Изобретение относится к области сварки, а точнее к устройствам для снятия кольцевого внутреннего грата, образующегося при контактной стыковой сварке труб как при их производстве, так и при сооружении промысловых и магистральных трубопроводов.
Известно устройство для удаления внутреннего грата при контактной стыковой сварке труб (см. а.с.СССР №1274892, кл. В 23 К 31/06, заявл. 06.05.85 г., опубл. 07.12.86 г.).
Устройство содержит снабженный брызгоулавливателем режущий инструмент, в котором подпружиненные ножи смонтированы с возможностью перемещения, штангу и силовой привод продольного перемещения режущего инструмента. Ножи режущего инструмента снабжены ограничителями продольного перемещения, смонтированными впереди каждого ножа по ходу его рабочего движения, и с обращенной к ним стороны выполнены в виде клина с уклоном опорной плоскости клина к оси режущего инструмента в направления его рабочего хода.
При этом устройство снабжено подпружиненной, кинематически связанной с приводом продольного перемещения ножей подвижной втулкой, смонтированной на штанге и кинематически соединенной с ножами, а брызгоулавливатель выполнен с продольными пазами и снабжен смонтированными в них ребрами, шарнирно закрепленными на нем с возможностью плоскопараллельного перемещения в радиальных к брызгоулавливателю плоскостях.
Недостатками известного устройства являются его значительные габариты, металлоемкость и трудоемкость изготовления и, как следствие, стоимость изготовления и эксплуатации. Кроме того, недостатком устройства является узкая область его применения. Оно из-за высоких габаритов и металлоемкости не может быть использовано при сварке труб и трубопроводов диаметром 630 мм и более, так как при сварке этих труб трубосварочная машина полностью или своей большей частью размещается внутри свариваемых труб.
Способ и оборудование для снятия кольцевого грата на трубах после их сварки с помощью продольного протягивания режущего инструмента не могут обеспечить качественного съема грата в соответствии со строительными нормами и правилами, так как конструктивные особенности труб диаметром 630 мм и более (разные толщины стенок, овальность, малая жесткость) и технология сварки трубопроводов (наличие внутри трубы тяжеловесного оборудования, рельеф местности, использование в качестве грузоподъемных и транспортных средств трубоукладчиков) не могут обеспечить в процессе съема грата необходимой пространственной жесткости и точности соответствия геометрических размеров обрабатываемого изделия и режущего инструмента.
Из известных устройств для снятия внутреннего грата на трубах после сварки наиболее близким по технической сущности является устройство для удаления внутреннего грата, описанное в патенте США №4084484, кл. 90-24, заявл. 24.06.76 г., опубл. 18.04.78 г.).
Это устройство содержит корпус с торцевым фланцем на одной стороне для крепления, вращающуюся с помощью привода на подшипниках качения планшайбу с режущими головками, снабженными держателями, режущим инструментом и опорными катками, механизм радиальной подачи режущего инструмента, механизм зажима трубы и гидравлическую систему питания и управления. Привод радиальной подачи режущего инструмента осуществляется гидроцилиндром, управляемым механическим золотником, взаимодействующим своим роликом с упором, смонтированным на корпусе режущей головки. Устройство консольно крепится на обойме машины электроконтактной сварки труб.
Главным недостатком устройства для снятия внутреннего грата на трубах после сварки является узкая область его применения.
Из-за консольного варианта его выполнения оно наиболее эффективно может быть использовано в стационарных полевых установках для сварки трехтрубных секций трубопроводов, работающих по «челночной» технологической схеме.
В передвижном комплексе «Север-1» для электроконтактной сварки отдельных труб и трехтрубных секций диаметром 1420 мм в непрерывную нитку трубопровода внутритрубное оборудование оснащено спереди полой штангой с кабелем, питающим трансформатор мощностью 800 кВтА.
Вторым недостатком устройства является постоянная радиальная подача режущего инструмента на один оборот вращения планшайбы. В известном устройстве для снятия внутреннего грата она практически прямо пропорциональна времени взаимодействия ролика золотника с упором.
