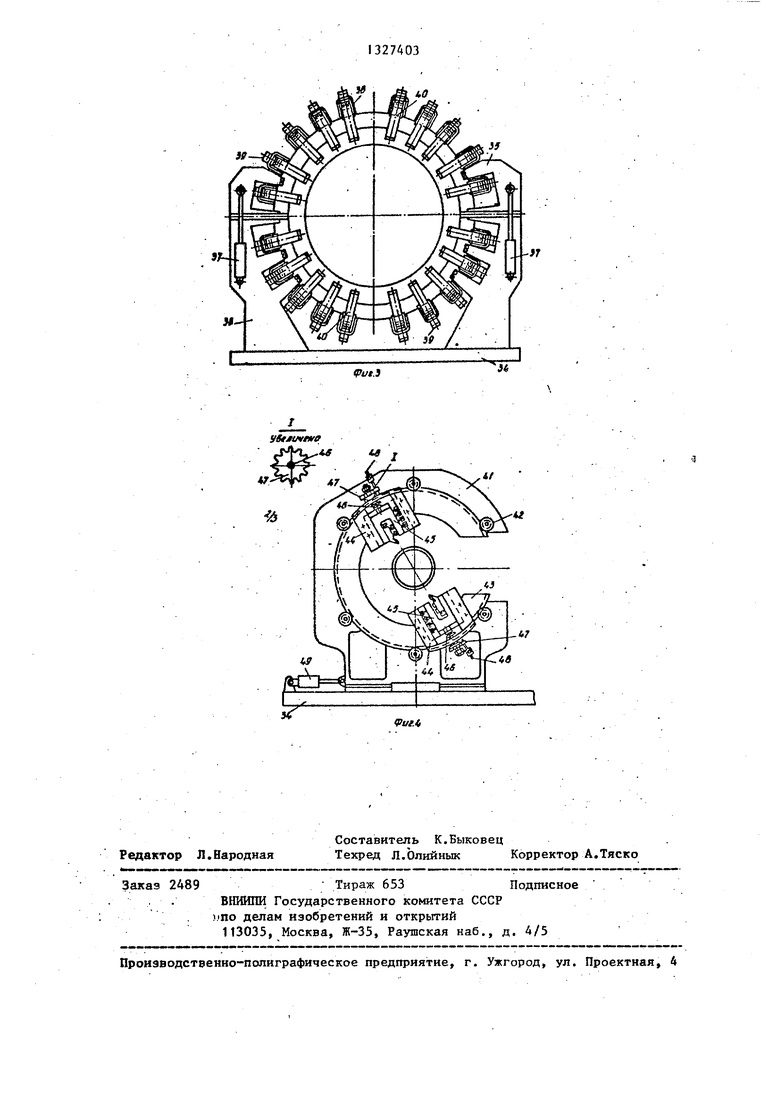
На фиг,1 приведена схема трубосварочного комплекса трубоукладочной баржи и входящие в нее агрегаты (без стингера), на фиг,2 - машина для стыковой сварки ош1авле нием трубопроводов ; на фиг. 3 - наружный агрегат сварочной машины на фиг.А - наружный гратосниматель, I ,
1
Трубоукладочная баржа 1 с установленной на ней поточной линией (см, фиг,О для монтажа и сварки трубопровода содержит приемный стеллаж 2 с установленными по обе его стороны зачистными машинами 3, необходимьжи для зачистки поверхностей труб 4-6 под контактные башмаки сварочных машин. Поточная линия содержит первый рольганг 7 перемещения одиночных труб.вдоль поточной линии, второй рольганг 8, расположенный параллельно первому, и третз1й рольганг 9, расположенный параллельно двум первым. Связь между рольгангами 7-9 осуществляется с помощью перегружателей и наклонно расположенных покатей 10,
На второй линии рольгангов 8 размещена первая, машина для стыковой сварки оплавлением труб, состоящая из внутреннего 11 и наружного 12 агрегатов. На третьей линии рольгангов 9 размещена вторая машина для стыковой сварки оплавлением труб, состоящая из внутрнтрубного 11 и наружного 12 агрегатов. За наружными агрегатами сварочных машин по технологическому потоку На второй и третьей линиях рольгангов расположены наружные гратосниматели 13; На третьей линии рольгангов 9 за наружным гратоснимателем 13 располагаются последовательно др.уг за другом на расстоянии длины трубы два ультра
274032
звуковьос дефектоскопа 14 для автоматического контроля качества сварных соединений,
Первый, второй и третий рольганги
О
со стороны, противоположной приемному стеллажу 2, связаны между собой и линией укладки трубопровода приемно- транспортным устройством 15, перегру Q жающим Сварные секции труб. Третья машина для стыковой, сварки оплавлением трехтрубных секций в нитку трубопровода, состоящая из внутритрубно- го 11 и наружного 12 агрегатов распо15 лагается на линии 16 укладки трубопровода. За внутренним агрегатом 11 третьей сварочной машины на расстоянии длины труб друг за другом установлены два поста изоляции стыков 17
2Q трехтрубных секций. За наружным аг- гератом 12 третьей сварочной машины на одной подвижной вдоль оси свари- ваемого трубопровода площадке 18, перемещаемой гидроцилиндром 19 относи25 тельно палубы баржи, установлен наружный гратосниматель 13, За наружным гратоснимателем 13 вдоль линии укладки расположена установка 14 для ультразвуковх5го контроля сварного
30 соединения, пост изоляции 17 сварных , стыков трубопровода, натяжитапь 20 и стингер (на чертеже .не показан) ,
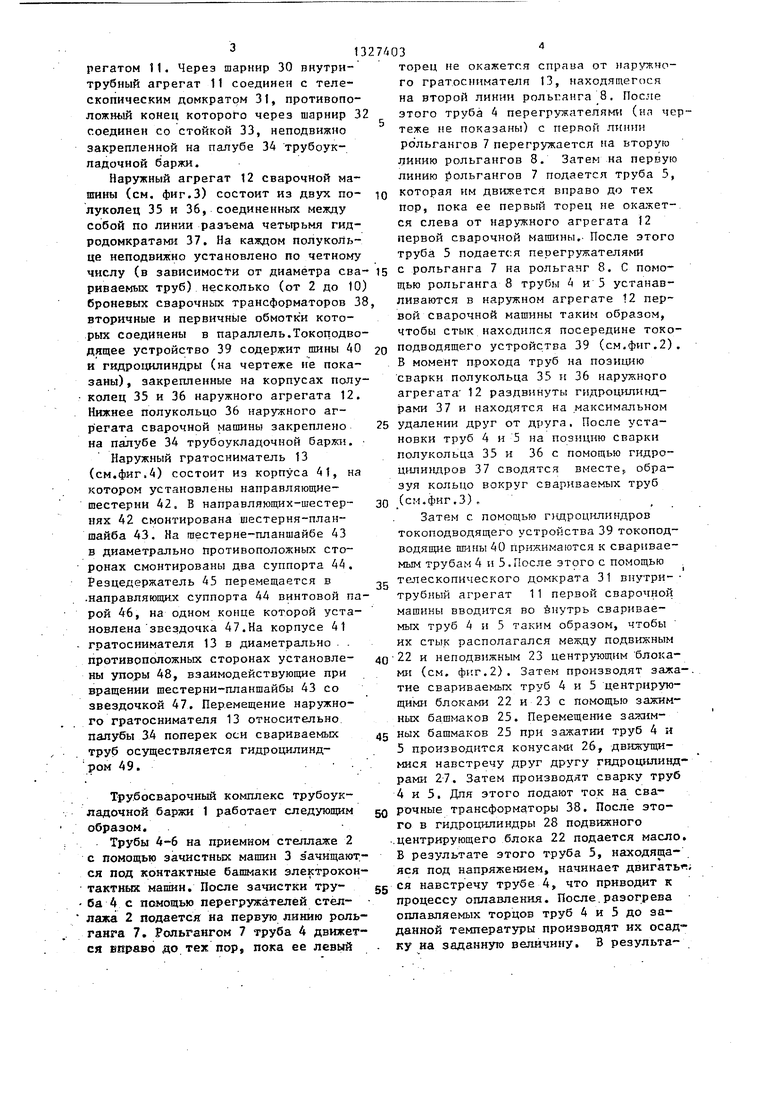
Йашйна для стыков.ой сварки оплавле- иием трубопроводов (см, фиг.2) состоит из двух агрегатов:ннутритрубно- го 11 для центровки и перемещения труб в процессе сварки и наружного 12 для подвода энергии к свариваемым тру- бам, С передней стороны внутреннего агрегата сварочной машины укреплен . внутренний гратосниматель 21, Внут- ритрубный агрегат 11 сварочной мапш- ны состоит из подвижного центрирую- . щего 22 и неподвижного центрирующего 23 блоков,расположенных соосно на валу 24, По периметру центрирующих блоков в их гнездах располагаются Зависимые башмаки 25. Перемещение башмаков от центра к периферии проис- ходит под действием конусов 26, перемещаемых гидроцилиндрами 27. Перемещение подвижного центрирующего блока 22 внутритрубного агрегата t1 сварочной машины относительно вала 24 - производится гидроцилиндрами 28. Питание гидроцилиндров 27 и 28 осуществляется от гидростанции 29, выполняемой заодно с внутритрубным аг
регатом 11. Через шарнир 30 внутри- трубный агрегат 11 соединен с телескопическим домкратом 31, противопо- ложЖ)й конец которого через шарнир 32 соединен со стойкой 33, неподвижно закрепленной на палубе 34 трубоук- падочной баржи.