Для обеспечения транспортировки сварочной машины совместно с устройством для снятия грата внутри трубы между резцами в отведенном исходном положении и вершиной кольцевого грата предусматривается зазор величиной 10-20 мм.
Форма и величина усиления электроконтактного сварного шва зависит от технологических параметров сварки и толщины свариваемых стенок труб. При этом ширина усиления возрастает по мере приближения к внутренней поверхности труб. В этой связи одинаковая радиальная подача режущего инструмента на оборот вращения планшайбы увеличивает время съема грата и нерационально нагружает привод вращения планшайбы устройства для снятия внутреннего грата на трубах после сварки.
Задача настоящего изобретения состоит в создании устройства для снятия внутреннего грата на трубах после сварки, позволяющего расширить его технологические возможности, уменьшить время съема грата и улучшить качество съема грата.
Поставленная задача достигается тем, что в устройстве для снятия внутреннего грата на трубах после сварки, содержащем корпус с торцевым фланцем на одной стороне для крепления, вращающуюся с помощью привода на подшипниках качения планшайбу с режущими головками, снабженными держателями, режущим инструментом и опорными катками, механизм радиальной подачи режущего инструмента, механизм зажима трубы и гидравлическую систему питания и управления, согласно изобретению корпус выполнен из трех соединенных между собой частей и снабжен торцевым фланцем с другой стороны, средняя часть корпуса выполнена сварной с кольцевой и осевой полостями, планшайба с режущими головками, снабженными держателями, режущими инструментами и опорными катками установлена на средней части корпуса, механизм радиальной подачи режущего инструмента выполнен в виде размещенного внутри осевой полости средней части корпуса гидроцилиндра, жестко соединенной с корпусом гидроцилиндра и размещенной между подшипниками качения на средней части корпуса кольцевой втулки с наружной конусной поверхностью, и взаимодействующих с ней конических роликов и пружин возврата, установленных в ползунах, перемещающихся в направляющих втулках, смонтированных в планшайбе, и несущих режущие головки, при этом шток упомянутого гидроцилиндра закреплен на средней части корпуса, а корпус гидроцилиндра установлен с возможностью осевого перемещения, кроме того, режущий инструмент подпружинен относительно держателя.
Такое конструктивное выполнение устройства для снятия внутреннего грата на трубах после сварки позволяет расширить его технологические возможности за счет выполнения корпуса из трех соединенных между собой частей с двумя на внешних частях торцевыми фланцами с отверстиями для крепления и выполнения средней части в виде сварной с кольцевой полостью конструкции. Такое конструктивное выполнение устройства позволит монтировать его как консольно в стационарных полевых установках, так и в средней части, например в комплексе «Север-1».
При этом кольцевая полость средней части используется для размещения труб (для подачи рабочей жидкости от гидросистемы к сварочной головке в комплексе «Север-1» или для подачи рабочей жидкости от гидросистемы к гидроцилиндру зажима труб устройства для снятия внутреннего грата в стационарных полевых установках).