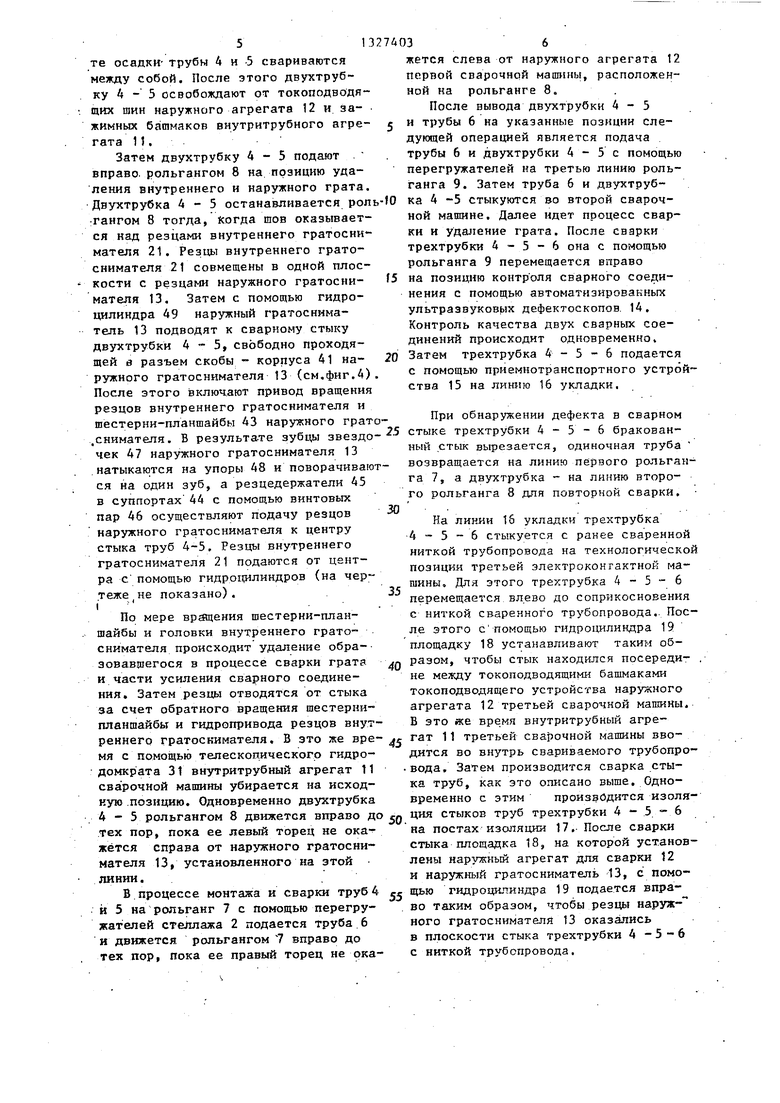
Наружный агрегат 12 сварочной ма- птны (см. фиг.З) состоит из двух полуколец 35 и 36, соединенных между Собой по линии разъема четырьмя гидродомкратами 37. На каждом полукольце неподвижно установлено по четному
10
торец не окажется справа от наружного гратосниматепп 13, находящегося на второй линии рольганга 8. После этого труба перегружателями (нп чер теже не показаны) с первой липни рольгангов 7 перегружается на вторую линию рольгангов 8. Затем на первую линию {Рольгангов 7 подается труба 5, которая им движется вправо до тех пор, пока ее первый торец не окажется слева от наружного агрегата 12 первой сварочной {ашины,. После этого труба 5 подается перегружателями
числу (в зависимости от диаметра сва- 15 рольганга 7 на рольганг 8. С помо- риваемых труб) несколько (от 2 до 10) щью рольганга 8 труСы к 5 устанав25
30
броневых сварочных трансформаторов 38, вторичные и первичные обмотк и которых соединены в параллель.Токоподводящее устройство 39 содержит шины 40 20 и гидроцилиндры (на чертеже не показаны) , закрепленные на корпусах полуколец 35 и 36 наружного агрегата 12. Нижнее полукольцо 36 наружного аг- р егата сварочной машины закреплено на палубе 34 трубоукладочной баржи.
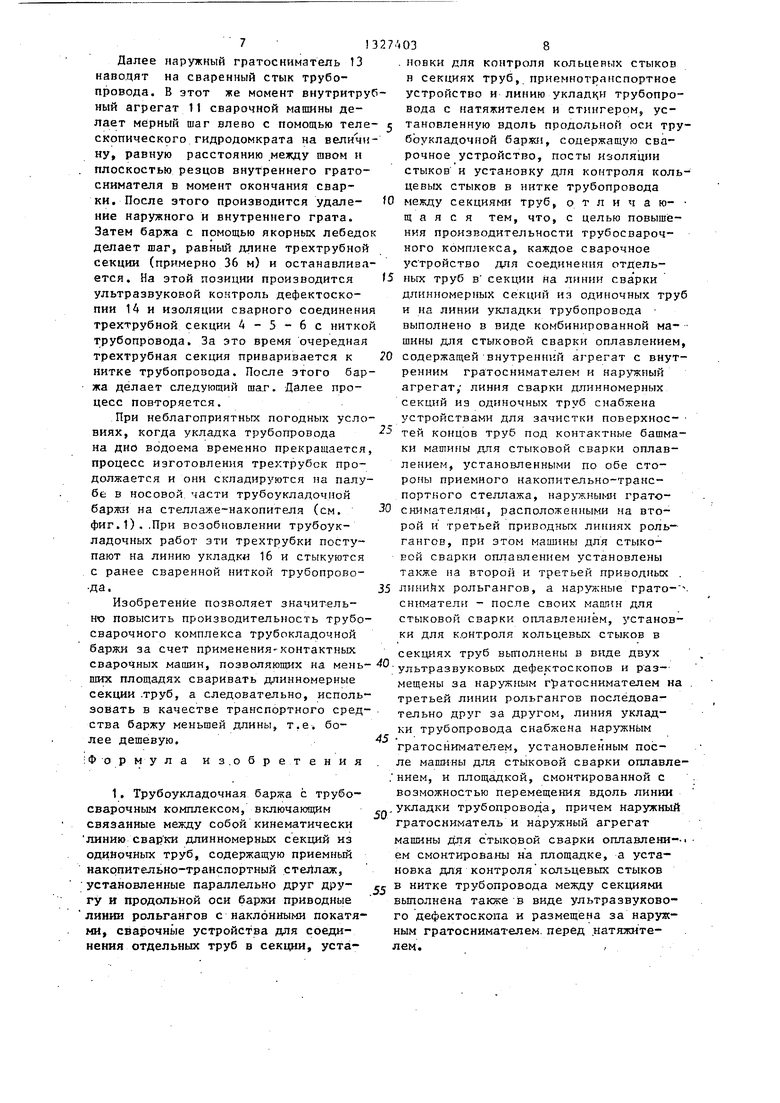
Наружный гратосниматель 13 (см.фиг.4) состоит из корпуса 41, на котором установлены направляющие- шестерни 42. В направляюших-шестер- нях 42 смонтирована шестерня-планшайба 43. На шестерне-планшайбе 43 в диаметрально противоположных сторонах смонтированы два суппорта 44. Резцедержатель 45 перемещается в .направляю1ци.х суппорта 44 винтовой парой 46, на одном конце которой установлена звездочка 47.На корпусе 41
гратоснимателя 13 в диаметрально . . противоположных сторонах установлены упоры 48, взаимодействующие при вращении шестерни-планшайбы 43 со звездочкой 47. Перемещение наружного гратоснимателя 13 относительно палубы 34 поперек оси свариваемых труб осуществляется гидроцилиндром 49.
35
40 45
Трубосварочный комплекс трубоукладочной баржи 1 работает следующим образом.
Трубы 4-6 на приемном стеллаже 2 с помощью зачистньк машин 3 зачищают.- ся под контактные башмаки электрокон- тактных машин. После зачистки тру-ба 4 с помощью перегружателей стел-
лажа 2 подается на первую линию рольганга 7. Рольгангом 7 труба 4 движется вправо до тех пор, пока ее левый
торец не окажется справа от наружного гратосниматепп 13, находящегося на второй линии рольганга 8. После этого труба перегружателями (нп чертеже не показаны) с первой липни рольгангов 7 перегружается на вторую линию рольгангов 8. Затем на первую линию {Рольгангов 7 подается труба 5, которая им движется вправо до тех пор, пока ее первый торец не окажется слева от наружного агрегата 12 первой сварочной {ашины,. После этого труба 5 подается перегружателями
5
0
0
5
ливаются в наружном агрегате 12 первой сварочной машины таким образом, чтобы стык находипся посередине токо- подводящего устройства 39 (см.фиг.2). В момент прохода труб на позицию сварки полукольца 35 и 36 наружного агрегата 12 раздвинуты гидроцилиндрами 37 и находятся на максимальном удалении друг от друга. После установки труб 4 и 5 на позицию сварки полукольца 35 и 36 с помощью гидро- цилиндров 37 сводятся вместе, образуя кольцо вокруг свариваемых труб (см.фиг.З).
Затем с помощью гндроцт-шиндров токоподводящего устройства 39 токопод- водящие шины 40 прижимаются к свариваемым трубам 4 5.После этого с помощью телескопического домкрата 31 внутри-- труб1 ый агрегат 11 первой сварочной машины вводится во ёнутрь свариваемых труб 4 и 5 таким образом, чтобы их стык располагался между подвижным 022 и неподвижным 23 центрующим блоками (см. .2). Затем производят зажа-. тие свариваемых труб 4 и 5 центрирующими блоками 22 и 23 с помощью зажимных башмаков 25. Перемещение заяам- 5 ных башмаков 25 при зажатии труб 4 и 5 производится конусами 26, движущимися навстречу друг другу гидроцилиндрами 27. Затем Производят сварку труб 4 и 5. Для этого подают ток на сварочные трансформаторы 38. После этого в гидроцилиндры 28 подвижного .центрирующего блока 22 подается масло. В результате этого труба 5, находящаяся под напряжением, начинает двигать ; ся навстречу трубе 4, что приводит к процессу оплавления. После.разогрева оплавляемых торцов труб 4 и 5 до заданной температуры производят их осадку на заданную величину. В результа0
5
те осадки- трубы 4 и -5 свариваются между собой. После этого двухтруб- ку 4 - 5 освобождают от токоподводя- щих шин наружного агрегата 12 и зажимных башмаков внутритрубного агрегата 11.