Выполнение механизма радиальной подачи в виде гидроцилиндра и кольцевого корпуса, конусная поверхность которого через конические ролики, пружины возврата взаимодействует с ползунами, радиально перемещающимися в направляющих втулках планшайбы и несущими режущие головки с механизмами слежения за внутренними поверхностями труб, позволяет осуществлять программное управление радиального перемещения режущего инструмента как при прямом, так и при обратном его ходах. Это позволит при сокращении времени съема грата более рационально использовать мощность привода вращения шпинделя и улучшить качество съема грата.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображено устройство для снятия внутреннего грата на трубах после сварки, общий вид;
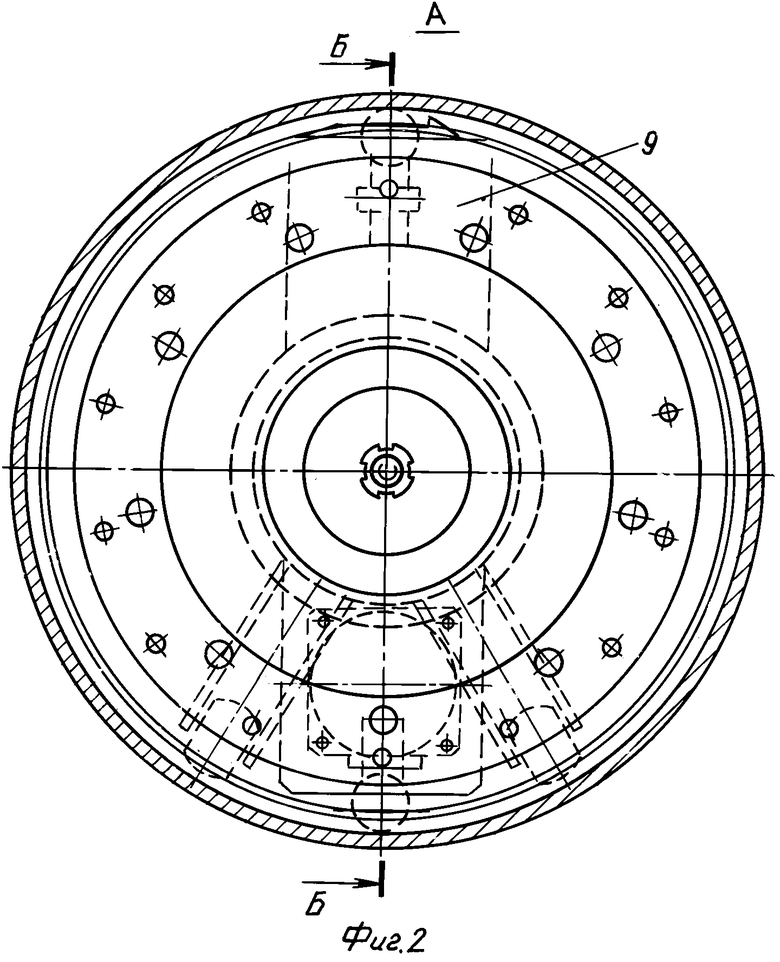
на фиг.2 - вид по стрелке А на фиг.1;
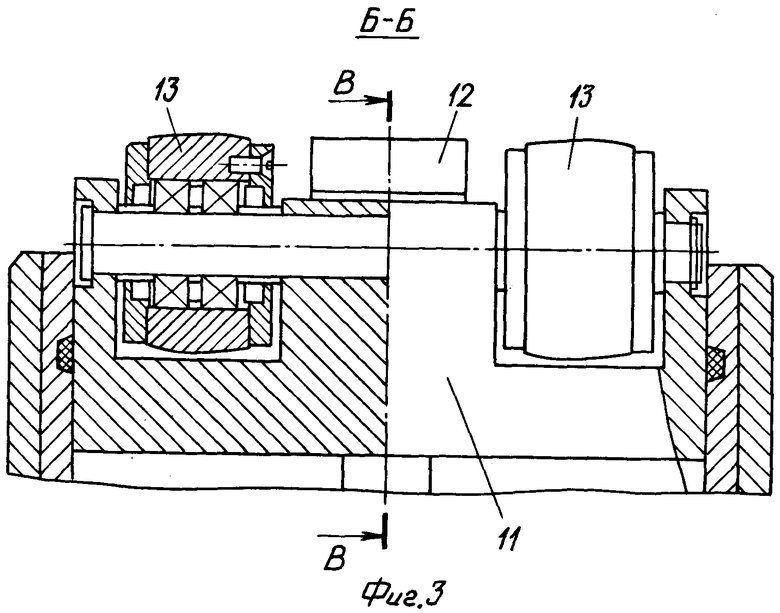