Затем двухтрубку 4-5 подают вправо, рольгангом 8 на позицию удаления внутреннего и наружного грата
жется слева от наружного агрегата 12 первой сварочной машины, расположенной на рольганге 8. .
После вывода двухтрубки 4-5 и трубы 6 на указанные позиции следующей операцией является подача трубы 6 и двухтрубки 4 - 5 с помощью перегружателей на третью линию рольганга 9. Затем труба 6 и двухтрубДнухтрубка 4-5 останавливается роль-Ш ка 4 -5 стыкуются во второй свароч:гангом 8 тогда, когда шов оказывается над резцами внутреннего гратосни- мателя 21. Резцы внутреннего грато- снимателя 21 совмещены в одной плоскости с резцами наружного гратосни- мателя 13, Затем с помощью гидроцилиндра 49 наружный гратоснима- тель 13 подводят к сварному стыку двухтрубки 4-5, свободно проходящей в разъем скобы - корпуса 41 наружного гратоснимателя 13 (см,фиг.4). После этого включают привод вращения
резцов внутреннего гратоснимателя и шестерни-планшайбы 43 наружного гратоснимателя. В результате зубцы звездо- - « трехтрубки 4-5-6 бракован- чек 47 наружного гратоснимателя 13 ный стык вырезается, одиночная труба .натыкаются на упоры 48 и поворачиваются на один зуб, а резцедержатели 45 в суппортах 44 с помощью винтовых пар 46 осуществляют подачу резцов наружного гратоснимателя к центру стыка труб 4-5. Резцы внутреннего гратоснимателя 21 подаются от центПри обнаружении дефекта в сварном
возвращается на линию первого рольган га 7, а двухтрубка - на второго рольганга 8 для повторной сварки.
30
ра с помощью гидpoI9 линдpoв (на чертеже не показано).
35
На линии 16 укладки трехтрубка 4-5-6 стыкуется с ранее сваренной ниткой трубопровода на технологическо позиции третьей электроконгактнок ма шины. Для этого трехтрубка 4-5-6 перемещается.влево до соприкосновения с ниткой сваренного трубопровода.. Пос ле этого с помощью гидро1щлиндра 19 площадку 18 устанавливают таким образом, чтобы стык находился посередине между токоподводящими башмаками токоподводящего устройства наружного агрегата 12 третьей сварочной машины В это же время внутритрубНый агре40
На линии 16 укладки трехтрубка 4-5-6 стыкуется с ранее сваренной ниткой трубопровода на технологической позиции третьей электроконгактнок машины. Для этого трехтрубка 4-5-6 перемещается.влево до соприкосновения с ниткой сваренного трубопровода.. После этого с помощью гидро1щлиндра 19 площадку 18 устанавливают таким образом, чтобы стык находился посереди не между токоподводящими башмаками токоподводящего устройства наружного агрегата 12 третьей сварочной машины. В это же время внутритрубНый агреПо мере вращения шестерни-планшайбы и головки внутреннего гратоснимателя происходит удаление образовавшегося в процессе сварки грата и части усиления сварного соединения. Затем резцы отводятся от стыка за счет обратного вращения шестерни- планшайбы и гидропривода резцов внутреннего гратоскимателя. В это же вре- jr гат 11 третьей сварочной машины вво- мя с помощью телескопического гидро- дится во внутрь свариваемого трубопро- домкрата 31 внутритрубиый агрегат 11 сва рочной машины убирается на исходную позицию. Одновременно двухтрубка 4-5 рольгангом 8 движется вправо до п тех пор, пока ее левый торец не ока- жётся справа от наружного гратоснимателя 13, установлеиного на этой линии.
В.процессе монтажа и сварки труб 4 ег щью гидроцилиндра 19 подается впра- й 5 на рольганг 7 с помощью перегру- во таким образом, чтобы резцы наруж- жателей стеллажа 2 подается труба 6 иого гратоснимателя 13 оказались и движется рольгангом 7 вправо до в плоскости стыка трехтрубки 4-5-6 тех пор, пока ее правый торец не ока- с ниткой трубопровода.
вода. Затем производится сварка стыка труб, как это описано выше. Одновременно с этим производится изоляция стыков труб трехтрубки 4-5-6 на постах изоляции 17. После сварки стыка площадка 18, на которой установлены наружный агрегат для сварки 12 и наружный гратосниматель 13, с помо036
жется слева от наружного агрегата 12 первой сварочной машины, расположенной на рольганге 8. .
После вывода двухтрубки 4-5 и трубы 6 на указанные позиции следующей операцией является подача трубы 6 и двухтрубки 4 - 5 с помощью перегружателей на третью линию рольганга 9. Затем труба 6 и двухтрубной машине. Далее идет процесс сварки и удаление грата. После сварки трехтрубки 4-5-6 она с помощью рольганга 9 перемещается вправо
на позицию контроля сварного соединения с помощью автоматизированных ультразвуковых дефектоскопов. 14. Контроль качества двух сварных соединений происходит одновременно.
Затем трехтрубка 4 - 5 - 6 подается с помощью приемнотранспортного устройства 15 на лишш 16 укладки.
трехтрубки 4-5-6 бракован- стык вырезается, одиночная труба
При обнаружении дефекта в сварном
« трехтрубки 4-5-6 бракован- ный стык вырезается, одиночная труба
возвращается на линию первого рольганга 7, а двухтрубка - на второго рольганга 8 для повторной сварки.
« трехтрубки 4-5-6 бракован- ный стык вырезается, одиночная труба 30
35
40
На линии 16 укладки трехтрубка 4-5-6 стыкуется с ранее сваренной ниткой трубопровода на технологической позиции третьей электроконгактнок машины. Для этого трехтрубка 4-5-6 перемещается.влево до соприкосновения с ниткой сваренного трубопровода.. После этого с помощью гидро1щлиндра 19 площадку 18 устанавливают таким образом, чтобы стык находился посереди не между токоподводящими башмаками токоподводящего устройства наружного агрегата 12 третьей сварочной машины. В это же время внутритрубНый агреjr гат 11 третьей сварочной машины вво- дится во внутрь свариваемого трубопро- п
гат 11 третьей сварочной машины вво- дится во внутрь свариваемого трубопро-
вода. Затем производится сварка стыка труб, как это описано выше. Одновременно с этим производится изоляция стыков труб трехтрубки 4-5-6 на постах изоляции 17. После сварки стыка площадка 18, на которой установлены наружный агрегат для сварки 12 и наружный гратосниматель 13, с помоfO
15
Далее наружный гратосниматель П наводят на сваренный стык трубопровода. В этот же момент внутритруб- ный агрегат 11 сварочной машины делает мерный шаг влево с помощью телескопического гидродомкрата на величину, равную расстоянию между швом и плоскостью резцов внутреннего грато- снимателя в момент окончания сварки. После этого производится удаление наружного и внутреннего грата. Затем баржа с помощью якорньк лебедок делает шаг, равньй длине трехтрубной секции (примерно 36 м) и останавливается. На этой позиции производится ультразвуковой контроль дефектоскопии 14 и изоляции сварного соединения трехтрубной секции А - 5 - 6 с ниткой трубопровода. За это время очередная трехтрубная секция приваривается к 20 нитке трубопровода. После этого бар- жа делает следующий шаг. Далее процесс повторяется.
При неблагоприятных погодных условиях, когда укладка трубопровода на дно водоема временно прекращается, процесс изготовления трехтрубск продолжается и они складируются на палубе в носовой части трубоукладочной баржл на стеллажа-накопителя (см. фиг.1).,При возобновлении трубоук- ладочных работ эти трехтрубки поступают на линию укладки 16 и стыкуются с ранее сваренной ниткой трубопрово- да.
Изобретение позволяет значительно повысить производительность трубосварочного комплекса трубокладочной баржи за счет применения контактных сварочных маомн, позволяющих на мень- ших площадях сваривать длинномерные секции .труб, а следовательно, использовать в качестве транспортного сред- ства баржу меньшей длины, т.е. более дешевую.