на фиг.3 - разрез Б-Б на фиг.2;
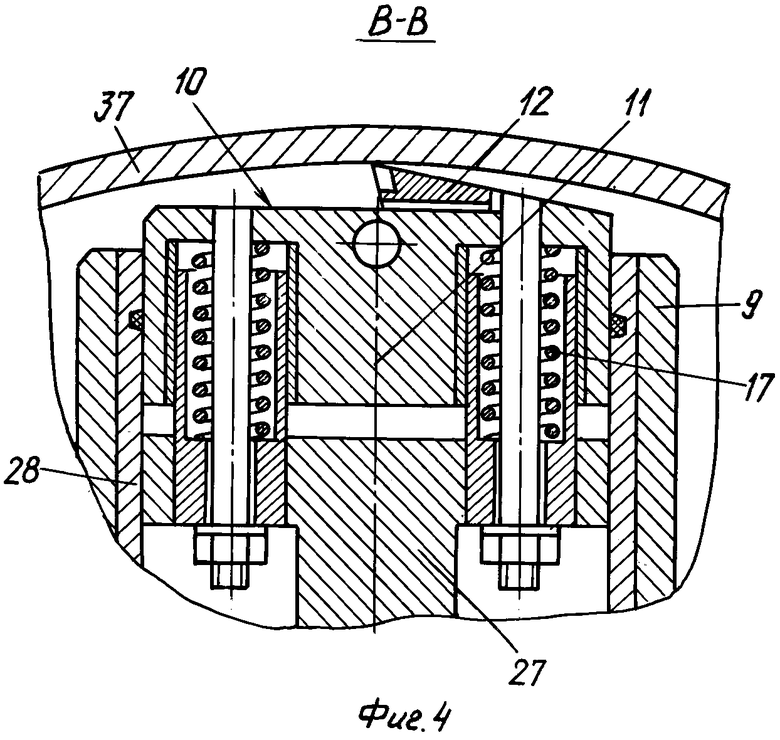
на фиг.4 - разрез В-В на фиг.3;
на фиг.5 - вид по стрелке Г на фиг.1;
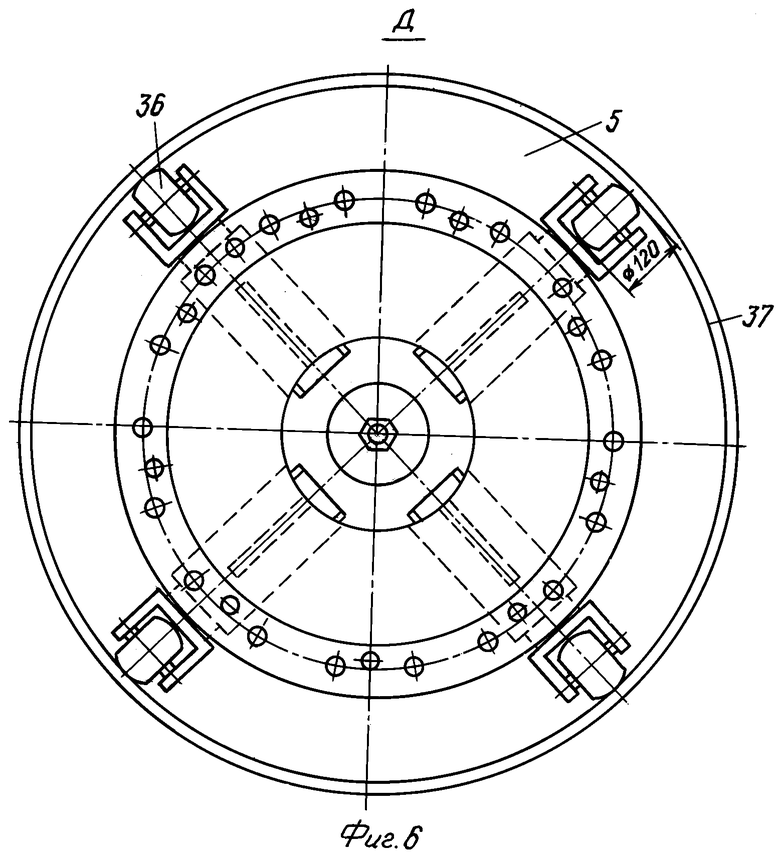
на фиг.6 - вид по стрелке Д на фиг.1;
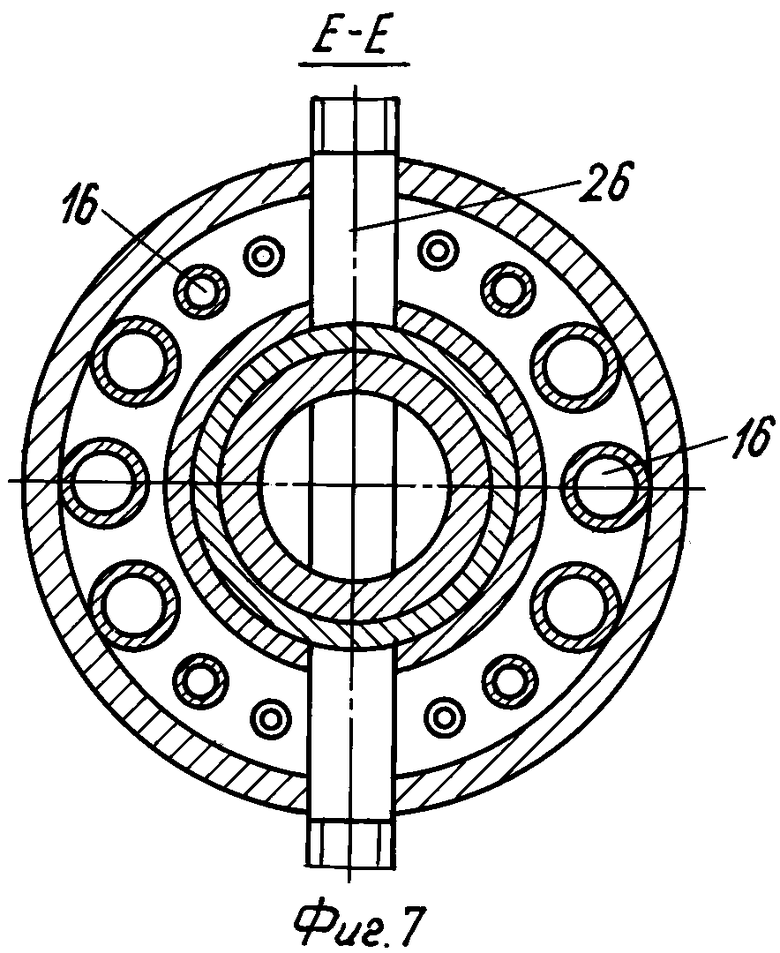
на фиг.7 - разрез Е-Е на фиг.1.
Устройство для снятия внутреннего грата на трубах после сварки содержит корпус, выполненный из трех 1, 2, 3 соединенных между собой частей с двумя на внешних частях 1, 3 корпуса торцевыми фланцами 4, 5 с отверстиями 6 для крепления, вращающуюся с помощью привода 7 на подшипниках качения 8 планшайбу 9 с режущими головками 10, включающими держатели 11 с режущими инструментами 12 и опорными катками 13, механизм радиальной подачи режущего механизма и механизм зажима трубы.
Средняя часть 2 корпуса выполнена сварной и снабжена кольцевой 14 и осевой 15 полостями. В кольцевой полости 14 размещаются трубы 16 энергоносителей (см. фиг.7). Планшайба 9 с держателями 11, режущими инструментами 12 и опорными катками 13 установлена на средней части 2 корпуса. Держатели 11 на планшайбе 9 смонтированы при помощи пружин 17. Механизм радиальной подачи режущего инструмента выполнен в виде размещенного внутри осевой полости 15 средней части 2 корпуса гидроцилиндра 18, жестко соединенной с корпусом 19 гидроцилиндра 18 и размещенной между подшипниками качения 8 на средней части 2 корпуса кольцевой втулки 20 с наружной конусной поверхностью, и взаимодействующих с ней конических роликов 21 и пружин возврата 22.
Шток 23 гидроцилиндра 18 жестко закреплен на крышке 24, скрепляющей левую внешнюю 1 и среднюю 2 части корпуса, а корпус 19 гидроцилиндра 18 имеет возможность осевого перемещения во втулке 25 и через штыри 26 скреплен с кольцевой втулкой 20.
Конические ролики 21 закреплены на ползунах 27, радиально перемещающихся в направляющих втулках 28, установленных в планшайбе 9. Пружины возврата 22 смонтированы в отверстиях ползунов 27, взаимодействующих с режущими головками.
Привод вращения планшайбы 9 содержит гидромотор 29, закрепленный на левой внешней части 1 корпуса, зубчатую шестерню 30 и зубчатое колесо 31, смонтированное на планшайбе 9.
Механизм зажима трубы состоит из гидроцилиндра 32, ползунов 33, размещенных в правой части 3 корпуса и взаимодействующих своими наклонными плоскостями с толкателями 34, снабженными пружинами 35 возврата и роликами 36. Для обеспечения гидромотора 29 и гидроцилиндров 18, 32 рабочей жидкостью устройство имеет гидравлическую систему питания и управления (не показаны).
Устройство для снятия внутреннего грата на трубах после сварки может быть закреплено на машине электроконтактной сварки труб либо консольно одним торцевым фланцем, либо в средней части двумя торцевыми фланцами.
Устройство работает следующим образом.
В исходном положении планшайба 9 остановлена, поршни гидроцилиндров 18, 32 находятся соответственно в правом и левом положениях. При этом режущий инструмент 12 и ролики 36 отведены к оси устройства.
Сваренная электроконтактной сваркой труба 37 подается транспортными средствами (не показаны) до совмещения стыка с плоскостью реза (режущих инструментов). Рабочая жидкость подается в штоковую полость гидроцилиндра 32 и труба 37 зажимается, затем подается к гидромотору 29 и в штоковую полость гидроцилиндра 19, планшайба 9 начинает вращаться, а режущие головки 10 перемещаться к внутренней поверхности трубы 37. Как только режущий инструмент 12 упрется во внутренний грат, начнется процесс его срезания.
Для сокращения времени цикла съема грата более равномерной загрузкой привода вращения планшайбы, а также повышения качества съема грата управление рабочей жидкостью, поступающей от гидросистемы к гидроцилиндру 18, осуществляется через гидравлический программный золотник (не показан).
При врезании режущего инструмента 12 усиление сварного шва (грата) увеличивается, поэтому программный золотник пропорционально снижает радиальную подачу режущего инструмента на один оборот вращения планшайбы. Для предотвращения врезания в тело трубы 37 режущего инструмента 12 и обеспечения заданной высоты усиления сварного шва режущие кромки инструмента 12 устанавливаются ближе к оси вращения режущих головок 10, чем образующие катков 13.
Несовпадение оси планшайбы 9 с осью трубы и некруглость трубы компенсируются в процессе срезания грата пружинами 17.
После полного срезания внутреннего грата гидромотор 29 останавливается, а при подаче рабочей жидкости под давлением в штоковую полость гидроцилиндра 18 и поршневую полость гидроцилиндра 32 держатели 11 с режущим инструментом 12 и ролики 36 механизма зажима отводятся к оси вращения в исходное положение.
Труба разжимается, далее цикл повторяется.