Формула из.обретения
35
30
45
1. Трубоукладочная баржа с трубосварочным комплексом, включающим связанные между собой кинематически линию свар ки длинномерных секций из одиночных труб, содержащую приемный накопительно-транспортный стеллаж, установленные параллельно друг другу и продольной оси баржи приводные линии рольгангов с наклонными покатя- ми, сварочные устройства для соединения отдельных труб в секции, устаfO
15
- 20
27. 4038
. Нонки для контроля кольцевых стыков в секциях труб, приемнотранспортное устройство и линию уклад1 и трубопровода с натяжителем и стингером, установленную вдоль продольной оси трубоукладочной барш, содержащую сварочное устройство, посты изоляции стыков и установку для контроля кольцевых стыков в нитке трубопровода между секциям1т труб, отличаю- щ а я с я тем, что, с целью повыш1е- ния производительности трубосварочного комплекса, каждое сварочное ус тройство для соединения отдель- ньгх труб в секции На линии сварки длинномер ых секций из одиночных труб и на линии укладки трубопровода выполнено в виде комбинированной ма- шины для стыковой сварки оплавлением, содержащей внутренний агрегат с внутренним гратоснимателем и наружный агрегат, линия сварки длинномерных секций из одиночных труб снабжена устройствами для зачистки поверхнос- тей концов труб под контактные башмаки маширгы для стыковой сварки оплавлением, установленными по обе стороны приемного накопительно-транспортного стеллажа, нар ткными грато- снимателяин, расположенными на второй и третьей приводных линиях рольгангов, при этом для стыковой сварки оплаапением установлены также на второй и третьей приводных . 35 линийх рольгангов, а наруд:ные грато- v сниматели - после своих для стыковой сварки оплавлением, установки для к.онтроля кольцевых стыков в
секциях труб вьтолнены в виде двух ультразвуковых дефектоскопов и раз-- мещены за наружным г;ратоснимателем на . третьей линии рольгангов последовательно друг за другом, линия укладки трубопровода снабжена наружным гратоснимателем, установленным после машины для стыковой сварки оплавле- кием, и площадкой, смонтированной с возможностью перемещения вдоль линии укладки трубопровода, причем наружный гратосниматель и наружный агрегат машины для с тыковой сварки оплавлени--. ем смонтированы на площадке, а установка для контроля кольцевых стыков в нитке трубопровода между секциями вьтолнена также в виде ультразвукового дефектоскопа и размещена за наружным гратоснимателем. перед натяжите- лем.
30
45
05
2. Баржа поп.1, отличающаяся тем, что машина для стыквой сварки оплавлением содержит внутренний агрегат для центровки н перемещения труб в процессе сварки со смонтированным на нем внутренним гратоснимателем и разъемный по диаметру наружный агрегат, содержащий кольцевой сварочный трансформатор с токоподводами,
10 шайба с разьемом, на торцовой поверхности которой смонтировано не менее двух суппортов с механизмами подачи
резцов, а на корпусе гратоснимателя смонтирован привод шестерни-планшай3. Баржа по пп.1 и 2, о т л и ч а- ю щ а я с я тем, что кольцевой сварочный трансформатор выполнен разъем- ным в виде двух полуцилиндров, на по- 15 бы, при этом корпус гратоснимателя верхности которых смонтированы равно- установлен на палубе баржи с возмож- мерно размещенные броневы е трансформаторы, соединенные по первичной и вторичной обмоткам в параллель, при этом сварочный трансформатор снабжен 20
ностью возвратно-поступательного перемещения поперек оси рольганга.
6. Баржа по п.5, отличающ яся тем, что механизм подачи резцов наружного гратоснимателя вьшол- иен в виде винтовой пары, гайка которой неподвижно закреплена в суппорте, а винт установлен с возможчетьфьмя гидроцилиндрами, корпуса и штоки которых соответственно шарнир- но закреплены попарно на концах полуцилиндров
6. Баржа по п.5, отличающ яся тем, что механизм подачи резцов наружного гратоснимателя вьшол- иен в виде винтовой пары, гайка которой неподвижно закреплена в суппорте, а винт установлен с возмож4. Баржа по пп.1 и 2,. о т л и ч а ю 35 ностью вращения, на торцовой поверх щ а я с я тем, что механизм перемещения внутреннего агрегата машины для стыковой сварки оплавления с установленным на нем внутренним гратоснимателем .вьтолнен в виде телескопического гидродомкрата, один конец которого закреплен на внутреннем аг1 у ..ууПЗП713ЮКгз |7 7 кч «. « 7
. Г////// ////Ю5// У , 1 f Snans I
регате со стороны, противоположной месту закрепления внутреннего грато- снимателя, а другой его конец закреплен на палубе баржи.
5. Комплекс поп.1, отлича-. ю щ и и с я тем, что наружный грато- сниматель вьтолнен в виде скобы с . кольцевыми направляющими, на которых установлена приводная шестерня-планшайба с разьемом, на торцовой поверхности которой смонтировано не менее двух суппортов с механизмами подачи
бы, при этом корпус гратоснимателя установлен на палубе баржи с возмож-
резцов, а на корпусе гратоснимателя смонтирован привод шестерни-планшайбы, при этом корпус гратоснимателя установлен на палубе баржи с возмож-
бы, при этом корпус гратоснимателя установлен на палубе баржи с возмож-
ностью возвратно-поступательного перемещения поперек оси рольганга.
6. Баржа по п.5, отличающяся тем, что механизм подачи резцов наружного гратоснимателя вьшол- иен в виде винтовой пары, гайка которой неподвижно закреплена в суппорте, а винт установлен с возможностью вращения, на торцовой поверхности шестерни-планшайбы, при этом один конец винта снабжен звездочкой, взаимодействующей при вращении шестерни-планшайбы с упорами, предус 30 мотренными на диаметрально противоположных, сторонах корпуса наружного гратоснимателя.
ГГ
S
if
ио
tpt/t.S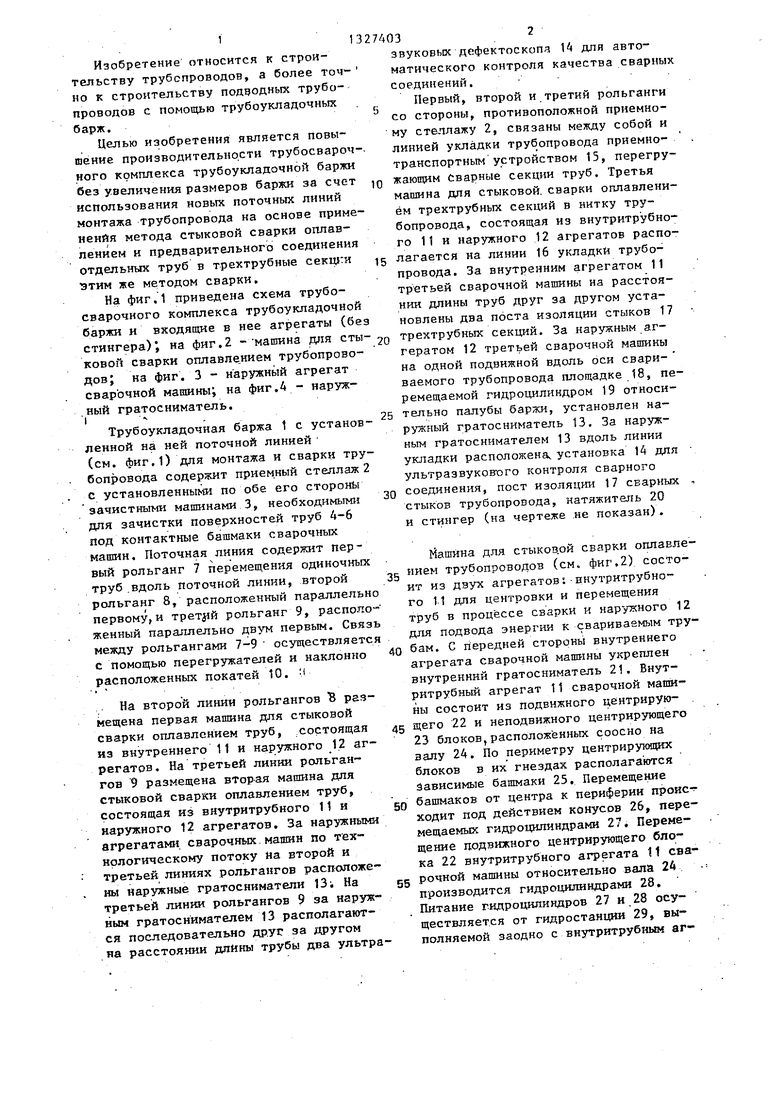
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ СВАРКИ МОРСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2544620C2 |
| Сварочный комплекс | 1983 |
|
SU1696210A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| Машина для контактной стыковой сварки полос оплавлением | 1984 |
|
SU1146163A1 |
| Способ сооружения подземного трубопровода из труб с заводской изоляцией | 1991 |
|
SU1810708A1 |
| СПОСОБ ЗАЧИСТКИ ЭЛЕКТРОДОВ СВАРОЧНОЙ МАШИНЫ ГРАТОСНИМАТЕЛЕМ | 2011 |
|
RU2471598C1 |
Изобретение относится к сварке труб и может быть использовано при строительстве морских трубопроводов, осуществляемом методом непрерывного, опуска трубопровода с трубоукладоч- ной баржи. Изобретение позволяет повысить производительность трубосварочного комплекса, а также использовать для строительства тр-убопрово- да баржу меньшего водоизмещения. Трубосварочный комплекс состоит из кинематически связанньк между собой линии сварки длинномерных секций из одиночных труб и линии укладки трубопровода. Одиночные трубы 4-6 на приемном стеллаже 2 зачищают зачист- ными машинами 3 под контактные башмаки сварочных машин 11, 12 и пере- мещают согласно технологическому процессу по рольгангам 7-9. Здесь . их сваривают в трехтрубные секщги .. контактными сварочными машинами 11 и 12, удаляют внутренний и наружный грат и приемнотранспортным устройством 15 перемещают на линию укладки трубопровода. Далее их сварива- . ют в непрерывную нитку трубопровода, контролируют стыки дефектоскопами 14, изолируют стыки на постах 17 и с помощью натяжителей 20 и стингера трубоукладочной баржи опус- KaJOT на дно водоема. Благодаря этому осуществляется предварительное соединение отдельных труб в трехтрубные секции стыковой сваркой оплавлением. 5 э.п, ф-лы, 4 ил. с САЭ N3 «к1 4
.Jt
| Капустин К.М., Камышев М.А | |||
| Строительство морских трубопроводов | |||
| M.J Недра, 1982, с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Железнодорожный костыльный молоток | 1925 |
|
SU1601A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