Предложенное устройство для снятия внутреннего грата на трубах после сварки по сравнению с известными позволяет расширить технологические возможности, уменьшить время съема грата и улучшить качество съема грата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| Устройство для снятия наружного грата | 1987 |
|
SU1579650A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Устройство для удаления грата с кольцевых стыков труб | 1988 |
|
SU1614904A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| Станок для удаления наружного грата | 1989 |
|
SU1673311A1 |
| Устройство для удаления внутреннего грата | 1987 |
|
SU1447599A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |

Изобретение относится к области сварки и используется для снятия кольцевого внутреннего грата, образующегося при контактной стыковой сварке труб на промысловых и магистральных трубопроводах. Устройство содержит корпус, выполненный из трех соединенных между собой частей с двумя торцевыми фланцами, механизм радиальной подачи режущего инструмента, механизм зажима трубы и гидравлическую систему питания и управления. Средняя часть корпуса выполнена сварной и снабжена кольцевой и осевой полостями. На средней части корпуса установлена вращающаяся планшайба с режущими головками, включающими держатели с режущим инструментом и опорными катками. Механизм радиальной подачи режущего инструмента выполнен в виде размещенного внутри осевой полости средней части корпуса гидроцилиндра, жестко соединенной с корпусом гидроцилиндра и размещенной на средней части корпуса кольцевой втулки с наружной конусной поверхностью и взаимодействующих с ней конических роликов и пружин возврата. Пружины возврата взаимодействуют с ползунами, несущими режущие головки. Шток гидроцилиндра закреплен на средней части корпуса, а корпус установлен с возможностью осевого перемещения. Изобретение позволит расширить технологические возможности, уменьшить время съема грата и улучшить качество съема грата. 7 ил.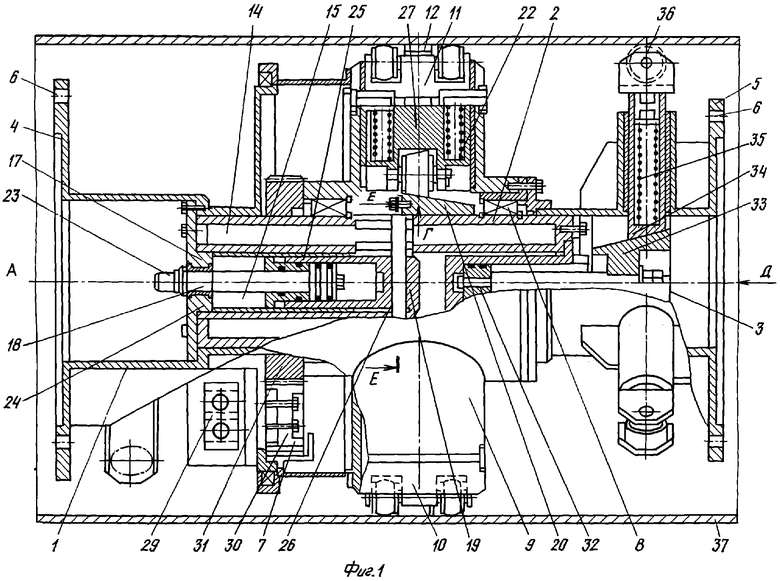
Устройство для снятия внутреннего грата на трубах после сварки, содержащее корпус с торцевым фланцем на одной стороне для крепления, вращающуюся с помощью привода на подшипниках качения планшайбу с режущими головками, снабженными держателями, режущим инструментом и опорными катками, механизм радиальной подачи режущего инструмента, механизм зажима трубы и гидравлическую систему питания и управления, отличающееся тем, что корпус выполнен из трех соединенных между собой частей и снабжен торцевым фланцем с другой стороны, средняя часть корпуса выполнена сварной с кольцевой и осевой полостями, планшайба с режущими головками, снабженными держателями, режущими инструментами и опорными катками установлена на средней части корпуса, механизм радиальной подачи режущего инструмента выполнен в виде размещенного внутри осевой полости средней части корпуса гидроцилиндра, жестко соединенной с корпусом гидроцилиндра и размещенной между подшипниками качения на средней части корпуса кольцевой втулки с наружной конусной поверхностью и взаимодействующих с ней конических роликов и пружин возврата, установленных в ползунах, перемещающихся в направляющих втулках, смонтированных в планшайбе, и несущих режущие головки, при этом шток упомянутого гидроцилиндра закреплен на средней части корпуса, а корпус гидроцилиндра установлен с возможностью осевого перемещения, кроме того, режущий инструмент подпружинен относительно держателя.
| US 4084484 A, 18.04.1978.SU 1274892 A1, 07.12.1986.SU 202407 A1, 01.01.1967.SU 1766553 A1, 07.10.1992.SU 356075 A1, 01.01.1972.US 4304977 A, 08.12.1981.JP 53057151 A, 24.05.1978. |

